Содержание
Пайка алюминия в домашних условиях: принцип работы — Сварка
Процедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов.
Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Дополнительную трудность создает сам материал, имеющий низкий температурный порог плавления (+660 °С).
Применяя припой для пайки алюминия, особые сильнодействующие флюсы и соблюдая технологию, можно самостоятельно паять практически любые предметы из алюминия.
Пайка алюминия в домашних условиях – простое и безопасное занятие
Домашним мастерам довольно часто приходится сталкиваться с проблемой ремонта, а также изготовления изделий из алюминия. Если с механической обработкой проблем нет (металл легко пилится, обтачивается и гнется), то процесс соединения частей между собой вызывает трудности.
О сварке речь не идет, это вопросы масштабного ремонта. Чаще всего приходится паять детали традиционным способом.
- Наиболее частая проблема — прохудившаяся посуда, или отвалившиеся части бытовой алюминиевой утвари. Склеивание подходит не всегда, из-за низкой термостойкости и плохой эстетики шва. Заклепки не могут обеспечить герметичность. Остается пайка алюминия оловом.
- Еще одна необходимость качественного соединения — электроприборы. Довольно часто приходится соединять алюминиевые проводники с клеммами, или просто поверхностью электрооборудования. Сращивание проводов также будет надежнее, если вместо скрутки будет прочная спайка.
Как и любой металл, алюминий можно и нужно паять. Он обладает хорошей пластичностью и теплопроводностью. А вот с адгезией есть проблема. На открытом воздухе металл моментально покрывается прочной пленкой окислов, которая мало того, что является теплоизолятором, на нее практически невозможно нанести припой.
Поэтому качественный флюс для пайки алюминия — первый помощник в работе. С его помощью, также можно припаять алюминий к другим металлам.
Общие принципы пайки алюминия в домашних условиях
- Поверхность должна быть тщательно зачищена от краски, грязи и жирных жидкостей
- Место пайки шлифуется, все неровности желательно выровнять до глубины самого большого дефекта
- Между очисткой и нанесением флюса должно пройти минимальное время
- Необходимо правильно выбрать нагревательное устройство, в соответствии с объемом металла
- Алюминий обладает отличной теплопроводностью, температура рассеивается по всей площади, и нагретый участок будет быстро остывать
- Перед пайкой алюминий обязательно надо залудить. Под слоем припоя окислы не образуются.
Маленькие секреты. Если у вас под рукой нет специального флюса, можно воспользоваться абразивной защитой от моментального окисления поверхности:
- Энергично потрите место пайки кусочком кирпича. Образовавшуюся пыль не нужно сдувать. Наберите на жало паяльника большое количество обычной канифоли, и залейте ей место пайки прямо поверх кирпичной пыли. Затем облудите поверхность, сильно нажимая жалом паяльника на металл.Плоским срезом надо как бы втирать пыль в алюминий. Абразив сотрет тонкий слой окисла и обеспечит соединение с припоем. Можно использовать просеянный песок мелкой фракции.
- Еще один способ – использование железных опилок. Можно просто сточить толстый гвоздь среднезернистым напильником. Наливаем на место пайки жидкую канифоль и засыпаем опилками. Когда канифоль затвердеет – набираем припой на жало паяльника и интенсивно втираем его поверх опилок. Оловянное покрытие обеспечит моментальную защиту от окисления.
Соединение медных и алюминиевых проводов: несколько блиц-советов
И напоследок парочка советов для вас. Приняв их к сведению, можно не допустить ошибок с неблагоприятными последствиями.
Прежде всего, для того чтобы выполнить зачистку проводников, лучше отказаться от использования бокорезов, пассатижей или других инструментов с аналогичным принципом функционирования. Для перерезания изоляции, не касаясь тела провода, понадобится существенный опыт. Как показывает практика, зачастую целостность проводов все равно нарушается.
Дело в том, что алюминий является пластичным металлом, который не терпит перегибов, в особенности если поверхность не может похвастаться целостностью. Выполнять снятие изоляции следует с применением острого ножа – движением вдоль проводника. Этот процесс похож на заточку карандашей.
Выполнять снятие изоляции с алюминиевых проводов рекомендуется с помощью острого ножа.
Для выполнения залуживания проводников из меди нельзя использовать флюсы, содержащие кислоты, такие как соляная травленая кислота, хлористый цинк и т. п. Даже качественное очищение соединения в течение определенного времени не убережет его от процесса коррозии.
На заметку! Для исключения попадания воды в места соединения металлов можно применять специальную пасту. Такой состав предотвратит проникновение не только влаги, но и кислорода. Результатом становится совсем несущественное окисление алюминия. А за счет отсутствия влаги в точке соединения не развивается самый губительный процесс – электролиз.
Если речь идет о таком изделии, как кабель алюминиевый многожильный, перед его монтажом предстоит для того, чтобы достичь монолитного эффекта. Исключением могут выступать лишь зажимы пружинного типа и клеммные колодки, которые оснащаются прижимной пластиной.
Всевозможные дополнительные детали: гайки, шайбы и болты – должны быть выполнены из неоцинкованного металла. Суть в том, что разность потенциала меди и цинка гораздо более высока, чем разность пары медь-алюминий. Кстати, по этой же причине не нужно покупать чересчур дешевые колодки, произведенные неизвестной фирмой. Как показала практика, металлические детали в подобных колодках обладают именно оцинкованным покрытием.
Дополнительные детали, такие как гайки, шайбы и болты, должны быть изготовлены из неоцинкованного металла.
Вопреки распространенному совету, после того как медный и алюминиевый провод соединены, их нельзя обрабатывать составами с водоотталкивающим эффектом. Масло для автомобилей только с кожи удаляется трудно. Под воздействием воздуха, солнца и отрицательных температур защитное покрытие будет разрушено гораздо быстрее, чем было задумано. К тому же в составе некоторых смазок изначально присутствует несколько процентов воды.
Итак, теперь вам точно известно, что все же можно соединить медный провод с алюминиевым, причем делается это достаточно оперативно и легко. В статье представлены основные способы выполнения данной задачи как в помещении, так и на улице.
Однако, на вопрос о том, как соединить медные провода с алюминиевыми, однозначный ответ отсутствует. Все зависит непосредственно от условий и приспособлений, которые имеются поблизости.
Надеемся, данная статья помогла вам разобраться в вопросе о том, как правильно соединить медный и алюминиевый провод. Если же у вас все же остались вопросы о том, как соединять, видео, которое приведено ниже, поможет разобраться со всеми неясными моментами.
Пайка алюминия в домашних условиях: инструкция
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция https://www..com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Паяем алюминий и медь обычной горелкой.

Цена: $12.15
Перейти в магазин
Характеристики.
B-Zn98Al 381-400 Примерный состав (вес %): 2,4 Al – остальное Zn Температура плавления ºС: 430-440 Рабочая температура ºС: 440 Прочность на разрыв (МПа): До 100 (Al) Плотность (г/cм3): 7,0
Распаковка и внешний вид.
Белый пакет  Внутри зип-пакет с проволокой и инструкцией
Внутри зип-пакет с проволокой и инструкцией  Диаметр 2 мм, длина 3 метра. Немного жестче, чем алюминиевый пруток такого же диаметра.
Диаметр 2 мм, длина 3 метра. Немного жестче, чем алюминиевый пруток такого же диаметра.  Сделан в виде трубки, в центре которой можно разглядеть флюс. При многократном сгибании лопается вдоль.
Сделан в виде трубки, в центре которой можно разглядеть флюс. При многократном сгибании лопается вдоль.  Инструкция простая — греть поверхность и натирать припоем.
Инструкция простая — греть поверхность и натирать припоем. 
Переходим к практике.
Для начала проверил температуру плавления. При 360 ºС размягчается, но не очень текуч, а вот при 400 плавится как олово, так что температура плавления действительно ниже, чем у Castolin 192FBK.  Далее возьмем алюминиевую трубку, отпилим кусок и попробуем частично запаять
Далее возьмем алюминиевую трубку, отпилим кусок и попробуем частично запаять  И что-то идет не так. Припой собирается в шарики и скатывается по поверхности. Я встречал множество гневных отзывов от людей, получившись подобный результат, мол проще оплавить деталь, чем запаять щель в ней.
И что-то идет не так. Припой собирается в шарики и скатывается по поверхности. Я встречал множество гневных отзывов от людей, получившись подобный результат, мол проще оплавить деталь, чем запаять щель в ней.  Но нужно понимать, что флюс хоть и защищает от окисления, но не снимает многолетнюю оксидную пленку, так что обязательно необходимо зачистить поверхность, после чего процесс идет как по маслу
Но нужно понимать, что флюс хоть и защищает от окисления, но не снимает многолетнюю оксидную пленку, так что обязательно необходимо зачистить поверхность, после чего процесс идет как по маслу  Из-за флюса поверхность мутнеет.
Из-за флюса поверхность мутнеет.  Немного потер щеткой. Довольно неплохо, при желании можно снять лишнее.
Немного потер щеткой. Довольно неплохо, при желании можно снять лишнее.  Деталь хорошо прогрелась, та что припой протек и с внутренней стороны стыка.
Деталь хорошо прогрелась, та что припой протек и с внутренней стороны стыка.  Тестируем. При нормальной сварке разрыв не должен происходить по шву, так и получилось
Тестируем. При нормальной сварке разрыв не должен происходить по шву, так и получилось  Крупнее справа
Крупнее справа  И слева. Тут видно, что трубка начала рваться над швом.
И слева. Тут видно, что трубка начала рваться над швом.  Помимо алюминия можно паять и медь. У нее теплопроводность выше, так что процесс идет гораздо быстрее.
Помимо алюминия можно паять и медь. У нее теплопроводность выше, так что процесс идет гораздо быстрее.  Вид немного портит мутная пленка, но она легко убирается
Вид немного портит мутная пленка, но она легко убирается  Снизу так же хорошо протекло
Снизу так же хорошо протекло  Но соединение получается не такое прочное, как при работе с алюминием. Не без труда, но трубку удалось оторвать, при чем можно разглядеть, что сорвало верхний слой, как будто припой въелся на десятую миллиметра. Даже подумал, что трубка с медным напылением, но потер поверхность щеткой и она снова приобрела медный блеск.
Но соединение получается не такое прочное, как при работе с алюминием. Не без труда, но трубку удалось оторвать, при чем можно разглядеть, что сорвало верхний слой, как будто припой въелся на десятую миллиметра. Даже подумал, что трубка с медным напылением, но потер поверхность щеткой и она снова приобрела медный блеск. 
Итоги.
Заказал данный лот просто из интереса, но опыт получился занятным.
Температура плавления практически вдвое ниже температуры плавления алюминия, так что для работы хватит температуры обычной газовой горелки и риск оплавить деталь сводится к минимуму. Шов получается довольно прочным, так что это неплохая альтернатива аргоновой сварке, особенно если нет других вариантов, а результат нужен вот прям сейчас. Так же припой хорошо обволакивает поверхность, что позволяет легко устранять порывы трубок из цветных металлов и радиаторов в автомобилях, холодильном оборудовании. Правда у меня нет возможности проверить это под большим давлением, но 8 Атмосфер медная трубка из обзора выдержала. Запаивал торец и пропиленную щель сбоку. При желании можно использовать его для надежной спайки толстых медных или алюминиевых проводников. Но с крупными деталями может быть проблема. Во время прогрева места спайки, тепло будет отводиться на остальную часть корпуса, что заметно замедляет процесс и можно перегреть узлы, которые не должны перегреваться — втулки, сальники, прокладки.
Так же стоит упомянуть, что есть лоты с более низкой стоимостью, но в интернетах пишут, что «это обман и лучше данного образца в мире нет». Тем не менее я заказал еще пару в другом месте за $5, но что-то они не трекаются, может не получу их, но если доедут, сделаю небольшое сравнение — возможно и не стоит переплачивать.
Я не сварщик, так что извиняюсь если кого-то заденет моя терминология, старался объяснять «на пальцах» и просто хотел поделиться, вдруг кто-то как и я до некоторого времени не знал о существовании такого припоя )
Пайка алюминия с медью
Пайка алюминия всегда являлась достаточно сложным технологическим процессом, так как температура его плавления считается относительно низкой, а свойства соединения находятся на не самом высоком уровне. Пайка алюминия с медью становится еще более сложным и проблематичным процессом, так как медь туго плавится, хотя и нормально поддается пайке. Несмотря на сложность процесса, в нем периодически возникает потребность в различных производственных сферах и даже в домашней обстановке. В нормальных условиях, без каких-либо дополнительных средств и со стандартными материалами, получить качественное соединение и не повредить при этом металл заготовки будет практически невозможно.

Пайка алюминия с медью своими руками
Пайка меди с алюминием требует особого подхода, так как тут даже стандартный припой для пайки алюминия окажется неэффективным. Стоит сразу отметить, что у алюминия именно с медью получается большая конфликтность, так как со сталью процесс спаивания лучше. Этим пользуются многие мастера при создании сложных соединений. Необходимость в такой пайке возникает как при соединении труб или других крупных деталей, так и при контактах проводов, что с технической стороны происходит легче, проще и быстрее, так как нет больших нагрузок на конечное изделие.

Пайка алюминия с медью своими руками в домашних условиях
Общие принципы пайки алюминия в домашних условиях
Основные принципы пайки алюминия в домашних условиях:
необходимо выполнить качественную очистку поверхности металла от загрязнений, покрытий, оксидной плёнки;
временной интервал между очисткой и пайкой должен быть минимальным;
для удаления оксидной плёнки лучше использовать щётки по металлу или паяльники со специальными насадками;
выбор нагревательного инструмента выполняется в зависимости от площади пайки, так как из-за высокой теплопроводности алюминий быстро остывает;
если нет подходящего припоя, то допускается использование любого, в составе которого есть олово, свинец;
при прогреве деталей для нанесения припоя важно не перегреть алюминий, так как он отличается меньшей температурой плавления, по сравнению с оксидной плёнкой;
залуживание поверхности алюминия сплошным слоем позволит избавиться от появления окислов, что упростит его паяние;
при использовании горелки важно соблюдать правила противопожарной безопасности, особенно при нанесении растворителей для обезжиривания;
пайка может выполняться в несколько слоёв, перед нанесением каждого нужно выжидать пока застынет предыдущий;
использование флюса потребует применения защитных средств, так как в его составе могут содержаться едкие вещества;
пламя горелки всегда должно быть направлено в противоположную от себя сторону;
для пайки рекомендуется использовать паяльники мощностью более 100 Вт;
флюс применяется в основном для элементов с толщиной от 4 мм или поверхностей со сложными формами;
состав припоя выбирается на основе вида пайки, но температура плавления всегда ниже, чем у алюминия;
чтобы паять заготовки с толщиной более 4 мм, по краю стыковочного шва нужно срезать кромку под углом 45 для увеличения поверхности контакта;
после проведения работ необходимо обязательно убедиться в целостности, прочности, равномерности шва.
При выборе припоя необходимо учитывать тип инструмента, используемого для расплавления. Для паяльника подойдут сплавы с низкой температурой плавления: оловянные сплавы с медью, цинком, висмутом. Чтобы создать тугоплавкое соединение, потребуется сложный сплав алюминия, меди, кремния.
Выбирайте качественный припой с флюсом и работайте с гарантией!
В каталоге ниже выбирайте припой и флюс, необходимый для проведения ремонта холодильного оборудования.
Или звоните нам, и профессиональный практикующие механики помогут определиться с выбором!
Цена на расходные материалы является весьма умеренной. Это хорошее предложение для профессиональных мастеров, которые специализируются на ремонте холодильного оборудования и нуждаются в правильном припое с флюсом. Основу ассортимента магазина составляет продукция производства Германии, Швейцарии, США. Решение купить флюс для пайки и сварки в нашем магазине поможет вам выгодно сэкономить и получить качественный расходный материал для работы.
Как припаять медь-к алюминию
Как припаять, если металлы допустим имеют различные добавки других металлов,- то есть легированные металлы. Вопросы здесь могут возникнуть при ремонте бытовой техники. Как к примеру припаять медный провод к алюминиевому контакту где нет болтового зажима?
Медный провод перед паянием протравливается:
- паяльной кислотой;
- спирто-канифольным флюсом;
- канифолью.
Алюминий протравливается перед паянием,- флюсом для паяния алюминия.
Есть и другой вариант для пайки алюминия,- это нанесение медного купороса на поверхность алюминия, так называемое омеднение алюминиевой поверхности. Подробности такого способа омеднения, наглядно представлены на рисунке.
В этом примере необходимо учитывать, чтобы провод намотанный на щетину зубной щетки,- не соприкасался с поверхностью алюминия.
Как припаять медь-к железу
А как припаять допустим медный провод к поверхности железа, если в этом есть такая необходимость? Здесь как бы необходимо изменить поверхностный молекулярный слой железа, чтобы в последствии нанести слой олова. Протравить поверхность железа можно ортофосфорной кислотой.
В этом примере необходимо соблюдать меры предосторожности,- во избежание попадания кислоты на поверхностные участки кожи Вашего тела. Протравить поверхность металла можно тампоном на палочке
Такое соединение проделывается в крайних случаях, когда невозможно выполнить болтовое соединение. В ремонте бытовой техники возникают и такие приведенные потребности.
В своей практике, мы нуждаемся в различной необходимости, как припаять провода к:
- контактам динамика наушников;
- контактам первичной либо вторичной обмотки трансформатора;
- контактам платы;
- выведенным проводам обмотки статора электродвигателя;
- контактам выключателя настольной лампы;
- контактам разъема;
- светодиодной ленте
и далее. Считаю, что информация (из прочитанной технической литературы), которой я с Вами поделился, — пригодится Вам при ремонте какой-либо бытовой техники.
Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия. При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
- Пайка более доступна, чем сварка.
- При пайке соединения получается разъёмными.
- Сварке не поддаются маленькие детали.
Пайка — достаточно прочное соединение, если соблюдать технологию.
Оборудование
Для спаивания металла необходимо следующее основное оборудование:
Паяльник. Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.
Как подготовить детали к пайке?
Перед тем, как приступать к пайке своими руками, часть детали необходимо соответствующим образом подготовить. Поверхность материала следует обезжирить.
Для этого можно использовать бензин, ацетон, любой другой растворитель. Чтобы удалить оксидную пленку, нужно применить физическое воздействие.
Для этого можно использовать различные материалы: сетку из нержавейки, щетку, абразивные круги.
Для удаления оксидной пленки можно использовать кислоты, такой способ достаточно трудоемкий, чтобы использовать его в домашних условиях.
После обработки поверхности металла, применяя изделие из нержавейки, старая пленка удалится, но на ее месте образуется новая.
Она будет более слабая, тонкая. Флюс растворит ее намного быстрее, чем ту, что сняли предварительно. Поверхность из латуни, меди, стали зачищать намного легче.
Видео:
Прежде чем припаять одну деталь к другой, стоит их нагреть. Если предметы из стали отличаются большими размерами, для нагрева следует использовать паяльную лампу или специальные газовые горелки.
Нагревая помощью горелки, нужно быть осторожным и все время следить за работой горелки. Основной материал перегреться не должен, так как расплавится и потеряет свою форму.
Необходим постоянный контроль температуры горелки. Для этого стержень припоя нужно кратковременно прикладывать к поверхности. Когда температура достигнет рабочей, припой расплавится.
Стоит обращать внимание на пламя горелки, которым нагреваются детали. Если кислорода будет больше нормы, то поверхность металла будет окисляться
Подобная ситуация не случится, если работать с поверхностями из стали, латуни, меди
Если кислорода будет больше нормы, то поверхность металла будет окисляться. Подобная ситуация не случится, если работать с поверхностями из стали, латуни, меди.
Во время работы с маленькими деталями горелки не применяют, обычно пользуются паяльниками, работающими от электросети.
Если необходимо соединить несколько компонентов, применяется пайка волной припоя. На видео показано, как работать с мягкими, твердыми припоями.
Электрохимическая коррозия
Любой электрик подтвердит, что медь с алюминием соединять вместе нельзя, и такое утверждение будет правильным. Что происходит, когда соприкасаются два таких разных проводника? Пока отсутствует влажность, соединение будет надежным. Однако, в воздухе всегда присутствует водяной пар, который становится виновником того, что контакт разрушается.
Протекающий по нему ток разрушает в соединении один из металлов. Самый простой выход – покрыть припоем из смеси олова и свинца медный провод, тогда смело можно допускать его контакт с алюминиевым, причем используя любой вариант соединения! Присоединять к старой алюминиевой проводке медные провода совсем не сложно. Главное в этом процессе – четко соблюдать технологические требования.
Как удалить оксидную пленку?
Оксидная пленка алюминия удаляется двумя способами: механическим и химическим. Оба способа удаляют оксид алюминия в безвоздушной среде, то есть без доступа кислорода. Начнем с самого сложного, но самого правильного и надежного метода удаления — химического.
Осаждать медь или цинк
Химический метод пайки основан на предварительном осаждении меди или цинка на алюминий путем электролиза. Для этого на нужное место наносят концентрированный раствор медного купороса и в свободном месте подключают минус аккумуляторной батареи или лабораторного источника питания. Затем берут кусок медной (цинковой) проволоки, подключают на него плюс и погружают в раствор.
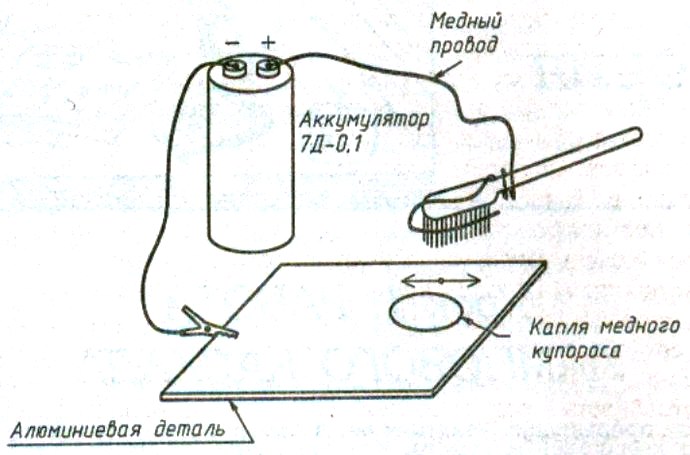
Благодаря процессу электролиза медь (цинк) осаждается на алюминий и на молекулярном уровне прилипает к нему. Затем поверх меди осуществляется пайка алюминия. Правда непонятно как все это проходит через оксидный барьер. Думаю, что в этой инструкции пропущен этап царапания алюминия под пленкой медного купороса или другого химического воздействия. Хотя практика из видеоролика ниже показывает, что можно и не царапать.
стандартными флюсами
Использовать масло без воды
Второй по сложности метод заключается в удалении оксида алюминия . При этом масло должно содержать минимум воды — подойдет трансформаторное или синтетическое масло. Можно подержать масло при температуре 150 — 200 градусов несколько минут, чтобы из него испарилась вода и оно не брызгало при нагреве.
Под масляной пленкой также нужно заняться удалением окисла. Можно потереть наждачкой, поцарапать скальпелем или использовать зазубренное жало. Когда мне нужно было запаять радиатор охлаждения двигателя, я вычитал способ со стружкой. Берем гвоздь, пилим его напильником, чтобы получить стальную стружку.
Далее на место пайки наносим масло и сыпем стружку. Паяльником с широким жалом пытаемся потереть место пайки, так чтобы между жалом и алюминием была стружка. В случае с массивным радиатором, я дополнительно грел место лужения .
Затем берем припой на жало каплей, погружаем в масло на место пайки и опять растираем. Для лучшего лужения можно добавить канифоли или другой флюс. Происходит так называемая наплавка под слоем флюса. В видеоролике хорошо показана пайка алюминия с маслом.
Паять активным флюсом
Существуют отдельно разработанные активные флюсы для пайки алюминия. Обычно в них входят кислоты (ортофосфорная, ацетилсалициловая кислота) и соли (натриевая соль борной кислоты). Строго говоря, канифоль тоже состоит из органических кислот, но на практике она дает слабый результат на алюминии.

В силу своей активности, кислотные флюсы обязательно нужно смывать после пайки. После первой смывки можно дополнительно нейтрализовать кислоту щелочью (раствором соды) и смыть второй раз.
Активные флюсы дают хороший и быстрый результат, однако пары этого флюса вдыхать прямо запрещается. Пары раздражают слизистые, повреждают их или могут попасть в кровь через дыхательные пути.
Технологические подходы для пайки алюминия
Технология пайки алюминия с флюсом практически ничем не отличается от соединения других металлов.
Весь процесс пайки алюминия припоем можно разделить на следующие этапы:
-
Подготовка поверхности.
Перед тем, как паять алюминий следует зачистить и обезжирить соединяемые части. -
Установка изделия в рабочее положение.
Для выполнения данного этапа могут потребоваться тиски или третья рука. - Нанесения флюса на место пайки.
- Прогрев изделия при помощи электрического паяльника или газовой горелки.
-
Нанесение припоя или паяльной пасты на необходимые участки.
Для этой роли подойдет цинковые или медные припои. Иногда могут понадобиться высокотемпературные припои, обеспечивающие хорошую механическую фиксацию изделия.
Обратите внимание! Процесс соединения алюминиевых изделий должен производиться в хорошо проветриваемом помещении, поскольку при плавлении припоя выделяются ядовитые соединения металлов. Схема пайки алюминиевых труб
Схема пайки алюминиевых труб.
Важно помнить, что при пайке бесфлюсовым припоем следует осуществлять чиркающие движения паяльником, дабы обеспечить взаимодействие компонентов припоя и металла. Проведение работ при помощи специального паяльника со скребком даст хороший результат в таких случаях:
Проведение работ при помощи специального паяльника со скребком даст хороший результат в таких случаях:
- пайка алюминиевой посуды;
- пайка алюминиевых проводов;
- пропай поверхности, не подверженной сильным механическим нагрузкам;
- соединение мелких деталей.
Пайка массивных алюминиевых деталей и толстых стержней должна проводиться при помощи сварки или горелки. Сварка не всегда подходит из-за высокой температуры дуги, расплавляющей металл. Поэтому, большинство специалистов предпочитают использовать горелки.
Наилучший эффект достигается при непрерывной пайке горелкой. Если, по какой-то причине процесс пайки пришлось остановить, следует полностью прогреть весь шов, дабы обеспечить равномерное распределение припоя и избавиться от не пропаянных мест.
Процесс пайки алюминиевых стержней при помощи горелки подразделяется такие этапы:
- Очистка металла от грязи и подготовка поверхности, путем шлифовки.
- Разогрев всей поверхности массивных изделий при помощи горелки.
- Удаление всех легковоспламеняющихся материалов с рабочего места.
- Включение вытяжки для нейтрализации едких испарений припоя.
- Подготовка проволочного припоя.
- Подготовка флюса марок Ф-59А, Ф-61А или Ф-64А.
Допускается прогрев металла до ярко-оранжевого цвета. В таком виде металл не плавится, а припой ложится максимально равномерно.
Паяные при помощи горелки изделия имеют более качественный шов и могут похвастаться хорошими механическими свойствами.
Флюс для пайки алюминия.
Наиболее сложным и в то же время качественным методом соединения алюминиевых изделий является сварка. Данный способ затрудняется из-за низкой температуры плавления металла.
Квалифицированные специалисты чаще всего сваривают алюминиевые изделия следующими методами:
- сварка при помощи электродов с покрытием;
- сварка с использованием защитного газа.
Первый вариант сварки имеет следующие недостатки:
- низкая прочность сварного шва;
- сильное разбрызгивание металла при варке;
- плохая отделимость шлака от шва.
Сварки в атмосфере из инертного газа не обладает заметными недостатками и считается наилучшим методом соединения алюминиевых деталей.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.

Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
В заключение
Пайка меди твёрдым или мягким припоем – процесс довольно интересный. С этим согласится каждый, кто сталкивался с подобной работой. Главное здесь полностью разобраться с ответом на вопрос, как паять медные трубы газовой горелкой, провода и иные элементы при помощи паяльника, какой флюс использовать. Можно сказать с полной уверенностью, что подобный опыт никогда не будет лишним для домашнего мастера. Он может пригодиться не только в работах по дому. Возможно, что появится необходимость запаять медную трубку, к примеру, в автомобиле.
 ФОТО: ankron.byПропаянное соединение в разы надёжнее и безопаснее обычной скрутки
ФОТО: ankron.byПропаянное соединение в разы надёжнее и безопаснее обычной скрутки
 Watch this video on YouTube
Watch this video on YouTube
Предыдущая DIY HomiusРазберёмся, что за ткань спандекс и где её можно использовать
Следующая DIY Homius10 идей по изготовлению шикарной мебели из обычной фанеры