Содержание
Вилка с пружиной
Это продвинутый вариант трезубца. Прутки нудно выполнить из качественной упругой нержавейки, средний пруток у основания завивается одним или двумя пружинными витками. Подпружиненный таким образом стержень обеспечить быструю и удобную замену огарка.
Ввиду сохранения оголенных токоведущих частей, находящихся под высоким напряжением (около 100 вольт), и в этом варианте присутствует риск поражения электроударом. Кроме того, этот самодельный держак для сварки обойдется заметно дороже из-за стоимости материалов и дополнительной операции навивки пружины, требующей специального оборудования или оснастки.
Резьбовой и зажимной цанговые фиксаторы
Для резьбового фиксатора понадобится готовый цанговый зажим. Самостоятельное изготовление также возможно, но потребуется сверлильный или фрезерный станок и комплект ручного слесарного инструмента. Придется изготовить фасонную гайку с внутренним конусом и конусовидный же прорезной зажим с наружной резьбой и внутренним отверстием, совпадающим с диаметром электрода. На это уйдет несколько часов.

Самодельный цанговый держатель
Зажимной держатель проще по конструкции, рычаг и основание можно выполнить из толстой металлической полосы. Он обеспечит достаточный контакт с электродом.
Как не купить низкокачественный?
Недобросовестные производители делают губки держака для сварки из стали и покрывают их медью. Внешне отличить детали сложно, особенно если человек не обладает специальными знаниями. Самый простой способ проверить, взять с собой в магазин магнит. Он прилипает к черным металлам и не магнитится к меди.
К сварочному держателю прилагается инструкция, в которой описание устройства, его техническая характеристика. На качественный товар производитель дает гарантийный срок.
На корпусе имеется маркировка. Она включает в себя фирменный знак производителя, клеймо, подтверждающее качество, дату изготовления, а также ГОСТ, которому соответствует данное изделие. Хороший держатель имеет все необходимые документы и значения на корпусе.
Не стоит экономить на держаке и покупать дешевый, или на рынке. Такая экономия приведет к лишним расходам. Устройство быстро выйдет из строя и придется покупать новое. В первую очередь начнут подгорать губки. Невозможно сделать ровный шов, если электрод шатается, выпадает. Изолирующие детали из материала низкого качества будут лопаться и отваливаться.
Как правильно подобрать?
При выборе держака сварочного необходимо учитывать несколько параметров:
- максимальная сила тока, используемая при работе;
- конструкция приспособления;
- материал губок;
- качество изоляционного материала;
- удобство расположения в руке;
- стоимость.
Максимальный ток определяется не по мощности сварочного аппарата, а сколько ампер будет использоваться при работе, в среднем, 300-500 а. Конструкция подбирается под виды работ.
Для домашней сварки мелких деталей и тонкого листа, производящейся в небольших количествах, нет смысла в приобретении дорогого держателя электродов для сварочного аппарата созданного для больших токов. Он прослужит очень долго, но будет использоваться не на полную мощность, иметь большой вес и размеры.
Делаем держак для сварки своими руками
В производстве, строительстве и быту электросварка является очень важным процессом
Наряду с выбором электродов и сварочного аппарата необходимо уделять внимание и держателю электродов для сварки. На данный момент существует огромное количество фиксаторов, которые отличаются друг от друга конструкцией, массой и прочим
Кроме того, можно сделать держатель для сварки самому. В этой статье мы поговорим о том, как сделать держак для сварочного аппарата своими руками.
Требования к держателям
Удерживающее приспособление для электродов является очень важным узлом, хоть его конструкция и довольно проста. Далее приведены некоторые требования:
- должна обеспечиваться надлежащая диэлектрическая и теплоизоляционная защита;
- провод должен крепиться надежно;
- должно обеспечиваться надежное удерживание стержней;
- огарок должен легко заменяться на новый стержень.
Заводские модели фиксаторов
Прежде, чем рассматривать самодельный держатель электродов, следует узнать о заводских моделях. Их существует несколько видов.
Цанга
сварочные держатели типа цанга
Очень удобный тип фиксатора, он легкий и компактный. Электрод здесь легко заменяется на новый. Рукоятка цанги хорошо защищает от электрического и температурного влияния. К недостаткам же можно отнести высокую стоимость, ограничение по рабочей силе тока. Нельзя также оставлять короткий огарок, ведь это может повредить рукоятку.
Важно помнить, что при уменьшении длины электрода увеличивается и ток, проходящий по нему
Прищепка
электрододержатель прищепка
Наиболее распространенный тип удерживающих устройств. В зависимости от силы рабочего тока и диаметра электродов держатель может быть разных размеров. Прищепку можно использовать при работе с практически любыми значениями тока. Контакт со стержнем хороший, а при помощи рукоятки можно легко избавиться от огарка. К недостаткам прищепки можно отнести более габаритную конструкцию и более сложный процесс замены электрода.
Вилка (трезубец)
держатель типа вилка
В настоящее время держаки данного типа отсутствуют в продаже, найти их можно разве что на вторичных рынках. Отличается вилка от предыдущих типов своей простой конструкцией. Электрод уходит почти весь, огарки получаются очень короткие. Но, пожалуй, это все плюсы трезубца. Трезубец не соответствует технике безопасности, что обуславливает высокий уровень его травмоопасности. Для того, чтобы достать стержень из вилки, необходимо использовать дополнительные инструменты, например, молоток или плоскогубцы.
Держатели для сварки своими руками. Как сделать держак для сварки?
При должном желании можно изготовить самодельный держак для сварки. Возможно, самодельные модели и уступают заводским по качеству и надежности, но их тоже можно использовать. Такие держатели — достаточно дешевый аналог дорогим фабричным моделям. Здесь мы рассмотрим конструкции самодельных держаков различного типа.
Металлический уголок и стержень арматуры
Такой вариант более эффективен, чем трезубец. Здесь увеличивается контакт стержня с держателем, что положительно влияет на сварочный процесс. Но самодельный держак для электродов такого типа обладает тем же минусом, что и вилка — электрод извлекается трудно.
Вилка с пружиной
Модернизированный вариант вилки. Трезубец (вилку) с пружиной необходимо выполнять из качественной нержавеющей стали, что позволит повысить качество сварочного процесса. Самодельный держатель электродов такой конструкции вместо одного стержня арматуры имеет подпружиненный палец, что облегчает замену огарка на целый электрод.
Основной недостаток данного вида фиксатора заключается в том, что конструкция подразумевает использование более дорогих материалов.
Резьбовой и зажимной цанговые фиксаторы
Резьбовой фиксатор можно изготовить из подручного материала. Процесс изготовления довольно тяжелый. Электрод здесь вставляется в предусмотренное отверстие и прижимается болтом. В зажимном варианте стержень прижимается к держаку подпружиненным фиксатором. Эти держатели обеспечивают хороший контакт, что благоприятно влияет на сварочный процесс, формирование шва, протекание тока.
В заключение
Исходя из информации, предоставленной выше, можно сказать, что сварочный держак своими руками довольно просто сделать. Самодельные фиксаторы менее надежны заводских, требуют аккуратного обращения. Но в то же время это дешевый и простой аналог фабричных моделей. Самодельные держатели, приведенные выше, легко сделать в домашних условиях, ведь для их изготовления не требуется дорогих и сложных деталей, каждый человек может найти все необходимое у себя дома.
[Всего : 2 Средний: 3/5]
Особенности двухколесной конструкции
Площадка, поддерживающая баллон снизу, сделана таким образом, что превращается в подставку и опору для всей конструкции, когда баллон ставят вертикально. Она же выполняет роль надежного тормоза.
Двухколесная тележка для перевозки полуавтомата имеет два положения-
- рабочее, когда основание стоит на земле;
- транспортное, когда баллон наклонен, основание отрывается от земли, конструкция может катиться на колесах.
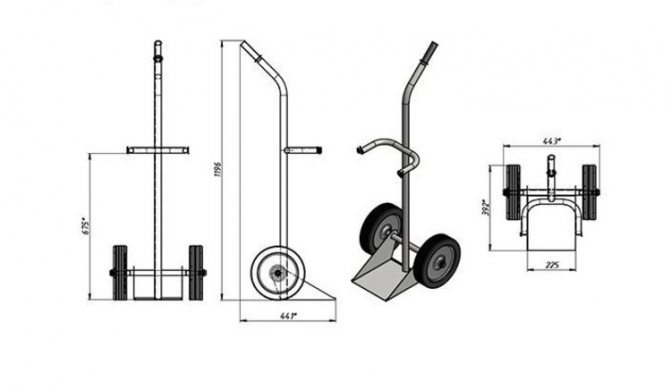
Чертеж рамы двухколесной конструкции. На раму в удобном месте навешивается кронштейн для крепления полуавтомата Кронштейн для полуавтомата приваривается к ручке. Поскольку при транспортировке тележка наклоняется на угол до 45о, аппарат крепят к кронштейну ремнями
К ручке приваривают дополнительные кронштейны для ящиков с инструментом и оборудованием, подвесы для смотанных проводов и другие детали.
Фабричные фиксаторы
Перед тем, как рассматривать изготовление держака для сварки своими силами, узнайте о фабричных разновидностях. Их несколько.
Цанга
Очень простая форма держака для сварки, он легкий и небольшой по размеру. Электрический проводник несложно заменить другим.
Ручка цанги надежно защищает от электрического и температурного воздействия. К минусам относится цена, определенные рамки рабочего напряжения. Недопустимо оставлять небольшой огарок. Это может деформировать рукоять.
Следует запомнить, при укорачивании длины электропроводника увеличивается напряжение, направленное к нему.
Прищепка
Самый распространенный вид фиксирующих устройств. В зависимости от рабочего напряжения и сечения электрического проводника держак для сварки меняется в размерах. Прищепку используют в работе с любыми величинами напряжения.
Контакт со стержнем хороший, а посредством рукояти без труда избавляемся от огарка. К минусам данного фиксатора относятся габариты. Замена электропроводника является непростой задачей.
Вилка
Фиксаторы для сварки этого вида не появляются в продаже. Поискать их следует на «руках». Различается вилка от предшественников несложным устройством. Электрический проводник уходит целиком, огарки остаются слишком короткими.
Это все положительные стороны вилки. Она не отвечает правилам безопасности. Это провоцирует большой риск травмирования.
Чтобы вытянуть стержень, следует воспользоваться дополнительными предметами. Взять молоток или пассатижи.
Как выбрать клемму заземления. Как доработать (улучшить) или изготовить самостоятельно

Как правило, сварочный аппарат комплектуется дешевой клеммой заземления. Но качество ее таково, что в большинстве случаев она быстро выходит из строя или не подходит сварщику по каким-то другим соображениям. Необходимо идти в магазин за покупкой новой клеммы.
Как выбрать из предлагаемого ассортимента, если вы только начинаете заниматься сваркой? Что нужно для этого знать? Читайте в статье.
Из-за некачественного контакта процесс сварки будет постоянно прерываться. Поэтому зажим массы нужно выбирать, исходя из следующих соображений:
- С учетом максимального рабочего тока сварочного аппарата;
- Он должен удерживать вес подсоединяемого кабеля;
- Усилие сжатия пружины должно обеспечивать надежный контакт с изделием или медной подкладкой, на которую оно установлено;
- величина раскрытия клеммы должна гарантировать надежное крепление на конструкциях малых и больших размеров.
Электродержатель своими руками
Разновидности самодельных держаков.
Трезубец
Чаще всего мастера делают самодельный держак для электродов в виде небезызвестного трезубца. Если подробнее, то мастерят ту самую простую версию трезубца, которую трудно найти в продаже из-за опасности для здоровья.
При всем этом трезубец можно сделать вполне безопасным вот по какому алгоритму действий:
- В качестве основы держака для сварочного аппарата своими руками выступает арматура или металлический пруток из стали после гибки. Диаметр прутка должен быть не меньше 8-ми мм.
- К трезубцу привариваются две части трубки: одна часть фиксирует изоляцию кабеля, вторая – обжимает кабель без изоляции.
- Изолятором может быть отрезок армированного шланга. Тщательность его монтажа – самое ответственное дело, это этого будет зависеть безопасность устройства. Нельзя допускать ослабления крепежа изолятора, для этого можно применить специальный анаэробный фиксатор резьбы Done Deal.
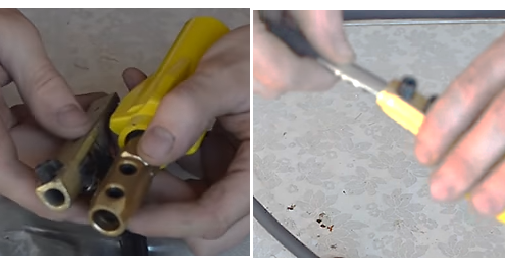
Винтовая модель
Как создать винтовую модель держака:
- Из медной трубки можно сделать отличный держак для сварочного аппарата винтового типа. Обрезки медных трубок можно найти в избытке у монтажников кондиционеров. Обычно это труба с внешним диаметром 19 мм.
- Ручка может быть сделана из металлопластиковой трубы с внешним диаметром 26 мм. Самым оптимальным вариантом будет резиновый шланг. Ручку нужно натянуть на медную трубку так, чтобы она полностью закрывала ее.
- Ручку нужно обернуть куском куртки или перчатки, чтобы она не скользила в руках.
- Финальным действием будет вклеивание болта размером М12 со сквозным отверстием в крышку от пластиковой бутылки. Ваш самодельный держатель для электродов готов.
Электрододержатели как для ручной дуговой сварки, так и для аргоновой, являются отличным подспорьем мастерам для удобства работы и повышения качества изделий. Эти приспособления можно купить, а можно сделать самостоятельно. Главные критерии во всех случаях – это безопасность, устойчивость и надежность.
Выбираем правильную модель
При выборе кого-либо рабочего устройства соображения у мастеров разные. Для кого-то важнее ценовой критерий, для кого-то – гарантии безопасности. Но чаще всего во главу угла ставится вид работы. С электрододержателями для сварки дело обстоит также. На первом месте – эффективность и безопасность работы.
Вот какие параметры нужно принять во внимание при выборе оптимального варианта:
Габариты

Что стоит за понятием эргономичности? Это компактность и подходящие размеры для конкретной руки мастера, небольшой вес. Если перед вами линейка сварочных держаков с одинаковыми техническими характеристиками, выбирайте тот, что легче и меньше в размерах.
Если вы выезжаете на разные точки работы, приобретайте второй запасной экземпляр сварочного держателя.
Степень надежности
Надежность приборов проверяется в нестандартных рабочих условиях. Держатели для сварки должны работать стойко и без потери своих качеств при критических температурах, высокой влажности, пылевых загрязнениях и т.п. Пластик рукоятки должен быть прочным с хорошей изоляцией.
Лучше, если зажим литой и массивный. К очень надежным относятся винтовые держатели электродов с жесткой резьбовой фиксацией. Они самые долговечные в эксплуатации и, кроме того, дают возможность менять угол расположения катодного конца.
https://youtube.com/watch?v=cdTY0Zhn8ic
Стоимость
Размах цен впечатляет: от ста рублей до пятнадцати тысяч. Безусловно, самые дешевые модели по определению не могут считаться безопасными или надежными
Если вы не собираетесь покупать одноразовое оборудование, нужно обратить внимание на средние ценовые категории моделей
Виды держаков
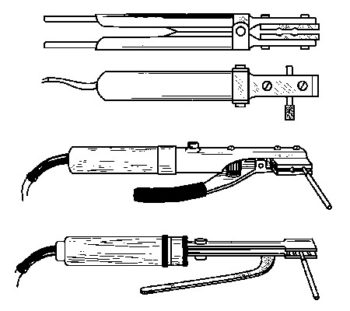
Основные конструкции фиксации электрода в держаках подразделяется на три вида:
- Клещевые – зажим осуществляется подвижной губкой, которая поджимается мощной пружиной;
- Винтовые – фиксация конца электрода осуществляется подвижным контактом, который связан с ручкой устройства резьбовым соединением. При вращении ручки винтовой зажим двигаясь по резьбе плотно зажимает конец рабочей проволоки;
- Безогарковый. Работает такое приспособление по – другому принципу. У него нет зажимов и рабочий элемент не фиксируется механически, а приваривается к торцу стержня при касании. Благодаря такому соединению электрод полностью расходуется при работе. Затем приваривается следующий. Клещевой держатель

Конструкция клещевого зажима можно понять, посмотрев на рисунок. Подобные изделия производятся различными фирмами-производителями. Подразделяются по мощности, выдерживая ток от 150А до 500А. профессиональные выдерживают от 500 до 700 А. Основное отличие может быть в конструкции зажима верхней губки и обеспечивать надежное крепление электрода под различными углами. Для того чтобы приспособление прослужило долго необходимо обязательно посмотреть материал, из которого изготовлены губки, токовая шина от крепления кабеля наконечника и гильза.
На гильзе, куда вставляется конец кабеля от трансформатора, обязательно должно быть не менее двух резьбовых зажимов. Многие производители в целях экономии ставят стальные омедненные втулки, но лучше всего материал гильзы – это латунь, стальные наконечники нежелательны так – как имеют большое контактное сопротивление с медью кабеля и могут сильно нагреваться. Проверяетс
Зажимать очищенную жилу провода в гильзу можно только после тщательной зачистки всех медных жил, предварительно скрутив из них плотный жгут
Стенки самой гильзы должны быть не менее 1,5 мм. Особое внимание необходимо обратить на зажим кабеля, лучше всего это делать в латунной разрезной гильзе, которая плотно обожмет жилы кабеля, обеспечив надежный контакт, либо с помощью специальной зажимной планки, которая должна поставляться в комплекте с держателем. Зажимная планка должна быть толщиной не менее 2 мм так – как ей необходимо выдерживать большое давление от винтов зажима при прикреплении силового кабеля инвертора или трансформатора
Купить держатель для сварочного аппарата можно у нас на сайте пройдя регистрацию, здесь же можно ознакомиться с другими необходимыми для любого вида ремонта инструментом.
Винтовые зажимы
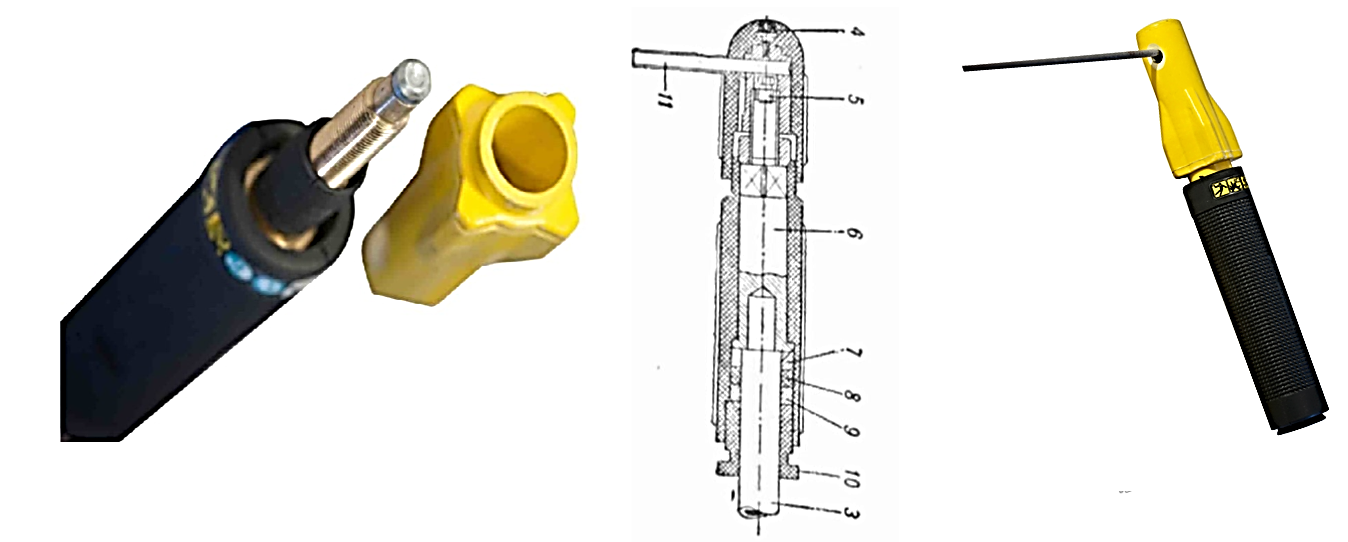
Пытаясь уйти от основного недостатка клещевого держателя – слабой фиксация наконечника в плоскости зажима, что позволяет двигаться электроду и менять свое первоначальное положение, особенно при зажигании или отрыва «прилипшего» электрода. Производителем разработана и выпущена принципиально новая конструкция – винтовой зажим (винтовой держатель). В новой конструкции конец рабочего конца проволки зажимается в круглом гнезде головки при ее вращении. Пазы верхней части держателя через шлицы связаны резьбовым соединением со стержнем, выполненными заодно с гильзой для соединения с кабелем от трансформатора.
При вращении резьбовой зажим зажимает электрод в гнезде. Такая конструкция уменьшает еще один недостаток – это часто ломающийся подводящий силовой провод в месте соединения с гильзой.
Соединение силового кабеля с гильзой
Ещё одно преимущество таких держателей перед клещевыми в том, что токопроводящие элементы прибора полностью защищены изоляцией, удобно лежат в руке. К недостаткам можно отнести всего два угла фиксации стержня 90° и 120°. Но, как говорят пользователи, при необходимости можно легко подогнуть проволоку под любой угол, так как он надежно фиксирован в отверстии головки, этот способ является надежным.
Как сделать держак для сварки своими руками
Аналогично заводским конструкциям изготавливается держак для сварочного аппарата своими руками. Существует множество технологий, как сделать приспособление, но наиболее часто встречаются следующие конструкции:
- Трезубец. Это классическое исполнение приспособления своими руками. Еще в советские времена сварщики мастерили свой инструмент именно по этому принципу. Держак представляет собой вилку, сваренную из трех рифленых кусков арматуры. В качестве изолятора применяется рукоятка от руля велосипеда или фрагмент резинового шланга. В отдельных случаях диэлектриком держака для сварки своими руками использовалась тряпичная изолента. Такая конструкция проста в изготовлении, но опасна и неудобна в использовании. Она обеспечивает плохой контакт с электродом, огарок извлекать сложно, арматура постоянно окисляется. Советские сварщики предлагали весьма своеобразные способы, как сделать сварочный держак. Одна из наиболее удачных конструкций – это приваренный к металлическому уголку арматурный прут. Ее единственным недостатком является сложность замены огарка.
- Трезубец с пружиной. Это улучшенный вариант от вышеописанного держака сварочного аппарата своими руками. Это та же вилка, но зубцы расположены, практически, в одной плоскости. Электрод вставляется между пальцами, центральный из них подпружинивает его. Этот сварочный держак своими руками изготавливается из дорогостоящих материалов, таких как высоколегированная нержавеющая сталь. Контакт с электродом – крепкий, менять огарок – достаточно легко. В качестве диэлектрика держака для сварочного аппарата своими руками для защиты сварщика применяется резина.
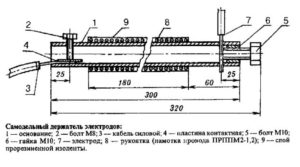
- Резьбовая цанга. Держак можно изготавливать из любого металла. Он обеспечивает надежный контакт электрода, легкую смену огарка, надежен и удобен в эксплуатации. Его недостатком является сложность изготовления. Особенности конструкции означены на чертеже.
Зажимная цанга. Это модернизация резьбовой цанговой модели. Вместо резьбового крепежа используется пружинный механизм. Достоинства конструкции очевидны – легкость замены огарка и надежность крепления электродов. Прежде чем задаваться вопросом, как сделать держак для сварки этой конструкции, необходимо тщательно проанализировать электрическую схему. Чем мощнее пружина, тем надежней контакт, а предельная сила тока возрастает. Если использовать более слабый зажим, токовая нагрузка снижается
Здесь важно предусмотреть и второй разъем, который подводит ток к земле. Хотя ему не нужно обеспечивать электро- и тепловую защиту, контакт должен быть максимально надежным
Лучше, если механизм зажима будет изготовлен из латуни или меди.
Варианты самостоятельного изготовления
 Самодельный держак собирается с учётом особенностей и достоинств известных фирменных конструкций. Вариантов изготовления любого из рассмотренных нами исполнений более чем достаточно, однако среди самостоятельных поделок ведущие позиции обычно занимает классический трезубец.
Самодельный держак собирается с учётом особенностей и достоинств известных фирменных конструкций. Вариантов изготовления любого из рассмотренных нами исполнений более чем достаточно, однако среди самостоятельных поделок ведущие позиции обычно занимает классический трезубец.
Этот вид приспособлений для сварки имеет очень простое устройство и может быть собран даже непрофессионалом.
Трезубец
Сварочные держаки такой конструкции по своей форме напоминают большую вилку, предварительно сваренную из рифленых заготовок арматуры заданного диаметра и длины.
В качестве защитного покрытия ручки изделия (изолятора) может быть использована рукоятка руля старого велосипеда или отрезок ненужного резинового шланга.
Однако многие пользователи чаще всего не останавливаются на простейшей конструкции, поскольку она довольно стара и недостаточно удобна в эксплуатации.
Объясняется это тем, что не всем исполнителям удаётся совместить два противоречивых требования к этому инструменту, предполагающих жёсткость крепления электрода и лёгкость его снятия. Помимо этого арматурные прутья достаточно быстро окисляются и перестают соответствовать предъявляемым к ним требованиям.
Именно по этой причине многие любители и профессионалы выбирают улучшенный вариант сварочной конструкции и дорабатывают трезубец, оснащая его дополнительной пружиной.
Такой держак выглядит как та же вилка, зубцы которой располагаются практически в одной плоскости. Рабочий электрод закрепляется между крайними зубьями, а центральный зуб дополнительно фиксирует его с одновременным подпружиниванием.
Для изготовления сварочного оборудования в таком исполнении пользователю придётся запастись заготовками из особо прочных металлов, таких, например, как высоколегированная нержавеющая сталь.
Только они способны обеспечить надёжный контакт трезубца с электродом и удобство замены последнего. В качестве защитного диэлектрического покрытия ручки, а может применяться резиновая трубка подходящего диаметра.
Резьбовая и зажимная цанга
Сварочный держак, устроенный по принципу резьбовой цанги, в принципе может изготавливаться из любого подручного металла, обеспечивая при этом надежный контакт с рабочим стержнем и простоту его обновления.
Единственный недостаток этой конструкции – это сложность её изготовления своими руками. Именно поэтому перед началом сварочных работ необходимо внимательно ознакомиться со всеми деталями и нюансами его устройства.
С целью модернизации этого варианта исполнения самодельного сварочного держателя электродов, специалистами разработан его улучшенный образец – так называемая «зажимная» цанга. В этой модели вместо используемого ранее резьбового крепления устанавливается особый пружинный механизм из латуни или меди.
Достоинства такой доработанной конструкции вполне очевидны, поскольку в этом случае надежность крепления стержня электрода резко возрастает, а его смена заметно упрощается.
Следует отметить, что каждый сварщик-любитель вправе самостоятельно решать вопрос о том, приобрести ли подходящий держатель в магазине или сделать его самостоятельно.
Второй из вариантов выбора требуемого инструмента более предпочтителен в случае желания сэкономить или же сделать его как говорится «под себя».
Похожие записи:
 Мастер класс. чехол для планшета
Мастер класс. чехол для планшета
 Сантехнический трубный хомут: теперь вы сможете сделать самостоятельно. проволочный хомут как простейший способ соединения шлангов самодельный ленточный хомут
Сантехнический трубный хомут: теперь вы сможете сделать самостоятельно. проволочный хомут как простейший способ соединения шлангов самодельный ленточный хомут
 Как надеть цепь на электропилу макита
Как надеть цепь на электропилу макита
 Лампочки с эффектом пламени
Лампочки с эффектом пламени
 Чем и как можно прикрепить полку к стене своими руками
Чем и как можно прикрепить полку к стене своими руками
 Как сделать ароматизатор для машины своими руками? 5 оригинальных средств для авто
Как сделать ароматизатор для машины своими руками? 5 оригинальных средств для авто