Содержание
Флюсы и припои — как правильно подобрать
По описанным выше причинам правильный выбор флюса и припоя — это практически половина успеха в паяльном деле. К счастью, имеются вполне универсальные марки, подходящие для большинства задач. Отрасль применения почти всех флюсов и припоев вполне доходчиво указывается на этикетках, но некоторые аспекты их применения всё же нужно знать.
Начнём с флюсов. Их применяют для протравливания деталей, снятия и растворения оксидной плёнки с дальнейшей защитой металла от коррозии. Пока поверхность покрыта флюсом, можно быть уверенным в её чистоте, как и в том, что расплавленное олово будет хорошо её смачивать и растекаться.
Флюсы различают по типу металлов и сплавов соединяемых деталей. В основном это смеси металлических солей, кислот и щелочей, активно вступающих в реакцию при нагреве паяльником. Ну а поскольку оксидных форм и загрязнений существует достаточно много, коктейль должен специально подбираться под конкретный тип металлов и сплавов.
Активный флюс для пайки
Условно флюсы для пайки делятся на два типа. Активные флюсы создаются на основе неорганических кислот, в основном хлорной и соляной. Недостаток их в необходимости смывки сразу по завершении пайки, иначе остатки кислот вызывают довольно сильное корродирование соединения и сами по себе обладают достаточно высокой проводимостью, способной вызвать замыкание. Зато активными флюсами можно паять практически что угодно.
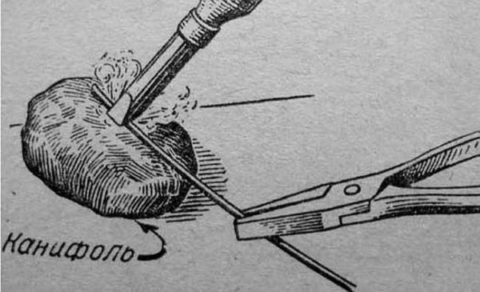
Второй тип флюсов создаётся, преимущественно, на основе канифоли, которая может использоваться и в чистом виде. Жидкий флюс гораздо удобнее в нанесении, в него также входят спирт и/или глицерин, полностью испаряющиеся при нагреве. Канифольные флюсы наименее эффективны при пайке стали, однако для цветных металлов и сплавов используют преимущественно их или другие соединения органической химии. Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха.
Жидкая и твёрдая канифоль
С припоями всё несколько проще. В основном для пайки используются свинцово-оловянные припои марки ПОС. Цифра после маркировки означает содержание олова в припое. Чем его больше, тем выше механическая прочность и электропроводность соединения и при этом ниже температура плавления припоя. Свинец используется для нормализации процесса застывания, без него олово может растрескаться или покрыться иглами.
Припой ПОС-61 с канифолью внутри
Существуют специальные типы припоев, прежде всего — бессвинцовые (БП) и прочие нетоксичные, в них свинец заменён индием или цинком. Температура плавления у БП выше, чем у обычных, но соединение прочнее и более устойчиво к коррозии. Есть также легкоплавкие припои, растекающиеся уже при 90–110 ºС. К таким относятся сплавы Вуда и Розе, используют их для пайки компонентов, чувствительных к перегреву. Специальные припои находят главное применение при пайке радиоаппаратуры.
Сплав Розе
Правила пайки
Провода, оборванные в результате неосторожности, микросхемы, почерневшие от перегрева, конденсаторы, вспухшие или пересохшие от длительной работы, — все они паяются одинаково. Перед началом пайки необходимо также залудить жало паяльника для обеспечения нормального расплавления припоя
Технология пайки подразумевает тщательную предварительную подготовку поверхности детали: обезжиривание и смачивание флюсом, достаточный разогрев припоя жалом и качественное его нанесение в нужное место.
Важно, чтобы после его растекания и остывания на поверхности не возникало микротрещин, так как они могут быть причиной различных неприятностей, и оборудование будет работать нестабильно
При пайке микросхем, обладающих большим количеством ножек, следует обращать внимание на то, не образовалось ли контакта между ними в результате недостаточного растекания флюса в месте монтажа
Особенности процесса
Наиболее частые поломки оборудования связаны с потерей или недостаточной силой контакта между его компонентами. Провода, потерявшие свои свойства под действием температур или механических повреждений, являются виновниками таких проблем чаще всего. Они должны выдерживать значительные механические нагрузки, а потому спаять их не так просто.
Виды скручивания проводки
Прежде всего, следует правильно скрутить соединяемую проводку. Различают такие виды скручивания:
- Простое — используется для соединения одно- и многожильных проводов с недавно снятой изоляцией.
- Прямое британское (британка) — используется для проводов, которые не подвержены продолжительным механическим воздействиям большой силы.
- Желобковое скручивание — применяется при использовании проводов из легкоплавящейся изоляции.
- Бандажное — используется при соединении толстых электрических кабелей, имеющих одну жилу. Оно позволяет поддерживать достаточный контакт даже при значительном окислении верхнего слоя или непропае.
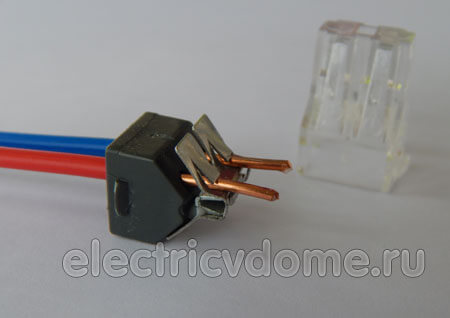
Для облегчения нанесения припоя концы проводов следует смочить достаточным количеством флюса. Чтобы спаять очень мелкие провода, можно использовать специальное приспособление. Оно позволяет зажать два конца в маленьких тисках и спокойно соединить их.
Оголённые участки спаянных проводов следует заизолировать. Можно использовать как простую изоленту, так и специальные термоусадочные трубки, которые уменьшаются в диаметре сечения под воздействием температуры (для этого пригодится даже обычная зажигалка) и плотно прилегают к поверхности кабеля.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.

Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент
Важно, чтобы он хорошо прогревал медный материал и расплавлял припой
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.
Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.

Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Как правильно соединить провод в распределительной коробке
Самая спорная и болезненная проблема при электромонтажных работах соединение проводов и кабелей в распределительной коробке. Электрики варят, гильзуют (опрессовывают), паяют, пользуются различными сжимами (колодки, ваги, клеммы, СИЗы – соединительные изолирующие зажимы), скручивают. Сколько электриков, столько различных мнений.
Что говорят правила соединения проводов и кабелей
Будем пользоваться несколькими источниками актуальных на сегодняшний день. ПУЭ-7 (Правила устройства электроустановок), СНиП 3.05.06-85 (Электротехнические устройства), ГОСТ Р 50571.5.52-2011. ( Электроустановки низковольтные).
Раздел: Электропроводки
2.1.21. Соединение, ответвление и оконцевание жил проводов и кабелей должны производиться при помощи опрессовки, сварки, пайки или сжимов (винтовых, болтовых и т. п.) в соответствии с действующими инструкциями, утвержденными в установленном порядке.
2.1.22. В местах соединения, ответвления и присоединения жил проводов или кабелей должен быть предусмотрен запас провода (кабеля), обеспечивающий возможность повторного соединения, ответвления или присоединения.
СНиП 3.05.06-85
3. Производство электромонтажных работ
Раздел: Электропроводки
3.34. Все соединения и ответвления установочных проводов должны быть выполнены сваркой, опрессовкой в гильзах или с помощью зажимов в ответвительных коробках.
Металлические ответвительные коробки в местах ввода в них проводов должны иметь втулки из изолирующих материалов. Допускается вместо втулок применять отрезки поливинилхлоридной трубки. В сухих помещениях допускается размещать ответвления проводов в гнездах и нишах стен и перекрытий, а также в пустотах перекрытий. Стенки гнезд и ниш должны быть гладкими, ответвления проводов, расположенные в гнездах и нишах, должны быть закрыты крышками из несгораемого материала.
ГОСТ Р 50571.5.52-2011.
526 Электрические соединения
526.2 При выборе средств соединения следует учитывать:
— материал проводника и его изоляцию;
— число и форму проводов, формирующих проводник;
— площадь поперечного сечения проводника;
— число проводников, которые будут соединены вместе.
Примечания:
1 Использование соединений пайкой рекомендуется избегать, за исключением коммуникационных схем. Если такие соединения используются, то они должны быть выполнены с учетом возможных смещений, механических усилий и повышения температуры при коротких замыканиях
Развернутый комментарий
Мы рассмотрели все нормативные акты регламентирующие соединение проводов. Рассмотрим преимущества и недостатки.
Опрессовка (гильзовка)
Рекомендуют все нормативы
Очень качественно соединение, большая площадь контакта. Недостаток пожалуй один, гильза большая по размеру и приходится делать большие распределительные коробки, что отражается на дизайне помещения.
Гильза, скрутка и клемма Ваго
Фото и краткое описание
Слева на фото соединение выполненное с помощью гильзы. Провода вставляются в луженую гильзу и обжимаются специальным прессом. Если гильза подобрана правильно соединение получается очень хорошее В центре скрутка, если сделать как на фото будет не хуже гильзы, но правилами запрещена, мы с своей работе не используем. Справа попытка отремонтировать проводку с помощью Ваги, соединение нагрелось, клемма расплавилась, так и до пожара недалеко.
Сварка
Рекомендуют все нормативы
Хороший контакт, малые габариты. Недостаток, проблематично проварить соединение большого количества проводов не повредив изоляцию (очень сильный нагрев).
Пайка
Предписывает применение только ПУЭ, СНиП умалчивает, а ГОСТ вообще рекомендует избегать соединения с помощью пайки.
Качественно спаять даже два провода достаточно сложно, но если удастся соединение будет качественным. Пропаять пять, шесть и более проводов практически не реально, тем более под потолком или в трудно доступном месте, куда большинство заказчиков просит поставить распределительную коробку, чтоб глаза не мозолила.
Скрутка
Запрещена
Хотя лучше еще никто не придумал. Всегда сначала провода скручивают, а потом варят, паяют, обжимают. Не буду агитировать, будем соблюдать правила, скрутка в чистом виде – ЗАПРЕЩЕНА!
СИЗ, клемма Ваго и винтовой сжим
Фото и краткое описание
Слева на фото соединение выполненное с помощью СИЗов. Провода сначала скручены, что само по себе неплохо, а поверх закручен колпачок в полном соответствии с правилами. В центре Вага (с подъемными флажками считается лучшим вариантом), отработала под нагрузкой около двух лет, оплавленная пластмасса и изоляция. Справа винтовой зажим, проблема та же что и с Вагой, соединение греется, последствия не предсказуемы
Возможные проблемы при пайке
При наличии определенного быстро нарабатываемого навыка пайка обеспечивает хороший контакт. Немногочисленные проблемы легко выявляют визуально. К таковым относятся:
- слабый прогрев соединяемых компонентов или т.н. холодная пайка – припой приобретает характерный тусклый цвет, механическая прочность контакта падает, он быстро разрушается;
- перегрев компонентов – припой вообще не покрывает поверхности, т.е. соединение фактически отсутствует;
- перемещение соединяемых компонентов до полного затвердевания припоя – видимый резкий разрыв в пленке затвердевшего припоя, соединение отсутствует.
Устранение этих дефектов осуществляют повторной пайкой.
Правила безопасности
При работе с паяльником необходимо:
Следить, чтобы жало не касалось провода питания самого инструмента и других электрических приборов
Неосторожное обращение с устройством способствует расплавлению кабелей с последующим коротким замыканием.
Проверить состояние питающего провода, корпуса и вилки. Инструменты и приборы не должны иметь повреждений, способствующих поражению человека током.
Класть паяльник на жаропрочную подставку
Горячий инструмент должен быть зафиксирован в держателях.
Брать инструмент только за рукоятку, направлять жало от себя. Ручка не должна выскальзывать или нагреваться при работе.
Готовимся к пайке – какой инструмент нам потребуется
Единственное, что нам потребуется при спаивании проводов, это обычный паяльник. Строительный рынок позволяет приобрести самые разные модели, отличающиеся по функционалу, качеству и, соответственно, стоимости. В любом случае, технология выполнения процесса всегда будет одинакова. В первую очередь потребуется проверить прибор на предмет наличия возможных загрязнений, в том числе остатков припоя, и при необходимости тщательно очистить жало.
 Для работы потребуется обычный паяльник
Для работы потребуется обычный паяльник
Чтобы правильно спаять провода, жало инструмента должно быть идеально чистым. Для этих целей нам понадобится напильник, плавными движениями которого отлично удаляются все загрязнения с поверхности прибора. После этого остается подготовить рабочее место, выполнив все правила техники безопасности. Следует учесть, что для работы паяльника требуется наличие розетки. Последний этап подготовки – это припой и флюс, поскольку без этих элементов припаять кабель не получится.
5 советов по созданию надежной пайки
К ним относят:
- Прогрев соединяемых деталей следует выполнять не острием наконечника, а его боковой поверхностью. Это обеспечивает больший контакт и лучшую передачу температуры. Однако, работая жалом с тупым наконечником или трансформаторным паяльником этот совет практически не поможет.
- Для придания повышенной прочности создаваемому соединению создается дополнительная скрутка проводов.
- Механическое приспособление третья рука облегчает фиксацию неподвижного положения соединяемых деталей.
- Новые электронные компоненты изготавливают с залуженными контактными поверхностями. Если они ничем не загрязнены, то на них можно сразу наносить флюс и припой без предварительного лужения. Это ускоряет процесс пайки.
- Продажа предлагает мастерам трубчатый припой, внутри которого расположен флюс. Обычно это канифоль. Такой комбинацией проще работать: сокращается количество промежуточных операций за счет одновременной подачи обоих компонентов.
Подготовка и уход за паяльником
Если на эту страничку попали те, кто уже умеет правильно паять, то информация Вам вряд ли пригодится, это мануал для новичков.
Радиоэлектроника для начинающих начинается с пайки. Это аксиома. Научиться паять довольно просто, как и в любом деле, нужна практика. Если паяльный набор готов, то пора приступить к подготовке инструмента.
Заточка жала паяльника.
Прежде чем паять необходимо подготовить новый паяльник к работе, а точнее, заточить жало под определённую форму и покрыть тонким слоем припоя.
Жало необходимо заточить напильником под углом в 30-40 градусов, так, чтобы получился клин. Острый край жала следует затупить, чтобы получился плоский край шириной около 1 мм. Обычно, у новых паяльников жало уже заточено клином, но оно покрыто слоем патины – зеленоватым окислом меди и кислорода. Этот окисел надо убрать напильником по металлу или мелкозернистой шкуркой.
Кроме “классической” клиновидной формы жалу можно придать и другую, всё зависит от того, что вы будете паять. Для пайки мелких деталей можно сделать его форму наподобие вытянутого конуса с шириной края 2 – 3 мм. Или же сделать пропил в краю, чтобы можно было одним касанием выпаивать SMD-резисторы.
Сразу после того, как заточили жало, нужно установить его в паяльник и залудить. Если не сделать этого, медная поверхность жала окислиться на воздухе и его придётся затачивать заново!
Залуживаем жало паяльника.
Далее необходимо залудить жало, т.е покрыть его тонким слоем припоя. Для этого включаем электрический паяльник в сеть и ждём, когда медный стержень прогреется до определённой температуры. Когда жало прогреется, это станет заметно по красноватому оттенку, медь станет красновато-оранжевого цвета. Затягивать прогрев не стоит, иначе жало обгорит. Как только жало приобретёт чуть красноватый оттенок, его необходимо прислонить к кусковой канифоли или смоле.

При этом будет обильное выделение дыма. Расплавленной канифолью покрываем всё жало. Далее расплавляем небольшой кусочек припоя так, чтобы он равномерно растёкся по поверхности. Можно потереть жало о деревянную дощечку, так припой лучше распределиться по медной поверхности.
Медное жало должно быть покрыто ровным слоем припоя. Если на поверхности остались непокрытые припоем участки, процесс лучше заново повторить.
Вот так происходит подготовка паяльника к работе. По мере необходимости процесс надо будет повторять, но делать это часто совсем необязательно.
Писал всё довольно подробно, чтобы новичкам было как можно легче.
Уход за паяльником.
Как и любой другой инструмент, паяльник требует ухода. Время от времени жало у паяльника выгорает, на нём появляются рытвины и неровности. Устраняется выгорание затачиванием жала и его лужением
Также следует обратить внимание на то, что при длительном использовании стержень покрывается окалиной, что препятствует быстрому прогреву
Почему жало паяльника выгорает? Дело в том, что при нагреве медь частично растворяется в припое, а сам край жала подвергается пусть и небольшому, но механическому воздействию. Также стоит понимать, что когда паяльник не используется, жало сильно разогревается и это способствует окислению меди. Поэтому при холостом простое рекомендуют либо выключить паяльник, либо уменьшить температуру. У обычного электрического паяльника типа ЭПСН температурной регулировки нет, поэтому при простое его лучше выключить.
Окалину удаляют следующим образом.
Пассатижами вытаскивают медный стержень из паяльника. Убирают окалину со стержня с помощью мелкозернистой шкурки. Можно покрыть стержень небольшим слоем графита, потерев его о грифель обычного карандаша. Это предотвратит быстрое образование окалины в будущем. Лёгким постукиванием по нагревательному элементу паяльника добиться извлечения окалины из нагревательного элемента, где был установлен медный стержень. Устанавливают медный стержень на прежнее место.

Следует время от времени проверять состояние изоляции электрического паяльника. Для этого замеряют сопротивление между сетевой вилкой паяльника и жалом. О том, как измерять сопротивление я уже рассказывал. На омметре следует выставить мегаомный предел измерения (1 – 10Мом). Помните, что касаться руками металлических щупов мультиметра при замере сопротивления нельзя. Иначе, прибор покажет общее сопротивление Вашего тела и замеряемой цепи. Прибор должен показать бесконечно большое сопротивление. Это будет свидетельством добротной изоляции между жалом паяльника и электрической сетью.
Для тех, кто уже обзавёлся паяльной станцией, подойдут сменные жала 900М из меди. Они также требуют подготовки перед работой.
Wago клеммники как пользоваться
Чаще всего клеммники Wago используются в распределительных щитах и коробках, а также для подключения осветительного или иного оборудования. С их помощью можно соединять одножильные и многожильные провода. В зависимости от места установки и требований к соединению, выпускаются клеммники различных серий.
Клеммы Wago доступны в двух исполнениях: одноразовые, то есть не допускающие обратного изъятия провода, и многоразовые, в которых он фиксируется путем отведения специального зажима. Как пользоваться клеммниками wago рассмотрим оба варианта на примере двух наиболее популярных серий.
Клеммники Wago 222 серии предполагают многоразовое использование. Для фиксации провода используется специальный рычажок оранжевого цвета. Он позволяет с легкостью разъединить контакт при переналадке схемы или проведении тестирования цепи.

Каждый проводник вставляется в отдельное разъемное гнездо. В основе клеммника применяется плоско-пружинный зажим, позволяющий фиксировать проводники сечением до 4,0 мм2.

Чтобы осуществить монтаж с помощью такой клеммы, следует зачистить изоляцию провода примерно на 1 см, приподнять флажок-зажим, вставить провод и отпустить зажим.

Соединение готово! Благодаря компактному размеру клеммы ее размещение возможно в любом месте, включая компактные коробки под выключатели и розетки. При этом такой вид клеммника не требует опрессовки многожильного проводника .
Клеммы Wago 773 серии предназначены для однократного соединения и только одножильных проводников. Можно соединять и многожильные, но перед этим их наконечники следует опрессовать.

Эти клеммники могут выпускаться с заполнением специальной токопроводящей пастой или без нее. Паста служит для предотвращения окисления алюминиевых проводов. Клеммы с пастой легко отличить, они выпускаются в черном или темно-сером исполнении.

Соединение происходит аналогично: зачищается провод и вставляется до упора. Но, в отличие от разъемного, здесь отсутствует рычажок, а фиксация осуществляется с помощью внутреннего зажима, закусывающего провод и не позволяющего ему выйти обратно.
В случае крайней необходимости можно, прокручивая и применяя достаточное усилие, вынуть провод из клеммника. Но делать это настоятельно не рекомендуется, так как при этом происходит деформация фиксирующего контакта и надежность последующего соединения не гарантирована.
Преимущества продукции WAGO
На основе вышесказанного перечислим основные преимущества клемм Wago:
- 1. Скорость монтажа. Зачистка изоляции и фиксация провода в зажиме занимает буквально несколько секунд;
- 2. Соединение с использованием клеммников Wago. в отличие от скрутки или опрессовки, не требует дополнительной изоляции;
- 3. Возможность производить соединение проводников, имеющих различное сечение и сделанных из разных материалов;
- 4. При необходимости соединение может быть легко переделано. Скрутка проводов, особенно ломких алюминиевых, этого не допускает;
- 5. Возможность производить диагностику цепи не разрывая ее, так как клеммники для соединения проводов снабжены отверстиями для подсоединения индикаторов или других приборов;
- 6. Аккуратность монтажа, способность выполнить соединение в стесненных условиях или если доступная часть провода слишком коротка.

Многие электрики не используют в своей работе клеммы Wago не желая нести дополнительные расходы, связанные с их приобретением. Особенно это касается многоразовых клемм, которые в почти в 2 раза дороже неразъемных.
При этом большинство забывает о том времени, которое будет сэкономлено при использовании подобных изделий. А известное утверждение «время – деньги» к работе электромонтажника имеет самое прямое отношение.
Похожие материалы на сайте:
Подготовка
Рабочего места
Паяют всегда при нормальном общем освещении (не хуже 500 люкс), при необходимости создания более комфортных условий применяют источник местного освещения.
Следует позаботиться о хорошей вентиляции. Наилучшие результаты дает вытяжка, при ее отсутствии паяют с перерывами для проветривания помещение от паров канифоли (каждый час при интенсивной работе).
Выбор паяльника по мощности
Паяют паяльниками различной мощности. Обычно исходят из того, что:
- маломощные паяльники (20 – 50 Вт) удобны для работы с электроникой, позволяют паять тонкие провода;
- 100-ваттным инструментом паяют слои меди толщиной не свыше 1 мм;
- 200 Вт и более позволяет паять такие массивные детали, которые изначально требуют применения мощных паяльников.
О мощности прибора легко судить визуально: 50-ваттный паяльник оказывается чуть крупнее авторучки, тогда как 200-ваттный – имеет общую длину примерно 35-40 см.
Паяльника к работе
Перед первым включением следует удалить с корпуса остатки заводской смазки. Их выгорание приводит к появлению дыма и неприятного запаха. Поэтому паяльник включают через удлинитель, выставляя его на улицу через форточку на четверть часа.
Затем молотком проковывают жало паяльника: уплотнение меди увеличивает срок службы. Кончику жала придают форму:
- под углом или на срез – для точечной работы (пример показан на рисунке 5);
- ножевидную – таким жалом одновременно паяют нескольких контактов (характерно для микросхем);
- специальную – ими паяют некоторые разновидности радиодеталей.

Рисунок 5. Пример универсальной заточки жала паяльника и правильного облуживания его рабочей области Перед тем как начать паять, следует очистить жало от оксидной пленки. Эту процедуру выполняют мелкозернистой наждачной бумагой или бархатным напильником, а также химическим способом: погружением в канифоль. Очищенное жало облуживают припоем.
При необходимости паять в точке можно мощным паяльником. Для этого на его жало накручивают медную проволоку диаметром 0,5 – 1 мм, используя ее свободный конец для нагрева припоя.
Деталей к пайке
Паяют всегда в несколько этапов. Сначала готовят поверхность металлического проводника:
- удалением окисной пленки с последующим обезжириванием;
- облуживанием (нанесение слоя олова на входящие в контакт поверхности).
Затем можно соединять детали.
Обязательно зачищают провода, бывшие в употреблении.
Окисную пленку снимают напильником, наждачной бумагой, лезвием ножа. В случае гибких проводов обрабатывают каждую проволоку.
Изоляцию эмалированного провода удаляют протаскиванием по поверхности ПВХ-трубки, к которой его прижимают нагретым жалом.
Признак готовности – равномерно блестящая поверхность без остатков оксидной пленки.
Паяют всегда с обезжириванием, т.е. протирают поверхность безворсовой тканью или салфеткой, смоченной ацетоном или уайт-спиритом.
У новых проводов окисная пленка отсутствует. Их облуживают сразу после удаления изоляции.
Залудить медный проводник необходимо под флюсом, после прогрева припой должен покрыть поверхность металла тонким слоем. При наличии наплывов паять не рекомендуется, провод располагают вертикально, проводя паяльником сверху вниз. Излишек расплавленного припая при этом перетекает на жало.
Если же необходимо паять алюминий, то процедуру зачистки и облуживания совмещают. Для этого помещают провод, покрытый канифолью, в наждачную бумагу, греют его с одновременным вращением.
Качество флюса некоторых видов падает при длительном хранении, а также под воздействием влаги воздуха. Поэтому такими флюсами паяют с дополнительным контролем срока годности.
Пошаговая технология пайки проводов
Инструкция для начинающих включает несколько выполняемых последовательно этапов:
- Подготовку проводников. Элементы очищают от изоляции и оксидного налета. Наждачной бумагой металл обрабатывают до блеска.
- Лужение. Паяльник нагревают до температуры плавления флюса. Жилу подносят к куску канифоли, продолжают нагрев. Очищенный конец провода должен полностью погрузиться в расплав. На обработанный проводник наносят припой. Состав равномерно растекается, покрывая поверхность тонким слоем. Таким способом обрабатывают все подлежащие пайке кабели.
- Складывают залуженные проводники, обеспечивая плотное прилегание. При пайке длинного участка делают скрутку. Жалом паяльника набирают припой, прижимают наконечник к обрабатываемому месту с небольшим усилием. Когда состав покроет всю область соединения, инструмент убирают. Провода удерживают в неподвижном состоянии до остывания.
Методики пайки с паяльником
Что нужно для пайки? Работая с металлами, необходимо использовать расходные материалы: флюс или канифоль, в результате чего получается прочное неразъемное соединение.
Важно! Дополнительные составы нужны для обеспечения высокой адгезии припоя с деталями. Спаянные детали
Спаянные детали
Канифолью
Канифоль – это похожий на стекло материал с температурой размягчения в пределах 55–70℃. Для его производства используют смолу хвойных пород дерева. Регламент прописан в ГОСТах 19113-84 и 14201-83, где сказано, что продукт растворяет патину. Рабочий диапазон температур при пайке бытовых приборов составляет 100–130℃.
Вам это будет интересно Описание и использование неодимового магнита
Канифоль используется в 2 случаях:
- Подготовка жала к работе – его зачистка, нагрев, покрытие расплавленным компонентом воска, а после – оловом. Аналогичным образом обрабатывают детали, распределяя припой.
- Работа с деталями, которые не нуждаются в подготовке. В данном случае выполняется лужение контактной поверхности, для этого применяется полый пруток из сплава свинца и олова, внутри которого находится канифоль.
Канифоль
Флюсом
Флюс поступает в продажу в жидком состоянии, либо в виде геля, пасты, порошка, что объясняется разным составом материала. Так, первые используют для работы с микросхемами, а последние – с медными трубами. Все материалы можно разделить на три группы:
- Нейтральные, без кислот в составе и с минимальной токопроводящей способностью.
- Активные – с соляной кислотой в химическом составе.
- Защитные – для исключения разрушения контактов и возникновения ржавчины.
Важно! Флюс из активной группы нельзя использовать в качестве изоляционного материала из-за низкого сопротивления электричеству. К нейтральным материалам можно отнести порошкообразную канифоль, которую разбавляют в техническом спирте, глицерине или скипидаре
Данное средство применяется для работы с микросхемами и радиотехникой, медью и сплавами на ее основе. Допустимо присутствие тонкой пленки оксидов
К нейтральным материалам можно отнести порошкообразную канифоль, которую разбавляют в техническом спирте, глицерине или скипидаре. Данное средство применяется для работы с микросхемами и радиотехникой, медью и сплавами на ее основе. Допустимо присутствие тонкой пленки оксидов.
Флюс
В других двух компонентах может присутствовать канифоль в сочетании с органическими компонентами. Такие составы актуальны для пайки меди, алюминия, никеля, серебра и стали. Для сложных работ существуют соединения с добавками хлористого цинка, и они служат защитой металла от коррозии.
Разрешенные способы соединения проводов
Но существует богатое разнообразие соединений, которые не только обеспечивают должную надежность, но и гарантируют свое качество в процессе эксплуатации. Согласно п.2.1.21 ПУЭ допускаются следующие виды соединения проводников — сваривание, опрессовка, пайка или сжимы. Сжимы могут быть винтовыми или болтовыми. Давайте рассмотрим каждый из этих видов соединений отдельно.
Из этого видео Вы узнаете о способах соединения проводов.
Сварка проводов
Одним из лучших вариантов в плане надежности контактного соединения является сварка проводов. С ее помощью допускается выполнять соединения не только проводов небольшого сечения, но и высоковольтных линий, термических установок и практически любого оборудования.

Для сварки проводов применяют специальные сварочные трансформаторы с напряжением вторичной обмотки от 9 до 36В. Заводские изделия данного типа обычно представлены сварочниками инвентарного типа, которые достаточно легки и просты в обращении. Мощность таких изделий обычно не превышает 800Вт.

- Но учитывая, что цена таких заводских изделий достаточно высока, можно использовать и самодельный аппарат. Для его создания потребуется лишь трансформатор с соответствующими параметрами.
- Главной особенностью сварочника для проводов является электрод. Он должен быть выполнен из графита. И если в заводских изделиях представлен угольный электрод специальной формы с углублением, то в самодельных изделиях часто используют графитовый стержень от обычной батарейки.
Похожие записи:
 Раздвижные межкомнатные двери
Раздвижные межкомнатные двери
 Как удлинить интернет кабель: 4 разных способа
Как удлинить интернет кабель: 4 разных способа
 Радиоконструктор № 050, «металлоискатель на 2х к561ла7″(исп. пакет -эконом)
Радиоконструктор № 050, «металлоискатель на 2х к561ла7″(исп. пакет -эконом)
 Поделки из труб
Поделки из труб
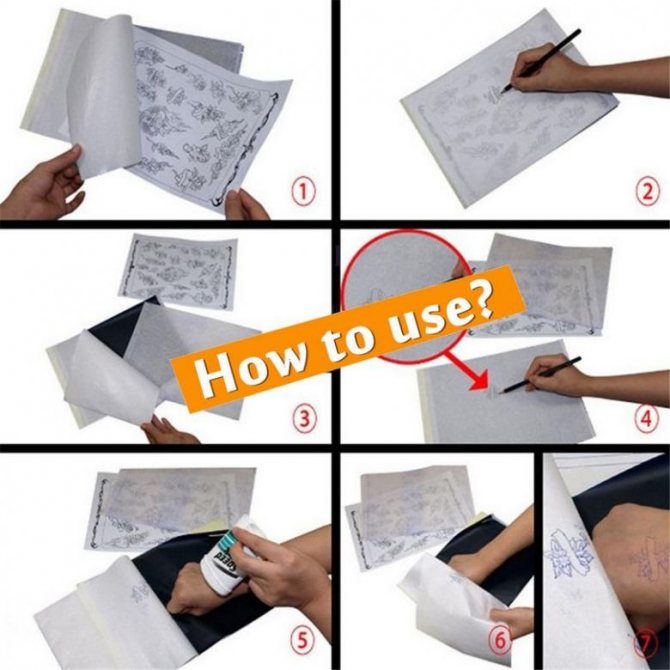 Видео мастер-класс материалы и инструменты день рождения рисование и живопись копировальная бумага своими руками или как писать красивым почерком на разных поверхностях открытка дерево ткань и др бумага гуашь карандаш картон
Видео мастер-класс материалы и инструменты день рождения рисование и живопись копировальная бумага своими руками или как писать красивым почерком на разных поверхностях открытка дерево ткань и др бумага гуашь карандаш картон
 Как создать голограмму при помощи смартфона и пластика
Как создать голограмму при помощи смартфона и пластика