Содержание
Получение эффекта грубо пропиленной поверхности на калибровочно шлифовальных станках
Обещанная новинка — применение калибровально шлифовального станка
для создания дополнительных декоративных эффектов.
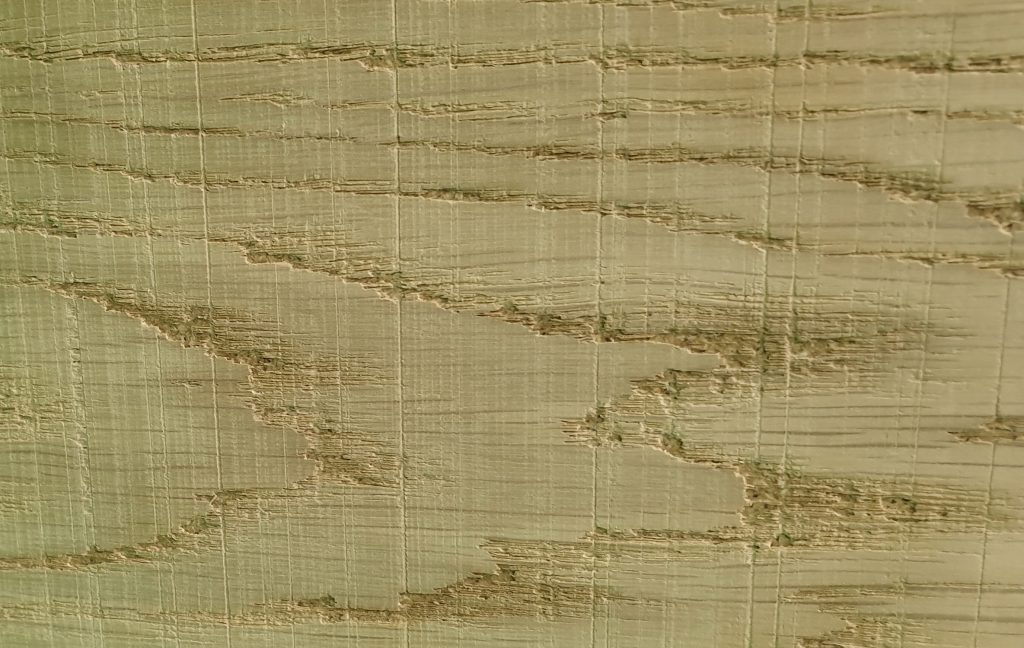
Один из интересных приемов декорирования поверхностей — это
текстурирование с получением поперечных рисок, имитирующих царапины,
оставляемые зубьями пил при раскрое бревен на пиломатериалы.
 |
|---|
 |
|---|
|
Рис. 6-7. Эффект рисок на шлифованных деталях |
На бездефектные поверхности риски могут наноситься намеренно для
того, чтобы подчеркнуть натуральность материала, сделать дизайн
более брутальным, повысить анти скользящие свойства напольных
покрытий.
Чаще всего эффект грубого пиления имитируется на доске пола,
однако в последнее время данный прием становится все более
популярным в мебели рустикального стиля, стеновых панелях.
 |
|---|
| Рис. 8. Эффект грубого пиления на доске пола |
Узел поперечного шлифования
Нанесение царапин с заданным шагом и глубиной возможно на
шлифовальном станке, оснащенным узлом поперечного шлифования. В
качестве абразива при этом используют узкие шлифовальные ленты
грубой зернистости. Агрессивность воздействия также обеспечивается
за счет узкой вставки утюжка.
 |
|---|
|
Рис. 9. Узел поперечного шлифования станка VIET, используемый для получения эффекта грубого пиления |
Поперечный узел устанавливается в станке в качестве первого или
после калибровочного узла с контактным или фрезерным валом. После
нанесения рисок шероховатость может быть несколько сглажена на
следующим за поперечным продольным узле с контактным утюжком.
 |
|---|
|
Рис. 10. Станок Opera 5 производства компании VIET с поперечной лентой для нанесения рисок |
Читайте далее:
|
Как склеить шлифовальную втулку на шлифовальный барабан
Мастер-класс по изготовлению своими руками шлифовальных втулок на металлический или прорезиненный шпиндель шлифовальных барабанов для осцилляционно-шпиндельного шлифовального станка.
Шлифовальные втулки являются востребованным расходным материалом. Прекрасно, когда вы научитесь изготавливать их самостоятельно и перестанете зависеть от наличия втулок нужного диаметра и зернистости в магазинах.

В мастерской по производству деревянных игрушек шлифование заготовок занимает особую часть процесса производства.
Это очень ответственный и важный этап превращения заготовки в безопасную деревянную игрушку.
Нужно тщательно избавиться от всех острых краев, сгладить углы деталей, чтобы игрушка стала безопасной для ребенка и ее было приятно держать в руках.
Видео процесса можно посмотреть тут:
Пошаговый мастер-класс с фото.
Шлифовальные барабаны бывают различных диаметров, с обрезиненными или металлическими шпинделями, муфтовые и безмуфтовые.
Чем шлифовальные барабаны отличаются — это тема следующего мастер-класса.
Процесс изготовления шлифовальной втулки на шлифовальный барабан с металлическим шпинделем начинается с обклеивания самого шпинделя мягким пластиком.
Обычно, барабаны крупного и большого диаметра идут с обрезиненным шпинделем, а барабаны маленького диаметра имеют просто металлический шпиндель.

Обрезинивание способствует более «мягкой» шлифовке, лучше прижимается деталь и шлифоваальный материал.
В процесс обрезиненная поверхность.
Поэтому можно самостоятельно «обрезинить» металлический шпиндель для более комфортного шлифования заготовок.
Для этого нам понадобится мягкий пластик для детского творчества и двусторонний скотч:

1. Оборачиваем металлический шпиндель двусторонним скотчем, обрезаем излишки канцелярским ножом.

2. Снимаем защитную желтую оболочку.

3. Накатываем на мягкий пластик.
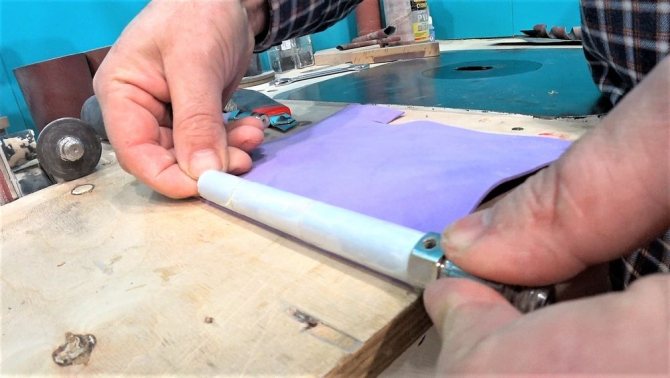
4. Обрезаем лишнее.

5. Прокатываем шпиндель с пластиком по ровной твердой поверхности.
Общие понятия и область применения
Существует огромное количество шлифовального оборудования, которое делает любые древесные поверхности очень гладкими. Оно представляет собой станину, на которой расположен специальный каркас с электрическим двигателем (для самоделок используются моторы стиральных машинок) и механизмом. Сам механизм, в свою очередь, включает в себя валы, шкивы и ленту из абразива.
Область применения
Их используют на всех производствах, где обрабатывают древесину. Зачастую любые черновые изделия имеют неровную и шершавую поверхность. Такие заготовки нельзя просто покрасить и выставить на продажу или установить куда — либо. Поэтому, для дальнейшей обработки древесины все её поверхности поддаются шлифованию.
Виды шлифовальных барабанных станков
Следующим этапом является выбор конструкции станка по дереву. Основным параметром является форма деревянной заготовки и степень ее обработки. Самодельное оборудование барабанного типа предназначено для формирования ровных и гладких поверхностей с небольшой площадью.
Для заводских производственных линий необходимы специальные центры обработки. Они обладают сложным функционалом, могут одновременно выполнять несколько операций. Однако их основным недостатком является высокая стоимость. Поэтому в качестве домашнего оборудования их рассматривать нецелесообразно.
Существуют следующие типы обрабатывающих центров:
- плоскошлифовальные. Обработка выполняется в одной плоскости. Могут быть использованы в качестве примера для самостоятельного изготовления;
- круглошлифовальные. Предназначены для обработки цилиндрических поверхностей. Для этого в комплектации предусмотрены несколько насадок с различными диаметрами;
- планетарные. С их помощью происходит формирование ровной плоскости на изделиях большой площадью.
Для комплектации небольшой домашней мастерской чаще всего выбирают плоскошлифовальные модели. Они отличаются несложной конструкцией, доступностью комплектующих и относительно быстрым изготовлением.
Как регулировать калибровально шлифовальный станок
Чтобы шлифование было оптимальным и экономичным, необходимо,
удалять строго определенное количество материала на определенном
этапе шлифования. Для этого необходимо правильно выбрать тип ленты,
градацию зерна, установить корректные регулировки станка.
Ключевые моменты, которые
|
На основании ответов подбирайте правильно ленту и определяйте
настройки станка.
Правильная регулировка оборудования позволит вам добиться
максимального срока службы шлифовальных лент и значительно снизить
частоту остановок процесса для смены лент.
Для подбора оптимального сочетания материалов и настроек, очень
часто, необходимо провести многочисленные тесты, что называется
методом проб и ошибок.
Как подобрать градации зерна для шлифовальной ленты
При подборе градаций зерна необходимо подбирать шлифовальные
ленты отстоящие друг от друга на один шаг по зернистости.
Например, набор лент для станка с тремя шлифовальными станциями в
следующей последовательности Р80 – Р120 – Р180 будет нормально
работать, в то время как набор Р60 – Р120 – Р220 приведет к
проблемам с качеством поверхности МДФ и дерева после шлифования, а
также со сроком службы лент.
Таблица 1
Рекомендуемые градации зерна для различных шлифовальных операций
|
Зерно |
Применение |
|---|---|
|
Р24-Р50 |
Для удаления большого количества материала, калибровка |
| Р60-Р100 | Для удаления меньшего количества материала |
| Р120-Р180 | Для шлифовки поверхности, шлифовки дерева |
| Р220-Р1200 | Для удаления ворса |
Рекомендуемые глубины шлифовки
При работе на калибровально шлифовальных станках (при
скорости шлифовальной ленты 18 м/сек, нагрузке 0,625 кг/см2 и
скорости подачи заготовки 5-7 м/мин) рекомендуемая максимальная
глубина шлифовки материала:
- Р40 — 1,2мм
- Р60 — 0,75мм
- Р80 — 0,64мм
- Р100 — 0,57мм
- Р120 — 0,50мм
- Р150 — 0,46мм
- Р180 — 0,43мм
- Р220 — 0,41мм
- Р240 — 0,39мм
- Р320 — 0,35мм
- Р400 — 0,33мм.
Например, на трёх ленточных калибровально шлифовальных станках
при шлифовке массива рекомендуется на первом контактном валу
установить шлифовальную шкурку Р40-60, на втором валу с прижимной
подошвой шлифовальную шкурку Р80-100, на третьем валу с прижимной
подошвой шлиф шкурку Р120-400.
Самодельный барабанный шлифстанок
Такой барабанный станок по дереву имеет специфическое, очень прикладное предназначение. Он не универсален и его, достаточно редкое, применение в обычных хозяйствах не способствует росту популярности. Относительно большая стоимость, габариты и сложность в предварительной настройке делают подобную технику бедной падчерицей среди «болгарок», дрелей и вибрационных машинок.
Иногда есть смысл сделать аналогичный настольный, шлифовальный станок своими руками, взяв за основу лёгкую серию барабанного оборудования Jet. Конструкция подобного самодельного, барабанного механизма не является сложной:
- станина и корпус основной, режущей части делается из многослойной фанеры или хорошего дерева толщиной от 10 до 20 мм;
- хорошо подходит для этих целей и двигатель от старой стиральной машины, разобранной своими руками; шкив остаётся на месте;
достаточно сложно будет изготовить рабочий барабан, он хоть и будет самодельный, но функции останутся прежними;
- шлифовальный барабан самодельного станка изготавливается из пластиковой толстостенной трубы подходящего диаметра (как у Jet модели 10-20 Plus);
из калиброванного металлического прутка (до 20 мм) изготавливают основную ось режущего узла;
своими руками подгоняют деревянные пробки под пластиковую трубу и центральную ось;
самодельный подшипниковый узел придётся заказать специалистам;
собрав барабанный узел и зафиксировав его части между собой 10 крепёжными элементами, обклеивают резиновым рукавом;
можно приступать к сборке самодельного станка;
- подающий, сделанный своими руками стол, со стороны подачи, крепят на рояльных петлях;
с выходной стороны шлифовального станка устанавливают регулируемый упорный винт;
монтаж пускорегулирующей аппаратуры будет заключительным штрихом этой деревообрабатывающей композиции;
Так будет выглядеть самодельный, выполненный своими руками, шлифовальный станок по дереву рассмотренного в статье типа. Хотя, если честно признать, всё же опасно иметь дело с такими самоделками.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как крепить двигатель?
На одной из стенок корпуса разместил кусок ДСП (основание для двигателя) такой толщины, чтобы вал двигателя оказался примерно посередине верхней панели. Двигатель прикрутил к основанию саморезами. Далее соединил всю электрику, как показано на схеме на шильдике двигателя, на плате из кусочка пластика.
Затем возник вопрос, как установить барабан на вал двигателя.
Для этого я просверлил отверстие в центре вала двигателя.
Читать также: Формула коэффициента жесткости пружины через период
Как это сделать точно?
Нужно включить двигатель и взять сверло плоскогубцами просверлить вал нажатием неподвижного сверла диаметром 3 мм на центр вала, из-за того, что вал вращается, сверло самое найдет точный центр. Затем я нарезал резьбу М4 в получившимся отверстии, глубина отверстия получилась примерно 15 мм.
Далее я изготовил 2 барабана разных диаметров из дуба, чтобы они были прочными.
В барабанах сверлится отверстие для винта на всю глубину, диаметром 4мм, а с одной стороны отверстие расширено до 8 мм для посадки на вал на такую глубину, чтобы барабанчик садился на вал, но не касался основания. Затем винтом с шайбой барабанчик притягивается к валу.
Барабанчики оклеил наждачкой создав трафарет такой формы, чтобы получить склейку встык под 45 градусов примерно.
Изготовление дискового шлифовального станка
Дисковый станок считается самым простым в изготовлении. Принцип его работы напоминает обыкновенный электрический наждак. Сборка шлифовального станка представлена инструкцией с пошаговым фото:
Силовой установкой станка выступает трехфазный электродвигатель. Такой выбор не случаен, так как перемена фазы при подключении позволяет организовать реверс. К сети 220 В мотор можно подключить через конденсаторы.

Рабочий диск выпиливают из фанеры толщиной 1,5 см. Две одинаковые заготовки склеивают между собой. В итоге получается диск толщиной 3 см. Строго по центру сверлят отверстие, диаметр которого равен толщине вала электромотора.

Для сборки станины лучше использовать обрезную доску, а направляющие и рабочий стол выпиливают из фанеры толщиной 1,5 см. Дерево для изготовления станка лучше подойдет, чем металл. Древесина гасит вибрации мотора.

Рабочим диском можно шлифовать и даже затачивать
Важно правильно подобрать абразивные материалы. Они должны быть на липучке и соответствовать своему назначению
Если нужно шлифовать изделие из камня или гранита, на рабочий диск наклеивают алмазный круг «Черепашка».

Чтобы отшлифовать деревянную заготовку, на рабочий диск приклеивают круг из наждачной бумаги.

Аналогичные круги на липучке есть по металлу. На таком диске можно затачивать ножи, топоры и другой инструмент.
При конструировании дискового шлифовального станка важно позаботиться о безопасности. Сверху вращающийся рабочий диск закрывают защитной аркой
На рабочем столе предусматривают регулирующуюся пятку, служащую упором для обрабатываемой детали.

Читать также: Клей термостойкий тк 1300
Столешницу станка не стоит вскрывать лаком или красить. Со временем неравномерно стершееся покрытие создаст трудности перемещения обрабатываемой заготовки.
Вариант изготовления ленточного станка
Для сборки шлифовального станка ленточного типа понадобится электромотор, прочная станина и катки, на которых будет вращаться лента. Обязательно под рукой иметь чертеж или подробную схему с указанием всех узлов и размеров. Пример схемы станка с деревянной станиной предлагаем посмотреть на фото.
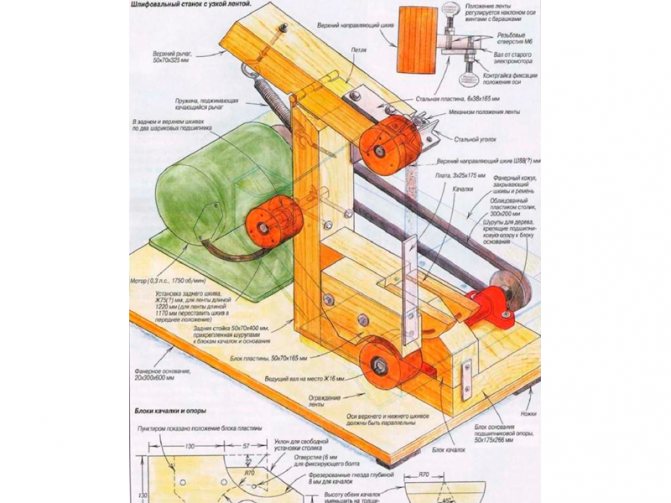
На следующем фото представлена готовая конструкция станка. В этом варианте расположение трех рабочих валов выполнено так, что движущаяся лента образует вертикальную шлифовальную плоскость. В качестве привода использована ременная передача.

В конструкции станка можно использовать четыре катка. Один из них является ведущим и насажен непосредственно на вал электродвигателя. На фото показан пример такой конструкции. Установка четырех катков позволяет получить две шлифовальные плоскости: горизонтальную и вертикальную.

Деревянная станина сглаживает вибрацию работающего электродвигателя, однако, древесина недолговечная. Оптимально заготовку размером 50х18 см вырезать из стали толщиной 2 см. Один край станины делают идеально ровный, чтобы к нему закрепить площадку для электромотора. Для следующей детали понадобится сталь толщиной 1 см. Площадку вырезают размером 18х16 см, после чего закрепляют к станине болтовым соединением.
Большая мощность электромотора для такого станка не нужна. Подойдет двигатель от старой стиральной машинки. Если требуется большая производительность шлифовальной машины, тогда желательно найти электромотор с частотой вращения вала 1500 об/мин мощностью от 2,5 до 3 кВт. Качественной шлифовки можно добиться при движении наждачной ленты со скоростью 20 м/с. Чтобы достичь таких параметров, используют рабочие барабаны диаметром 20 см. Если сделать тоньше катки, придется снижать частоту вращения вала мотора с помощью редуктора, что крайне неудобно.
Ведущий барабан можно насадить на вал двигателя. Если такой вариант не подходит, изготавливают отдельный узел. Ведущий вал с подшипниками закрепляют на станине. С оного конца насаживают шкив ременной передачи, а с другого конца устанавливают ведущий барабан. Тогда на вал электродвигателя тоже насаживают шкив и надевают клиновидный ремень. Ведомые катки вращаются произвольно на подшипниках.
Читать также: Полимерные материалы состав строение свойства связующие вещества
Шкивы ременной передачи придется вытачивать на токарном станке, а катки можно сделать из квадратных кусков ДСП размером 20х20 см. Плиты складывают друг на друга, пока не получится суммарная толщина 24 см. По центру квадратных плит сверлят отверстие, вставляют шпильку с резьбой и плотно стягивают пластины с обеих сторон гайками. Квадратную заготовку протачивают так, чтобы получился барабан диаметром 20 см.
Во время проточки катка предусматривают в его центральной части утолщение. По отношению к краям барабана перепад должен составить 3 мм. За счет утолщения лента не будет съезжать с катков. Поверхность деревянного барабана обтягивают резиной. Подойдет старая велосипедная камера. Резина предотвратит проскальзывание ленты на катках.
Для изготовления шлифовальной ленты подойдет наждачная бумага на тканевой основе. Можно вырезать цельную полосу необходимой длины, края которой склеивают встык. Если длинной полосы наждачной бумаги нет, отрезают полосу прочной ткани и сшивают ее в кольцо. Наждачную бумагу нарезают прямоугольниками, после чего наклеивают на полоску ткани
При изготовлении шлифовальной ленты важно подобрать качественный клей, чтобы наждачная бумага не отслоилась
Как сделать шлифовальный станок своими руками?
Если нет возможности выложить достаточно круглую сумму за достойный вариант барабанного шлифовального станка, то стоит попробовать сделать его своими силами. Для человека, который неплохо разбирается в механике – это не слишком сложная задача. К тому же так вам удастся сэкономить значительные денежные ресурсы.
Для того чтобы собрать барабанный шлифовальный станок в домашних условиях необходимо обзавестись следующими его частями:
Барабан шлифовальный. Цилиндрической формы приспособление можно создать на базе «мусорных» строительных материалов. В этих целях часто используют ровные куски деревянных брусков, которые равномерно крепят на специальную металлическую ось при помощи клея
При этом особое внимание следует обратить на плотность прилегания этих брусков друг к другу. Также барабан можно сделать на базе поливинилхлоридовой трубы с диаметром до 10 см, которая одевается на железный стержень с диаметром 1,5-2 см
По длине она должна быть немного короче самого стержня. В концы трубы вставляем специальные заглушки с отверстиями для стержня. Рекомендуем заглушки закрепить при помощи шурупов. Продеваем и закрепляем стержень. На трубу наматываем плотный слой резины, на которую и будет крепиться наждачная бумага.
Двигатель. Лучше всего использовать рабочий двигатель от старой стиральной машины (как и шкивы, ремни и т. д.). Оптимальная мощность мотора должна составлять от 200 до 300 Вт. Желательно чтобы двигатель также был асинхронным и однофазным. Уровень оборотов – 2000-3000.
Корпус. По конструкции он должен быть простым и удобным. Лучше всего чтобы корпус станка состоял из двух боковых панелей, распорки и собственно самого стола. Особое внимание следует обратить на прочность и жесткость рабочего стола, который не должен деформироваться при нажатии обрабатываемой заготовки на барабан. Рабочий стол должен состоять из основания и подвижной части.
Инструкции для калибровочно шлифовального станка с действующего производства:
Использование шлифовальных лент
Перед использованием шлифовальных лент необходимо
- за 24 часа до использования шлифовальной ленты
вскрыть коробку с лентами в месте с надписью «Открывать
здесь» - извлечь ленты из коробки и влагозащитного мешка (для
акклиматизации материала к окружающей среде). Следует
избегать попадания прямого солнечного света на
шлифовальные ленты - следует вывесить ленты на консольной опоре диаметром
не менее 50 мм при температуре окружающей среды 18-22 С
и относительной влажности 45-60%. Использование слишком
тонкой опоры приведёт к излому ленты или другому её
повреждению - перед непосредственным использованием ленты
произвести визуальный осмотр ленты на наличие
повреждений и иных дефектов - в случае повреждения края ленты на глубину 10 мм
необходимо вырезать острым ножом поврежденную часть по
длинной дуге, что позволит избежать дальнейшего разрыва
после установки на станок - в станок шлифовальную ленту заправлять стрелкой в
сторону движения - после установки лент на оборудование рекомендуется
запустить станок в режиме холостого хода на 5-10 минут.
Подобную операцию необходимо повторить и после
вынужденной остановки станка. Это необходимо, чтобы
лента равномерно прогрелась - при работе соблюдать соответствующие режимы
шлифования - оставшиеся ленты хранить в подвешенном состоянии,
запрещается оставлять ленты на бетонном полу, так как
край ленты впитывает влагу, что приводит к изменению
геометрии ленты.
Важно!
При несоблюдении одного или нескольких из перечисленных
пунктов рекламации на шлифовальные ленты не принимаются.
 |
|---|
|
Рис. 4. Хранение широких шлифовальных лент на производстве |
Технологический процесс шлифования
Абразивная лента
-
Sia 1749
serial F TopTec
Р80, Р12О, Р15О, Р220 - абразив — карбид кремния
- связующий слой — синтетическая смола
- подложка — f бумага
- покрытие — закрытое.
Описание технологического процесса шлифования
Исходя из сильных колебаний толщины материала (до 0.8мм) и
максимальной интенсивности съема, был выбран вариант
шлифования за два прохода, используя два комплекта лент.
1 проход:
контактный вал — зернистость Р80, контактный утюжок —
зернистость Р120 Получаемая толщина материала на выходе:
МДФ16— 15,8, МДФ19— 18.7 мм.
Далее материал обрабатывается на обрабатывающих центрах.
2 проход:
Контактный вал — зернистость Р150, контактный утюжок — зернистость Р220.
Получаемая толщина материала на выходе МДФ16 — 15.7,
МДФ19 — 18.6, МДФ30 — 23,8 мм.
 |
|---|
|
Рис. 5. Интерфейс управления калибровально шлифовального станка Costa Levigatrici 1350 |
Максимальная интенсивность съема
Таблица 3
Калибрование с помощью контактного вала
| Градация | Снимаемый слой в мм | |
|---|---|---|
| Р36 | Стал./ тв. рез. ролик | <1 |
| Р40 | Стал./ тв. рез. ролик | <0.8 |
| Р60 | Стал./ тв. рез. ролик | <0.6 |
| Р80 | Резиновый ролик | <0.5 |
| Р100 | Резиновый ролик | <0.3 |
| Р120 | Мягкий резиновый ролик | <0.2 |
| Р150 | Мягкий резиновый ролик | <0.1 |
| Р180 | — | |
| Р200 | — |
Таблица 4
Конструкция барабанного станка
Изготовление следует начать с изучения особенностей конструкции этого вида оборудования. Шлифовальный станок барабанного типа предназначен для обработки деревянных поверхностей, их выравнивания и удаления заусенец.
Устройство относится к виду плоскошлифовальных машин по дереву, которые выполняют функцию калибровки. Существует множество моделей и типов оборудования. Но главной задачей перед изготовлением агрегата своими руками является выбор оптимальной конструкции. Оптимальным вариантом является детальное ознакомление с заводскими аналогами и составление схемы изготовления на основе полученных данных.
Конструктивно станок должен состоять из следующих компонентов:
корпус. К нему крепятся основные детали оборудования;
силовой агрегат. Чаще всего для этого устанавливают асинхронный электродвигатель;
шлифовальный барабан
Важно правильно подобрать его диаметр, способ снятия стружки. Своим руками можно сделать основу, на которую устанавливается наждачная лента
Либо заказать у профессионального токаря цилиндрическую головку с режущей кромкой. Все зависит от вида работ;
устройство для изменения частоты работы вала двигателя;
рабочий стол. На нем будет располагаться заготовка. Специалисты рекомендуют при изготовлении станка своими руками этот компонент делать из стеклотекстолита;
Дополнительно в барабанном шлифовальном оборудовании можно предусмотреть наличие механизма для удаления пыли и стружки из зоны обработки. Также рекомендуется делать рабочий стол с изменяемой высотой относительно рабочего барабана. Это позволит обрабатывать часть торца деревянной заготовки.
Устройство станков
Шлифовальный станок барабанного типа относится к группе плоскошлифовального оборудования. Он предназначен для финишной отделки всевозможных деревянных и деревосодержащих материалов абразивной шкуркой различной зернистости. Технологический процесс резания проходит на больших скоростях и с большим выделением абразивной пыли и пыли от срезаемой части заготовки.
Процесс шлифовки деревянных материалов заключается в исполнении следующих технологических приёмах:
- подбор шлифовальной ленты соответствующей зернистости в соответствии с необходимой чистотой обработки; для максимального съёма или обдирки – 36 ед;
- для стандартного процесса – 80 ед;
- финишная или окончательная обработка – до 220 ед;
намотка выбранной наждачной ленты на режущий вал;
- возможна намотка ленты различной зернистости на оборудовании со спаренными режущими барабанами;
установка габаритов заготовки (от 0,8 до 75 мм у 10-20 Plus) и величины съёма за проход;
выбор требуемой скорости подачи стола с заготовкой (от 0 до 3 м/мин), как у серии 10-20;
Применение абразивной шкурки различной зернистости, на спаренных валах, даёт возможность получать наилучшие показатели качества за один проход. Особенно при обработке дерева своими руками.
Похожие записи:
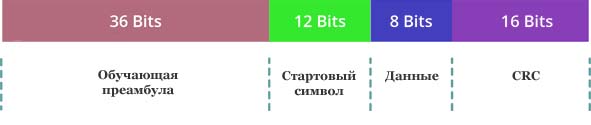 Arduino и радио модули 433 мгц
Arduino и радио модули 433 мгц
 Средства для самообороны своими руками. самодельное оружие самообороны: лучшие проекты diy
Средства для самообороны своими руками. самодельное оружие самообороны: лучшие проекты diy
 100+ возбуждающих смс мужчине, которые сведут его с ума
100+ возбуждающих смс мужчине, которые сведут его с ума
 6 полезных советов и методы, как заточить бритву в домашних условиях
6 полезных советов и методы, как заточить бритву в домашних условиях
 Вторая жизнь кран-буксы. ремонт своими руками
Вторая жизнь кран-буксы. ремонт своими руками
 Какими методами можно разрядить конденсатор
Какими методами можно разрядить конденсатор