Содержание
Работа с полипропиленовой заготовкой

Обычно изготовители полипропиленовых труб не рекомендуют гнуть их в домашних условиях, но если вы будете осторожны, то сделать это можно, используя один из двух способов:
В первом случае нам нужно подогреть участок заготовки при помощи строительного фена до температуры примерно 150°С. После этого, надев перчатки, смело гнёте трубу и фиксируете в таком положении до полного остывания. Чтобы результат был намного лучше, можете заполнить изделие песком
При этом важно придерживаться одного правила: утолщённая часть элемента должна находиться с внешней стороны изгиба. После остывания заготовки внимательно осмотрите место изгиба, там не должно быть трещин и вмятин
В противном случае элемент нельзя использовать.
Без нагревания такой вид труб можно гнуть только при помощи строительных угловых муфт и пайки.
Материалы изготовления канализационных труб и особенности деформаций: какие трубы можно гнуть
Механическое сгибание выполняют только тогда, когда нет возможности изменить траекторию; или трубопровод – нестандартного диаметра, и подобрать подходящий переходник нельзя; если необходимо оставить цельный гнутый кусок из эстетических соображений. Не все материалы можно гнуть без риска повреждений, а результат манипуляций зависит от наличия опыта, навыков и корректного применения специальных инструментов.
Сложный изгиб металлического изделия
Перед принятием решения анализируют характеристики:
Диаметр изделия и материал изготовления.
Толщина стенки.
Необходимый радиус и угол поворота.
Пластиковый трубопровод: характеристика полимерных материалов
Большинство канализационных систем собирают из легких пластиковых конструкций. Полимерные изделия выпускают во всех возможных типоразмерах, с разными характеристиками для установки внутри и снаружи помещений. Повороты, углы и изгибы можно собрать самостоятельно за пару минут из готовых вспомогательных деталей: переходников, колен, тройников и фитингов. Возможность механического сгибания – ограничена.
Трубопроводы из оранжевых полимеров, предназначенные для укладки в грунт, – из морозостойкого толстостенного материала. Такие изделия нельзя деформировать. Второй фактор, влияющий на способ выполнения поворота, – диаметр. При изменении радиуса происходит деформация формы внутреннего сечения: вместо круга создается овал. Чтобы труба не повредилась, объем деформации не должен превышать 8% от внутреннего диаметра. Вручную, или с помощью механических устройств, можно изменить форму только погонажных изделий для внутренней разводки (серого или белого цвета) небольшого диаметра – до 50 – 60 мм.
Как согнуть пластиковую канализационную трубу? Выбор способа зависит от особенностей основных полимерных составов, которые применяют в производстве:
Полиэтилен. Самый податливый для придания сложной формы материал. Используется в изготовлении канализационных деталей редко, поскольку обладает существенными недостатками: недостаточно гладкой поверхностью, низкой прочностью и слабой термостойкостью. Сформировать необходимый радиус изгиба можно 2 способами: холодным и горячим.
Ненадежный, но легко поддающийся сгибанию, полиэтилен
ПВХ. Изделия из поливинилхлорида, которые используются для канализации, имеют разную толщину стенок в зависимости от диаметра. Материал достаточно хрупкий, поэтому без нагрева изменить форму нельзя. Гнут только канализационные трубы из ПВХ малого диаметра, применяя горячий метод – ПВХ имеет достаточно низкую температуру плавления. Для изменения формы изделий большого диаметра применяют специальное электромеханическое промышленное оборудование.
Изгиб участка из ПВХ
Полипропилен. Самый твердый и прочный материал для канализации. Высокая температура плавления – одна из причин, по которой согнуть такую канализационную трубу сложно. Мастера используют метод жидкостного нагрева. Холодным способом механического гнутья можно придать форму изгибу с небольшим радиусом.
Изгиб полипропиленовой трубы
Важно! Независимо от выбранного способа сгибания и материала изготовления трубы, следует помнить, что в процессе деформации материал по верхнему краю истончается, растягиваясь, а по нижнему – уплотняется. Гарантировать герметичность изделия в месте деформации невозможно
Поэтому следует избегать слишком большого радиуса сгиба.
Металлические трубы: можно ли и как сформировать изгиб
Для домашней канализационной разводки металл в качестве основного материала для труб применяют редко из-за высокой стоимости и сложного процесса соединений и монтажа. Металлические участки устанавливают только в качестве дизайнерских решений для подключения сантехники открытым способом без декоративных экранов.
Металлические трубы с изгибом
Медь.
Нержавеющая сталь.
Сплавы из стали.
Комбинация из внутреннего металлического слоя и полимерного покрытия
Металл гнется легче, чем пластик
Домашние металлические трубы можно согнуть холодным и горячим методом. Металл легче поддается сгибанию, не теряет герметичности, не трескается в месте деформации.
Изменить форму трубы цельнометаллической или с основанием из сплава можно 2 способами:
- Холодным механическим.
- Комбинированным: механическим, с кратковременным нагревом.
Если необходимо сделать поворот на длинном отрезке, придется использовать сварку: формируют изгиб на коротком отрезке нужного диаметра из идентичного материала, и вваривают поворот в разрезанную в месте поворота трубу.
Сложности процесса
Весь металлический материал может быть частично или целиком изогнут. Процесс изворота проводят двумя способами:
- механическое воздействие;
- нагревание металла.

 Круглое изделие из металла имеет ориентировочно ровные показатели. Однако профильная труба имеет угол под 90°. Такой угол трубы мешает спокойному изгибу, в результате появляются различные складки, которые впоследствии могут лопнуть или сломаться.
Круглое изделие из металла имеет ориентировочно ровные показатели. Однако профильная труба имеет угол под 90°. Такой угол трубы мешает спокойному изгибу, в результате появляются различные складки, которые впоследствии могут лопнуть или сломаться.
Для того чтобы не портить металл, нужно четко знать, как согнуть профильную трубу в домашних условиях. Многие дачники, не зная чуткостей изгиба, тратят немало материала, который вследствие выбрасывается.
Секторная сварка
 Часто люди не знают, как согнуть трубу из нержавейки, так как нержавеющий материал имеет более прочный сплав, чем обычная сталь. Конечно, благодаря профессиональному оборудованию это сделать просто. Но как быть, если под рукой нет ничего, что может обеспечить достаточное механическое давление? Именно для этой цели выдумали секторную сварку.
Часто люди не знают, как согнуть трубу из нержавейки, так как нержавеющий материал имеет более прочный сплав, чем обычная сталь. Конечно, благодаря профессиональному оборудованию это сделать просто. Но как быть, если под рукой нет ничего, что может обеспечить достаточное механическое давление? Именно для этой цели выдумали секторную сварку.
Принцип ее в том, что профильное изделие надпиливается с одной стороны на равных расстояниях, после чего материал загибается в необходимом направлении и прорези завариваются сваркой
В таком случае важно знать, что профтруба чаще всего тонкостенная и когда прорези находятся рядом, ее очень легко прожечь
 Люди, имеющие малый опыт работы с инструментом, часто промахиваются в надпилах, делая их то чрезмерно частыми, то редкими. Чтобы удостовериться в правильности разметки, можно взять другой эластичный квадратный материал и использовать его как шаблон.
Люди, имеющие малый опыт работы с инструментом, часто промахиваются в надпилах, делая их то чрезмерно частыми, то редкими. Чтобы удостовериться в правильности разметки, можно взять другой эластичный квадратный материал и использовать его как шаблон.
Если иметь под рукой газовую горелку, то профильный материал можно изогнуть с помощью нагрева. Как только металл становится горячим, он легче подвергается искажению, что помогает избежать складки с внутренней стороны стенки. Если радиус изгиба небольшой, то можно обойтись обычным зажимом. Но если требуется более точный изгиб, потребуется направляющая стенка.
С помощью песка
Чтобы сделать изделие из гнутой профильной трубы, можно использовать песок. Конец материала плотно закрывается особой пластмассовой или медной втулкой. После этого в трубу засыпается мелкий песок
Важно, чтобы изделие было полностью забито песком. Поскольку пустое пространство внутри трубы теперь плотно забито, материал будет гораздо проще подвергаться механическому изгибу. Главное, изначально создать стандарт, по которому можно выгнуть и направлять изделие
Главное, изначально создать стандарт, по которому можно выгнуть и направлять изделие.
Изгиб на дереве
 Такой метод сравнительно часто используют, если диаметр трубы не превышает 15 мм. Чтобы сгибание прошло успешно, конец материала необходимо плотно закрепить. Но что делать, если руками материал не удержать, а других мест крепления попросту нигде нет? И на это мастера на все руки придумали метод крепления. Наверняка на всех дачных участках могут быть деревья. Именно дерево и может послужить не только прочным креплением, но и диаметром для изгиба профильной трубы.
Такой метод сравнительно часто используют, если диаметр трубы не превышает 15 мм. Чтобы сгибание прошло успешно, конец материала необходимо плотно закрепить. Но что делать, если руками материал не удержать, а других мест крепления попросту нигде нет? И на это мастера на все руки придумали метод крепления. Наверняка на всех дачных участках могут быть деревья. Именно дерево и может послужить не только прочным креплением, но и диаметром для изгиба профильной трубы.
Возможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.

Промышленность выпускает множество разновидностей профильной трубы. Они различаются формой сечения, высотой профиля, толщиной стенки
Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.
В процессе изгибания профильной трубы очень важно выполнять все действия правильно и аккуратно, иначе деталь может утратить соосность или смяться. Использовать такую трубу нельзя. Еще один момент, о котором нужно знать
Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму
Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
Применение специального оборудования
Пропиленовую трубу можно гнуть, причем в домашних условиях с помощью промышленного фена (температура нагрева должна быть 140-150 ᵒС). Но при этом к ней нельзя прилагать больших усилий и перегревать, и желательно всю работу выполнять вдвоем. Следует также при сгибании учитывать диаметр. Чем он меньше, тем меньше должен быть радиус изгиба из расчета на 1 м. Для более точного определения, на какой радиус можно согнуть, есть специальные формулы и таблицы. На разного рода предприятиях изделия такого типа гнут с использованием специального оборудования.
Широко используют:
- Разного рода ванны;
- Газовые и паровые камеры;
- Специальные тоннельные электропечи.
Разогретые трубы пропускают через трубогибы, в которых специальные ролики придают конструкции необходимый изгиб. Чтобы изделия получали минимальные повреждения при изгибании, внутрь засыпают песок и затыкают концы с обеих сторон.
Если не получается согнуть трубу, можно использовать фитинги
После того как труба приняла нужный изгиб, ее следует осмотреть на предмет повреждений, трещин. Если все в порядке, ее можно смело использовать в дальнейшей работе. Место изгиба должно быть гладким и ровным. Допустимо, если на внешней стороне будут видны незначительные следы от инструментов. Так что трубы, изготовленные из такого материала, можно гнуть. Главное, все делать достаточно быстро, аккуратно, не допускать перегрева и не прилагать слишком больших усилий в ходе изгибания.
Альтернативные способы сгибания
Чтобы гибка профильных труб по радиусу принесла желаемые результаты, необходимо учитывать такие факторы, как:
- пластичность облицовочного материала (жесть, пластик, монолитный и сотовый поликарбонат);
- форма сечения и толщина стенок — квадратные изделия лучше выдерживают деформацию;
- упругость металла — при проведении формовки холодным способом заготовки нужно деформировать на 10-15 % больше необходимого радиуса.
Существуют следующие альтернативные способы сгибания прямоугольных труб:
Ковкой. Изгибание производится путем методичного нанесения ударов по заготовке тяжелым молотом. Предварительно изготавливается наковальня, верх которой имеет округлую форму. Заготовка жестко крепится струбцинами к основанию наковальни. После этого по профилю наносятся удары
Следует соблюдать осторожность, т.к. чрезмерные усилия могут привести к сплющиванию изделия
Работать удобнее с отрезками длиной не более 1 м. По лекалу. Основанием для размещения детали может быть бетонная, асфальтированная или выложенная плиткой площадка. На ней наносится контур дуги, после чего в грунт вбиваются арматурные штыри или тонкие стальные трубы. Деталь закрепляется на первом штыре. По мере изгибания проводится сварка со штырями. Когда сила упругости ослабеет, арка срезается со штырей болгаркой. Прокат под гнетом. Для создания давления используется транспортное средство с боковым выносом колес и без крыльев. Рейка укладывается в заранее подготовленную канавку из стали или бетона. После этого производится методичное прокатывание колеса по профилю. Осевое соответствие контролируется вручную или металлическими направляющими.
Чтобы снизить вероятность деформации стенок изделия, в него можно вставить тонкую и длинную стальную пружину. В том случае, когда используется нагрев, не следует охлаждать горячую сталь водой. От этого она может покрыться трещинами или лопнуть. Лучше воспользоваться отработкой. При использовании мускульной силы на свободный конец звена рекомендуется насаживать длинный и прочный рычаг. Так удастся добиться желаемой цели с меньшими усилиями.
https://youtube.com/watch?v=AFHCwZTBe8I
Способы согнуть профильную трубу своими руками
Как гнуть профильную трубу при помощи сварки
Трубные изделия квадратного или прямоугольного сечения, высота стенки которых 30 – 40 мм и более, с трудом поддаются сгибанию, особенно при малых радиусах. Чтобы сформировать своими руками из такого материала красивый отвод в 90 градусов, без болгарки и сварочного аппарата не обойтись.
Порядок действий:
- Сделать шаблон изгиба, по которому проще изготовить несколько одинаковых деталей;
- Вдоль трубы болгаркой сделать надсечки трех стенок, оставив одну цельной. Чем больше надсечек, тем округлей будет изгиб;
- Один конец профиля надежно зафиксировать;
- Применив усилие, взявшись за второй конец постепенно согнуть трубу по шаблону так, чтобы пропилы образовали вогнутую часть изгиба. Плоскость сгибания не должна нарушиться, можно применить киянку;
- Пропилы заварить, места сварки отшлифовать.
Как согнуть профильную трубу при помощи наполнителей
Наполнитель используется для получения равномерных изгибов без сплющиваний и складок (гофры на вогнутой части), заполняя внутреннее пространство он распределяет силу сжатия и растяжения по всей поверхности сгибаемого участка профиля. Самым испытанным наполнителем считается мелкий, сухой, хорошо просеянный песок.
Этот способ может сопровождаться нагреванием трубы паяльной лампой либо накаливанием на древесных углях, при нагревании металл приобретет пластичность, что облегчает гибку. Горячим способом гнут трубные изделия с высотой стенки от 30мм и более.
Трубопрокат с высотой стенки до 20мм гнется без нагревания, а при радиусе изгиба менее 50мм можно не применять наполнитель.
Порядок действий горячего способа:
- Отжечь участок сгиба заготовленной трубы;
- Изготовить деревянные заглушки в виде пирамид длиной в 10 оснований, которые в 2 раза больше просвета, на одной сделать 4 продольных паза для отвода газа во время нагревания;
- Заглушить один конец трубы, постепенно засыпать до краев просеянный и прокаленный песок, уплотняя его постукиванием. Заглушить второй конец чопом с пазами;
- Разметить участок нагревания мелом, зажать профиль, расположив шов не по вогнутой стороне касательно шаблона;
- Разогреть трубу докрасна, сгибать поступательными движениями в один подход (повторный разогрев не желателен) соблюдая плоскость сгиба по шаблону. Соблюдайте меры безопасности;
- После остывания заглушки выбить или выжечь.
С высотой стенки до 10мм смело гнем профильную трубу своими руками без нагревания и наполнителя. В остальных случаях вместо песка можно применить стальную пружину с плотными квадратными или прямоугольными витками. По величине она должна быть чуть меньше внутренних размеров трубы, так, чтобы плотно пройти к месту сгиба. Пружина также не даст образоваться нежелательным деформациям при холодном сгибании. Вытаскивают ее за привязанную к конечным виткам проволоку, выходящую наружу.
Как согнуть профильную трубу в домашних условиях на гибочной плите
Это еще один вариант как согнуть профильную трубу без трубогиба, используя приспособления, изготовленные самостоятельно. К ним относятся горизонтальная металлическая или бетонная плита с отверстиями, стационарный плоский шаблон с элементом фиксации, верстак с оправкой. Данные конструкции хороши для холодной гибки тонких трубных изделий. Принцип действия прост: один конец профиля зажимается, а другой под действием силы прижимается, огибая приготовленную форму. Ручная гибка требует значительных усилий и не гарантирует точности.
Следует помнить, что стальной трубопрокат обладает пластическим моментом сопротивления (пружинящий эффект), поэтому изгиб приходится подгонять несколько раз под шаблон.
Как согнуть профильную трубу своими руками, так и привести ее в первоначальную форму, дело трудное. Чтобы все получилось, как задумано с первой попытки без специального станка не обойтись.
Как согнуть профильную трубу в домашних условиях без трубогиба
У рядового домовладельца редко есть в наличии специальное оборудование. Поэтому нужно знать, как правильно самому согнуть алюминиевую или стальную трубу для теплицы, козырька (навеса) и других нужд без трубогиба.

Фото – гибка труб без трубогиба
Очень удобно производить данную работу при помощи сварочного инвертора и бытовой болгарки. Для начала разрабатывается чертеж, по нему в дальнейшем будет расчерчиваться и рассчитываться потребный угол. В схеме обязательно точно измеряется закругление.
Пошаговая инструкция от эксперта как гнуть трубы с помощью тисков, болгарки и сварочного аппарата:
Если планируется загнуть профтрубу полукругом, то на месте предполагаемого сгиба делается при помощи болгарки несколько тонких надрезов;
Самостоятельно выполнить работу можно, только если предварительно зафиксировать арматуру в зажимных тисках
Когда пропилы выполнены и очищены от стружки, нужно осторожно начинать сгибать трубу;
После того как кольцо закрылось, нужно отверстия, которые образовались в результате сгибания, заварить сварочным аппаратом. Некоторые мастера используются простые паяльники, если коммуникация имеет небольшой диаметр;
Чтобы место сгиба было аккуратным, его нужно будет дополнительно прошлифовать и покрыть защитным средством – это поможет предупредить появление коррозии или преждевременного разрушения соединения.
Ровно выгнуть трубу можно при помощи пружины, которая подходит по размеру профильного сечения:
- Коммуникация фиксируется в тисках;
- В отверстие вставляется пружина соответствующего диаметра. Это не даст при сгибании профильной трубе поломаться или принять неправильную форму;
- Для облегчения работы нужно подогреть место стыка и аккуратно вручную перегнуть коммуникацию по нужному диаметру;
- Здесь очень помогают различные подходящие по наклону изделия из металла, скажем, болгарки, арки и т. д.
Аналогичным образом можно попробовать деформировать коммуникацию при помощи песка. Как правильно согнуть трубу для навеса без применения тисков и пружин:
- Нужно застопорить один конец трубки, закрыв его деревянным клином или любой другой затычкой;
- Закрытым концом труба фиксируется в земле или тисках (если есть возможность). Также можно использовать любое другое приспособление, которое позволяет установить коммуникацию;
- После этого нужно засыпать в открытый конец песок и разогреть паяльную лампу;
- Нагретой лампой нужно провести по месту будущего сгиба, после чего аккуратно согнуть трубу в нужную форму. Работать необходимо довольно быстро, т. к. металл после того, как остынет, будет непригодным для обработки.
Видео обучение о том, как загнуть трубу 20 мм без трубогиба с помощью песка
После осуществления изгиба требуется трубу оставить на некоторое время в зафиксированном положении – это поможет материалу закрепить свою новую форму. Если работы проводятся в зимнее время, то мастера выставляют их даже на мороз.
Арка (навес) без трубогиба
Как известно для навеса, например, в форме арки нужна изогнутая профильная труба
Важно сделать так, чтобы дуги получились одинаково изогнутыми, иначе навес не получится. Сейчас мы рассмотрим как это делать без использования станка, трубогиба и других вспомогательных средств такого рода
Нам понадобится:
Опора на которой мы будем работать, например, металлический стол;
В качестве балки можно взять трубу 80 на 60 или 50 на 50 мм длиной 3 метра
Но данный метод универсальный – поэтому какой в итоге у вас будет балка-опора не важно;
Профильная труба 20 на 20 или 20 на 40 мм, которую мы и будем гнуть.. Порядок действий (пошаговая инструкция):
Порядок действий (пошаговая инструкция):
Делим опору на 6 равных частей
Тут очень важно – именно на 6 частей в не зависимости от того какой она длины;
На линиях раздела необходимо приварить стойки строго под 90 градусов к балке. Средняя стойка – 250 мм, самая ближайшая к средней – 250 мм * 0,8888 = 222, 22 мм, а крайняя (самая маленькая стойка) – 250 мм * 0,5556 = 138,9 мм;

Фото: приваренные стойки к балке
- Саму балку закрепляем к металлическому столу;
- Берем трубу, которую мы будем гнуть, кладем на стойки и сдвигаем её относительно балки с припуском 10-15 см, чтобы был рычаг за который можно было бы взяться и изогнуть её вокруг стоек;,
- Привязываем ее к балке веревкой (фиксируем);

Фото: положили профильную трубу на стойки и привязали ее веревкой к балке
Далее аккуратно изгибаем трубу вокруг стоек и привариваем ее к концам балки сварочным аппаратом.

Фото: вот такую получаем согнутую трубу для навеса
Дальше делаете необходимое количество таких конструкций (дуг), используете поликарбонатные листы и ваш арочный навес готов!
Видео инструкция о том, как согнуть профтрубы для навеса (арки) без трубогиба
Основные правила работы с пластиком
Можно ли гнуть полипропиленовые трубы, опираясь на какую-либо существующую технологию сгибания конструкций из другого материала? Самым подходящим из таких способов можно назвать методику работы со сталью, подразумевающую нагревание. Однако нагревать пластик следует особым образом. Нельзя использовать бытовые газовые горелки, зажигалки, паяльники или лампы. Нужен специальный фен – строительный.
Работы следует проводить в специальном месте, куда не имеют доступа дети, домашние животные. Поблизости не должно быть легко воспламеняющихся предметов, открытого огня. Чтобы не повредить руки, не обжечь кожу, наденьте перчатки.
Как гнуть полипропиленовые трубы, чтобы их не деформировать? Если предпочтете горячий способ, главное – не перегреть и сгибать изделие плавно, не спеша. Решили гнуть трубы по холодной технологии? Возможно, вы удивитесь, но риск повредить конструкцию при таком варианте больше. Чтобы избежать неприятностей, следите за радиусом загиба трубы, который по размерам не должен быть больше, чем такая величина: диаметр трубы, умноженный на 8.
Это важно знать! Нагревая полипропилен, следите за температурой, она не должна превышать уровень 170 градусов по Цельсию, иначе вы испортите материал
Итак, как согнуть трубу из полипропилена своими руками? Существует два способа:
- Холодный метод.
- Горячая технология.
Поговорим подробнее о каждой из методик.
Стоит обратить внимание! Мало знать, как согнуть полиэтиленовую трубу
Важно правильно определить место сгиба. Помните, что этот участок конструкции после вмешательства не будет выглядеть презентабельно, поэтому постарайтесь изначально планировать места сгибов в тех точках, которые визуально после монтажа системы не будут бросаться в глаза
Помните, что этот участок конструкции после вмешательства не будет выглядеть презентабельно, поэтому постарайтесь изначально планировать места сгибов в тех точках, которые визуально после монтажа системы не будут бросаться в глаза.
Сгибание заготовок из пластика
Чтобы изогнуть трубопровод из пластика, вам нужно сделать следующее:
- В ДВП вырезаем шаблон, который поможет придать пластиковой трубе нужную конфигурацию. Шаблон стоит тщательно отшлифовать наждачкой, чтобы не было зазубрин и неровностей.
- Далее из силикона на формовочной машине делается оправа для заготовки из пластика. Она позволит закрепить отрезок трубопровода в шаблоне и защитит его от царапин, сколов и вмятин.
- Помещаем пластиковый элемент в подготовленную оболочку из силикона.
- Затем деталь фиксируется в оправе и помещается в формовочную машину.
- Во время нагревания заготовки пластик будет размягчаться и оседать в оправу. В итоге заготовка приобретёт нужную конфигурацию.
- После этого стоит подождать четверть часа, пока пластик немного затвердеет, вынуть трубу из оправы и дать ей окончательно остыть.
Приспособления для гибки труб
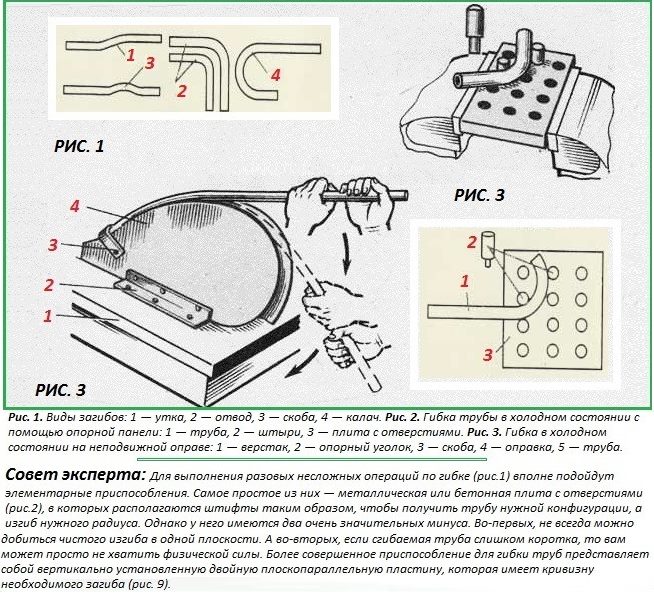
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.

Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.

Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
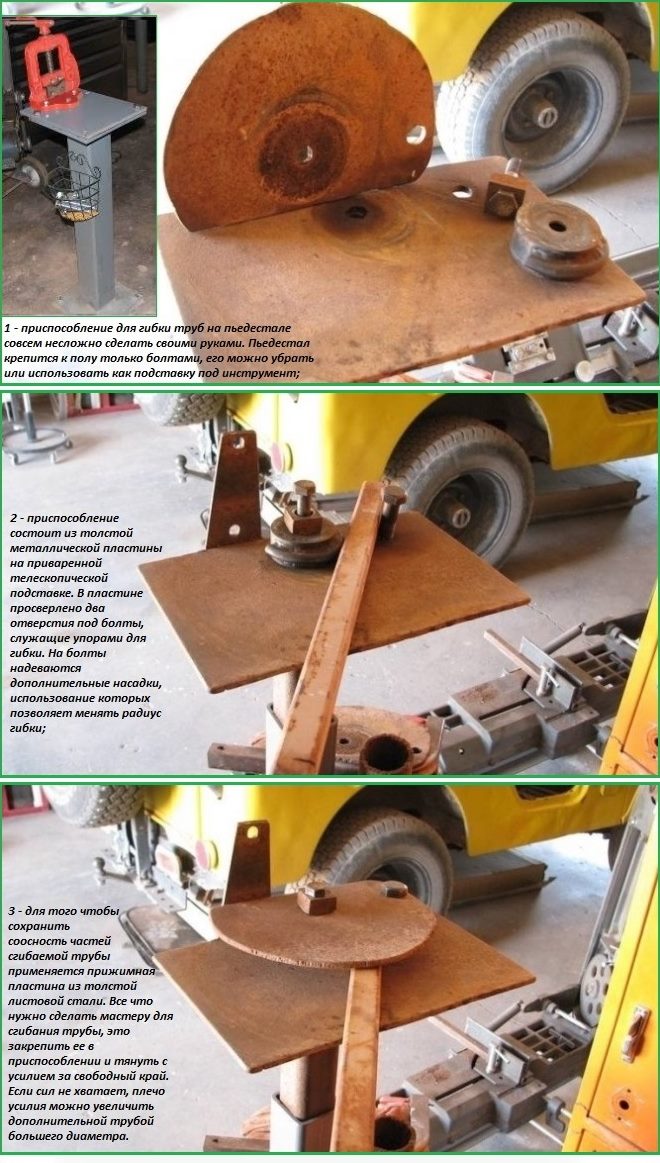
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
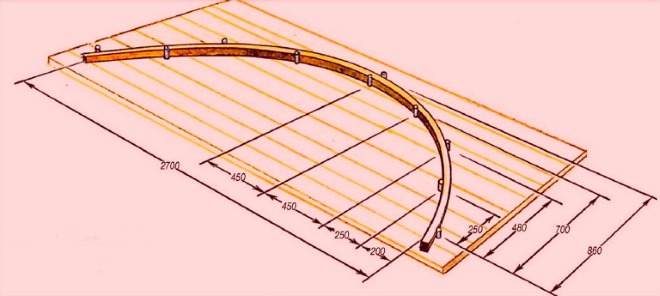
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.

Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.

Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Применение песка для сгибания трубы
Например, чтобы получилась квадратная или прямоугольная гнутая труба, используют песок, предварительно просеянный и хорошо просушенный. Также нужны будут деревянные клинья, имеющие соизмеримый срез изделия, и которые можно будет вбить в трубу.
Порядок выполнения действий выглядит так:
- С одной из сторон трубного изделия забивают клин.
- Внутрь трубы насыпают песок.
- Забивают клин со второй стороны, получив в итоге своеобразную заглушку.
- После фиксации одного конца приступают к изгибу трубы на нужную величину радиуса. При желании место будущего сгиба для облегчения процесса можно нагреть.
Похожие записи:
 Как связать чехол для телефона крючком
Как связать чехол для телефона крючком
 Как украсить шоколадку в подарок: 5 идей для детей и взрослых
Как украсить шоколадку в подарок: 5 идей для детей и взрослых
 Двухуровневые натяжные потолки: фото в интерьере, виды, цвета, формы, дизайн, подсветка
Двухуровневые натяжные потолки: фото в интерьере, виды, цвета, формы, дизайн, подсветка
 Проекты дачных домиков
Проекты дачных домиков
 Резка пенопласта своими руками
Резка пенопласта своими руками
 Все о держателях для скотча: как правильно пользоваться диспенсером для упаковки коробок
Все о держателях для скотча: как правильно пользоваться диспенсером для упаковки коробок