Содержание
Популярные способы
Сварка в условиях дома выполняется не только простым способом ММА, но и некоторыми другими.
Использование вольфрамового электрода
Такой расходный материал применяют при работе в защитной газовой среде. Вольфрам выдерживает нагрев до 4000°С, поэтому электроды относят к категории тугоплавких. Их используют в сочетании с присадочной проволокой, что повышает свариваемость алюминия. Для защиты рабочей области используют гелий или аргон, поэтому сварочный аппарат соединяют с баллоном. В бытовых условиях применяют небольшие резервуары. Дуга поддерживается за счет источника переменного тока. Аргонодуговая сварка – сложный способ. Он редко применяется для рутинных операций.
Сварка плавящимся электродом
Это самый несложный вариант соединения профилей из рассматриваемого материала. Для проведения процедуры приобретают электроды марок УАНА, ОЗА и т.п. Стержни, обработанные специальным составом, и инверторный аппарат позволяют сваривать детали любой толщины. Оборудование настраивают на режим постоянного тока обратной полярности. Сила устанавливается с учетом толщины металла. 1 мм соответствует 25 А. Для защиты сварочной ванны используют инертный газ.
Рекомендуем ознакомиться
Какие электроды по алюминию выбирать
С помощью полуавтомата
Несмотря на высокое качество сварных соединений, данный метод применяют редко. Это связано с высокой стоимостью аппаратуры. Полуавтоматическое устройство выдает короткий импульс высокого напряжения, разрушающий оксидный налет.
Частицы расплавленного электрода проникают в сварочную ванну. Чтобы понять, как заварить стык между алюминиевыми деталями, необходимо ознакомиться с особенностями работы с оборудованием:
- всегда устанавливают обратную полярность;
- чтобы проволока не застревала в механизме подачи, его снабжают специальным наконечником увеличенного диаметра;
- алюминиевый пруток образует петли, чтобы исключить этот недостаток, устанавливают подающее устройство с 4 валиками, тефлоновым вкладышем и узким рукавом;
- проволоку выводят в рабочую область ускоренными темпами, поэтому менять наконечник часто не придется.
Некоторые сварщики переделывают обычные полуавтоматы под приборы, работающие с алюминием.
Сварка алюминия газовой горелкой
В этом случае энергия газа используется для повышения температуры в обрабатываемой области. Это наиболее доступный для применения в домашних условиях метод. Газ защищает рабочую зону от контакта с кислородом. Расходные материалы и оборудование имеют среднюю цену, процесс прост в исполнении.
Причины низкой свариваемости
Создание соединений осложняется такими особенностями, как:
- поверхность деталей постоянно покрыта пленкой окислов, ее температура плавления: свыше 2400оС, температура же плавления самого алюминия: 660оС;
- поверхность сварочной ванны и капли расплава при контакте с кислородом также покрываются этой пленкой, она мешает формированию однородного шовного материала;
- в жидкой фазе для металла характерна высокая текучесть, это затрудняет выполнение вертикальных, наклонных и потолочных швов;
- водород и кремний; находящиеся в составе заготовок, во время кристаллизации стремится выйти наружу, увеличивая пористость шва и создавая дефекты в виде трещин;
- легкому металлу присущ высокий коэффициент линейного теплового расширения, в ходе кристаллизации происходит заметная усадка, ведущая к деформации изделия;
- по причине значительно большей, чем у стали, теплопроводности, приходится использовать высокие значения рабочих токов;
Соединение дюралюминия в домашних условиях осложняется также тем, что не всегда точно известна марка и точный состав сплава. Из-за этого трудно правильно выставить рабочие режимы.
Трудности процесса
Рассмотрим сложности процесса сварки электродом по алюминию. Сложность ручной сварки алюминиевых конструкций во многом обусловлена свойствами данного металла. Ниже приведём примеры основных проблем, которые могут возникнуть в процессе сварки.
- Высокая текучесть металла. Расплавленный алюминий тяжело контролировать. При значительном перегреве поведение металла становится в какой-то степени непредсказуемым. Расплав может разрушить слой твёрдого металла, находящийся под ним, и вытечь через трещину. Для решения этой проблемы рекомендуется использовать прокладки из керамики или тугоплавкой стали.
- Окисляемость алюминия. Основная проблема алюминиевых изделий. Соединяясь с кислородом, молекулы металла формируют плотную оксидную плёнку. Она прочнее самого металла и плавится только при очень высокой температуре. Ещё один минус — плёнка является диэлектриком, поэтому тяжело поджечь дугу. Для решения этой проблемы нужно тщательно очищать рабочую поверхность металла перед сваркой.
- Высокий коэффициент линейного расширения. Алюминий достаточно хрупкий и обладает малой упругостью. При сильном нагреве металла зона сварки давит на остальную часть конструкции, что может стать причиной появления трещин или деформации плоских поверхностей. Чтобы этого избежать, нужно контролировать температуру сварки. А лучше — предварительно прогревать деталь до 200-250 о С.
- При застывании металл шва может кристаллизоваться и появляются горячие трещины. Поэтому желательно добавлять специальный присадочный материал. Особенно это необходимо в случаях, когда несколько швов находятся на небольшом расстоянии друг от друга.
Полезное видео
Посмотрите ролик, где умелец рассуждает о том, что сварка электродом алюминия — это не лучшее решение и демонстрирует процесс наглядно, с пояснениями.
Общие сведения
Силумин имеет сероватый оттенок, а срез его-серебристый. Крайне сложно «на глаз» определить отличия.
Из-за легкого веса и низкой себестоимости его применяют в производстве не дорогой бытовой техники. Отличие силуминового сплава в том что он прочнее алюминия.
Механические свойства
Они как правило зависят от состава силумина.
Важный момент-химический состав, условия выплавки и как будет проходить процесс кристаллизации и термообработка.
Главные механические свойства:
Литейные свойства
Наших читателей интересует вопрос, а что за материал силумин.
Плюсы:
- не дорогой литейный сплав,
- легкий вес,
- высокие антикоррозийные свойства,
Благодаря литейным свойствам сплав используют в автомобилестроении.
Минусы:
- Высокая газовая пористость;
- Крупнозернистость эвклектики
- Большое содержание неметаллических компонентов
- Готовые изделия не прочны
Минусы можно преобразовать в плюсы используя определенные методики (рафинирование или быстрое затвердение отливок).Силумин довольно пластичный и текучий сплав. Его можно применять в сложных формах.
Благодаря определенной температуре плавления силумина, которая довольно низка (до 730грЦ), процесс литья становится экономичным и комфортным (практически приравниваясь к пайке силумина)).
Тематическое видео:
Литье алюминия. Часть 1. Силумин
Химические свойства и физические свойства
По химическим свойствам силумин и чистый алюминий почти аналогичны, отличаясь только по составу примесей.
Химические особенности силумина:
Силумин по физическим свойствам аналогичен нержавеющей стали. (Р) сплава меньше чем у нее, что придает легкость, не влияя на прочность.
Из-за хрупкости материала силумин не рекомендуется применять в производстве важных деталей.
Добавки влияют и на физ.свойства. Mg и Si улучшают состав, а Zn и Ca на производстве убирают.
Цинковые и алюминиевые сплавы Как отличить цинк силумин дюраль тематическое видео:
Маркировка и применение
Маркировка производится по системе международной независимой стандартизации (ISO):
Важно помнить, что маркировка может отличаться от общеизвестной, так как зависит от страны производства и производителей
Преимущества
- При качественном сваривании получается очень прочный металл, который может выдерживать большие нагрузки и обладает низким весом;
- Можно подобрать несколько способов проделать данный процесс, какой будет удобнее с экономической и практической стороны;
- Существуют и хорошо распространены электроды, которые подходят для взаимодействия с данным сплавом;
- Для всех проблем находятся свои способы решения, которые помогают повысить качество соединения.
Недостатки
- После сварки падает и без того невысокая коррозионная стойкость;
- Сварка дюрали оказывается трудоемким процессом, который под силу осуществить только опытным сварщикам;
- Формирование валика шва становится затруднительным из-за повышенной жидкотекучести;
- Исходя из разнообразия разновидностей марок сплавов, порой могут возникнуть сложности с подбором электродов;
- Сварка дюралюминия в домашних условиях становится очень затруднительным процессом;
- Здесь обязательно применение флюса для облегчения проведения процесса;
- Для высокого качества соединения приходится применять дорогостоящие виды сварки, такие как сварка дюралюминия аргоном.
Подготовка дюрали к сварке
Перед проведением процесса требуется подготовить заготовки. В первую очередь идет механическая зачистка, которая позволяет убрать налет, жир, масла и различные вредные пленки с поверхности. Здесь подойдет наждачная бумага, щетка по металлу или другой подобный инструмент. Это первичный этап обработки, который помогает справиться с основными проблемами. Но для лучшего эффекта следует еще использовать растворитель, ацетон и прочие разновидности, которые снимут все остатки, которые не смогла снять механическая очистка.
Сварка дюралюминия в домашних условиях
Здесь же может потребоваться обработка кромок, на которых будет пролегать шов. Это связано с толщиной металла, так как дюраль обладает относительно низкой глубиной проварки. Если толщина заготовки составляет более 4 мм, то нужно скосить края под углом в 35 градусов. Это поможет глубже проникнуть в металл, что способствует лучшему соединению.
Инструкция
- Провести все необходимые подготовительные операции с металлом;
- Когда идет сварка дюралюминия полуавтоматом, нужно выставить на оборудовании необходимые настройки;
- Распределить по будущему месту шва флюс, который улучшит качества свариваемости и поможет избежать ненужных проблем;
- Металл можно подогреть постепенно, чтобы избежать температурных деформаций и напряжения;
- Можно приступать к процессу сваривания, если проводится сварка дюралюминия электродом, то нужно зажечь дугу и начать формировать шов;
- После окончания нужно дать остыть металлу, постепенно подогревая его горелкой;
- Очистить шов и шлака и проверить его на отсутствие трещин.
Техника безопасности
Во время работы нужно помнить о собственной защите, так что такие средства как комплект огнеупорной одежды, защищающий от искр и брызг металла, а также сварочная маска, должны быть обязательно. При работе с газом следует ставить баллоны как можно дальше от источника огня, так как они должны находиться на расстоянии от 5 метров и далее. Перед использованием техники следует убедиться в исправности оборудования и надежности соединения проводов и контактов, так как именно в них чаще всего случаются проблемы.
Это интересно: Сварка силумина в домашних условиях, особенности электродуговой сварки
Достоинства и недостатки
К числу преимуществ дюралюминия при сварке можно отнести:
- При соблюдении технологии сварки можно получить ровный и качественный шов, а металл может выдерживать большие нагрузки при одновременном небольшом весе.
- Для сварки дюралюминия можно использовать несколько технологий сварки: аргоновую сварку и сварку полуавтоматом, выбрать которую поможет понимание факторов и условий выполнения работы.
- Для производства работ достаточно легко подобрать подходящие электроды. Для сварки подходят такие электроды, как ОЗА-1, ОЗА-2, ОК96.20, ОЗАНА-1, ОЗАНА-2.
- Отсутствие серьезных трудозатрат на подготовительные процедуры.
- Для сварки не требуется серьезной классификации специалиста.
Но имеет данный процесс и определенные недостатки:
- Сварка дюралюминия отличается низкой устойчивостью к коррозии, а после производства сварных работ его технические характеристики ухудшаются.
- Процесс сварки является достаточно сложным: он требует большой внимательности и точности, так как даже небольшая ошибка отрицательно сказывается на качестве изделий.
- Могут возникнуть сложности с подбором электродов из-за невозможности точного определения марки дюралюминия.
- Сформировать валик достаточно непросто, поскольку металл является достаточно текучим.
- Для упрощения процесса работы и снижения временных затрат на сварку необходимо использовать флюс или защитный газ. Флюс будет наноситься на поверхность свариваемой детали для защиты участка от агрессивного влияния внешней среды и повышения качества соединения. Целевое предназначение использования инертных газов при сварке будет аналогичным.
- Качественная сварка дюралюминия – достаточно дорогая процедура, она позволяет получить прочное и надежное соединение при использовании дорогих расходных материалов, например, аргона.
- Если используется скоростная сварка, то контролировать качество шва весьма сложно.
Характеристики электродов для алюминия
Список сварочных электродов, с помощью которых можно варить алюминиевые сплавы или чистый металл, не так уж и много.
ОЗАНА
Здесь две позиции:
ОЗАНА-1, с помощью этих электродов можно варить чистый алюминий марки А0-А3. Шов получается ровным и аккуратным, коррозионная стойкость его высокая. Если варить детали толщиной до 10 мм, то подогревать электроды не надо. В остальных случаях прокалка обязательна до температуры 200С в течение получаса
Особое внимание чистоте соединяемых кромок. Сварка производится переменным током обратной полярности
Обмазка – солевая. Варить можно в нижнем положении и в вертикальном.
ОЗАНА-2. Применяется для сваривания только алюминиевых сплавов. Все остальные характеристики и условия проводимого процесса точно такие же, как и у предыдущего вида.
ОЗА
Эта разновидность электродов используется для сваривания, как чистого алюминия, так и сплавов. При этом толщина соединяемых деталей – 3-16 мм. В основе расходника лежит металлический стержень, покрытый соляной обмазкой. Режим работы:
- Ток – постоянный;
- Полярность – обратная;
- Положение – нижнее и вертикальное;
- Предварительный подогрев сварочного элемента или свариваемых поверхностей до +250С;
- Обязательная зачистка кромок до металлического блеска.
В настоящее время производители предлагают электроды диаметром 4; 5 и 6 мм.
УАНА
Данный вид применяется для сваривания заготовок из деформируемых и литейных сплавов алюминия. Все остальные позиции, а это режим сварки, способы подготовки в точности повторяют марку ОЗА. Единственное отличие – это положение электрода. Оно может быть только нижним и верхним (потолочным).
Электроды от шведской компании ESAB
Шведы предлагают марку электродов ОК, специально для сваривания и наплавки алюминиевых деталей в среде защитного инертного газа аргона. Здесь несколько позиций.
- ОК 96.10. Отличительной чертой этой модели является новая обмазка, сделанная из солей фтора и хлора, как композитный материал. Именно такая обмазка позволяет держать сварную дугу в стабильном состоянии, разбрызгивание металла практически отсутствует, шлаки легко отделяются от поверхности сварочного шва. Сам шов очень ровный и аккуратный. Предназначен электрод для сваривания чистого алюминия. Нагрев расходника не обязателен, но предпочтителен. От этого качество шва не меняется, но нагрев уменьшает расход электродов. Сильно зачищать кромки нет необходимости, надо их просто промыть горячей водой. Обмазка – щелочно-солевая.
- ОК 96.20. Используют его, если сборная конструкция или детали не подвергаются большим нагрузкам, то есть, требование к ним минимальные. Сваривать можно только сплавы, в которых присутствует магний или марганец, их содержание не должно превышает 3%. Покрытие стержня – солевое. Положение сварки – любое. По всем остальным позициям полное совпадение с предыдущим видом.
- ОК 96.50. Применяется только для соединения сплавов алюминия (марганцевых, магниевых и медных). Стержень электрода изготовлен тоже из сплава: алюминия и марганца, поэтому можно его использовать в качестве присадочного прутка в автогенной сварке. Обмазка – щелочно-солевая.
Все перечисленные виды можно отнести к категории – электроды для сварки алюминия инвертором. Но этот металл и его сплавы можно соединять и неплавящимися вольфрамовыми электродами в среде инертного газа. Для этого необходимо использовать присадочную проволоку. Она может быть алюминиевой или циркониевой. Марка таких электродов – ЭВЧ.
Свариваем алюминий обычным инвертором без аргона
Мой первый опыт сварки этого металла в без аргонной среде. Я буду сваривать толстые пластины. Закрепляем детали струбцинами. Минус подключаем к нижней пластине. Плюс к электроду.

Изначально рекомендую установить ток 100 А и попробовать.

Варим все на короткой дуге, так как из-за быстрого плавления электрода ее очень трудно ловить, особенно с непривычки.

Приноровившись уже получается стабильно держать дугу.

Как и после обычной сварки отбиваем окалину молотком.


Не судите строго, для первого тренировочного раза, я считаю, это хороший результат.

Особенно учитывая насколько это трудоемко и непривычно после обычной сварки стали.

Технология сварки дюралюминия аргоном
Для сварки дюралюминия могут использоваться различные методы. В домашних условиях применяют сварку с помощью электродугового аппарата плавящимися электродами или сварку газовой горелкой. Тогда как в производственных условиях используют полуавтоматы и аргоновую сварку:
- полуавтоматы, предполагающие подачу проволоки в среде защитных инертных газов (DC MIG);
- оборудование, работающее с электродами из вольфрама в среде защитного инертного газа аргона (AC TIG).
Рассмотрим технологию сварки дюралюминия на основе метода электродуговой аргоновой сварки. Сварка алюминиевого сплава аргоном позволяет работать с материалами различной толщины, создавая максимально аккуратные швы с хорошей герметичностью. Это делает такую технологию весьма востребованной в процессе ремонта автомобилей, катеров и других емкостей.
Подготовка материала
Перед тем как приступить к работе, необходимо подготовить материал к сварке, так как наличие оксидной пленки на поверхности снижает надежность сварного соединения: пленка обладает высокой температурой плавления и плотностью, что затрудняет образование стабильной электродуги. Для этого необходимо пройти следующие этапы:
- Зачистить поверхность заготовки от металла, масел, жира и различных загрязнений. Для снятия верхнего тугоплавкого слоя используются наждачка и металлическая щетка.
- После того как зачистка закончена, для закрепления эффекта поверхность очищается ацетоном или растворителем, что позволяет избавиться от остатков элементов, которые могут помешать сварке. Иначе дефрагментированные частички могут остаться внутри шва, что снижает его жесткость.
- Обработать кромки для создания шва. Если толщина краев заготовки превысит 4 мм, то углы нужно скосить под 35 градусов.
Стержни необходимо предварительно прогреть до 150 градусов для удаления влаги и просушить.
Эффективным способом удаления оксидной пленки также является ее катодное распыление, при котором металлы бомбардируются ионами, очищая поверхность. Метод в основном применяется в промышленной сфере.
Необходимое оборудование
Аппарат при процессе настраивается на переменный ток (только так получается добиться нужных результатов). Поэтому при выполнении швов нужно применять сварочный трансформатор либо иной преобразователь тока.
Таким образом, сварка алюминиевых сплавов допускается только на аппаратах, которые поддерживают работу с постоянным и переменным токами.
Помимо того, что сварочное оборудование должно быть инвенторным, в процессе его подбора стоит учесть следующие его характеристики:
- Оборудование должно быть удобным для перевозки в автомобиле.
- Желательно наличие осциллятора для сварки.
- Горелка должна иметь прямой шланг с длиной до 3 метров.
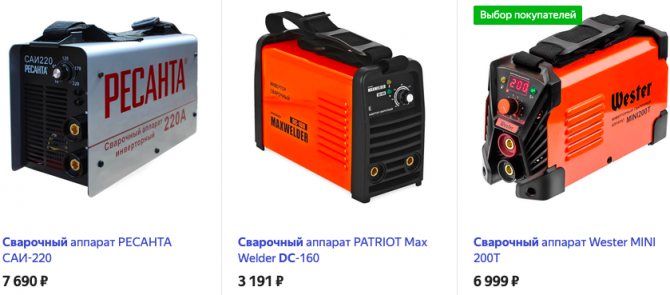
Примерная стоимость инверторных аппаратов постоянного тока на Яндекс.маркет Успешность сварочного процесса во многом зависит от правильной настройки оборудования. Так, недостаточная подача газа в сварочной зоне приводит к вспениванию металла и горению вольфрамовой проволоки, а чрезмерная продувка, напротив, мешает формированию шва и увеличивает затраты на процесс.
Также сварщикам необходимо избегать образования воронки в конце шва. Она может возникнуть при резком обрыве дуги. Длительное удержание горелки в одной позиции может привести к перегреву и увеличению площади сварочной ванны. Именно поэтому аргонодуговая сварка алюминиевых сплавов нуждается в грамотных дополнительных настройках режима для затухания дуги и постепенного уменьшения силы тока. С учетом указанных особенностей нужно правильно выставить параметры напряжения.
Полярность может быть прямой и обратной. При этом параметры напряжения устанавливаются исходя из толщины материала:
| Толщина пластин, мм | Сила тока, А | Диаметр электрода, мм |
| 1 | от 30 до 40 | 1,6 |
| 1,5 | от 45 до 60 | 2,3 |
| 2 | от 70 до 80 | 2,3 |
| 3 | от 90 до 120 | 3,2 |
Подачу тока в сварочном этапе можно установить:
- Ступенчатого типа.
- Восходящим значением по мере ведения шва.
- С плавным розжигом.
- С постепенным затуханием при завершении горения.
Затем на манометре выставляется расход аргона. В российских моделях устанавливаются значения в диапазоне от 6 до 11 литров, а оптимальный расход нужно подбирать опытным путем. Манометры импортного производства позволяют точно выставить расход.
При сварке алюминия аргоном необходимо правильно выбрать диаметр вольфрамового электрода, который нужно максимально приблизить к толщине сварных частей. Вылет из сопла устанавливается на 3-5 мм для избегания перегревания вольфрама.
Сварка алюминия электродом в домашних условиях
Сварка алюминия дома электродами подразумевает несколько различных методов.
Самым распространенным способом является сваривание инвертором, проанализированное выше.

Также при работе с плавящимися электродами может применяться сварочный трансформатор стандартного типа. Технология практически не отличается от сварки стали, но шов может быть не самого высокого качества.
Кроме использования вольфрамовых электродов при аргонодуговой сварке, также для сваривания алюминия можно применять угольные прутки. В качестве защитного газа, подающегося из горелки, может выступать аргон, ацетилен, пропан или другие. Все зависит от наличия их у исполнителя. Также сварщику понадобится порошкообразный флюс, предотвращающий прилипание электрода и убирающий оксидную пленку. Источником питания дуги может быть сварочный инвертор или трансформатор. В некоторых случаях для стабилизации рабочего процесса необходимо магнитное поле, которое создается соленоидом.
Подготовка металла к сварке

Вне зависимости от применяемого способа сварки, обязательно следует произвести подготовительные процедуры рабочей поверхности: Присадочные материалы и кромки изделий нужно очистить от грязи, масла и жира.
Химическая обработка включает несколько процедур:
- обезжиривание поверхности растворителем: уайт-спирит, ацетон, авиационный бензин или любой другой;
- травление с помощью концентрированной щелочи, продолжительность – 2 минуты;
- металл нужно промыть холодной водой;
- пассивирование 30% раствором азотной кислоты в течение двух минут;
- снова промывка водой;
- сушка.
Если сваривание алюминия осуществляется не покрытыми электродами, то разделка кромок проводится при работе с изделиями толщиной более 4 мм. Применение расходников с обмазкой подразумевает разделку кромок при соединении деталей со стенками толщиной свыше 20 мм. Торцы тонких алюминиевых листов (не более 1,5 мм.) нужно отбортовать.
С помощью напильника, щетки с ворсинками из нержавейки/стали (на картинке) или наждачной бумаги зачищается свариваемая поверхность.
Сварочный процесс

После подготовки изделия, сварщик может приступать в основным работам.
Процесс сваривания алюминия и его сплавов включает несколько важных этапов:
- прогрев изделия до температуры в 150°С;
- настройка сварочного аппарата на необходимый режим;
- возбуждение сварочной дуги, в зависимости от метода сварки, может проводиться контактным и безконтактным способом;
- создание сварочной ванны, формирование которой происходит за несколько секунд (требуемое время примерно равно толщине детали в миллиметрах); в зоне прогрева должно появиться пятно расплавленного алюминия, имеющее зеркальную поверхность;
- после образования ванны, можно начинать подавать присадку и выполнять сваривание;
- сварка проводится дугой в 2-6 мм., используется постоянный ток обратной полярности.
Видео
Отличный демонстрационный ролик от компании Zeller, который дает представление о процессе.
Техника безопасности
Сваривание различных конструкций из алюминия подразумевает обеспечение защиты для исполнителя. Для этого необходимо использовать специальные средства: маска, рукавицы, прорезиненная обувь, асбестовое или брезентовое полотно, листовое железо.
Нужно изолировать все элементы электрической цепи.
Нельзя проводить работы в помещениях, где находятся легковоспламеняющиеся предметы.
Обязательно наличие вентиляции в комнате, чтобы избежать отравления газами.
Правила техники безопасности НЕОБХОДИМО соблюдать, так как при работах в домашних условиях возрастает риск получить травму.
Необходимое оборудование
Для работы по алюминию необходим комплекс оборудования, материалов и приспособлений.
Источник сварочного тока
Применяются инверторные сварочные источники, работающие в импульсном режиме. Современные аппараты имеют преднастроенные режимы для работы с различными сплавов и заготовок разной толщины и формы.
Сила тока может достигать 350 ампер.
Вольфрамовые электроды
При сварке алюминия используются лантановые электроды с белой маркировкой. применяют также и электроды из чистого вольфрама, помеченные зеленой маркой.
Неплавкие электроды не расходуются в ходе работы, они служат для создания сварочной электрической цепи.
Защитные газы
Применяются следующие защитные газы, предотвращающие контакт расплавленного металла с кислородом, азотом и водяными парами воздуха:
- гелий
- аргон
- аргонно-гелиевые смеси.
Гелий обладает наилучшими эксплуатационными характеристиками, но он дорог в производстве. Поэтому гелий применяют для работы над самыми ответственными конструкциями и изделиями.
Чаще используют аргон, он существенно дешевле, но позволяет добиться высокого качества шва. Для удешевления технологии используют также аргонно- гелиевая газовая смесь.