Содержание
Как согнуть уголок в кольцо своими руками
Для этого лучше всего воспользоваться горячим способом обработки металла. А вот добиться заданного радиуса можно только с помощью заранее приготовленного шаблона. Предварительно нагреваем металл и начинаем равномерно огибать шаблон, при этом горизонтальную полку необходимо править во время всего процесса сгибания с помощью кувалды или молота, в противном случае полки не сохранят изначальный угол в 90 градусов между собой.
Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.
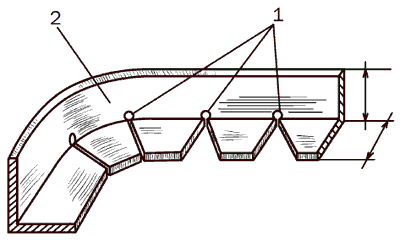
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы. К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.
ПОСМОТРЕТЬ Гибочные станки на AliExpress →
Как правильно резать трубы из разного металла
Точный распил и обрезка труб зависит не только от грамотно выполненной разметки. Большое значение имеет и материал — металл разной толщины и твердости режется с разными усилиями и побочными эффектами. Чтобы правильно отрезать чугунную трубу, ее не следует пилить на всю глубину насквозь. Чугун — хрупкий металл, поэтому обычно делается несколько надпилов, а потом специалист одним точным ударом зубила отбивает по ним кусок.
Для работы с тонкостенными трубами придется очень точно выверять положение болгарки. При этом мастеру должен правильно подобрать . В промышленных условиях для выполнения тех же задач можно использовать специальные труборезы, газорезку и сварочные аппараты.
ВАЖНО ЗНАТЬ: Водогазопроводные оцинкованные трубы

Безопасность при обрезке газовой трубы
При работе с газовыми трубами, подключенными к магистрали, важно соблюдать меры безопасности. Сначала перекрыть кран подачи газа, потом убедиться в том, что в трубе ничего нет
Для этого достаточно открыть конфорки плиты и зажечь газ — когда он кончится, пламя погаснет.
Разновидности пластиковых уголков
Пластиковые уголки для отделки стыков различаются материалом, из которого они изготовлены, формой и размером. Они бывают для наружного и внутреннего использования, декоративные и отделочные. Прежде, чем покупать уголок, следует выяснить, какой же вид окажется наиболее подходящим.
В зависимости от материала, из которого они изготовлены, уголки бывают:
- пластиковые;
- деревянные;
- МДФ;
- керамические;
- металлические.
Уголки из ПВХ бывают разных форм и размеров:
- в виде буквы L – полочки могут быть одного размера или разного, 10–50 мм в ширину и до 3 м в длину;
- в виде буквы Т – маскирует стыки между откосами и стенами;
- арочные – криволинейные, предназначенные для отделки арок и других нестандартных проемов.
Как правильно варить петли на калитку.
Легче всего варить петли, когда к ним уже приварены пластины (ушки). Приварить их можно в вертикальном положении по месту. Но есть более простой способ для начинающих. Для этого необходим уголок, внутрь которого укладываются электроды. На электроды укладывается сама петля и пластины. Дополнительно вставим еще два обрезка пластины для надежной фиксации петли.
Делаем короткие прихватки длинной до 10 мм для фиксации. Значение тока лучше выставить повыше чем для сварки каркаса на 10-15%. Вытаскиваем нашу петлю из кондуктора и провариваем по наружной стороне. При сварке не совершаем колебательных движений электродом. После провариваем петлю с внутренней стороны (там, где стоят прихватки). Теперь можно приварить петли непосредственно к калитке.
Электродуговая сварка
Ручная дуговая сварка широко используется во всех отраслях народного хозяйства и в быту для соединения элементов металлических конструкций. Ее отличительными свойствами по сравнению с другими видами сварных соединений являются:
- Относительно невысокая стоимость сварочного аппарата и расходных материалов, которыми являются электроды.
- Получение высокого качества сварных соединений распространенных марок металлов, включая нержавеющие сплавы.
- Возможность производства сварных работ во многих труднодоступных местах – этому способствует малый вес и простота подключения оборудования к электричеству.

Рис. 7 Сваривание тонкой профильной трубы – вид швов
Проведение работ с использованием электродуговой сварки состоит из следующих этапов:
- Готовят торцы труб к свариванию, для этого их очищают от ржавчины, после чего заготовки устанавливают на необходимом расстоянии для заполнения шва металлом от расплавленного электрода, часто для этого используют специальные приспособления.
- Включают сварочный аппарат, выставляя необходимый ток по встроенному индикатору, вставляют электрод в держатель, подключенный к сварочному аппарату, второй конец закрепляет на трубе.
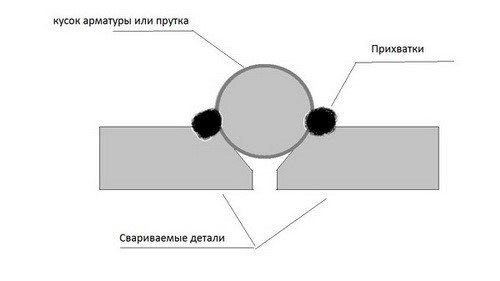
- Фиксируют положение свариваемых деталей относительно друг друга точечными наплавлениями (прихватки), после чего производят электросварку с использованием защитной одежды, маски и рукавиц сварщика.
- По окончании работ сбивают окалину и очищают шов металлической щеткой.
Полуавтоматическая сварка металл инертный газ (MIG)
Благодаря современным технологиям появилась возможность в бытовых условиях правильно сваривать профильные изделия наиболее простым способом, не требующим большого опыта и многолетней подготовки по специальности сварщик.
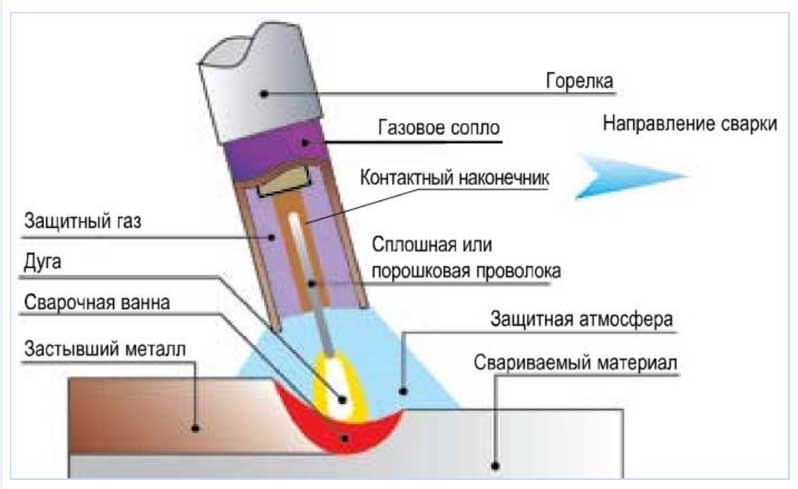
Рис. 8 Принцип работы МИГ
Полуавтоматическая сварка в среде инертных газов (МИГ) является эволюционным шагом в развитии обычных электродуговых способов, в сравнении с которыми она имеет следующие преимущества:
- Вместо электрода в сварочную ванну через горелку автоматически подается специальная проволока диаметром от 0,6 до 1,2 мм., намотанная в бобины – это автоматизирует процесс и сокращает время на смену электродов.
- Вместе с проволокой через сварочный рукав на горелку подается инертный газ (обычно это смесь углекислого газа с аргоном) – это препятствует образованию шлака и повышает качество шва.
Благодаря данной технологии полуавтоматическая сварка имеет следующие преимущества перед электродуговыми аппаратами:
- Позволяет сваривать тонкие заготовки с толщиной от 0,5 мм.
- Варит сталь, нержавейку, чугун, алюминий и цветные металлы.
- При проведении работ нет шлака и практически отсутствует дым – это менее вредит здоровью, повышает качество шва по сравнению с электродуговыми методами.
К недостаткам МИГ можно отнести громоздкость (требуется массивный баллон с газом и система подачи провода в горелку) и невозможность проведения работ на сильном ветру, выдувающим газ из зоны сваривания.
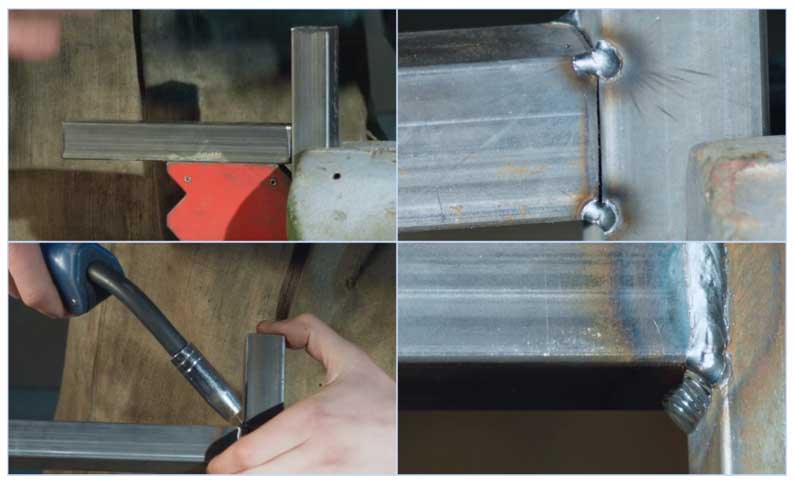
Рис. 9 Сварка тонкостенных профильных труб в среде инертного газа
Сварка изделий из металлического уголка
При изготовлении различных металлических конструкций, стальной угловой прокат (уголок) относится к наиболее часто применяемым материалам. Кроме сварки угловых заготовок между собой, часто возникает необходимость приварить уголок к трубе или к плоской поверхности. Такие соединения используют при строительных и монтажных работах, изготовлении мебели и поделок.
Сварка профилей под углом 90 °
Когда появляются вопросы, подобные тому, как сварить рамку из уголка, необходимо уметь правильно соединять детали под углом 90 °. Существует три варианта исполнения.
Первый способ заключается в том, что наружная часть одной из полок одного уголка накладывается на внутреннюю часть полки второго. Этот способ наиболее прост, но при его выполнении один уголок оказывается выше другого на толщину полки.
Второй способ состоит в предварительной обрезке полки одного из уголков на величину высоты полки. После этого второй уголок можно приложить к вырезу заподлицо и сварить с первым.
Чтобы сварить рамку, необходимо взять четыре заготовки из углового проката, подготовленные для сварки под прямым углом по одному из приведенных способов. Для предварительного закрепления лучше использовать с струбцины.
Совместив все заготовки, необходимо проконтролировать геометрические размеры будущего изделия. Затем, сделав прихватки по четырём углам, вновь сделать замеры диагоналей рамки, при необходимости подкорректировав их легкими ударами молотка вдоль большей диагонали. После этого можно осуществлять сварку стыков.
Приварка к трубам и плоскостям
Наиболее удобно сваривать уголок с профильной трубой, так как её плоские поверхности плотно прилегают к полкам уголка и при сварке образуют надежное соединение.
Например, если надо сварить верстак, стол для мастерской или подставки, то основой будущей столешницы может служить рамка из уголка, а ножками – отрезки труб.
В этом случае рамку можно ориентировать плоскостью вверх, а стальные трубы – ножки приварить к её внутренним углам. При выполнении этой работы также полезно применять струбцины нужной формы и трубы круглого сечения.
Если прочность предполагаемого соединения недостаточна, можно сварить усиливающие элементы в виде треугольных косынок из листового металла или отрезков уголка.
Соединение уголка с плоской поверхностью не вызывает затруднений. Если требуется приварить уголок с прилеганием полки к плоскости, швы вдоль полки надежно крепят уголок.
Если угловую заготовку нужно приварить торцом, сварка выполняется как при классическом тавровом соединении, которое подробно описывает ГОСТ.
Сварка неповоротного вертикального стыка
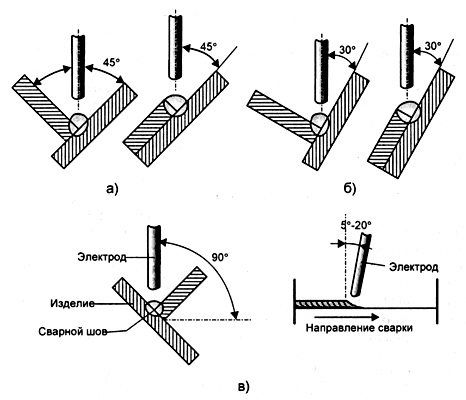
Сварной шов выполняется за два приема. Периметр стыка условно делится вер тикальной осевой линией на два участка, каждый из которых имеет три характерных положения:
- потолочное (позиции 1-3);
- вертикальное (позиции 4-8);
- нижнее (позиции 9-11).
Каждый участок сваривается с потолочного положения. Сварка ведется только короткой дугой:
lmin=0,5 dэ, мм, где dэ — диаметр электрода.
Оканчивают шов в нижнем положении.
Сварку каждого из участков начинают со смещением на 10-20 мм от вертикальной осевой. Участок перекрыт ия швов — «замковое» соединение — зависит от диаметра трубы и может быть от 20 до 40 мм. Чем больше диаметр трубы, тем длиннее «замок»
Начальный участок шва выполняют в потолочном положении «углом назад» (поз. 1,2). При переходе на вертикальное положение (поз. 3-7) сварка ведется «углом вперед». По достижении позиции 8 электрод ориентируют под прямым углом, а, перейдя в нижнее положение, сварку вновь ведут «углом назад».
Перед сваркой второго участка нужно зачистить начальный и конечный участки шва с плавным переходом к зазору или к предыдущему валику. Сварку второго участка следует выполнять так же, как и первого.
Для корневого шва применяют электрод диаметром 3 мм. Сила тока в потолочном положении 80-95 А. На вертикали ток рекомендуется уменьшить до 75-90 А. При сварке в нижнем положении ток увеличивают до 85-100 А.
При сварке труб с качественным формированием корня шва без подварки проплавление достигается путем постоянной подачи электрода в зазор. Добиваясь проплавления внутри трубы, можно получить шов с выпуклой поверхностью, что по требует последующей механической его зачистки в потолочном положении.
Заполнение разделки труб с толщиной стенки более 8 мм происходит неравномерно. Как правило, отстает нижнее положение. Для выравнивания заполнения разделки необходимо дополнительно наплавить валики в верхней части разделки. Предпоследние слои должны оставить незаполненную разделку на глубину не более 2 мм.
Облицовочный шов сваривают за один или несколько проходов.
Предпоследний валик заканчивают так, чтобы разделка осталась незаполненной на глубину 0,5-2 мм, а основной металл по краям разделки был переплавлен на ширину 1/2 диаметра электрода.
При сварке труб диаметром менее 150 мм с толщиной стенки менее 6 мм, а также в монтажных условиях, когда источник питания удален от места работы, сварку ведут при одном и том же значении сварочного тока. Рекомендует ся подбирать токовый режим но потолочному положению, ток в котором достаточен и для нижнего положения. При сварке на подъеме из потолочною положения в вертикальное, чтобы не было чрезмерного проплавления, следует прибегнуть к прерывистому формированию шва. При этом способе периодически прерывают процесс горения дуги на одной из кромок.
В зависимости от толщины стенки трубы, зазора и притупления кромок рекомендуется выполнять сварку «мазками» одним из способов:
| 1. Зажигают дугу постоянно на одной из кромок, а обрывают после формирования ванночки — на другой. Пауза между обрывом и зажиганием должна быть такой короткой, чтобы металл шва не успел полностью закристаллизоваться, а шлак — остыть. |
| 2. При большой толщине металла зажигают и обрывают дугу на одной и той же кромке. Не рекомендуется зажигать дугу в том месте, где только что был ее обрыв. Нельзя не оборвав дугу, перемещать электрод вперед но разделке, а затем вновь возвращаться на шов. |
Возможные проблемы
Прочность и качество шва будет зависеть от того, насколько полно вы сможете из бежать дефектов, характерных для такого вида соединений. К основным изъянам относятся следующие:
- Подрезы. Способствует их появлению электрическая дуга. Следы ее «коварства» предстают в виде небольших углублений на поверхности метализделий. При сварке снизу поврежденный участок можно закрыть наплавлением присадочного материала. Надо лишь дольше держать электрод при этом. Однако техника выполнения углового шва гораздо сложней. Нужно очень постараться, чтобы наплавить присадку на боковую поверхность. Вот почему на угловом шве углубления, как правило, присутствуют лишь на одном боку.
- Непровары на отрезках швов. Они встречаются чаще у тех сварщиков, кому еще надо накопить знаний в технологии производства угловых швов. Этот фактор сказывается так: рабочий в целях заполнения места стыковки чересчур энергично водит электродным кончиком по обе стороны. Но расплавленная масса, наоборот, стекает по ним, и цель – проварка шовного корня – остается недостижимой.
- Неверный катет. Качество сварки углового шва здесь зависит от умения определить требуемый режим напряжения, а потом управлять электродом с необходимой скоростью, стараясь удержать на одном уровне. Ток недостаточный? Электрод работает на малой скорости, а катет получится чрезмерно выпуклым. Из этого следует, что основной металл недостаточно поплавился. Повышенная сила тока и более быстрая скорость движения электродом? Катет получите вогнутый.
- Косой угол. Сварочные соединения отличаются, как правило, соответствующей формой к градусу угла. В этом и сложность – соблюсти точные размеры. Качество конструкции будет безнадежно испорчено, когда у приставной пластины неожиданно нарисуется наклон к одному из боков.
- Неровная наплавка металлом в боках стыковки. Высокая t, тяжесть кромок и электрода провоцируют расплавленную железную массу стекать вниз и сразу по сторонам. В результате может получиться так, что своей основной частью шов расположится на нижней поверхности. Верхний край, лишь прихваченный сваркой, уязвим перед деформацией. Чуть нагрузка – он и развалился.
- Прочие дефекты. Они представлены пустотами, лунками, вездесущими трещинами, непредсказуемыми свищами и кратерами, другими посторонними твердообразными включениями. Они могут заявить о себе в процессе.
Виды соединения
Сварка стальных изделий с применением уголка сводится к нескольким основным видам соединений:
- стыковая сварка заготовок из углового проката;
- сварка угловых заготовок под углом 90 °;
- сварка угловой стали с другими изделиями.
Создавая конструкцию, хороший сварщик решает как минимум, две задачи. Первая заключается в том, чтобы сварить прочное изделие, успешно выдерживающее определенные нагрузки. Вторая задача в том, чтобы выполненная работа смотрелась эстетично. Ведь работа настоящего мастера всегда радует глаз.
Рассмотрим типовые примеры, показывающие, как сваривать железные уголки между собой, а также с другими поверхностями.
Как сварить железные уголки под прямым углом?
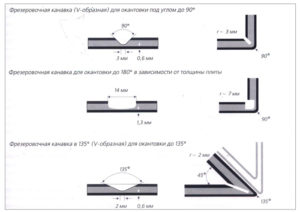
Сварить уголок под 90 градусов не так просто, как может показаться. Существует достаточно много вариантов такой сварки. Тонкости заключаются в том, чтобы наиболее точно расположить два уголка по отношению друг к другу. Можно выделить несколько основных видов соединений:
- Уголки располагаются вертикальными полками наружу (один уголок вкладывается в другой). Такой способ обеспечит наиболее гладкую форму свариваемой рамы и именно поэтому используется чаще всего.
- Кромки уголкового профиля разделываются под угол 45° и после этого стыкуются.
- Вязка угла в шип – в полках уголка делают вырезы (самый сложный способ).
Рассмотрим первый, самый простой способ сварки уголка в рамку. Предварительно необходимо сделать заготовки из уголкового профиля, отрезав их в размер и зачистив область наложения сварного шва.
Затем, уложив уголки в рамку, нужно измерить диагонали, чтобы убедиться в правильности размеров будущего изделия.
Далее с торца каждого угла (с внешней стороны) необходимо сделать прихватки при помощи электрода. Это необходимо, чтобы зафиксировать положение уголков в рамке. Затем выполняются прихватки внутри рамки (в каждом углу).
После наложения прихваток необходимо осуществить полную обварку мест стыковки металлических уголков. В зависимости от того, насколько велика будет нагрузка на рамку при эксплуатации, зависит, сколько швов придется наложить – то есть достаточно ли выполнить только внутреннюю сварку или еще и обварку всех торцов снаружи.
Завершающим этапом сварки металлических уголков в рамку станет зачистка швов от шлака. Данную операцию необходимо выполнять аккуратно, чтобы не повредить сварной шов.
Как соединить круглую трубу с квадратной
В процессе реализации трубопровода далеко не все элементы можно сварить между собой. Иногда для системы требуется квадратная труба, соединить которую с остальными элементами весьма проблематично. Лучше не пытаться объединить их электродом, ведь обеспечить идеально герметичный практически невозможно.
Так, например, соединение хромированных круглых и квадратных элементов можно осуществить посредством:
- Хомутов;
- Фитингов;
- Муфт Gebo.
Соединить профтрубы своими руками вполне под силу человеку, не имеющему профильного образования. Достаточно лишь подобрать соответствующие приспособления, изучить азы процесса и правильно зафиксировать все элементы системы. Главное в этом деле – не торопиться и не бояться исправлять ошибки. Тогда приварить элементы удастся максимально качественно и быстро, а сварная конструкция будет служить достаточно долго.
Приём сварки на просвет
Сварку труб на просвет (в отсутствии непосредственного соприкосновения) начинают с основательной подготовки места соединения заготовок.
Для сваривания по этому методу подходят лишь трубы среднего диаметра с толщиной стенок не менее 6-12 миллиметров. При этом предполагается выборка фаски под углом 65-70 ° с обеспечением приступа в 2 мм.
Для правильной (соосной) фиксации свариваемых трубных заготовок потребуется внутренний центратор, полностью исключающий какое-либо смещение сборки. Зазор в просвете оставляется порядка 2,5 мм (его легко можно выставить, ориентируясь на электрод соответствующего диаметра).
В итоге можно сказать, что сварка угловых и по-разному ориентированных в пространстве соединений предполагает не только основательную подготовку, но и правильный выбор электродов для неё.
Гибка наружу и вовнутрь

Уголок представляет собой разновидность металлопроката, который в поперечном сечении имеет форму буквы Г. Таким образом, при гибке уголка по радиусу существует два варианта – когда перо жесткости располагается внутрь образующейся дуги или наружу. Схема следующая:
- Когда производится гибка наружу (она называется «высадка»), одна из полок уголка растягивается, образуя внешний радиус.
- Когда производится гибка внутрь (она называется «обтяжка»), одна из полок уголка сжимается, образуя внутренний радиус.
Процесс гибки может быть применен к уголкам из обычной углеродистой стали, а также к изделиям из высоколегированных сталей и цветных металлов. Гибка уголка по радиусу позволяет получить металлический прокат полукруглой формы, который подходит для использования в металлоконструкциях. При этом не допускается разрушение металла, что положительно отражается на сроке эксплуатации деталей. Компания М-Резка предлагает Вам не только услуги по гибке уголка, но и услуги по гибке швеллера, профильной и круглой труб.
Начало рабочего процесса
Теперь, как сварить гаражные ворота. 1 этап — сборка каркаса, для этого необходимо сварить уголки 75 мм и профиля в единую конструкцию, затем на нее будет закреплена рама и наварено полотно. Работы стоит начинать с порога в следующем порядке:
- Отрезать 2 уголка по ширине проема будущих ворот, расположить их вдоль порога с внутренней и внешней сторон. Сварить их между собой стальными полосками или арматурой с шагом 50–75 см. Полоски размещаются с внутренней стороны уголка. Итак, есть порог.
- Отрезать еще 4 заготовки, они пойдут на боковую часть каркаса. Следует разместить их плотно к уголкам порога, подрезать изделия так, чтобы они плотно подходили друг к другу.
- Поставить все 4 стойки к торцам стены. Свариваем связями, как и нижнюю часть каркаса до этого. Шаг размещения связей — по 40 см от порога и потолка, а средняя — на равном удалении от верхней и нижней планок.
- Приварить порог к стойкам.
- Требуется установить верхнюю часть каркаса, подкорректировать, где нужно, приваривать связи, потом сварить с боковыми стойками. Каркас готов.
- Если какой-то из элементов повело, его можно подправить, наварив рычаг.
Сборка внутренней рамы
Сварить гаражные ворота своими руками не так просто, если спешить. Чем небрежнее сварка, тем больше шанс, что каркас и рама будут кривыми. Если хозяин никогда не занимался сваркой металла, стоит попросить знакомого специалиста помочь в этом. Итак, нужно приступить к сборке рамы:
- В готовом каркасе понадобится установить створки и закрепить их на петли. Нужно выдержать зазоры для рамы — сверху 10 мм, сбоку — 5 мм, нижний зазор от порога — 20 мм.
- Отрезать уголок по длине боковой части каркаса, подрезать еще 30 мм и поставить в соответствии с зазорами к внешней боковой части каркаса. Куском метала нужно прихватить заготовку на этом расстоянии к внешней стойке каркаса, можно прихватить 2 элементами, чтобы зафиксировать наверняка. С противоположной стороной повторить процедуру.
- Снизу и сверху сварить уголки горизонтально, подрезать в соответствии с размерами рамы.
- Прикрепить к каркасу петли и приварить их к частям рамы. После этого можно подрезать сварныекрепления, которыми часть рамы была зафиксирована на каркасе.
- Установить посередине 2 стойки, приварить их.
- Приварить по 1–2 перемычки для каждой двери.
- Чтобы ворота без полотна не просели, стоит сразу поставить раскосы.
- Теперь нужно проверить и открыть ворота.
- Осталось только наварить полотно.
Это основная часть того, как сварить ворота в гараж. Далее остается закрепить полотно. Листы можно наваривать как целиком, так и по частям. Лист нужно прихватывать сначала по углам, потом по центру, а затем уже пройтись по всему периметру, иначе его в процессе работ поведет.
Крепление профнастила
Установку листов профнастила можно осуществить так, как удобнее расположить их по перекладинам.
Главное – хорошо установить первый из листов, соблюдая горизонталь и вертикаль. По уровню этого листа будут крепиться и все последующие.
Листу придается правильное положение, затем его крепят к лагам на несколько саморезов. Их вкручивают в тех местах, где волны прилегают к плоскости. После фиксации листа переходите к следующему. Листы не стыкуются – выполняется нахлест на одну волну.
Когда по всей длине забора установлены листы, сделайте дополнительное крепление. Точки крепления должны находиться через каждые две волны на листе, иначе при порывах ветра профнастил будет стукаться о перекладину.
Если сперва установить два самореза по краям, хорошо вымеривая их положение на листе, а затем протянуть между ними капроновый шнур, можно устроить все последующие крепежные элементы строго по его уровню. Получится красивая ровная линия.
Старайтесь не нанести вред покрытию из полимеров. Если на листе останутся царапины, их следует закрасить – это убережет лист от коррозии.
Гибка профиля газовой горелкой
При помощи газовой горелки необходимо разогреть алюминиевый профиль именно в месте гибки и рядом с ним. Основной жар пламени должен концентрироваться на месте сгибания.
Работать необходимо в толстых перчатках, так как металл сильно раскаляется. Прислонив трубу к профилю, начинаем аккуратно изгибать его. Прикладываем отрывистые мягкие движения (не постоянно нужно тянут профиль на гибку).
Следим за местом изгибания. Если видим изменение цвета, продолжаем подогревать газовой горелкой. Конечный результат будет достигнут значительно быстрее, чем при использовании самодельных прокатных станков.
В видео демонстрируется, как можно согнуть алюминиевый профиль в домашних условиях:
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Похожие записи:
 Агератум
Агератум
 Маринад для шашлыка из скумбрии: 7 рецептов, советы по приготовлению
Маринад для шашлыка из скумбрии: 7 рецептов, советы по приготовлению
 Светодиодный индикатор уровня звукового сигнала на lm3915
Светодиодный индикатор уровня звукового сигнала на lm3915
 Что можно сделать из огнетушителя снятого с эксплуатации?
Что можно сделать из огнетушителя снятого с эксплуатации?
 Срок службы пластиковых окон или когда их нужно менять?
Срок службы пластиковых окон или когда их нужно менять?
 Лепешки узбекские рецепт приготовления в духовке и на сковороде
Лепешки узбекские рецепт приготовления в духовке и на сковороде