Содержание
Уход за ковкой
Особого ухода кованые изделия не требуют. Периодически забор следует осматривать на присутствие признаков ржавчины. Удалять коррозию следует с помощью уксуса или лимонной кислоты. Еще один действенный способ – нагрев места, где начинает появляться ржавчина. Воздействие температуры приведет к осыпанию окислов при малейшем прикосновении. Затем металл следует покрыть грунтовкой и краской.
Загрязнения необходимо убирать с помощью мыльного раствора. НЕЛЬЗЯ использовать жесткие щетки или абразивные средства, это приведет к повреждению покрытия.
Подвижные элементы конструкции необходимо периодически смазывать.
Инерционно-штамповочные станки
Этот вид оборудования напоминает прессы или прессовочные валики, которыми молодые мастера иногда пренебрегают. А зря: без фасонных хомутиков для соединения деталей и оформленных наконечников прутьев работа никогда не будет иметь эстетичного вида. Эти прессы работают как маховик, в котором боек бьет по месту штампа. Декоративные детали мелкие, точность их изготовления должны быть очень высокой, поэтому этот вид станков не нужно даже пытаться сделать своими руками.
Все бы хорошо, да только инерционно-штамповочные прессы – дорогое удовольствие. Но здесь можно найти решение, назовём его «интегрированным кузнечным решение». Разного рода наконечники очень просто сделать способом горячей ковки. Для этого совсем не обязательно быть опытным мастером. Либо сходить в гости в мастерскую горячей ковки, либо самому завести изящный кузнечный горн – можно легко и недорого смастерить из подручных материалов. Для такой мелкой работы своя отдельная кузня не нужна, дел всего ничего – разогреть металл.
Необходимое оборудование для создания изделий дома
Со временем новые технологии позволили сначала изобрести и затем создать набор специализированных инструментов для расширения возможностей мастеров кузнечного дела. С такими инструментами смогут работать и неопытные мастера, в работе с которыми нет большой сложности.
Один из главных предметов в работе — гнутик, он всегда есть в любой мастерской по работе с металлом. С его помощью можно согнуть заготовку под нужным углом или дугу необходимого радиуса.
Улитка создает спирали из подобранных заготовок, спирали часто встречаются в мастерских у кузнецов. Улитку можно купить или сделать самостоятельно, а также выполнить спираль с любым радиусом, который задумает мастер.
Фонарик — наиболее сложный инструмент, имея такое приспособление можно работать не с отдельной деталью, а сразу создавать целый комплекс из одиночных прутьев. Инструмент помогает создавать виды корзинок из металлических прутьев различного диаметра и сечения.
Изогнутые металлические предметы можно сделать с волной, мастеру остается подобрать прутья разных размеров и профиля и создать плавные элементы для декорирования.
Твистер также сложный инструмент, чем-то схожий на фонарик, с его помощью можно сплести прутья вокруг продольной оси. Чтобы создать оплетку или объемные детали для декорирования пользуются этим инструментом.
Виды изделий
Если рассматривать виды и стилистику ковки, то они предполагают огромный простор для творчества. Это и есть один из главных преимуществ. Можно изготовить как простые и строгие изделия, так и более сложные с элементами особенного гиба и рисунка. Какой бы ни был вид изделия, его всегда легко сочетать и устанавливать с другими строительными материалами и архитектурами. По методу работы ковка делится на два вида:
- Холодная.
- Горячая.
Холодная ковка
Выполняется без нагревания металла, соответственно, подвергается большему механическому давлению. Обычно используют специальные станки для холодной ковки, но бывают случаи, когда холодную ковку своими руками делают различными самодельными способами. Имеется несколько плюсов метода:
- Более низкая стоимость по сравнению с горячей.
- Доступность элементов.
- Возможность комбинировать рисунки с помощью сварки.
- Более удобная возможность изготовления своими руками.
- Меньшее воздействие опасности при работе.
Если говорить объективно, можно найти и отрицательную сторону. Отметим и несколько минусов работы:
- Ограничение по работе с элементами.
- Более стандартные и геометричные виды работ.
Горячая ковка
Такой вид ковки был изобретен задолго до холодной. Ведь ранее не было мощных станков и других приспособлений для того, чтобы изогнуть металл без нагревания. Однако такой вид гораздо практичнее холодного.
При нагревании металл становится более пластичным, а значит, лучше поддается растяжению, сжатию и изгибу. При работе с горячим металлом можно выполнить более сложный элемент, чем с холодным.
Балясина с корзинкой
Если мастерская хорошо укомплектована, под рукой имеется фрезерный и токарный станок, печь для нагрева и другие инструменты, то видеоинструкция от канала MehaMozg поможет освоить приемы и изготовить приспособления, облегчающие процедуру скручивания спиралей для корзинки и приваривания прутьев с обеих сторон. Блогер покажет, как делать фиксаторы для загибания и «приспособу» для приваривания, объяснит, чем полезны фиксирующие утяжки. Ознакомившись с МК, зрители смогут повторить шаги, облегчающие работу при массовом изготовлении. Комментарии дублируются на экране в текстовом формате, что оценят люди с нарушением слуха.
Как делают
Изготовление кованого забора проводится профессионалами нескольких специальностей и включает следующие этапы:
- Мастер создает проект и эскиз с необходимыми числовыми данными.
- С помощью оборудования осуществляется производство нужного количества деталей необходимого размеров и формы.
- Затем выполняется сварка рамы, ее помещают на ровную поверхность и делают на ней разметку расположения элементов.
- Мастер сваривает все детали с помощью прихваток, проверяет правильность расположения деталей, делает конечное сваривание, соединения зачищаются металлической щеткой, поверхность обезжиривается, наносится грунтовка.
- Затем следует вырыть траншею для ленточного фундамента или пробурить лунки для столбчатого основания. Или можно произвести оба действия и получить ленточно-столбчатую основу.
- Поставить столбы, залить яму цементом, подождать пока раствор высохнет.
- Приварить секции забора к столбам и покрасить.
Конструкция готова к эксплуатации.
Сложности и подводные камни
Самостоятельное изготовление и сборка кованого забора может привести к возникновению некоторых трудностей. Чтобы этого избежать следует учитывать важные нюансы:
- Производство кованых деталей для забора должно проводиться после тщательных замеров, чтобы не пришлось вносить коррективы.
- При сваривании всех деталей в единую композицию может появиться деформация и перекос. Чтобы избежать подобных проблем стоит сделать сварочные прихватки. Затем следует проверить геометрию изделия и произвести конечное соединение.
- Сварочные соединения необходимо тщательно зачистить. Невыполнение данного требования приведет к появлению ржавчины, лакокрасочное покрытие испортится, изделие потеряет презентабельный вид.
- Обработка конструкции должна проводится тщательно и внимательно. Следует использовать качественные покрытия. В противном случае со временем появится коррозия.
Вывод! Для получения надежного и прочного изделия рекомендуется обращаться к специалистам.
Профессионалы своего дела реализуют проект качественно. Кованый забор будет радовать хозяина долгие годы.
Кузнечное гибочное оборудование для горячей и холодной ковки металла, размеры
Для обеспечения возможности формообразования в горячей ковке используется нагрев обрабатываемой заготовки. В качестве такого оборудования применяется горн или, если работа ведется с небольшими заготовками, муфельная печь. Учитывая, что дополнительно требуется организовать рабочее место для обработки горячей заготовки, помещение для организации такого производства должно иметь достаточно большие размеры.
В холодной ковке, как минимум, отсутствует габаритное оборудование для нагрева. Применяемое в ней оборудование и оснастка не занимает большую производственную площадь. Некоторые виды легко помещаются в тумбочке рабочего стола.
Ручные станки: твистер, улитка и другие
Для изготовления типовых базовых элементов, которые применяются в холодной ковке, не требуется очень большой номенклатуры станков. Следующий набор ручных станков позволит создать все многообразие изделий холодной ковки.
Гнутик. С помощью этого станка выполняются из прутков проката различные по форме дуги и производится сгиб заготовки в определенный угол.

Гибка полосы на гнутике. Фото Фирма Ютика
Улитка. Станок изготавливает самые популярные изделия холодной ковки: завитки, спирали. Размеры и форма завитков и спиралей регламентируется кондуктором – формообразующей оснасткой для таких станков.

Станок типа улитка PROMA. Фото ВсеИнструменты.ру
Торсион. Ручной станок, выполняющий закручивание прутка вокруг своей оси. Готовые изделия с такой формой заготовки имеют более привлекательный оригинальный вид.

Станок для холодной ковки типа Твистер Blacksmith M3-TR
Фонарик. При помощи этого оборудования, по принципу действия аналогичному торсионному станку, получают заготовки напоминающие переплетение корзинок.

Станок для изготовления корзин Blacksmith M04B-KR. Фото ВсеИнструменты.ру
Волна. Станок, позволяющий изготавливать заготовки в виде волн с различной длиной и амплитудой.

Станок для холодной ковки типа Волна
Объемник. Изготавливают изделия типа дуг большого радиуса. Можно использовать в производстве, где таких одинаковых дуг требуется значительное количество.

Станок глобус (объемник) для холодной ковки. Фото КовкаПРО
Ручные трубогибы. Условия деформации заготовки делают этот станок наиболее приемлемым для гнутья профильных труб.

Трубогиб-профилегиб Smart&Solid BendMax-200. Фото КовкаПРО
Ручной пресс. Станок для создания отпечатков (рисунков) на поверхностях заготовок.

Ручные ножницы. С их помощью выполняются требуемые линейные размеры заготовок.
Станки для холодной ковки возможно дополнить электроприводом, что улучшит технические характеристики. Электрические устройства обладают большей производительностью.
Универсальные станки, с ЧПУ и не только
При наличии необходимых финансовых средств можно наладить выпуск всей номенклатуры заготовок холодной ковки на одном оборудовании. Универсальные станки способны выполнить любую технологическую операцию при наличии необходимой оснастки, вплоть до раскатки лапок и формирования труб. Если надо обеспечить 100% повторяемость изделий, станки оборудуют блоком с ЧПУ.
Универсальный кузнечный станок Blacksmith UNV3-02. Фото ВсеИнструменты.ру
Применение такого оборудования позволяет задействовать минимальное количество производственной площади. Станки с ЧПУ повышают эффективность производства, особенно на предприятиях со значительным объемом производства.
Инструменты
Большая часть изделий холодной ковки изготавливается по шаблонам (кондукторам) и лекалам. Прежде чем получить готовую деталь, автор придумывает, как разработать эксклюзивные приспособления для ее изготовления. Так, например, возникли шаблоны спиралей с размерами, соблюдающими гармонию пропорций золотого сечения.

Самодельный кондуктор
Базовые поверхности шаблонов и лекал являются формообразующими для заготовок. При изготовлении самих шаблонов и лекал может использоваться специальный кузнечный инструмент холодной ковки. Для гибки шаблонов из полосы или прутка, применяется очень популярный в кузнечном деле инструмент вилка.
Виды узоров для ковки
Кованые элементы, играют очень важную роль в композиции всего изделия. Используя стандартные образцы и эскизы, необходимо вносить в каждую работу индивидуальность.
 Элементы художественной ковки
Элементы художественной ковки
Это поможет сотворить шедевр художественной ковки:
Волюта – орнамент геометрической формы, представляющий собой вензель. Форма бывает произвольной. Размещается узор либо горизонтально, либо вертикально. Волюта бывает согнута в одном направлении. В таком случае вензеля располагаются на одной линии от оси изгиба изделия. А при разнонаправленном узоре, завитки размещаются по обе стороны оси заготовки.
Спираль – узор кованой спирали включает в себя равномерно увеличивающиеся от основания изделия пространственные незамкнутые окружности. Различают одно и двунаправленную спираль. Суть узора заключается в периодическом изменении диаметров колец, а также исходных прутков и проволок.
Навершие – этот кованый элемент используется для украшения верхушек оконных решеток и заборов. Заготовка состоит из части прутка с заостренной кромкой на одном из краев изделия. Зачастую к нему крепятся ряды завитков.
Оголовки – цельный кусок металлической полосы сворачивают с помощью кузнечной сварки в объемную заготовку, получается чашеподобная кованая деталь. Форма: цилиндрическая, сферическая и конусовидная.
Чеканка – плоскую поверхность штучной заготовки точечно обрабатывают специальным кузнечным зубилом, получается объемная картинка. В такой способ обрабатывают сплавы и цветные металлы.
Крутень – для его получения закручивают либо часть, либо всю заготовку
Важно учитывать пределы деформирования металла. Поэтому пруток нужно скучивать в одном направлении, такая монотонность защитит изделие от разрушения.
 Крутень как элемент ковки
Крутень как элемент ковки
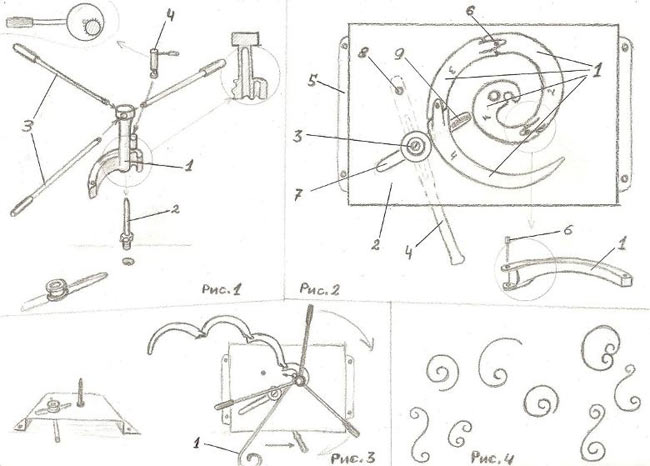
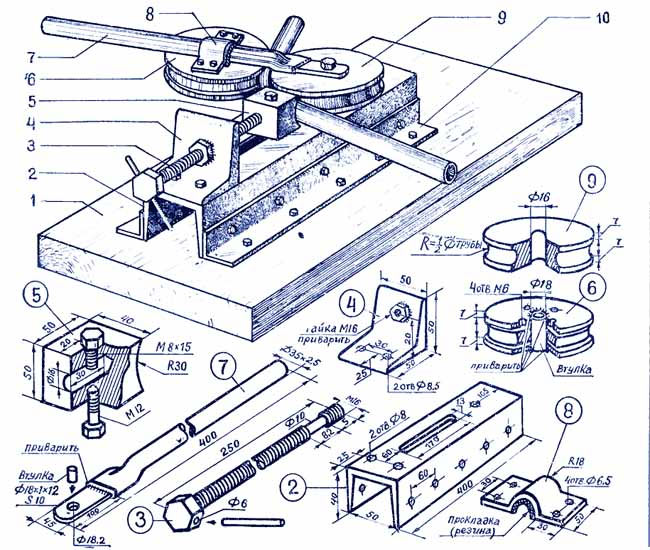
Сборка устройства
Такой вариант станка используется для примера по причине его простоты. Зная основные принципы и последовательность конструирования оборудования, его можно модернизировать по своему желанию. Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
- дрелью с твердосплавным типом сверл;
- аппаратом для сварки;
- пилой, разрезающей металл, либо ножовкой;
- металлическим полотном выбранного размера;
- круглой трубой из металла;
- прутом металлическим;
- разной величины подшипниками;
- болтами размером м8.
Чтобы собрать станок для холодной ковки своими руками необходимо воспользоваться проверенной последовательностью действий:
- Изначально необходимо собрать стойку, которая будет служить опорой. Для этого все ее составляющие (отрезы трубы одинакового размера и сочленения между ними с верхнего и нижнего краев) необходимо соединить в единое целое. Конструкция по внешнему виду может напомнить табуретку. Соединение проводить при помощи аппарата для сварки, а нарезаются отрезки пилой.
- Следующим шагом является нарезка листов из металла. Должны получиться круги равных диаметров и четыре треугольника, имеющих равные стороны. Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
- Четыре планки, которые расположены горизонтально необходимо присоединить к кругу с уже приваренным элементом. Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
- Следующий шаг – сооружение рукояти. Чтобы это сделать нужно воспользоваться двумя прутьями различной длины. Определить их размеры можно, соотнеся их с диаметром круга. Один прут должен быть соизмерим с диаметром, другой немного превышать его размер. Сгибая первый прут, следует соблюдать угол в 30 градусов при этом. Оба прута после этого приварить друг к другу, после чего в нижнюю часть вварить еще один прут. Также должна быть перемычка между первыми двумя отрезками, к которой присоединяется сваркой рычаг, который должен сохранять направление в сторону сооружения из прутьев.

Подшипник для будущей вариабельности направлений в устройстве необходимо прикрепить к концу присоединенного рычага, а также к отрезку, находящемуся внизу конструкции. Верхний отрез служит креплением для катушки из металла, устанавливать которую необходимо горизонтально – она дает возможность загибать металл. С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
Последнее действие в алгоритме действий при сооружении станка для холодной ковки своими руками будет соединение сконструированной рукояти с частью устройства похожей на «пирамиду». Фиксация этих элементов после одевания рукояти производится гайкой широкого диаметра, к которой предварительно необходимо приварить металлический круг, который позволит крепить сам шаблон для станка. Далее «улитка»-шаблон присоединяется сваркой.

Заключение
Кто решил всерьез заняться ковкой и сделать станок для холодной ковки своими руками, следует быть очень скрупулезными на этапе создания чертежей и расчетов. В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.
История художественной ковки
История практического применения и обработки металла насчитывает уже несколько тысячелетий. Столько же тысячелетий насчитывает и история художественной ковки, о чем свидетельствуют древнейшие археологические находки. Примитивные наконечники для копий и мотыг хранят признаки творческой обработки. Раньше ковка имела в основном практическую направленность, но среди кузнецов всегда находились мастера, умеющие совместить практичность с художественностью. Примером служат образцы оружия и доспехов, конской сбруи, домашней утвари.
Началом становления художественно ковки как самостоятельного ремесла можно считать эпоху Возрождения и связанный с ней расцвет искусств и науки. Средневековые дворцы и храмы в стиле ренессанс или барокко содержат в своем убранстве кованые элементы, отражающие духовные, геральдические или просто эстетические запросы владельцев.
Сегодня эти запросы определяются понятием «дизайн интерьера», в котором элементы художественной ковки продолжают занимать достойное место.
Приемы и способы технологии
В холодной ковке используют простые приемы деформации металла:
- гибка;
- кручение;
- протяжка;
- чеканка.
Технология изготовления простая. Необходимо прочно закрепить конец заготовки и гнуть его с помощью инструмента вокруг оправки определенной формы и размера. В зависимости от диаметра выбранной оправки, гибка позволяет создавать вензеля и завитки разного размера и направления.
Кручение вдоль оси требует большого усилия и самых простых тисов для перекручивания проката. Смотрится витой прут только если прокат ребристый. На круглом ничего не видно.
Протяжка меняет сечение заготовки. Ею чаще всего выполняют заостренные края прута. При навивке просто оттягивают, чтобы элемент выглядел красиво. На верхний край оград сплющивают и заостряют, делая пики и увеличивая неприступность своего участка.
Чеканка делается по листу. Ударами с обратной стороны, постепенно изменяется форма материала, создается объемный рисунок или элемент для большого полотна.
Процесс изготовления изделия
Необходимо будет создать металлическую сварную конструкцию, используя металлопрокат либо металлопрофиль. Впоследствии ее украсят детали художественной ковки. Потребуются:
- источник электричества;
- ровная поверхность, подходящая для сборки изделия;
- болгарка с металлическими щетками, а также отрезными и зачистными кругами;
- маркер;
- молоток;
- две шпильки;
- нетянущаяся веревка;
- сварочный аппарат;
- маска;
- перчатки;
- электроды.
Металлопрокат лучше использовать маленького сечения, так как его легче будет согнуть без использования специального нагрева. Следует заранее выбрать рисунок. Не стоит выбирать слишком сложные эскизы. Поскольку очень тяжело работать с таким материалом, как металл, особенно делая это впервые. Металл следует покупать с запасом (небольшим), заранее просчитав потребность в нем. Следует учесть, что длина стандартного металлического прута — 6 метров.
Затем необходимо будет собрать рамку, используя для этого процесса ровную поверхность. Рассчитывать ее размер следует по внешним поверхностям. Сварной шов будет у каждого из углов рамки. Сначала нужно прихватить одну из сторон во избежание перекоса рамки. Несколько капель сварки необходимо капнуть на нижний и верхний углы, затем выровнять диагональ путем постукивания по неприваренным углам. После чего свариваем остальные два угла.
На заранее подготовленную ровную поверхность наносится рисунок в масштабе 1:1. С помощью веревки измеряем элементы рисунка, прикладывая ее к каждому из них, как к трафарету. Таким образом, узнаем длину, на которую необходимо будет порезать металлические пруты.
 Для деформации заготовок понадобится следующее приспособление: две шпильки необходимо приварить на расстоянии 2—3 см друг от друга. С их помощью и с использованием молотка можно выгибать железные пруты, при этом ориентируясь на трафарет.
Для деформации заготовок понадобится следующее приспособление: две шпильки необходимо приварить на расстоянии 2—3 см друг от друга. С их помощью и с использованием молотка можно выгибать железные пруты, при этом ориентируясь на трафарет.
Когда пруты уже изогнуты, следует разложить и собрать рисунок на трафарете. Если присутствуют лишние детали, их следует обрезать. После чего изделие сваривается поочередно с обеих сторон. Дефекты и изъяны после сварки нужно аккуратно зачистить. Купленные заранее декоративные кованые элементы, которые украсят основу, привариваем на предназначенные для них места. В местах сварки снова производим зачистку.
Для грунтовки лучше всего использовать белый грунт, поскольку на нем видны все огрехи. Краска должна обладать теми же свойствами, что и грунт. Искусственное состаривание или позолота придаст особого шика изделию, которое внешне будет очень похоже на кованое.
У тех же, кто в этом деле уже «набил руку», изделия получаются просто великолепными.
Уход за коваными изделиями
 Кованые изделия, как и любые другие, нуждаются в уходе. Располагаясь на улице, они подвергаются разнообразным воздействиям окружающей среды, что негативным образом сказывается на их внешнем виде. Их желательно окрашивать один раз в 2−3 года. Обязательно необходимо смазывать трущиеся детали ворот, качелей и калиток. Таким образом, они прослужат гораздо дольше.
Кованые изделия, как и любые другие, нуждаются в уходе. Располагаясь на улице, они подвергаются разнообразным воздействиям окружающей среды, что негативным образом сказывается на их внешнем виде. Их желательно окрашивать один раз в 2−3 года. Обязательно необходимо смазывать трущиеся детали ворот, качелей и калиток. Таким образом, они прослужат гораздо дольше.
Подводя итог, следует заметить, что все гениальное просто, как гласит известная пословица. Если возникает желание собственноручно украсить свой приусадебный двор, следует как можно быстрее воплощать его в жизнь. Кованые изделия, созданные своими руками, помогут создать уютную и дружественную атмосферу, привнесут яркие краски в повседневную жизнь.
https://youtube.com/watch?v=zXZxbyqbElc
Процесс ковки
Когда заготовка будет разогрета до требуемой температуры, ее стоит обжать. Это нужно делать для устранения различных раковин, пустот и трещин в структуре болванки. Процесс проводят следующим образом. Заготовку вытаскивают из горна и ударами молота проходят ее поверхности от середины до краев (сначала верхнего, а потом нижнего).
Прежде чем планировать изготовление вещей, стоит рассчитывать на то, что при обжимке заготовка потеряет часть своего объема в виде окалины. Она образовывается на поверхности болванки, откуда ее удаляют, используя инструменты: клещи и щетки.
Когда обжимка проведена, переходят к собственно поковке изделия. При этом используют различные приемы для получения нужной формы.
Чтобы на поверхности образовались утолщения, используют способ местной осадки. Также этот прием используют, если нужно уменьшить длину заготовки и сделать ее более толстой. Для этого мастер наносит удары сверху заготовки, расположенной в вертикальной плоскости. При этом металл будет деформироваться и утолщаться. Удобно делать полную обсадку, зажав разогретую заготовку в тисках, но нужно спешить, иначе металл будет очень быстро остывать от холодного приспособления для зажима.
После осадки опять нужно сделать обжимку, чтобы придать структуре однородность!
Одна из разновидностей осадки — высадка. Ее используют, когда нужно получить на поверхности изделия утолщения. Для этого нагрев заготовки делают только в месте высадки.
Если нужно, наоборот, удлинить заготовку, проводят так называемую протяжку. Используют три способа, которыми можно сделать этот прием. Наиболее простой — протяжка на плоских бойках. Для этого заготовку разогревают. Далее, ее проходят молотом по всей длине и, переворачивая на 90 градусов, делают ту же работу. Прием стараются проводить за один разогрев. Довольно часто используют такой подвид протяжки, как расплющивание по всей длине. Основные инструменты при этом молот или кувалда.

Протяжка (вытяжка) металла
Иногда при ковке в домашних условиях нужно сделать в изделии сквозное или глухое отверстие. В таком случае используют прием прошивки. В качестве основного приспособления выступают пробойники различного сечения. При этом заготовку разогревают и укладывают на наковальню сверху круглого отверстия. Установив пробойник, по нему наносят удары. Прошивку можно делать как с одной стороны, так и с обеих.
Для разделения заготовки или изделия на части используют способ рубки. Нагревают металл до темно-красного цвета и, уложив его на наковальню, кузнечным зубилом рубят три четвертых его толщины. После чего поковку переворачивают и дорубают остаток, используя те же инструменты.
Также довольно часто в кузнечном деле использую способ гибки заготовок. Простые формы получают, используя в качестве основного приспособления наковальню с отверстиями. Более сложные кованые элементы формируют, изгибая заготовки на различных шаблонах.

Еще один прием, часто использующийся в художественной ковке — скручивание. Заготовку при этом разогревают и жестко фиксируют в тисках, другой конец проворачивают, используя как основное оборудование вороток.
Когда изделие готово нужно стабилизировать металл.
Это интересно: Как выполняется ремонт радиатора охлаждения двигателя автомобиля — рассмотрим все нюансы
Уникальная методика холодной ковки
Используя практичное и высокопроизводительное оборудование для ковки своими руками, каждый владелец частного дома, дачи или загородной усадьбы может своими руками создать красивое и стильное украшение с повышенной функциональностью.
Методология холодной ковки фактически предполагает возможность изготовить с применением станка и заранее подобранного эскиза отдельные изделия и элементы, которые можно в дальнейшем объединить в одной конструкции:
- витые ограды и узорные, стилизованные ворота для оформления подъездной группы;
- необычные и воздушные украшения для жилых или хозяйственных построек, бань и саун;
- искусные и изящные ограждения для балконов и лоджий, открытых террас и зон отдыха;
- металлические и стильные скамейки, садовая мебель и отдельные элементы меблировки;
- кованые основания и украшения для сооружения и установки лестниц между этажами;
- оригинальные и необычные украшения для отдельно стоящих и пристроенных беседок;
- ажурные фонари и разнообразные решетки для выделения функциональных зон у дома;
- кованые элементы декорирования площадки для приготовления пищи на открытом огне.

Кроме возможности практично и необычно украсить свою приусадебную территорию методику холодной ковки можно использовать как эффективную и прибыльную возможность начать собственное дело и развить доходный бизнес.
Изготовленная собственноручно самодельная холодная ковка и отдельные изделия великолепно впишутся в концепции ландшафтного дизайна, основанной на сочетании натуральных и природных материалов и комбинации фактур.

Разновидности художественной ковки металла
Наиболее сложные и изысканные изделия получают способом традиционной, горячей ковки. Этим способом можно выковать как обычные прутья решетки, таки элементы ажурной ковки, такие, как листья и цветы, стилизованные фигурки животных и замысловатые орнаменты.

Горячая художественная ковка металла
Холодная ковка не позволяет достичь таких же высот художественной выразительности, но имеет свои явные достоинства: низкую себестоимость и высокую повторяемость изделий в серии.

Холодная ковка
К холодной ковке иногда относят и технику чеканки. В этом случае на тонкий лист металла с помощью набора остроконечных инструментов и молотка наносят узор, состоящий из множества вмятинок и черточек, складывающихся в высокохудожественное изображение.
Оснащение электроприводом торсионного станка для холодной ковки
Для того, чтобы повысить не только эффективность работы на агрегате для холодной ковки, закручивая в винтовую волну прутья, но и увеличить скорость, а также обеспечить стабильность и не подвергаться переутомлению, можно установить привод электрического типа.

Работая вручную достаточно непросто сделать все элементы декорирования из металлических прутьев одинаковыми, поскольку равномерность вращательного момента при такой ситуации будет сильно варьировать. Для того чтобы избежать ошибок при изготовлении изделий можно воспользоваться:
- полуосью от автомобиля, которая установлена на ведущем мосту;
- также понадобится зубчатая пара дифференциала;
- для защиты стоит воспользоваться кожухом.
Из перечисленных приспособлений можно соорудить электрический привод к торсионному станку. Такой двигатель лучше чтобы не превышал показатели мощности в 900 об/мин и 3 кВт.
Похожие записи:
 Свойства и структура осб плит: их размер, количество в пачке и применение
Свойства и структура осб плит: их размер, количество в пачке и применение
 Межкомнатные перегородки: из чего лучше сделать
Межкомнатные перегородки: из чего лучше сделать
 Как сделать садовые качели своими руками из металла самостоятельно
Как сделать садовые качели своими руками из металла самостоятельно
 Как получить 12 вольт из 5, 24, 220 вольт
Как получить 12 вольт из 5, 24, 220 вольт
 Строительство гаража из сэндвич-панелей своими руками
Строительство гаража из сэндвич-панелей своими руками
 Дачные домики своими руками (проекты, фото): это вам под силу
Дачные домики своими руками (проекты, фото): это вам под силу