Содержание
Свойства и применение пружинной стали
Наличие кремния в разных рессорно-пружинных сталях составляет 0,17-2,60% в зависимости от класса. Помимо этого, полезными легирующими добавками считаются хром и марганец при совокупном легировании, поскольку они увеличивают сопротивляемость к низким пластическим деформациям, одновременно увеличивая многие технологические свойства сплава. Добавление ванадиевых, молибденовых и вольфрамовых включений обеспечивает образование стойкой тонкой однородной структуры и карбидной фракции, блокирующей дислокацию. Для улучшения технико-эксплуатационных свойств в состав стали вводят микродозы бора.

Максимальными физико-механическими качествами отличаются пружинные стали марки 70СЗА и 60С2ХА. Их параметры упругости достигают 1100 МПа, а твердость – до 48 HRC по шкале Роквелла. При этих показателях металл чувствителен к концентраторам напряжений (поверхностным дефектам). При их отсутствии параметры выносливости металла на изгиб – выше 550 МПа, а на кручение – 350 МПа. Для снижения этой чувствительности готовые изделия получают наружный паклен обдуванием дробью. В результате такого упрочнения показатели выносливости возрастают в 2 раза.
Нержавеющая проволока из пружинной стали используется для изготовления пружин сжимания, растяжения и кручения, эксплуатирующихся без изоляции в дистилляте, водно-паровой среде, солевых, щелочных и спиртовых растворах, морской воде. Такая проволока оптимально подходит для производства пружин, использующихся в химико-пищевой отрасли, для работы в температурном диапазоне −250 °С…+250 °С.

Конструкционная пружинная сталь 65г получила наибольшее распространение в производстве упругих частей разных механизмов (рессор, пружин и шайб) благодаря дешевизне, повышенной твердости и упругости. Единственным недостатком, ограничивающим ее использование в приборостроении, является невысокая усталостная прочность (менее 200.000 циклов). Сталь этой марки обладает твердостью в незакаленном виде 25 HRC, после закалки она возрастает до 61 HRC.
Легированная пружинная сталь 60с2а характеризуется дешевизной, высокой упругостью, износоустойчивостью, отсутствием отпускной хрупкости. Такой металл не боится деформации от физико-механических контактов и давления. Он не нуждается в защитном покрытии, может эффективно эксплуатироваться при обычной влажности. Максимальная температура его применения – не более 250 ºС. Используется в производстве разнообразных изделий металлопроката.

Сталь пружинная листовая актуальна в производстве морского, пищевого и медицинского оборудования, где рабочая среда требует повышенной коррозиеустойчивости. По прочности такая сталь немного уступает нержавеющей.
Коррозионная стойкость пружинных нержавеющих сталей связана с повышенным уровнем хрома и молибдена. Кроме этого, они сочетают в себе прекрасную сопротивляемость к трещинообразованию под нагрузкой и значительную физико-механическую прочность.
Сварка пружинной стали имеет свои сложности. Как правило, предварительно металл упрочняется термоспособом, а при проведении сварки данное упрочнение разрушается. Решением проблемы может быть сварка соответственным ферритным электродом за счет предварительного нагревания и дальнейшего отпуска для предотвращения трещин в области термовоздействия. При сварке аустенитными электродами на основе нержавейки или никеля риск образования трещин уменьшается за счет повышенной растворенности водорода и хорошей пластичности плавящегося металла.

Официально принята буквенно-цифровая система маркировки пружинной стали. Главные легирующие добавки имеют специальный буквенный код. Числовое обозначение показывает уровень процентного содержания конкретного элемента. Если количество отдельного компонента не превышает 1,5 %, то число после буквенного индекса не указывают. Уровень углерода отображается в начале шифра в сотых долях %.
Технологические нюансы закалки
Закалка, которая является одним из типов термической обработки металлов, выполняется в два этапа. Сначала металл нагревают до высокой температуры, а затем охлаждают. Различные металлы и даже стали, относящиеся к разным категориям, отличаются друг от друга своей структурой, поэтому режимы выполнения термической обработки у них не совпадают.
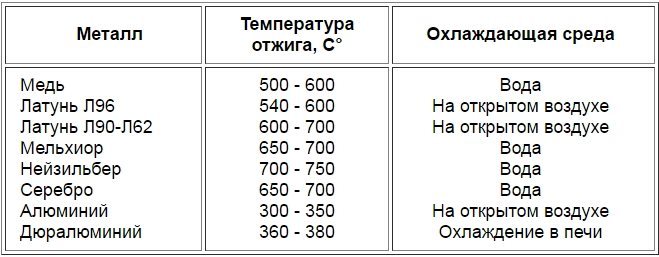
Режимы термообработки некоторых цветных сплавов
Термическая обработка металла (закалка, отпуск и др.) может потребоваться для:
- его упрочнения и повышения твердости;
- улучшения его пластичности, что необходимо при обработке методом пластической деформации.
Если вы решили закалить металл своими силами, очень важно правильно осуществлять такую процедуру, как нагрев. Этот процесс не должен сопровождаться появлением на поверхности изделия черных или синих пятен
О том, что нагрев происходит правильно, свидетельствует ярко-красный цвет металла. Хорошо демонстрирует данный процесс видео, которое поможет вам получить представление о том, до какой степени нагревать металл, подвергаемый термической обработке.
В качестве источника тепла для нагрева до требуемой температуры металлического изделия, которое требуется закалить, можно использовать:
- специальную печь, работающую на электричестве;
- паяльную лампу;
- открытый костер, который можно развести во дворе своего дома или на даче.

Закалка ножа на открытых углях
Выбор источника тепла зависит от того, до какой температуры надо нагреть металл, подвергаемый термической обработке.
Выбор метода охлаждения зависит не только от материала, но также от того, каких результатов нужно добиться. Если, например, закалить надо не все изделие, а только его отдельный участок, то охлаждение также осуществляется точечно, для чего может использоваться струя холодной воды.
Быстрое охлаждение, для которого используется охладитель одного типа, оптимально подходит для того, чтобы закаливать стали, относящиеся к категории углеродистых или легированных. Для выполнения такого охлаждения нужна одна емкость, в качестве которой может использоваться ведро, бочка или даже обычная ванна (все зависит от габаритов обрабатываемого предмета).

Охлаждение заготовки ножа в масле
В том случае, если закалить надо стали других категорий или если кроме закалки требуется выполнить отпуск, применяется двухступенчатая схема охлаждения. При такой схеме нагретое до требуемой температуры изделие сначала охлаждают водой, а затем помещают в минеральное или синтетическое масло, в котором и происходит дальнейшее охлаждение. Ни в коем случае нельзя использовать сразу масляную охлаждающую среду, так как масло может воспламениться.
Для того чтобы правильно подобрать режимы закалки различных марок сталей, следует ориентироваться на специальные таблицы.
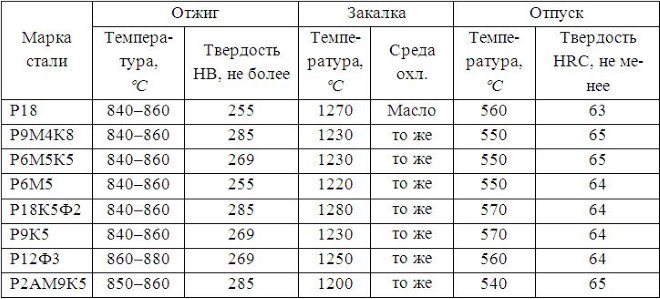
Режимы термообработки быстрорежущих сталей
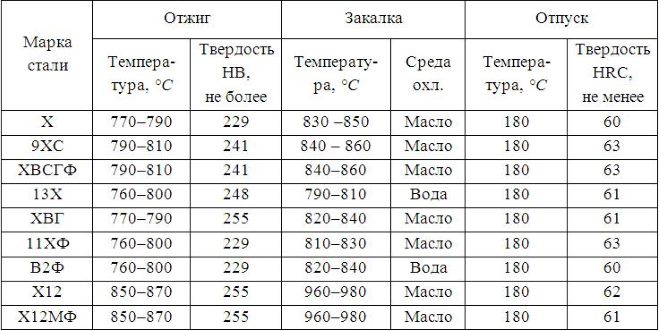
Режимы термической обработки легированных инструментальных сталей
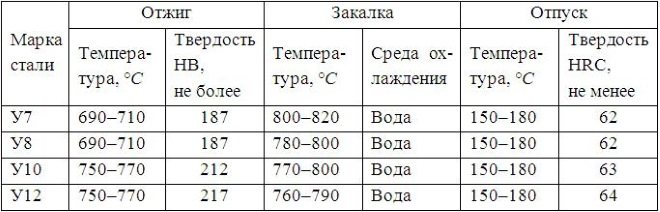
Режимы термической обработки углеродистых инструментальных сталей
Этапы изготовления
Поскольку материал имеет не самый подходящий вид для заготовки, необходимо поработать над ним кузнечным молотом или болгаркой, чтобы придать необходимую толщину в 3-6 мм (зависит от вида изделия). Первый этап в изготовлении ножа из рессорной стали – снятие внутреннего напряжения металла. Для этого его нужно раскалить до температуры 420-460 градусов Цельсия и, не вынимая из кузнечного горна, дать остыть. При отсутствии термометра заготовка делается на глаз, то есть до полного равномерного покраснения.
После процедуры отпуска можно начинать слесарные работы. Если нет специального профессионального инструмента, используется ручной – с ним на придание нужной формы заготовке будет потрачено больше времени. Добившись правильных параметров клинка с помощью наковальни и шлифовальных инструментов, необходимо провести закалку – тогда рессорная сталь для ножей вернет прежние свойства.
Материалы и инструменты
Для изготовления клинка подойдет практически любая автомобильная рессора, однако желательно использовать запасную часть от грузового транспорта. Рукоятка ножа выполняется из материала, выбранного мастером. Это могут быть древесина, пластмасса, оргстекло и так далее. Слесарные работы по изготовлению ножа из рессорной стали лучше всего проводить с использованием оборудования, помогающего ускорить процесс производства:
- угловая шлифовальная машинка (болгарка);
- дрель или сверлильный станок;
- напильники и наждачная бумага разной зернистости;
- кузнечный горн, наковальня, молот;
- масло для закалки и печь для отпуска стали;
- точильный станок для ножей.
Для изготовления ножей из рессорной стали необязательно пользоваться профессиональным инструментом – всегда можно найти альтернативу и создать качественное изделие в кустарных условиях. За неимением перечисленных выше приспособлений можно использовать подручные средства: ножовку по металлу, напильник, обычную печь или костер для закалки и отпуска.

Клинок
Его размер и форма зависят от того, какой вид ножа планируется получить (армейский, кухонный, охотничий, туристический и так далее). Перед началом кузнечных и слесарных работ сталь необходимо обязательно отпустить – после этого металл будет легко обрабатывать. Если человек не пользуется кузнечным молотом и наковальней, можно выпиливать заготовку болгаркой или ножовкой. Рессорную сталь для ножа во время работы обязательно нужно остужать, чтобы не перегреть ее. В месте заготовки, куда будут присоединяться элементы рукояти, нужно просверлить отверстия, затем вставить в них крепежные штифты.
Нож – это отличная вещь, которая может быть полезна не только в качестве прекрасного инструмента, но и в виде замечательного сувенира. Каждый мальчишка будет рад такому подарку. Если нож изготовлен вручную, то он сразу становится уникальной ценностью в глазах владельца.
Взрослые тоже не всегда используют ножи исключительно в бытовых целях – многие люди их коллекционируют. Критерии выбора у всех разные, но каждый знает, что качественная сталь – это обязательное условие для хорошего ножа. Но и красиво выполненная ручка может произвести не меньшее впечатление, чем прочное лезвие, способное долго держать заточку.

Изготовление своими руками
Поскольку кованые клинки имеют высокую цену, многие мастера изготавливают их самостоятельно. Для этого нужно освоить азы ковки, подготовить соответствующее оборудование, ручные инструменты.

Изготовление ножа (Фото: Instagram / kuznica22)
Подготовка и составление эскиза
Прежде чем начинать ковку нужно нарисовать эскиз изделия. Сначала его нужно сделать на листе плотной бумаге и вырезать по контуру. Чертеж необходимо приложить к металлической заготовке и обвести строительным карандашом.
Инструменты и материалы
Расходные материалы и инструменты:
- кузнечный горн;
- специальная печь с регулировкой температуры;
- кузнечные клешни;
- молот весом до 4 кг, обычный молоток;
- сварочный аппарат;
- болгарка с дисками;
- гриндер, набор напильников;
- тиски, наковальню.
Газовый кузнечный горн (Фото: Instagram / kuznechgorn)
Изготовление
Изготовление кованного ножа из напильника:
- Снять с инструмента внутреннее напряжение. Его необходимо выдержать в электропечи на 4 часа при температуре 600°C. Остужать нужно медленно — в течение суток.
- Нагреть заготовку до 1180 градусов.
- С помощью клещей вытащить ее из печи, проковать ее по всей поверхности.
- Нагреть заготовку повторно, сформировать полосу необходимой толщины и формы.
- Разогреть ее еще раз, выковать хвостовик для закрепления рукояти.
- Положить клинок в печь и оставить до полного остывания.
Ковка ножа из рессоры в домашних условиях:
- Болгаркой очистить заготовку от ржавчины, нагара, любого налета. Обрезать по требуемому размеру.
- Приварить прут к заготовке, накалить докрасна. Проковать все поверхности. Процедуру нужно повторять до тех пор пока не получится изделие необходимой толщины.
- Болгаркой отрезать приваренный прут. Провести троекратный отжиг. Между каждым нагревом давать заготовке медленно остыть, чтобы сталь оставалась прочной.
- После завершения нормализации оставить изделие остывать в золе.
Когда сталь остынет, можно приступать к ее шлифовке. Для этого нужно использовать шлифовальные круги для болгарки разной зернистости
Важно постоянно добавлять охлаждающую пасту
Заготовки (Фото: Instagram / hm_blades)
Декорирование
После изготовления клинка можно приступать к декорированию. Изготовление рукояти:
- Вырезать две пластиковые пластины нужной формы, сделать в них углубления под хвостовик. Соединить пластины вместе с помощью специального клея. Поверхности закрыть резиновыми накладками.
- Можно сделать ручку из массива дерева. Она собирается из наборных брусков. Их необходимо склеить столярным клеем. Внутри прорезать углубление под хвостовик. Соединить лезвие с рукоятью.
У основания лезвия на месте его соединения с рукояткой можно установить гарду из металла. Деревянную рукоять нужно отшлифовать, сделать углубления под пальцы, проверить насколько удобно она лежит в руке.
Порядок изготовления
Определившись с материалами и маркой стали будущего клинка, пора приступать к работе и изготовить нож из сверла. Не забываем про огнеупорные перчатки и очки, при ковке летят окалины:
- Обязательный процесс, о котором редко упоминают – отжиг. На производстве заготовка проходит закалку, необходимо снять напряжение с металла. Разогрев печь до 600-700 °C, необходимо положить в неё сверло и выдержать деталь в течение 3-х часов. После, дать остыть самостоятельно.
- После охлаждения заготовка готова к работе. Раскаляем печь до 1000 °C и помещаем в неё сверло. Приобретя оранжевый цвет – заготовка разогрета, вынимаем её клещами и хвостовиком зажимаем в тиски. Гаечным ключом захватываем верхушку сверла и разворачиваем металл, в прямую плоскость. Выполнять необходимо все движения быстро – неприемлемо остывание заготовки.
- Остывать изделию нельзя, постоянно подогревая его, начинаем ковать. Следите за цветом металла, немного потускнел – сразу его в печь. Расковываем в полосу необходимой толщины в 3-4 мм. Хвостовик вытягиваем в длину.
- Достигнув нужного обуха, принимаемся за остриё и лезвие. Постепенно закругляем в районе подъёма клинка, оттягивая металл, в сторону острия. Процесс сложный, требующий определённых навыков.
- Проковка РК осуществляется малым молотом, аккуратными ударами достигнуть нужно минимальной толщины.

Процесс изготовления ножа из сверла.
Ковка ножа из рессоры проходит в несколько этапов
Этап 1. В первую очередь нужно собрать все материалы для работы, чтобы они были наготове. У автора исходным материалом послужил лист рессоры от старой машины.

Поскольку рессора выполнена в изогнутой форме, то ее необходимо выгнуть. Это делается так: металл нагревается, после чего постепенно остывает. Для нагрева подойдет горелка, также можно просто положить лист рессоры в хорошо разожженный костер.После того, как заготовка остынет, нужно взять молоток и наковальню, и обработать рессору так, чтобы она стала прямой пластиной. После отпуска металл стал более мягок, он будет легко поддаваться резке, сверлению, и т. д.
Этап 2.Сначала нужно изготовить шаблон ножа. Автор использовал готовый шаблон из интернета. Если есть желание – его можно улучшить. После распечатки шаблона бумагу нужно наклеить на картон и ножницами вырезать шаблон. Подержав его в руках, мы можем прикинуть, как будет выглядеть нож из рессоры.После этого нужно приложить шаблон к металлу и обвести маркером.


Этап 3.Сейчас мы приступаем к самому тяжелому этапу работы – нам нужно вырезать профиль ножа. Это делается с помощью болгарки – орудуя этим инструментом, не рекомендуется перегревать металл. Если в месте резки сталь начинает менять цвет – это значит, что он перегревается. В таком случае металл нужно полить водой. В тех местах, где нельзя вырезать, металл можно просверлить рядом отверстий и потом эту часть обломать.


Этап 4.Это заключительный этап формировки основного профиля лезвия. Для такой работы очень удобен и прост ленточный шлифовальный станок. Умельцы с большим опытом могут использовать болгарку. Наружную плоскость ножа следует отшлифовать, чтобы она блестела. Для прижатия заготовки к шлифовальной ленте автор воспользовался бруском. Здесь также нужно следить, чтобы металл не перегревался.

Другой ответственный момент шлифовки заключается в изготовлении на ноже скосов.
Этап 5.Чтобы надежно закрепить накладки на рукоятке, в данном ноже используется 4 штифта. Для них нужно просверлить отверстия. Для подбора диаметра ориентируемся на имеющиеся штифты, которыми традиционно служат стержни из латуни. Для этого случая подойдут и обычный стальные гвозди.

Этап 6.После закалки клинок приобретает твердость и долго не тупится. Чтобы закалить лезвие, нужно взять масло – подойдет моторное или растительное, печка или хороший костер. Металл необходимо нагреть до такого состояния, при котором к нему не будет притягиваться постоянный магнит. Как отмечает автор, во время нагрева металл отличается тусклым красным цветом. После этого нужно опустить заготовку в масло. Следует быть осторожными, поскольку масло часто воспламеняется с дымом и брызгами, летящими в разные стороны. Емкость для закалки нужно брать металлическую.
Случается, что во время закалки металл начинает деформироваться. Такую ситуацию можно исправить. Для решения проблемы нужно нагреть заготовку, выровнять, и затем опять попробовать закалить.

Этап 7.Для изготовления накладок на рукоятку, берем две дощечки небольшой толщины. Вырезаем их до требуемого размера и сверлим в них отверстия для штифтов.


Теперь склеиваем заготовки при помощи эпоксидного клея, нанеся по хорошему слою на обе накладки. Затем нужно вставить штифты и хорошо зажать ручку струбциной. Оставляем в таком виде на 24 часа, чтобы клей полностью высох. Сразу для удаления остатков клея берем тряпочку или туалетную бумагу.
После того, как клей высохнет, нож нужно достать и окончательно сформировать форму рукояти. Для этих работ используем ленточный шлифовальный станок.



На завершающем этапе нож полируем, если нужно – делаем поверхность клинка зеркальной. Можно отполировать и рукоятку, так она станет гладкой.Деревянные накладки в обязательном порядке пропитываем льняным маслом или другими пропитками. Иногда для этого нагревают пчелиный воск и смешивают его со льняным маслом.


В конце работы наш нож нож из рессоры своими руками следует хорошо наточить. Самым доступным вариантом является мелкозернистая наждачная бумага.
Особенности технологии
В домашних условиях, если правильно подойти к делу, можно качественно закалить любой нож. Это может быть охотничий или складной нож, штык-нож или изделие в виде крюка, клинок, выполненный из напильника или подшипника, нож-бабочка и др. Несколько сложнее закалить в домашних условиях изделия, изготовленные из нержавеющих сталей, но и такая задача решаема, если внимательно изучить технологию процесса и подобрать соответствующее нагревательное оборудование. В качестве охлаждающей среды при выполнении закалки как в производственных, так и в домашних условиях используют различные материалы. Так, наиболее распространенные охлаждающие среды – вода и масло – обеспечивают следующие скорости охлаждения нагретого стального изделия:
- масло при комнатной температуре – 150°/с;
- масло, нагретое до температуры 200°, – 300°/с;
- вода, температура которой составляет чуть выше 20°, – 450°/с;
- ледяная вода – 600°/с.

Отжиг ножа на открытом огне требует пристального внимания
Самой главной проблемой, с которой вы можете столкнуться, пытаясь в домашних условиях закалить нож, является перекаливание металла, что приводит к значительному увеличению его хрупкости. Надо также очень внимательно следить за равномерностью нагрева закаливаемого ножа, чтобы не столкнуться с образованием поперечных трещин на его лезвии.
Существует несложное правило, которого следует придерживаться, чтобы не столкнуться с такой проблемой: та часть лезвия, которая не будет затачиваться, нагревается трижды до фиолетового цвета, что соответствует температуре 285°, а режущая часть нагревается только один раз до желтого цвета, после чего степень ее нагрева проверяют при помощи магнита. Более подробно познакомиться с такой методикой можно, просмотрев соответствующее видео.

Цвета каления и побежалости углеродистых и малолегированных сталей
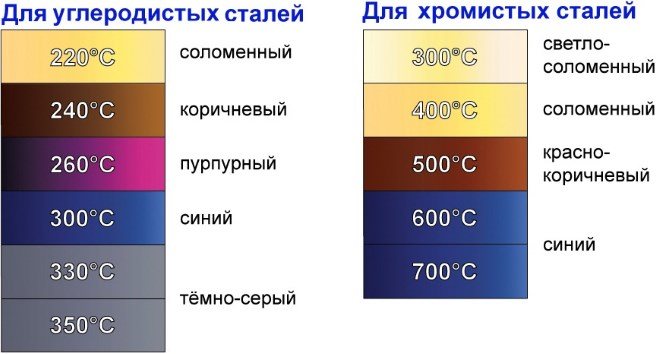
На нержавеющих сталях цвета побежалости появляются в той же последовательности, но при более высоких температурах
Различные охлаждающие среды обеспечивают и разную глубину закаленного слоя (прокаливаемость). Так, при охлаждении при помощи воды сталь прокаливается со скоростью 1 мм в секунду, а при использовании в качестве охлаждающей среды масла эта скорость уменьшается почти в два раза. Чтобы закалить обоюдоострый нож, получив твердые режущие кромки и упругую сердцевину, надо сделать следующее: нагретый до требуемой температуры клинок сначала опускают на две секунды в воду, а затем помещают в масло.
Еще одной технологией, позволяющей качественно закалить режущую кромку у лезвия со значительной толщиной, является закалка ножа в графите. Используя такую технологию, подробности которой также легко изучить по видео, можно качественно закалить ножи различных моделей и конфигураций (охотничий, штык-нож, нож-бабочка и др.). При этом качественно выполнить такую закалку можно и в домашних условиях.

Самодельный нож после закалки в графите
Нередко требуется осуществить зонный отпуск уже закаленного ножа, чтобы сделать его среднюю часть более упругой, сохранив твердость режущих лезвий. В домашних условиях такая технологическая операция выполняется по нижеприведенному алгоритму.
- Средняя часть клинка разогревается при помощи металлического прутка диаметром 10 мм, раскаленного до максимума.
- После прогрева средней части клинка его опускают в кипяток и выдерживают в нем на протяжении 2 часов.
- После выдержки в кипятке клинок опускают в ледяную воду.
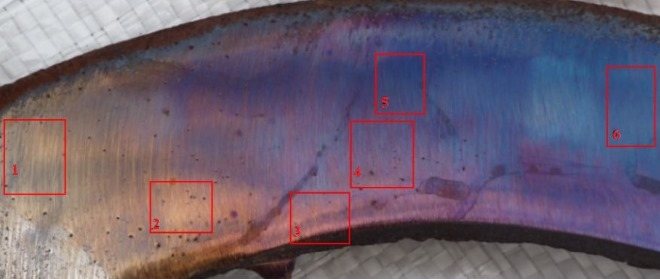
Определять температуру отпуска можно по цветам побежалости – радужной пленке, появляющейся при нагреве зачищенной поверхности ножа: от светло-желтого (поз. 1) до голубоватого (поз. 6)
Если вы пробуете закалить свой нож в домашних условиях, следует придерживаться двух правил, которые позволят вам получить качественный результат.
- Объем используемой охлаждающей жидкости должен быть достаточно большим (минимум 20 литров). В противном случае жидкость будет сильно нагреваться, что изменит температурный режим и скорость охлаждения, а это в свою очередь отрицательно повлияет на результат всей технологической операции.
- Чтобы теплоотдача от нагретого ножа была равномерной и его не повело в процессе закалки, им нельзя двигать в охлаждающей среде – надо держать его неподвижно.
Разновидности
Виды ножей:
- Походные. К этой группе относятся охотничьи, рыболовные и туристические клинки. Применяются в походных условиях. Отличаются привлекательным видом, качественной заточкой.
- Боевые. Ножи специального назначения, которыми снабжаются военизированные подразделения. Могут применяться для охоты. Отличаются колющей формой лезвия, наличием двухсторонней гарды, высокой прочностью, долговечностью. Ручка чаще изготавливается из пластика, который покрывается резиновыми накладками.
- Кухонные. Такие ножи обычно дарят профессиональным поварам. Работать с ним тяжелее из-за большого веса, но по эксплуатационным характеристикам он лучше обычных кухонных ножей.
- Метательные. Предназначены для метания в разные цели. Чаще их используют в боевых условиях, специальных спортивных секциях.
К универсальным изделиям относятся складные клинки. Их можно использовать на кухне, охоте, рыбалке и т. д.
Походный нож (Фото: Instagram / zabotinpoman)
Какие инструменты необходимы для ковки ножика своими руками?
Чтобы выполнить ковку клинка, понадобится иметь специальный инструмент кузнеца, однако можно воспользоваться и любительскими инструментами:
- Молот на 4 кг.
- Молоток до 1 кг.
- Тиски.
- Станок для точки.
- Печка.
- Наковальня.
- Аппарат для сварки.
- Болгарка.
- Щипцы кузнеца или обыкновенные пассатижи.
- Разводной ключ.
Инструменты для ковки: молоток, тиски, разводной ключ, щипцы кузнеца, зубило, подбойка.
Следует знать некоторые нюансы касательно печки. Понадобится достичь температуры приблизительно 1000-1200°С, чего сделать в обыкновенной печи не получится. В связи с этим надо будет усовершенствовать печку. Конструкция изготавливается из металла с толстыми стенками, после чего присоединяется труба, в которую будет подаваться воздух из пылесоса. В качестве топлива подойдет уголь.
Перед изготовлением ножа понадобится сделать эскиз. Нож является простым предметом, который состоит из клинка и рукоятки, но данные элементы имеют множество составляющих. На рис. 1 можно увидеть эскиз конструкции со всеми ее составляющими. Существующие виды профилей можно увидеть на рис. 2. После того как будет выбран подходящий профиль, можно будет перейти к созданию эскиза. Профессионалы не всегда используют чертежи, однако новичкам они будут необходимы.
Делаем нож из напильника
Изготовление ножа из напильника следует начинать с отпуска стали. Материал исходного инструмента хрупкий и твердый, поэтому его необходимо нагреть до 200 С, продержать так примерно час, а потом дать самостоятельно остыть. Иногда напильник просто бросают в костер, но гораздо проще отпустить его в обычной духовке.
По заранее заготовленному шаблону вырезаем форму ножа — для этого подойдет болгарка или фреза. При работе с наждаком велик риск перегреть металл. Признак перегрева металла при резке — изменение цвета. Для охлаждения достаточно поливать зону резки водой.
После этого можно приступать к шлифовке контура той же болгаркой — срезаем углы и выступы. Работу можно сделать и на ленточной шлифовальной машине.
Следующий этап — выполнение скосов, перед которым нужно прочертить линию границы на лезвии. Не забывайте, что угол не должен быть слишком большим и слишком малым — в первом случае лезвие будет слишком толстым, во втором — тонким и хрупким. Для формирования скосов лучше использовать ленточную машину, допускается и болгарка. Окончательная доводка делается напильниками. Не забывайте следить за температурой!
После черновой заточки металл можно подержать с час в уксусе и отшлифовать, чтобы получить чистое блестящее лезвие. После этого можно сверлить отверстия под штифты ручки.

Похожие записи:
 25 спиннеров с aliexpress, которые избавят от стресса и развлекут
25 спиннеров с aliexpress, которые избавят от стресса и развлекут
 Лиственница
Лиственница
 Как сделать вентилятор своими руками
Как сделать вентилятор своими руками
 Как сделать колесо для телеги из дерева?
Как сделать колесо для телеги из дерева?
 Как сделать болотоход своими руками на гусеницах или шинах низкого давления с ломающейся рамой
Как сделать болотоход своими руками на гусеницах или шинах низкого давления с ломающейся рамой
 Делаем «мраморный» столик из бетона с основой из обожженного дерева
Делаем «мраморный» столик из бетона с основой из обожженного дерева