Содержание
Раструбная технология сборки пластиковых трубопроводов
Фиксация указанным методом оправдана только при эксплуатации в системах низкого давления. Вставка в раструб обеспечивает быстрый и лёгкий монтаж, подходит для канализационных и дренажных инженерных систем.
Концы труб в месте монтажа должны иметь точно подогнанный диаметр.
Секция с раструбом, соответственно, вставляется в конец трубы с уплотнителем. Для проведения работ не потребуются наличие специальных знаний или закупка специальных фитингов.
Порядок сборки трубопроводов загонкой в раструб
Для устранения возможных диаметральных погрешностей в стыкуемых секциях в раструбном наконечнике имеется резиновое кольцо. Задача этого элемента обеспечить герметичность при механическом воздействии на трубопровод.

Сборка различных полипропиленовых трубИсточник www.uponor-usa.com
Для облегчения самого процесса загонки применяют смазку. Состав наносится на гладкую часть концевого среза. Контроль процесса стыковки осуществляется при помощи маркировки. Так пользователь не загонит трубу слишком глубоко и не повредит секцию.
Нормированное погружение раструба позволяет не только обеспечить экономию материала, но и соблюсти стандартный зазор, что необходимо для компенсирования нагрузок при линейных расширениях — явлениях, которые возникают при разнице температур.
Виды пластиковых труб, тонкости процесса спайки
Понятие «пластиковые трубы» объединяет в себе ряд изделий, которые имеют различие в использовании и химическом составе. Выделяют следующие виды:
- Поливинилхлоридные (ПВХ). Рекомендуются для холодного водоснабжения. Легкие, прочные. Используются для прокладки в открытом виде.
- Полипропиленовые (ПП). Выдерживают высокие температуры, давление, предназначены для транспорта горячих жидкостей и в отопительных системах. Соединения отдельных элементов осуществляют пайкой пропиленовых труб.
- Полиэтиленовые(ПЭ) . Гибкие, эластичные, при нагревании становятся мягкими. Бывают высокого (ПВД) и низкого давления (ПНД). Используются для холодной воды.
- Из сшитого полиэтилена (РЕХ). Легко изгибаются, выдерживают механические нагрузки, высокие и низкие температуры. Предназначены для горячего и холодного водоснабжения.
- Металлопластиковые. Многослойные. Используются для питьевого водопровода и отопления.

Пайка пластика обеспечивается термопластичностью материала. При нагреве он становится мягким, как пластилин, отдельные фрагменты легко соединяются при взаимном прижатии. Остывание приводит к образованию прочного стыка, который не пропускает жидкость.
В процессе пайки имеет место полифузия – взаимное проникновение молекул. Так как шов образуется из материала изделий, его химическая формула равна формуле материала и сохраняет его физические свойства. В стыке нет границы между элементами, чем объясняется его прочность.
Таблица пайки полипропиленовых труб и температура их нагрева
Одна из основных задач монтажника при проведении стыковочных работ — точно выдержать время сварки полипропиленовых труб. Отклонение от временных интервалов в ту или иную сторону, как правило, приведет к двум основным неприятностям:
- оболочки свариваемых труб недостаточно прогреются, в результате не произойдет диффузионное соединение и в процессе эксплуатации трубы расстыкуются – возникнет утечка воды и затопление помещения.
- Трубные оболочки перегреются и в месте стыка торцов образуется наплыв — это сузит проходной канал, увеличит гидравлическое сопротивление линии, приведет к финансовым потерям в индивидуальном водоснабжении или отоплении из-за плохой проводимости магистрали.
Любому монтажнику при проведении работ полезна таблица температур для пайки полипропиленовых труб, указывающая время нагрева оболочек паяльным прибором. Необходимость таблицы связана с тем, что трубы больших диаметров имеют более высокие площадь нагреваемой поверхности, массу и объем, соответственно для их прогрева в сравнении с небольшими изделиями при одинаковой температуре требуется больше времени.
При составлении таблицы основным критерием служила определенная экспериментальным путем оптимальная температура сварки полипропиленовых труб, равная 260 °С.

Рис. 8 Таблица пайки полипропиленовых труб
Также в инструкции на любой сварочный аппарат присутствует таблица, в которой отражено время пайки полипропиленовых труб в состыкованном положении. Аналогично времени нагревания трубных оболочек, время удержания соединенных деталей вместе также возрастает с увеличением их диаметров.
При проведении работ по пайке полезно знать, при какой температуре паять пластиковые трубы, ведь состояние окружающей среды существенно влияет на скорость остывания соединяемых деталей, и если воздух слишком холоден, табличные данные будут указывать некорректные значения. При проведении монтажных работ допустимой нижней температурной границей является показатель -10 °С, а оптимальной считается температура окружающей среды в помещении или на улице от 0 до +25 °С.
Пояснения к таблице
- Глубина нахлеста, это расстояние, на которое погружается одна труба внутрь другой
- Время разогрева – труба прикладывается к паяльнику с установленной температурой
- Время соединения – насколько долго можно двигать трубы относительно друг друга при стыковке
- Время остывания – набор установленной прочности соединения
- Температура пайки устанавливается с учетом погодных условий.
Особенности пайки армированного полипропилена
Теперь понятно, как проводится спайка труб из полипропилена с толстыми стенками. Будет полезным узнать, как правильно спаять пропиленовые изделия для отопительной системы с канифолью. Отличие в спайке армированных элементов от обычных заключается в том, что с каждого участка соединения нужно убрать фольгу из алюминия. Иначе качество спайки будет плохим.
Затем спайка выполняется как обычно. Если же слой алюминия расположен внутри полипропилена, то применяется специальный торцеватель. Он забирает с торца элемента слой материала внутри и сравнивает торец изделия, создавая крепкое соединение. В той ситуации, если трубопровод армирован стекловолокном, спайка элементов ничем не отличается от работы с трубами, которые не имеют армирования.
В процессе работы следует учесть такие особенности:
Высококачественная пайка может получиться только на сухих изделиях. Присутствие капель влаги может окончательно испортить крепление.
Насадки на паяльнике должны быть прикреплены очень плотно. Если этого не сделать, то оборудование быстро испортится.
При нагревании полипропилен слегка сжимается, поэтому длина отрезка трубопровода может сократиться на 1 мм
Важно сделать при расчётах небольшой запас по длине.
Трубопроводы правильно соединять горизонтально. Так получится предотвратить непроизвольные сдвиги соединяемых элементов.
Полиуретановые трубы обладают отличными эксплуатационными качествами
Чтобы сделать пайку по вертикали, паяльник должен вертикально держать мастер, а его помощник — соединять отрезки труб
Важно не перегревать паяльник, так как уже при температурном режиме 270ᵒС пластик может начать разрушаться. Если требуется соединить между собой полипропилен и металл, то применяют комбинированные фитинги
К одному концу изделия прикрепляется труба из металла, а другой его конец припаивается к полипропиленовому изделию. В помещении, где идет работа по монтажу полипропиленового трубопровода, должна удерживаться положительная температура.
Труба полипропиленовая 50 мм: технические характеристики
Любая водопроводная система имеет собственные технические параметры, из которых особенно важны температура носителя и давление.
- PN 10 – для обеспечения холодного водоснабжения (до +20 °С) и теплых полов (до +45 °С), номинальное рабочее давление 1 МПа (10,197 кгс/см2);
- PN 16 – для холодного водоснабжения и горячего водоснабжения (до +60 °С), номинальное рабочее давление 1,6 МПа (16,32 кгс/см2);
- PN 20 – для организации горячего водоснабжения (температура до +95 °С) под номинальное давление 2 МПа (20,394 кгс/см2);
- PN 25 (армированные) – для горячего водоснабжения и центрального отопления (до +95 °C), номинальное давление 2,5 МПа (25,49 кгс/см2).
Производятся и фитинги из полипропилена. Комбинированные переходники, оснащенные латунной никелированной вставкой с наружной или внутренней резьбой, предназначены для подсоединения полипропиленовой трубы к металлической и хорошо подходят для использования при любом давлении.
Без сомнения, изобретение высокотемпературного полипропилена «Рандом сополимер» (тип 3) и его внедрение в производство стало событием мирового значения в сфере усовершенствования пластиков. Устойчивый к механическим повреждениям и легкий сополимер из ряда термопластов обладает химической стойкостью, не разрушаясь при контакте с большинством растворителей щелочного и кислотного типа.
Исключительно важна возможность его эксплуатации в широком диапазоне температур: от -10 °C до +90 °C. Он выдерживает кратковременное повышение температуры и до +110 °С. Полипропиленовая труба не разорвется при замерзании в ней воды, так как она, в отличие от металлической, обладает пластичностью.
«Рандом сополимер» получен путем добавления в молекулярную цепь полипропилена молекулы этилена. Эта модификация улучшила новый материал, повысив его эластичность, высокотемпературную прочность, вязкость, что значительно расширило возможности его использования.
Сегодня всеми признано, что полипропилен марки «Рандом сополимер» PPRC, несомненно, ценнейший материал этого ряда. Он не оказывает отрицательного воздействия на природу: не выделяет токсинов в окружающую среду, может утилизироваться без использования опасных для экологии веществ.
Фитинги и трубы белого и серого цветов производят исключительно из полипропилена лучшего качества марки FD, выпускаемого всемирно известным финским производителем BOREALIS RA 130E.
Основные физико-механические характеристики материала PPRC (тип 3):
| Наименование | Методика измерений | Величина |
| Плотность | ГОСТ 15139 | 0,9 г/см3 |
| Температура плавления | ГОСТ 21553 | +149 °С |
| Предел текучести при растяжении | ГОСТ 11262 | 24-25 Н/мм2 |
| Предел прочности при разрыве | ГОСТ 11262 | 34-35 Н/мм2 |
| Относительное удлинение в момент достижения предела текучести | ГОСТ 11262 | 50 % |
| Коэффициент линейного расширения | ГОСТ 15173 | 0,15 мм/м°С |
| Теплопроводность при +20°С | DIN 52612 | 0,24 Вт/м°С |
| Удельная теплоемкость при +20°С | ГОСТ 23630 | 2 кДж/кг°С |
Срок службы различных типов полипропиленовых труб в водопроводных системах в зависимости от рабочего давления и температуры:
| Температура (°С) | Срок службы (лет) | Тип трубы | |||
| РN 10 | РN 16 | PN 20 | PN 25 | ||
| Допустимое превышение давления, кгс/см2 | |||||
| 20 | 10 | 13,5 | 21,7 | 21,7 | 33,9 |
| 25 | 13,2 | 21,1 | 26,4 | 33,0 | |
| 50 | 12,9 | 20,7 | 25,9 | 32,3 | |
| 30 | 10 | 11,7 | 18,8 | 23,5 | 9,3 |
| 25 | 11,3 | 18,1 | 22,7 | 28,3 | |
| 50 | 11,1 | 17,7 | 22,1 | 27,7 | |
| 40 | 10 | 10,1 | 16,2 | 20,3 | 25,3 |
| 25 | 9,7 | 15,6 | 19,5 | 24,3 | |
| 50 | 9,2 | 14,7 | 18,4 | 23,0 | |
| 50 | 8,7 | 13,9 | 17,3 | 23,5 | 21,7 |
| 25 | 8,0 | 12,8 | 16,0 | 20,0 | |
| 50 | 7,3 | 11,7 | 14,7 | 18,3 | |
| 60 | 10 | 7,2 | 11,5 | 14,4 | 18,0 |
| 25 | 6,1 | 9,8 | 12,3 | 15,3 | |
| 50 | 5,5 | 8,7 | 10,9 | 13,7 | |
| 70 | 10 | 5,3 | 8,5 | 10,7 | 13,3 |
| 25 | 4,5 | 7,3 | 9,1 | 11,9 | |
| 30 | 4,4 | 7,0 | 8,8 | 11,0 | |
| 50 | 4,3 | 6,8 | 8,5 | 10,7 | |
| 80 | 5 | 4,3 | 6,9 | 8,7 | 10,8 |
| 10 | 3,9 | 6,3 | 7,9 | 9,8 | |
| 25 | 3,7 | 5,9 | 7,5 | 9,2 | |
| 95 | 1 | 3,9 | 6,7 | 7,6 | 8,5 |
| 5 | 2,8 | 4,4 | 5,4 | 6,1 |
Читайте материал по теме: Комплектующие для полипропиленовых труб
Классификация полипропиленовых труб и фитингов
При пайке своими руками многие опытные специалисты советуют использовать материалы высокого качества проверенных производителей. А в зависимости от применения трубы из полипропилена подразделяются на такие категории:
- под воздуховод и холодную воду;
- под горячую и холодную воду;
- под отопление и перекачивание агрессивных элементов.
А в зависимости от своего вида они имеют еще одну классификацию:
- толстенные конструкции, маркированные буквами PPR. Их используют под холодную и горячую воды при температуре 70 градусов максимум и при небольшом давлении. Они стоят не очень дорого, и легко поддаются пайке. Коэффициент расширения составляет сантиметр на метр, поэтому для системы отопления такие конструкции не подойдут;
- трубы, армированные алюминием (маркировка PPR-AL-PPR или PPL-AL-REX с внутренним слоем этилена). Используются для горячей воды, а также для установки систем отопления, коэффициент теплорасширения на них ниже. Они не деформируются под давлением, но во время пайки фольгированных моделей необходима зачистка труб при помощи шейвера;
- конструкции, армированные стеклопластиком, маркированные как PPR-FB-PPR, почти не отличаются от предыдущего, за исключением немного большего коэффициента теплового расширения. Однако зачищать их шейвером не нужно.
Распространённые вопросы и ответы по пайке полипропилена
Можно ли паять трубы одного производителя, а фитинги другого? Безусловно можно, однако хочется предупредить, что и муфты, и трубы следует использовать надлежащего качества. Не
стоит использовать детали безымянных производителей. В непрофессиональных магазинах часто продают трубы разных фирм, а фитинги одни и те же, от безымянного производителя. Я не
рекомендую использовать такую связку. В целом же ничто не мешает спаивать трубы и фитинги разных производителей, с разным армированием или без такового по разные стороны муфты.
Полипропилен липнет к насадкам — что делать? Первым делом нужно проверить реальную температуру на паяльнике — вполне возможно, что она не соответствует
температуре на термостате. Чаще всего расплавленный пластик начинает прилипать на поцарапанные насадки, поэтому их не следует чистить металлическими предметами. Насадку
можно почистить плотной бумагой или картоном, но обычно это не дает долгого эффекта. Если насадка начала активно загрязняться, то самым разумным выходом будет
приобретение новой.
Тем не менее, временно выйти из положения при слишком «липкой» насадке можно. Чтобы не испортить сварной шов и оставить насадку максимально чистой, во время снятия трубы
и фитинга с насадки их нужно немного прокрутить.
Можно ли гнуть полипропиленовые трубы? Гнуть их нельзя, ни при монтаже, ни после. Если существует необходимость изогнуть трубу во время монтажа — то следует использовать обводы или
комбинации из уголков. Справедливости ради стоит заметить, что слабое место у трубопровода на изгиб — это стык трубы и фитинга. Эта точка сопряжения обламывается при некотором
усилии на излом. Чтобы убедиться в этом, достаточно спаят пробную конструкцию из уголка и двух отрезков трубы по 50 см., и попробовать сломать эту «кочергу» руками.


Иногда случается потребность спаять узел с нестандартным углом. Напомню, что ПП уголки встпечаются только двух видов: 90 и 45 градусов, по крайней мере мне другие
не встречались. А что делать, если нужен поворот трубы иного градуса? Существует два известных мне метода:
При помощи двух уголков 45° можно сделать любой угол, изменяя угол поворота уголков относительно друг друга. Недостаток способа в том, что из-за нестандартного
поворота, соединение не будет в одной плоскости.
Второй способ — нарушать соосность трубы и фитинга на нескольких соединениях. Не стоит забывать, что прямолинейность в месте стыка трубы и фитинга не должна отклоняться
более, чем на 5°.


Как спаять трубы, если не держит кран? Категорически нельзя производить сварку, если в спаиваемом участке присутствует вода. Если по каким-либо причинам полностью перекрыть
воду не удаётся, нужно остановить её на время сварки. В интернете советуют затыкать трубу хлебным мякишем, но проблема в том, что мякиш тут же выдавливает вновь создающимся
давлением в трубе. Поэтому способ будет работать только тогда, когда есть возможность открыть для выхода воздуха участок до места спаивания. А когда трубы спаяны, мякиш легко
выскакивает при подаче давления.
Совет: если во время сварки было слышно шипение воды на насадке — узел лучше вырезать и переделать! Уж лучше потратить лишнее время при монтаже, чем исправлять и устранять
течь в будущем, с кучей вылезших проблем!

На этом фото видно, что у фильтра откручена заглушка и оттуда по тряпочке стекает лишняя вода. А в месте спаивания заткнут хлебный мякиш.
Благодаря открытому фильтру, у нас было чуть больше минуты, чтобы успеть совершить пайку, пока вода не выдавит мякиш.
Собственно на этом предлагаю закончить изложение информации. Планирую со временем расширить список распространённых вопросов о пайке полипропиленовых труб.
Оцените публикацию:
- Currently 3.85
Оценка: 3.8 (33 голосов)
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.
 Пример дефекта пайки, полученного в результате ошибочных действий. Мастер чрезмерно нагрел пластиковую трубу, которая, в свою очередь, деформировалась изнутри
Пример дефекта пайки, полученного в результате ошибочных действий. Мастер чрезмерно нагрел пластиковую трубу, которая, в свою очередь, деформировалась изнутри
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.
 Распространенная ошибка при пайке полипропиленовых труб – неплотное вхождение конца патрубка внутрь раструба. Труба должна входить до границы ободка или разметочной линии
Распространенная ошибка при пайке полипропиленовых труб – неплотное вхождение конца патрубка внутрь раструба. Труба должна входить до границы ободка или разметочной линии
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Трубопроводы из полипропилена, их достоинства
Полипропиленовые трубопроводы пригодны для горячего и холодного водообеспечения, отопления. Изделия, с армированным слоем из фольги, стекловолокна или алюминия выдерживают температуру до 95 С, давление 20-25 атм. Применяются для внутреннего водопровода и отопления, в системе подачи ее от магистрали.
Изделия обладают достоинствами:
- долгий срок эксплуатации;
- выдерживают высокие физические нагрузки;
- не разрушаются от влаги, агрессивных жидкостей;
- легкие, что облегчает их монтаж;
- низкая теплопроводность не снижает температуру теплоносителя;
- не ухудшают вкус и химический состав жидкости;
- имеют невысокую стоимость.
Эти характеристики полипропиленового трубопровода делают его популярном в современном строительстве и при ремонте водопровода в жилом фонде.
Паяльник с регулятором нагрева
Такой прибор дает возможность контролировать температуру его нагрева. Для сборки паяльника, кроме рабочей подошвы от утюга, готовят:
- терморегулятор, термопару, 2 наконечника;
- индикатор стрелочный со шкалой;
- проводники изолированные по 1 м длиной;
- вату асбестовую.
Наконечники специальной формы под вывод нагревателя и штуцер делают заранее или заказывают в токарной мастерской. С утюга снимают кожух, с подошвы убирают терморегулятор и все прочие детали, провода (останется только гладильная плита).
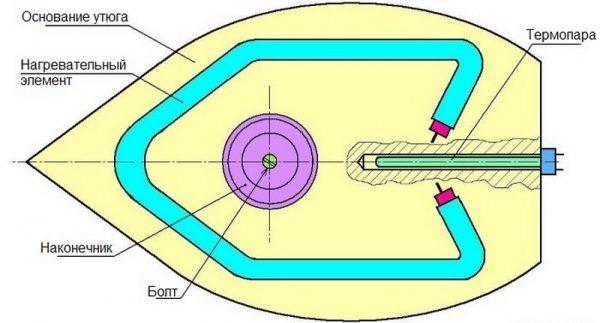
Дрелью просверливают дырки размером 6 мм в наконечниках, прикручивают их к корпусу со стороны носика болтами. С другой стороны подошвы делают отверстия для монтажа термопары.
К последней припаивают длинные провода. Аналогичную проводку подводят к нагревательной спирали, после чего все провода выводят через отверстие в рукоятке утюга.
В завершение работы пространство между плитой и кожухом заполняют асбестовой ватой, которая послужит теплоизоляционным материалом. Кожух ставят на место. Провода подсоединяют к сетевой вилке и терморегулятору по такой схеме, чтобы можно было установить температуру на 255-265 градусов (это позволит полипропилену расплавиться).
Коротко о главном
Легкие, прочные трубы из пластика легко соединяются с любыми материалами разными способами. Существуют разъемные и не разъемные методы монтажа:
- Первый вариант включает использование обжимных фитингов, резьбовых элементов, муфт.
- Второй вариант использует «холодную» и «горячую» сварку, склеивание. Соединение происходит при помощи специальных составов, например, паяльных лент и паст, клея, эпоксидной смолы или просто путем нагревания пластика до температуры плавления.
Выбирая, как соединить металлопластик с полипропиленом в домашних условиях, обратите внимание на технологию обжимных фитингов или резьбы с пластиковыми элементами. На сегодняшний день — это единственный способ соединить разнородные секции, например, чугун и пластик
С обжимными фитингами соединение труб можно, при необходимости, быстро обновить за счет замены деталей. Этого нельзя сказать о способе пайки
На сегодняшний день — это единственный способ соединить разнородные секции, например, чугун и пластик. С обжимными фитингами соединение труб можно, при необходимости, быстро обновить за счет замены деталей. Этого нельзя сказать о способе пайки.
Когда под рукой нет специального инструмента, могут быть использованы электрофитинги. Эти элементы после соединения быстро спаивают отдельные секции трубопровода.
Перед монтажом разъемным способом нужно подобрать фитинги к трубопроводу исходя из эксплуатационных характеристик (температуры, давления, размеров). Для систем отопления подходят фитинги с маркировкой ППГ.
«Горячий» метод стыковки: варианты сварки
При использовании этого способа применяют 2 варианта сварки:
- Пайка трубы к трубе, наиболее популярный метод.
- Сварка с плавлением соединительных муфт (переходников).
Первый способ используется при сварке труб диаметром более 40 мм. Второй — на трубах, имеющих диаметр от 16 до 40 мм. Фитинг в этом случае нужен не только для корректировки направления прокладки труб, но и как запас материала для плавления.
Различные конфигурации муфт (переходников)Источник education-web.ru
Конфигурации муфт подбирают, исходя из особенностей трубопровода. Встречаются следующие разновидности переходников:
- Уголки. Смена направления в какую-либо сторону.
- Тройники. Распределение подачи воды и смена направления.
- Муфты. Стыковка без смены направления.
- Обводные фитинги.
- Краны шаровые.
- Комбинированные изделия с включением металлопластика.
- С резьбой внутри труб или снаружи.
Лучшие недорогие паяльники для труб
В группу лучших, но недорогих моделей включены паяльники бытового класса, сварка пластиковых труб которыми ограничена бытовыми условиями (дом, гараж, дача или квартира). Характеризуются они более дешевыми ценами, «слабой» комплектацией, средними мощностными параметрами. Не исключены мелкие недочеты, такие как небольшой люфт, тонкая платформа без дополнительных креплений. Основные параметры, такие как температурный режим, тип свариваемых труб и фитингов, регулировка нагрева, не существенно уступают профессиональным паяльникам.
1. ELITECH СПТ 800
Паяльник ELITECH СПТ-800 обладает стандартной, привычной конструкцией и типичными параметрами. Мощность аппарата 800 Вт, комплектация урезана – отсутствуют ножницы для труб, рулетка и уровень. Набор насадок от 20 до 63. Это хороший бытовой сварочник, с помощью которого можно проложить трубопровод дома, в квартире, на даче, гараже. Ресурса внутреннего механизма более чем достаточно для нескольких лет неприрывного пользования. Однако бытовая модель паяльника не лишена минусов – ножка паяльника может быть с кривизной и ее придется дорабатывать. Индикаторы нагрева блеклые и на ярком солнечном свете малоразличимы.
Достоинства:
- надежный механизм;
- низкая стоимость;
- качественные кейс;
- хороший выбор насадок;
- среднее энергопотребление – аппарат можно пользовать без серьезной нагрузки на сеть;
- понятная и подробная инструкция.
Недостатки:
скудная комплектация.
2. СОЮЗ СТС-7220
Паяльники СОЮЗ уже несколько лет пользуются большой популярностью среди знающих мастеров. При минимально низкой цене эти устройства способны исправно работать не один год, без перегрузок и отказа. Здесь стоит отметить хорошую защиту от перегрева, быстрый и стабильный нагрев, качественное тефлоновое покрытие насадок. Удешевили паяльник за счет уменьшенной подошвы, где есть только два отверстия для насадок. В комплектации добротный кейс с металлическими защелками, одна отвертка и шесть хороших матриц диаметром от 20 до 63 мм. Стандартный диаметр отверстий на утюге позволяет докупать матрицы других диаметров.
Достоинства:
- низкая цена при хорошем качестве исполнения;
- наличие кейса;
- качественные матрицы;
- длинный сетевой кабель;
- гарантия 14 мес.
Недостатки:
- качество сборки и деталей паяльника хромает;
- большое энергопотребление – 2 кВт.
3. Kolner KPWM 800MC
Сварочник для полипропиленовых труб от Kolner на 100% является бытовым и подходит для сборки водопровода дома или полива на дачном участке. В подтверждение тому цена ниже аналога от СОЮЗ, урезанная комплектация и всего три насадки-матрицы диаметрами 20, 25 и 32 мм. Паяльник с максимально простой компоновкой не имеет регулятора температуры, укомплектован простейшей подставкой, которую пользователям часто приходится «дорабатывать напильником». При своей экономичности аппарат справляется с поставленными задачами и обходится дешевле, чем аренда инструмента.
Достоинства:
- лучший недорогой паяльник для труб на рынке;
- привычная конструкция;
- компактные размеры;
- скорость нагрева;
- хороший термостат и качественный прогрев заготовок.
Недостатки:
- матрицы только трех диаметров с бюджетным тефлоновым покрытием;
- нет регулировки температуры.
Проведение работ
Перед проведением работ необходимо подготовьте рабочую поверхность – отмерьте и отрежьте трубы, снимите фольгированное армирование, очистьте трубу от грязи и обезжирьте. Далее придерживайтесь нашей инструкции.
Соберите паяльник, нагрейте его до 270 0 С.
Наденьте трубу на металлическую муфту, а соединяющую деталь – на дорн паяльника. При этом пластик нагреется и станет мягким.
Снимите соединяющую деталь и трубу с нагревателя.
Не теряя времени соедините элементы друг с другом, прилагая незначительное усилие.
Следите, чтобы была соблюдена соосность и не допускайте искривлений.
В большинстве случаев диаметр трубы больше диаметра муфты или фитинга. При нагревании и последующем соединении образуется валик из расплавленного полипропилена, который и закрывает швы.
Старайтесь не передержать детали на нагревательных элементах паяльника. Оптимальное время для различных этапов монтажа указано в таблице.
Устройство паяльного оборудования
Конструкции паяльников для полипропиленовых труб могут отличаться в деталях, но основные их элементы одинаковы.
В состав оборудования входят:
- корпус;
- нагреватель;
- терморегулятор;
- насадки;
- подставка.
Корпус прибора обычно выполнен из металла, потому что пластиковые детали могут стать хрупкими из-за постоянного воздействия на них высоких температур, хотя встречаются модели и с прорезиненными ручками.
 Индикаторы нагрева и готовности в разных моделях паяльников могут иметь различный цветовой окрас, поэтому об их предназначении следует читать в инструкции
Индикаторы нагрева и готовности в разных моделях паяльников могут иметь различный цветовой окрас, поэтому об их предназначении следует читать в инструкции
Электронагреватель (ТЭН) имеет вид конусовидной металлической пластины или толстого стержня цилиндрической формы. Размеры ТЭНа зависят от потребляемой мощности и количества одновременно одеваемых на него насадок.
В электронагревателе в виде пластины имеется одно или несколько отверстий для крепления насадок. С увеличением их количества возрастает мощность паяльника и его стоимость. Стандартная температура нагревателя при сварке труб составляет 260 °С, но она может регулироваться.
Терморегулятор имеет вид круглой ручки, с помощью которой настраивается необходимая рабочая температура. Для контроля готовности паяльника к работе используются индикаторы (обычно красная и зеленая лампочки). При нагреве горит красный индикатор, а когда нагреватель достигает рабочей температуры, то загорается ещё и зелёный.
Насадки на плоский ТЭН имеют цилиндрическую форму и называются дорн и гильза. Дорн служит для нагрева внутренней полипропиленовой поверхности раструба, а гильза применяется для размягчения внешнего слоя соединяемой трубы.
 Насадки для сварочного аппарата должны иметь идеально ровное и гладкое основание – от этого зависит скорость их нагрева и стабильность температуры расплавляемого полипропилена
Насадки для сварочного аппарата должны иметь идеально ровное и гладкое основание – от этого зависит скорость их нагрева и стабильность температуры расплавляемого полипропилена
Сверху насадки имеют антипригарное покрытие, чтобы размягченный полипропилен к ним не прилипал. На каждый диаметр трубы имеются свои насадки. Обычно они идут в комплекте с паяльником в количестве 3-5 пар.
Для цилиндрических нагревателей используются хомутовидные насадки. Их максимальное количество на стержне паяльника зависит от длины нагревателя.
Подставки под сварочный аппарат существуют универсальные и индивидуальные.
По форме они могут быть:
- крестовые;
- U-образные;
- прямоугольные.
Универсальные подставки могут приобретаться отдельно и подходят под большинство паяльников, а индивидуальные имеют специальное крепление, предназначенное для конкретной модели или целой серии оборудования. Все подставки относительно компактны, но отличаются весом.
 Конструкция и внешний вид подставок могут быть различными, главное, чтобы они обладали необходимым для работы качеством – устойчивостью
Конструкция и внешний вид подставок могут быть различными, главное, чтобы они обладали необходимым для работы качеством – устойчивостью
 Наилучшая подставка имеет в основании прямоугольный металлический лист. Такая конструкция наиболее устойчива, но много весит и редко используется в портативных устройствах
Наилучшая подставка имеет в основании прямоугольный металлический лист. Такая конструкция наиболее устойчива, но много весит и редко используется в портативных устройствах
Изредка попадаются паяльники с нагревателями и подставками необычной формы, но массового распространения они не получили.
Технологический процесс пайки
Когда полипропиленовые (ПП) трубы подвергаются нагреву, материал становится мягким. При этом одновременно происходит стыкование частей трубопровода. Под давлением частицы размягченного полипропилена проникают в структуру смежной трубы. Когда действие источника высокой температуры прекращается, материал остывает. При этом получают цельную конструкцию, т. к. шов запаян по всей длине окружности. Надежность соединения на участке, где стыковались трубы, обеспечивается, если соблюдаются условия:
- полипропилен нагревается до определенной температуры (с учетом вида труб, толщины стенок);
- высокое качество соединения обеспечивается при условии, что стыкуются изделия из одного материала (применение труб с разной маркировкой не приветствуется);
- когда соединяются части трубопровода, торцы должны плотно прилегать друг к другу, можно регулировать их положение путем шлифовки края с помощью наждачной бумаги;
- из-за высокой скорости остывания ПП-изделия нужно выравнивать максимально быстро, потом не удастся исправить дефект.
Надежность соединения обеспечивается благодаря правильному применению оборудования, выбору качественных материалов. Тонкости и этапы выполнения пайки будут рассмотрены ниже.
Похожие записи:
 Какой бывает уголь для мангала и как правильно его выбрать?
Какой бывает уголь для мангала и как правильно его выбрать?
 Фотобокс своими руками
Фотобокс своими руками
 Как монтировать сэндвич-панели: горизонтальный и вертикальный способ
Как монтировать сэндвич-панели: горизонтальный и вертикальный способ
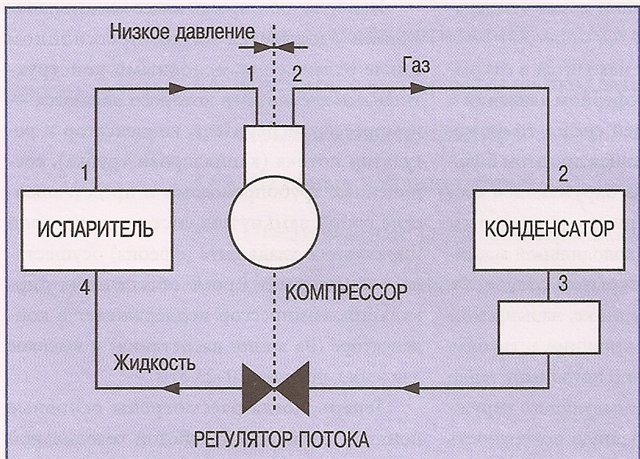 Что такое чиллер и как он работает
Что такое чиллер и как он работает
 Можно ли выводить вентиляцию на чердак в частном доме? лучшие варианты обустройства
Можно ли выводить вентиляцию на чердак в частном доме? лучшие варианты обустройства
 Очки с видеорегистратором: рейтинг лучших моделей и их параметры
Очки с видеорегистратором: рейтинг лучших моделей и их параметры