Содержание
Несеребреные припои
Применять свинцовый припой при пайке серебряных ювелирных изделий, специалисты категорически не советуют. Такой метод не принесёт желанного результата. К тому же следы свинцового припоя будет трудно удалить.
Есть здесь и ещё один важный момент — многие украшения из серебра имеют постоянный контакт с телом, так как их надевают весьма часто. А свинец очень токсичен и способен впитываться через кожу, что несёт весьма негативные последствия для организма.
Что касается , то здесь не всё так однозначно. Теоретически спаять серебро таким припоем можно, но шов, скорее всего, получится не очень аккуратным, вещь может утратить свою былую эстетичность.
Со временем олово потемнеет, и зона пайки будет очень заметна. Если понадобится новая пайка, и она будет сделана, допустим, в ювелирной мастерской серебряным высокотемпературным припоем, олово попросту сгорит.
Безусловно, пайка может понадобиться не только ювелирным изделиям, но и, например, серебряным элементам электронных печатных плат. В этом случае технология пайки требует обязательного применения припоя ПОС-60, в котором содержится 60% олова и 40% свинца.
Данный припой выпускается в виде тонких трубочек со смолой, которая выполняет функцию флюса (то есть дополнительно покупать или приготавливать флюс нет необходимости).
Соединение с другими металлами

При спайке разнородных составов, например, пайке нержавейки с медью или бронзой, необходимо внимательно изучить свойства соединяемых металлов. Основная проблема заключается в подборе температурных параметров, поскольку заготовки обладают различными условиями плавления.
Независимо от типа металла, необходимо тщательно очистить контактную зону.
В качестве рабочего инструмента можно использовать паяльник или горелку.
Рабочая температура горелки выше, что позволяет использовать ее вместе с твердыми припоями.
В случае отсутствия серебряного припоя можно использовать составы на основе латуни. Это снизит качественные характеристики соединения, зато позволит сэкономить на расходных материалах, поскольку латунь дешевле серебра.
Отличия пайки металла от сварки
Существует два основных метода скрепления двух металлов: cварка и пайка. В первом случае элементы скрепляются за счет расплавления кромки металла. Это может быть как нагрев, так и скрепление при помощи нагнетания давления. В случае пайки заготовки скрепляют между собой при помощи присадочного материала – припоя.

В некоторых случаях пайка является более щадящим и экономичным способом скрепления заготовок. Также пайка обладает рядом преимуществ:
- Обе детали не нагреваются да температуры плавления. Таким образом получается сохранить их физические и химические свойства.
- Заготовки не требуют тщательной очистки и обработки, как это требуется при сварке.
- Оборудование для пайки стоит намного меньше, чем сварочные аппараты.
- Возможность изготовления сложных узлов и конструкций.
- Прочность полученного стыка. Детали не гнуться и не деформируются после спаивания.
Рассмотрим подробнее методы пайки разных металлов.
Какие металлы прочнее всего между собой паяются
В отличие от сварки, в пайке основным показателем качества готового изделия является не марка стали или металла, а выбор припоя, а также технологии формирования самого шва пайки. Так что тут вопрос скорее про то, на какой металл какой припой липнет лучше всего. Конечно, чем ближе по составу и плотности припой и металл, тем лучше будет адгезия. В итоге все сводится к выбору правильного припоя для каждого случая в отдельности.
А еще нужно следить, чтобы при соединении двух металлов не образовывалось электропары. Иначе соединение будет ржаветь и разрушаться от малейшей влаги. Так что тут будет уместна таблица совместимости при соединении цветных металлов между собой.
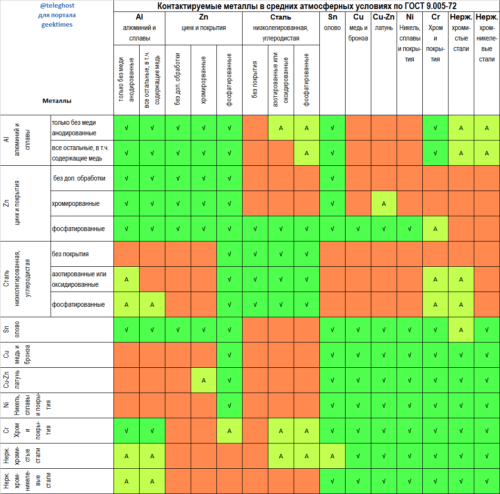
Буква «А» в таблице совместимости означает «ограниченно допустимый в атмосферных условиях».
Приведу еще несколько простых советов:
- Выбирайте более тугоплавкие припои.
- Тщательно зачищайте стыки скрепляемых деталей. Обрабатывайте наждачной бумагой не только сам шов, но и 0,5 — 2 см около стыка по поверхности металла.
- Залуживайте и запаивайте внахлест. Таким образом, вы увеличиваете общую площадь скрепления двух или нескольких деталей.
Техника безопасности при пайке стали в домашних условиях
Часто пренебрежение элементарными правилами работы с электрическими или горючими приборами приводит к потере здоровья или порче имущества.

Настоятельно рекомендую соблюдать технику безопасности при пайке:
- Держите паяльник на металлической площадке или специальном держаке, который отводит нагретое жало инструмента от плоскости стола.
- Выключайте паяльник от сети сразу после окончания работ.
- Проверяйте качество подключения газового баллона к самой горелке. Не допускайте утечек газа.
- Работайте в хорошо проветриваемом помещении.
- Не оставляйте горелку во включенном состоянии, если вы уже закончили работу.
- Уберите любые легковоспламеняющиеся вещества из рабочей зоны.
- Не хватайтесь голыми руками около нагретого шва. Вы можете получить ожог.
- Не трогайте пальцами припой, чтобы проверить прочность шва.
Соблюдая данные меры можно избежать травм, а также сохранить имущество в целостности. Паяйте с удовольствием и знанием дела!
Источник
Простая пайка проводов
Первый пример это припаивание проводов.
Что потребуется
Для снятия изоляции с проводов понадобится стриппер.
С помощью него можно быстро удалить изоляцию. Бокорезы, кусачки, нож, зубы или паяльник не смогут так же легко справиться с этой задачей.
Для пайки проводов подойдет жидкая канифоль, или ФКЭТ.
Жидкая канифоль лучше всего обволакивает жилки проводов. Она дешевая, практичная и удобная.
Какое жало лучше выбрать
Для проводов нужно много припоя. Мини волна практичнее всего для пайки любых проводов, чем обычный конус или плоское жало.
Пошаговый процесс
Стриппером снимаем изоляцию, скручиваем провода.
Наносим флюс на спаиваемые провода, берем припой на жало. Температура жала не больше 300 °C.
Несколькими движениями вперед и назад лудим скрученные провода. Если припой образовался в комочки, то добавляем ждем остывания место пайки, чтобы не повредить кисточку. Добавляем еще флюс и снова проводим по месту пайки паяльником. Припоя не должно быть много или мало.
Лучше всего залудить оба провода перед спаиванием вместе, однако не получится надежно их скрутить. Поэтому, легче сразу сделать скрутку и затем спаять их.
Основная проблема при ремонте наушников это стойкая изоляция проводов.
Особенности залуживания проводов
Чтобы залудить такие провода, необходимо с помощью припоя и канифоли тщательно пройтись по месту пайки.
Для пайки понадобится массивное жало, большая капля припоя и жидкая канифоль. Так же наносится флюс, но пайка немного другая. Теперь главная задача это сжечь изоляцию. Это можно сделать при помощи большой капли припоя. Продольными движениями вперед и назад проводим припой по месту пайки. Изоляция сжигается медленно. Не нужно повышать температуру выше 300 °C и использовать кислоту. Если не получается залудить, то пробуем снова, но уже вместо канифоли используем ЛТИ-120. Этот флюс поможет залудить провода не хуже паяльной кислоты.
Применение олова для пайки
Для пайки металлов могут использоваться разные материалы, но проводить соединение элементов оловом намного проще и удобнее.
Оловом можно соединять детали из нержавейки, алюминия, меди, а также ее сплавов.
Олово расплавляют при температуре 2500, с этой целью могут применяться разные нагревательные приборы:
Разогревается газовой горелкой.
Электрический паяльник – в комплекте имеет сменные жала различных размеров и форм. Конструкция собрана из паяльного стержня и нагревательной спирали, которая может иметь разную мощность нагрева.
Газовая горелка – переносная конструкция представляет собой емкость с ручкой и соплом для образования огня разной интенсивности.
Как правильно паять оловом нержавейку?
Для пайки элементов из нержавейки рекомендуется применять активную паяльную кислоту, например, хлорид цинка или ортофосфорную.
Флюс наносится на поверхность нержавейки прямо перед началом пайки. Расплавленным оловом облуживают наконечник паяльника и начинают хорошо прогревать поверхность нержавейки.
Процедуру повторяют до тех пор, пока покрытие не станет равномерным. В процессе пайки можно использовать канифоль, которая позволит сделать поверхность гладкой, путем удаления с припоя окиси.
После того как пайка нержавейки завершена, изделие отмывают от остатков кислоты мыльной водой. Излишки канифоли легко удаляются в холодной воде.
Здесь стоит отметить, что качественно выполненная пайка будет иметь равномерную и гладкую поверхность.
Как правильно паять оловом алюминий?
Прежде чем паять алюминий, проводят зачистку поверхности с помощью наждачной шкурки, затем рабочую область обезжиривают органическим растворителем.
Для спаивания алюминия понадобиться паяльник с мощность 100 Вт, а также припой из олова – 95% и висмута – 5%. В качестве флюса можно применить стеариновую кислоту.
Так как изделия из алюминия плохо поддаются пайке по причине быстрого образования оксидного слоя после зачистки, необходимо соединяемую поверхность залить горячей канифолью.
Затем жалом паяльника берут припой и переносят его на рабочую часть, обработанную канифолью.
Выполнив, таким образом, лужение алюминия, спаивать поверхность станет легче, к ней при необходимости можно будет припаять даже провода меди.
 Каждый человек, которому приходилось работать с радиоэлектроникой, неоднократно использовал паяльник для решения своих задач, поэтому он знает, в чём заключается принцип работы подобного оборудования. Но из-за неприятного запаха, издаваемого при обработке конструкции с помощью классического припоя, а также существенных сложностей на разных этапах действия, такая технология не пользуется особым спросом и имеет ряд более простых аналогов.
Каждый человек, которому приходилось работать с радиоэлектроникой, неоднократно использовал паяльник для решения своих задач, поэтому он знает, в чём заключается принцип работы подобного оборудования. Но из-за неприятного запаха, издаваемого при обработке конструкции с помощью классического припоя, а также существенных сложностей на разных этапах действия, такая технология не пользуется особым спросом и имеет ряд более простых аналогов.
О пайке изделий из жести
 Припой ПОС-40 с каналом канифоли.
Припой ПОС-40 с каналом канифоли.
Данный процесс достаточно распространен в изготовлении металлических емкостей. Однако нередко в бытовых условиях можно столкнуться с проблемой соединения листов из жести. Важным моментом поставленной задачи является необходимость формирования надежного герметичного шва.
При пайке изделий из холоднокатаного листового железа с помощью оловянного припоя следует иметь в наличии сплав с незначительным содержанием станума, например ПОС-40 или ПОС-18, флюс, паяльник, шило.
Флюс применяется в качестве растворителя и окислителя. Таким образом, в данном случае смачивание и защита изделия осуществляется одновременно. В роли подобного материала отлично подойдет канифоль, соляная кислота или хлористый цинк.
Наиболее подходящий инструмент в осуществлении процесса спаивания – это обычный паяльник мощностью не менее 40 ватт.
Как спаять серебряную цепочку в домашних условиях

Серебряная цепочка может порваться в самый неподходящий момент, при этом не всегда есть возможность отнести ее к специалисту для ремонта. Если под рукой есть весь необходимый инструмент, то можно починить серебряную цепочку в домашних условиях, выбрав один из двух возможных способов.
Что представляет собой пайка серебряных изделий?
Прежде чем приступать к пайке серебра, рекомендуется заранее изучить физико-химические свойства металла, что позволит выполнить ремонт качественно и правильно. Температура плавления этого материала — 960 градусов. Данное значение является усредненным для всех металлов, которые популярны в ювелирном производстве.
Эта температура не всегда может быть точной, поскольку в сплавах может содержаться разное количество серебра
Поэтому важно правильно подобрать припой — прочное паяное соединение, которое специально разработано для чистых черных и цветных металлов, их сплавов. Все припои имеют специальную маркировку, которая состоит из букв и цифр
Последнее значение показывает количество благородного металла.
Сделанный серебряный припой своими руками образует шов, устойчивый к коррозии и механическим деформациям. Для обеспечения таких свойств рекомендуется выбирать материал с маркировкой ПСР2 или ПСР2,5. Такой припой имеет температуру плавления 240 градусов.
Пайка черных металлов
Качество скрепления стальных изделий зависит от нескольких факторов:
- марки стали;
- пористости заготовок;
- уровня очищенности стыковочного шва.
В качестве припоя выбирают оловянные или латунные сплавы. Их используют в зависимости от поставленной задачи. Более простой способ — использование олова. С ним проще работать, однако, конечный шов не будет обладать высоким уровнем прочности.
Припои на основе латуни намного прочнее, но для работы с ними потребуется особое оборудование.
Рабочий процесс на подготовительном этапе практически не различается. В обоих случаях детали зачищают от грязи и ржавчины. Фиксируют при помощи струбцин или тисков. В качестве флюса используют обычную ортофосфорную кислоту. После этого наступает этап самой пайки.
Пайка стали оловом
При пайке оловом подбирают паяльник мощностью от 100 Вт. Для получения качественного шва обе детали предварительно залуживают, после чего в готовый шов подают оловянный припой и завершают пайку.
Пайка стали латунью
Латунь плавится при температуре свыше 900 ˚С, поэтому для работы с таким припоем потребуется газовая горелка
Важно нагревать оба элемента равномерно. В противном случае латунь быстро расплавится
Она будет хорошо прилипать только на краях стальных заготовок (что может вызвать хрупкость и разрушение под напряжением), что поспособствует образованию трещин в конечном изделии.
Как проводить пайку дома: рекомендации
Инструменты и материалы для пайки.
В домашних условиях наиболее распространена пайка деталей радиотехники. Операция не вызывает никаких сложностей, ее может выполнять практически любой человек. Пайку всегда можно легко демонтировать, она отличается водоустойчивостью.
К негативной стороне можно отнести низкую прочность. Нет совместимости с другими металлами. Пайка плохо переносит холод и высокую температуру.
Чтобы выполнять паяльные работы, необходимо иметь припой из легкого плавкого металла.
Припой изготавливается из сочетаний свинца с оловом. Благодаря наличию конкретного материала припои могут иметь разную температуру плавления. Именно это обстоятельство и предопределяет основную сферу их работы. Чаще всего пользуются припоем, у которого температура плавления достигает 200 градусов.
Дело в том, что флюс, обеспечивающий текучесть припоя, начинает быстро обугливаться. Иногда требуется проведение дополнительной зачистки. Пока припой полностью не остынет и не станет твердым, запрещается двигать детали.
Высококачественным признается уровень пайки, когда припой тончайшим слоем обволакивает место пайки.
Свойства медных сплавов
Медь является самым универсальным и доступным материалом. Положительные свойства металла обеспечивают широкое применение его сплавов во многих отраслях промышленного производства.
К таким свойствам относятся:
- Электропроводность меди является основным качественным показателем, который обуславливает ее повсеместное применение. Коэффициент электропроводности материала из меди превышает характеристики многих инженерных металлов. Добавление легирующих элементов и примесей в состав чистого металла уменьшает его проводимость, но значительно повышает прочность.
- Свойство теплопроводности, как и электрические характеристики, также зависит от процентного содержания примесей в медном сплаве.
- Коррозийная устойчивость меди определяется свойствами поверхностной пленки, которая малочувствительна к внешнему воздействию, поэтому и защищает эффективно основной металл от разложения. Медь устойчива к органическим кислотам, солевым и щелочным растворам, а вот азотные и неорганические кислоты способны разрушать структуру этого металла.
- Пластичность материала при его изготовлении или механической обработке (штамповке, прокатке) может значительно снижаться. Это свойство легко возвращается путем отжига металла, то есть его нагрева до 600–700 градусов с последующим охлаждением в естественных условиях.
- Внешний вид и цвет медных сплавов имеют характерный оттенок, который может существенно изменяться под воздействием погоды и атмосферных явлений. Медь имеет специфичный цвет от оранжево–розового оттенка до темно–бронзовой окраски. Атмосферное влияние может спровоцировать окрашивание поверхности вплоть до зеленого цвета. Некоторые медные сплавы широко используются в декоративных целях.
Хочется отметить, что процесс соединения разнообразных медных проводов не вызывает особой сложности, даже у людей, не имеющих опыта работы с паяльником. Поэтому полезнее будет остановиться на пайке металлических труб.
Что еще следует знать о пайке нержавеющей стали
В тех случаях, когда к паяным соединениям изделий из нержавейки предъявляются особые требования, могут использоваться специальные марки припоев, к числу которых относятся материалы, изготовленные на основе никеля и фосфора, а также никеля, хрома и марганца. Припои второй группы используют, в частности, в тех случаях, когда пайка выполняется в среде защитного газа, состоящего из смеси аргона с трехфтористым бором. При выполнении пайки по такой технологии в качестве припоя может использоваться и чистая медь, которая хорошо смачивает металл и формирует надежное соединение.
При использовании медного припоя место пайки будет отличатся от нержавейки характерным желтым цветом
Припои, изготовленные на основе никеля, позволяют получать соединения, отличающиеся высокой прочностью. Между тем есть у таких материалов и недостатки, к которым следует отнести невысокую пластичность. Именно поэтому такой присадочный материал не используют для соединения элементов конструкций из нержавейки, которые будут подвергаться ударным и вибрационным нагрузкам в процессе своей эксплуатации. Кроме того, паяный шов из такого материала очень критично относится к низким температурам. Пайку припоями никелевой группы, которые плавятся при температуре, превышающей 1000°, можно выполнять в среде сухого водорода, аргона и в вакууме.
Таким образом, пайка изделий из нержавейки (габаритных труб, эксплуатируемых под давлением, посуды, предметов мебели или интерьера) имеет свои нюансы, которые обязательно следует учитывать при выборе как режимов пайки, так и расходных материалов. Существует множество справочников, руководствуясь которыми, можно оптимально подобрать все необходимые материалы и получить качественное, надежное и красивое паяное соединение.
Как соединить нержавеющие детали: оптимальная техника
Сначала необходимо оборудовать рабочее место. Стол должен быть стальным или иметь негорючую поверхность. Главное, чтобы он был ровным. Кроме того, нужно сделать качественную вытяжную вентиляцию. В свою очередь, чтобы спаять в домашних условиях несколько изделий в одно, надо покрыть их части оловом и зафиксировать между собой. Следующий шаг — одновременно нагреть детали, чтобы раскаленный припой соединился. Вероятно, олово придется добавлять в зону пайки, внося его на жале паяльника.
После этого нужно прогреть всю поверхность и, если припой лег качественно, необходимо положить детали на ровную поверхность. Изделие из нержавеющей стали, собранное из двух или более частей, нельзя шевелить до тех пор, пока соединения полностью не застынут. Лучше спаиваемые детали закрепить крепежными приспособлениями (например, струбцинами или тисками).
Три технологии
Существует три технологии пайки железа оловом:
- паяльником. Для этого придется использовать мягкие припои с большим содержанием свинца;
- паяльной лампой. Здесь потребуются твердые припои с большим содержанием олова;
- электрическая пайка железа.
Первый способ применяют в том случае, если железо не будет в процессе эксплуатации подвергаться большим нагрузкам. Второй – это лужение железа оловом, когда оловянный припой наносится на поверхность металлического изделия и растирается по всей его плоскости тонким слоем.
В этой технологии обязательно применяется флюс для пайки. Третий вариант используется в производственных масштабах, для чего применяется специальное оборудование.
Рубрика вопрос — ответ
Можно ли припаять серебро обычным паяльником оловом?
Мнение эксперта
Гришанов Михаил Петрович
Ювелир, директор мастерской «Гришанов и Ко»
К сожалению, пайка серебра оловом не осуществляется из-за разной плотности металлов. Олово способно соединить кромки, но даже при малейшем механическом усилии украшение снова разрушится.
Как отремонтировать серебряную цепочку своими руками дома, это реально?
Мнение эксперта
Прибрежный Геннадий Валентинович
Ювелир 6-го разряда
Необходимо купить специальные инструменты и принадлежности, обеспечить себе рабочее место и безопасность проведения работ, воспользоваться руководством и выполнить ремонт самостоятельно.
Особенности пайки
Серебряный материал имеет температуру перехода в жидкое состояние +960 °С, что ориентировочно на 100 °С ниже, чем показатели меди, а также золота. Помимо этого, входящие в сплав металлы также отличаются температурными значениями плавления.
Эти показатели учитываются при выборе припоя. Он маркируется буквами, а также числовыми показателями. Именно цифры указывают на процентную составляющую серебряного материала в припойном сплаве.
Для примера можно привести припой ПСр-10, в котором на серебряную часть приходится 10 %.
Важно
До того как начинать паять серебро в домашних условиях нужно помнить, что чем выше требуется прочность соединения, тем большее количество этого металла должно находиться в припойном материале.
Титановые предметы возможно запаять исключительно чистым серебряным металлом.
Оловянно-свинцовистый припой ПОС-40, с оловом в составе 40 % можно заменить серебряной припойной массой с количеством серебра 2,5 %, оставшаяся часть которой содержит свинец.
Эти сплавы обеспечивают высокую прочность соединений и превосходную коррозионную защиту. Чтобы надежно спаять серебро небольших размеров, следует использовать тугоплавкий припой, имеющий температурную величину плавления порядка +240 °С.
К ним относится специальная паяльная паста, а также сплавы ПСр-2,5 или же ПСр-2.
При самостоятельном изготовлении припойных соединений необходимо придерживаться следующих пропорций металлов: серебро – 45 %, медная часть – 25 %, цинковая составляющая – 30 %.
Эти вещества переплавляются в муфельной печи, после чего отливаются на заранее подготовленную подложку. Окончательная обработка выполняется путем пропуска металла через специальный станок вальцовочного типа. Это необходимо для получения небольших пластин с серебром толщиной до полумиллиметра.
Пайка серебра невозможна без использования специальных флюсов. Они выполняют защиту места соединения от окислов путем изолирования соединяемого участка от воздействия воздуха. В бытовых ремонтах используется состав из поташа с бурой в одинаковых пропорциях. Вместо поташа допускается использование технической или же пищевой соды.
Водный бурный раствор требует предварительной сушки. Данная процедура выполняется на домашней газовой плите. Жидкость должна находиться в специальной емкости для выпаривания (можно фарфоровой).
После получения кристаллической массы, бура остужается и измельчается. Полученный порошковый состав смешивается с содой или поташом.
Совет
Удаление флюсовых остатков после соединения изделий производится подогретым кислотным слабым раствором.
Соединение ювелирных изделий маленького размера удобно проводить газовой горелкой. Она обеспечивает необходимое удобство, а также высокое качество соединений. Для нее необходим всего лишь небольшой баллончик с газом и умение обращаться с данным инструментом.
В каких случаях паять феном не получится
Паяльный фен как правило достигает мощности не боле 500 Вт. Чем меньше мощность, тем меньше можно прогреть площадь платы.
С помощью паяльного фена не получится адекватно выпаять массивные детали, компьютерные BGA микросхемы (мосты, CPU, GPU). Фен не сможет прогреть такие площади.
Для массивной платы необходим нижний подогрев. Чаще всего это плита, которая нагревается до 100 – 200 °C. Печатную плату получится равномерно прогреть. А с помощью фена довести до плавления припоя.
Так же можно использовать строительный фен. Он имеет большее сопло, и его мощность может быть до 3000 Вт. Однако, строительный фен тоже не выход. Из-за того, что греется только деталь и небольшое окружающее пространство вокруг, после пайки плата деформирмируется от высокой разницы нагрева, тем самым отрываются выводы от площадок (особенно это кается больших BGA деталей).
Как припаять медный провод к металлу?

Уважаемые посетители!!!
Для проведения ремонта любой бытовой техники, мы непосредственно сталкиваемся с такой проблемой,- как самому припаять провода? В теме Вы ознакомитесь с материалами для паяния, с паянием меди с алюминием и паянием меди с железом.
Что к чему можно паять?
Не получится паять алюминий или ржавый металл, хромированные объекты, так как на поверхности элементов формируется оксидная пленка, которая будет препятствовать процессу соединения. Выполнять пайку подготовленных поверхностей можно из:
- железа и нержавеющей стали;
- меди, олова и латуни;
- цинка и никеля;
- серебра.
Как производится пайка стали?
Процесс любой пайки производится в три этапа: очистка соединяемых поверхностей от оксидных пленок, нагрев до температуры плавления припоя, нанесение припоя (пайка).
Так как к стали припаять олово? Что бы выполнить пайку стали необходимо выполнить следующие шаги:
- С поверхности соединяемых частей убрать посторонние материалы, стружку. Для этого можно использовать металлическую щетку или наждачную бумагу.
- В зоне соединения, на поверхности частей, необходимо нанести флюс (например, BS-35, при пайке обыкновенной стали, и BS-45, при пайке нержавеющей стали).
- Нагреть детали до требуемой температуры, соединить и нанести припой.
- С помощью воды или специального химического очистителя удалить остатки флюса. Если этого не сделать, то на месте пайки появится ржавчина, так как в состав флюса входит хлорид.
Типы нагревателей
Выбор типа нагревателя зависит от размеров и толщины запаиваемых стальных элементов.
Если необходимо выполнить пайку стальной проволоки или тонких листов, то можно воспользоваться паяльником с хромоникелевым или керамическим нагревателем, подобрав соответствующую мощность, или же паяльником без нагревателя, который можно разогреть горелкой или на обычной газовой плите.
Если необходимо выполнить пайку толстых листов стали, то для нагрева придется воспользоваться газовой или бензиновой горелкой. Во время работы паяльника, на жале будет образовываться окисление, которое будет снижать температуру паяльника.
Для очистки можно воспользоваться либо простой наждачной бумагой, либо специальным очистителем, например, ST-40. Если наконечник паяльника покрыть припоем, то это обеспечит более широкий диапазон теплопередачи и повысит эффективность пайки.
Выбор припоя
Припой – это сплав олова и свинца в определенном соотношении. Соотношение пропорций сплава определяет температуру плавления и вязкость получаемого сплава. Припой подбирается согласно требуемым характеристикам соединения и видам соединяемых материалов. При пайке стали следует использовать без флюсовые припои, а флюс наносить отдельно.