Содержание
Порядок дальнейших действий для изготовления сварочного аппарата
Удаляем с катушек всю вторичную обмотку
При этом важно не повредить первичную. Пронумеровываем каждую катушку, которую создаём
Нужны провода для сварочного аппарата, созданного своими руками. Для этого срединную катушку обматываем проводом, взятым с обмотки. На каждые 30 кругов выполняем десяток отводов. Обе катушки, которые находятся по краям, наполняем многожильным кабелем.

Делаем клемму. Используем медную трубу с диаметром в 10 миллиметров – одна сторона обжимает. Вторую надо расплющить и просверлить. Она понадобится для крепления.

На трансформаторе заменяем крепёж на более мощный, крепим клеммы. Делаем плату для ПО. Она изготавливается из текстолита. Должно быть десять отверстий, и в каждое вставляется крепёж.
Такой полученный сварочный аппарат может питаться от 220 вольт. Для этого в завершение процесса обмотки с краёв параллельно соединяют. Среднюю также подсоединяют в эту цепь последовательно. Отводы устанавливают в клеммы изготовленной платы. Ток регулируем клеммами.
Изготовить сварочный аппарат можно и другими способами. Например, хорошо известно, что сварочный аппарат делают из автомобильных аккумуляторов. Для этого берут несколько аккумуляторов, последовательно их соединяют.
При объединении аккумуляторов нужно использовать очень надёжные зажимы.

Такой вид сварочного аппарата очень придётся кстати в полевых условиях. Его можно быстро создать самостоятельно. В дело могут пойти даже отработанные аккумуляторы (недействующие).

Нужно помнить о том, что аккумуляторы быстро нагреваются, поэтому, не получится очень долг их использовать. Кроме того, нельзя забывать о том, что из них при повышенных нагрузках быстро испаряется электролит и жидкость.
За счёт аккумуляторных батарей достаточно практичным свойством является то, что такой аппарат можно поставить на зарядку на ночь. Утром он будет готов к использованию.
Сборка готовой конструкции
Перед монтажом наружной части контактного сварочного аппарата необходимо провести вторичную обмотку извлеченной катушки (несколько витков проводом с достаточным сечением). Далее ведут работу согласно инструкции, как сделать точечную сварку своими руками:
Следующим этапом готовят электроды, которые могут иметь самую различную конфигурацию. Зависит форма, размеры и диаметр наконечника от назначения сварочного агрегата, размеров и формы скрепляемых деталей.
При решении изготовить электроды своими руками, следует воспользоваться ГОСТами, которые регулируют все требуемые параметры. В случае отсутствия опыта работы на токарном станке детали для подачи электрических разрядов можно приобрести в магазине.
Готовые, отшлифованные электроды приваривают к выведенным проводам. При выводе проводов следует проверять качество и правильность прокладки рабочих кабелей (используя вольтметр). Особенно, актуален данный вопрос для усиленных трансформаторов.
При сборке трансформатора обязательно монтируют конденсаторы, а на корпус выводят кнопки регулировки скорости и времени подачи электрического разряда. Подобный принцип позволяет регулировать процесс сварки деталей, не допуская перегревания металла и образования грубых швов.
Обратите внимание!
- Штукатурка стен своими руками — как это сделать ровно и гладко? Учимся с экспертами с фото описанием!
-
Отопление в частном доме своими руками: как отопить дом, дачу и квартиру. Основы, нормы и правовое обеспечение
-
Монтаж сайдинга своими руками пошаговая инструкция как установить внешнюю ПВХ отделку
Следующий шаг – это монтаж и сборка корпуса. Электроды «одевают» в корпуса ручек-зажимов, позволяющих надежно фиксировать обрабатываемые поверхности.
Трансформатор также прячут в корпус, внутренняя поверхность которого обязательно обрабатывается антикоррозийным составом. Также наличие корпуса позволяет защитить центральную деталь от попадания пыли, искр, грязи и влаги.
Обработке антикоррозийными составами следует подвергнуть и все другие детали для сборки конструкции. Качество и срок эксплуатации изделия напрямую зависит от оптимального подхода к работе.
Окончательное формирование наружного контура зависит от пожеланий и умений мастера, его приспособленности к работе с инструментом (учитывается охват ладони, удобство удерживания аппарата в руке, общий вес конструкции и предполагаемая длительность проведения ремонтных работ). В работе поможет схема сборки точечной сварки из микроволновки своими руками.
Более мощная конденсаторная сварка: схема и описание самодельного устройства
Для увеличения показателей мощности придется изменить конструкцию изготавливаемого устройства. При правильном подходе с его помощью можно будет соединять провода сечением до 5 мм, а также тонкие листы толщиной не более 1 мм. Для управления сигналом применяется бесконтактный пускатель с маркировкой МТТ4К, рассчитанный на электрический ток 80 А.
Обычно в управляющий блок включаются тиристоры, соединенные параллельно, диоды и резистор. Интервал срабатывания настраивается при помощи реле, находящегося в основной цепи входного трансформатора.
Энергия накаливается в электролитических конденсаторах, совмещенных в единую батарею посредством параллельного подключения. В таблице можно ознакомиться с необходимыми параметрами и количеством элементов.
| Число конденсаторов | Емкость, мкФ |
| 2 | 470 |
| 2 | 100 |
| 2 | 47 |
Основная трансформаторная обмотка делается из провода сечением 1,5 мм, а вторичная – из медной шины.

Работа самодельного аппарата происходит по следующей схеме. При нажатии кнопки запуска срабатывает установленное реле, которое при помощи контактов тиристоров включает трансформатор сварочного блока. Отключение происходит сразу после разрядки конденсаторов. Настройка импульсного воздействия производится посредством переменного резистора.
Конденсаторная сварка своими руками
Сейчас в магазинах можно найти большой ассортимент аппаратов для конденсаторной сварки на любой вкус и кошелек. Для новичков изготавливают бюджетные компактные модели, а мастерам своего дела предлагают профессиональное высокопроизводительное оборудование. Но что делать, если даже бюджетные модели вам не по карману или же вы просто хотите испробовать данный метод в своей практике без особых трат?
Вы можете сами собрать конденсаторный аппарат. Его конструкция и принцип работы крайне просты, так что вам будет достаточно минимальных знаний электротехники и простых инструментов. Далее вы прочтете подробное описание принципа работы, а пока можете ознакомиться со схемой ниже. Это схема конденсаторной сварки ударного типа от Aka Kasyan.

Итак, принцип работы. Сначала сварочный ток подают на первичную обмотку трансформаторной катушки, также ток нужно подать на диодный мост. Затем на мост подается сигнал от тиристора. Предварительно тиристор должен быть подключен к кнопке, отвечающей за подачу импульса.
Далее, чтобы накопить сварочные импульсы нам нужно встроить конденсаторы в цепь тиристора. В то же время нужно подключить конденсатор к диодному мосту и первичной обмотке трансформатора. Вот и все.
При включении сварочника на конденсаторах начинает накапливаться электричество, которое аппарат получает от обычной розетки. Мы нажимаем кнопку и накопившееся электричество движется через резистор и тиристор, образуется импульс. Затем импульс поступает на электрод. При этом нужно остановить подачу электричества к сварочному аппарату.
Если вам нужно повторно зарядить конденсаторы, то отпустите кнопку и снова подключите аппарат к сети. Так вы разомкнете цепь между резисторами и тиристорами. Кроме того, вы можете регулировать длину импульса, это делается с помощью управляющих резисторов.
Это простейший аппарат для конденсаторной сварки. Естественно, вы можете его модернизировать, добавляя свои комплектующие и улучшая характеристики прибора. Мы лишь рассказали о принципах работы аппарата сварочного аппарата из конденсаторов.

Хотим дать вам несколько рекомендаций, какие комплектующие использовать, чтобы собрать базовый сварочный аппарат для конденсаторной сварки.
Мы рекомендуем использовать конденсаторы с емкостью от 1000 до 2000 мкФ. Этого будет достаточно для выполнения большинства работ. Для трансформатора лучше взять сердечник Ш40, толщина 60-70 миллиметров. В качестве управляющего элемента можете использовать тиристоры типа ПТЛ-50.
Для первичной обмотки хватит 280-300 витков медной проволоки диаметром 6-8 миллиметров. Для вторичной обмотки хватит около десяти витков медной шины. Ее сечение должно быть около 20 кв. мм. Входное напряжение должно обеспечиваться трансформатором, выдающим мощность не менее 10 Вт.
Это минимальный набор, который понадобится вам. Самодельная конденсаторная сварка стоит недорого, относительно стабильно работает и позволяет выполнить большинство бытовых задач. Конечно, такой прибор не будет работать так же четко и точно, как заводской сварочный аппарат. Так что не стоит выполнять с его помощью серьезные работы. Но вы все же можете обучиться базовым навыкам конденсаторной сварки с помощью самодельного аппарата.
Общие сведения
Конденсаторная сварка считается одной из самых часто применяемых. Свою популярность она получила благодаря высокому качеству соединения и его долговечности. Чтобы использовать её для своих целей, необходимо подробно изучить всю доступную информацию. Она поможет избежать ошибок в изготовлении устройства и процессе соединения деталей.
Достоинства и недостатки
Самодельная контактная сварка на конденсаторах часто применяется не только в промышленности, но и в домашних условиях. Для её осуществления достаточно небольшого помещения, в котором можно расположить малогабаритный аппарат.
Основные преимущества технологии:
- высокая производительность;
- возможность скрепления деталей, изготовленных из разных материалов;
- долговечность применяемого оборудования;
- малое тепловыделение;
- высокая точность и качество шва;
- отсутствие затрат на покупку дополнительных расходных материалов.
Несмотря на большое количество достоинств, у технологии есть и несколько недостатков
Их обязательно нужно принимать во внимание перед планированием и началом работы. В противном случае можно столкнуться с проблемами, которые снизят качество изделия и повлекут за собой дополнительные финансовые затраты
Среди основных недостатков выделяются такие:
- ограниченность размера сечения соединяемых деталей;
- кратковременность мощности процесса;
- помехи в сети, создаваемые импульсной нагрузкой.
Особенности применения
Во время конденсаторной сварки наблюдаются некоторые особенности, которые по-разному влияют на качество работы. Из-за этого следует учитывать все мельчайшие факторы и стараться добиться идеального результата.
Основные особенности:
- Запас энергии для выполнения сварки производится в специальных конденсаторах, которые устанавливаются внутри аппарата.
- Продолжительность процесса выделения энергии составляет от 1 до 3 миллисекунд. За счёт этого снижается термическое воздействие на зону, находящуюся вокруг места контакта.
- Для выполнения сварки в домашних условиях необходимо подключать прибор к обычной электросети, а в промышленности — к специальным устройствам, обладающим высокой мощностью.
- Лучше всего использовать конденсаторную сварку для ремонта кузова автомобиля или любого другого транспортного средства. С её помощью тонкий лист металла не будет подвержен деформации, что значительно улучшит качество выполненной работы.
Основные требования и технологические приёмы
Для того чтобы хорошо выполнить соединение двух деталей, необходимо принять во внимание основные требования к процессу. Они помогут избежать недочётов в работе и снизят риск возникновения непредвиденной ситуации
Условия проведения работы:
- Для обеспечения максимально надёжного соединения необходимо в момент импульса оказывать достаточное давление контактных элементов на заготовки.
- Разжимать электроды следует через небольшой промежуток времени после завершения импульса. Это поможет получить лучшую кристаллизацию деталей.
- Поверхности скрепляемых деталей должны быть хорошо очищены от каких-либо загрязнений (ржавчина, плёнка окиси). Это позволит снизить сопротивление и увеличить воздействие тока на заготовку. При этом эффективность сварки значительно повысится.
- При выборе электродов следует отдавать предпочтение медным стержням. Их диаметр в точке контакта должен быть в 3 или более раз больше толщины скрепляемых деталей.
Среди них выделяются следующие:
- Точечная. Она используется для скрепления элементов, которые имеют различную толщину. Схема точечной сварки на конденсаторах предусматривает её использование в приборостроении и электронике.
- Роликовая. Этот вид представляет собой несколько последовательных точечных соединений, которые образуют сплошной шов. В такой сварке используются электроды, имеющие форму вращающейся катушки.
- Ударная. Она предназначается для создания цельных конструкций из деталей с небольшим сечением. Перед началом процесса подаётся дуговой заряд, который оплавляет края заготовок. Благодаря этому упрощается сваривание элементов после их соприкосновения.
https://youtube.com/watch?v=ndJBw3m8ABY
Достоинства и недостатки СА на конденсаторах
Поскольку сварной шов это всего две точки, вероятность хорошего сварного соединения очень высока (около 99%). Также здесь ничего не греется. Сварные швы становятся холодными сразу после сварки, потому что это всего лишь короткий импульс и несколько мелких искр. Давление почти постоянное благодаря пружинам, ход электрода составляет около 2 мм. Вот фотографии сварных швов. Таким образом, плюсы и минусы этого СА следующие:
Достоинства
- очень короткий импульс сварки
- хорошая настройка сварочной мощности
- быстрая генерация тепла и сварка элементов
- легкая конструкция
- немного компонентов
- возможность работы от батареи, портативность
- высокая повторяемость правильных сварных швов
Недостатки
- большая стоимость исполнения
- более быстрое разрушение конденсаторов
- более длительный период ожидания для полной мощности
- не предназначен для сварки листового металла более 1 мм.
Но несмотря на множество недостатков сварочной машины с конденсаторами, её определенно можно советовать для самостоятельной сборки, потому что если все хорошо подобрать — работает очень быстро и безопасно. Это идеальное решение для сварки батарейных ячеек, а также для ювелирных изделий. Заметим, что сварку аккумуляторов лучше всего делать с использованием цинковой пластины. Цинковая фольга может быть куплена в катушке.

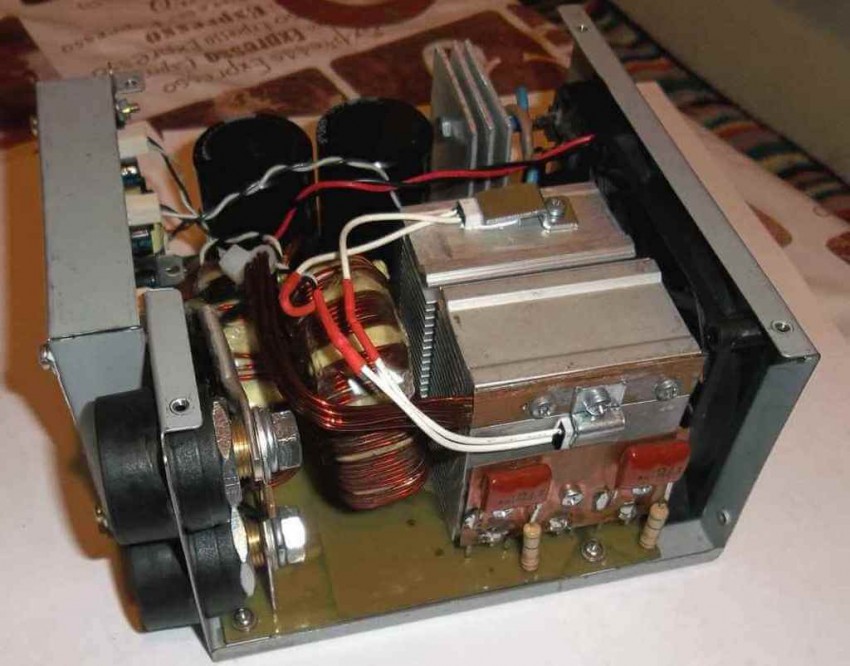
Схема и описание более мощного устройства
Схема устройства для точечной сварки на конденсаторах, способной работать с изделиями большей толщины, имеет следующий вид:
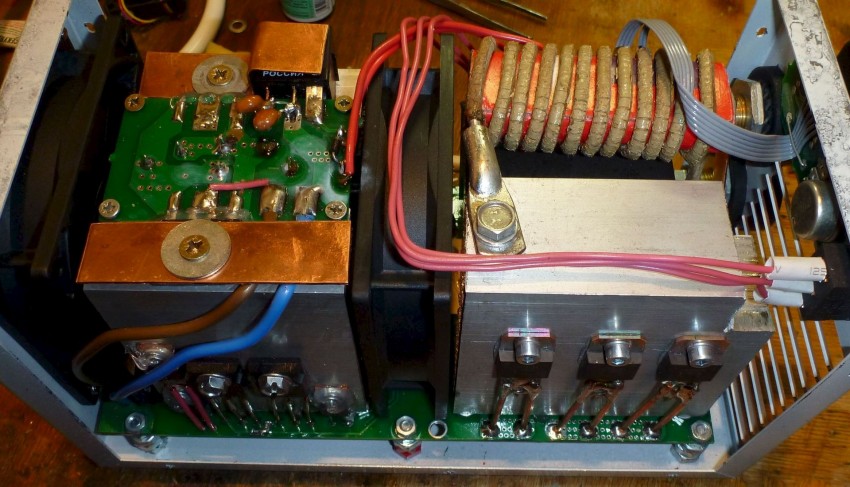
Основу аппарата составляют 6 конденсаторов на 10000 мкФ, соединенные в единую батарею. В данном случае, в качестве ключей были использованы два тиристора 70TPS12, подключенные параллельно. Зарядка конденсаторов осуществляется с помощью повышающего преобразователя. Сопротивление резистора составляет 130 Ом.
Для визуального контроля над уровнем заряда имеется блок светового индикатора с 3 делениями.
Расчетная сила тока составляет 2000 А, а величина напряжения – 32 В.
В качестве электродов рекомендуем использовать состав из хромированной бронзы. Срок службы классического медного контакта не превышает 900 разрядов.
Единственный недостаток данной модели – продолжительность зарядки конденсаторов, которая составляет 45 секунд.
Собранный аппарат не сможет приварить шпильку большого диаметра, однако вполне справится с проводом, сечением до 5 мм.
Обращаем внимание, что промышленные образцы изготовлены с соблюдением ГОСТов, регулирующих данную отрасль промышленности. В случае самостоятельных изобретений вся ответственность за возможные последствия ложится на конструктора
Принцип действия
Объекты плотно скрепляются двумя проводниками, на которые подаётся кратковременный разряд электричества. Подобная реакция основывает дугу, которая своим жаром расплавляет сталь. После импульса продолжается сжатие под нагрузкой, что делает общий шов для пары предметов. Если рассматривать мероприятие подробнее, то она проходит так:
- накопительные конденсаторы собирают нужную энергию, которая поступает через первичную цепь;
- при контакте электрода с обрабатываемым материалом поступает интенсивный всплеск частиц, способствующий нагреву и плавке металлопроката;
- далее всё происходит повторно и в такой же последовательности.
Схема конденсаторной сварки ударного типа
Деятельность можно проводить с ограниченным количеством прокатов, и с толщиной не более 0,15 см.
Нужно отметить, что результат присоединения получается с очень положительными свойствами, а для агрегата не придётся покупать расходные компоненты. Во время применения допускается проявление нагрузки, которая создаёт помехи в электросети. Несмотря на это, конденсаторный подход закрепления широко распространён как в крупной промышленности, так и в частном использовании.
Как действует технология
Метод основывается на прочном скреплении деталей 2 проводниками, на которые подается электрический импульс. Такой процесс способствует созданию дуги, расплавляющей металл. После импульса наблюдается сжатие объектов под нагрузкой.
Процесс сварки протекает так:
- конденсаторы накапливают нужное количество энергии, подаваемой через первичную цепь;
- электрод контактирует с металлом, передавая ему поток частиц, способствующих нагреванию и расплавлению;
- импульс подается повторно, формируется следующая точка соединения.
Технология конденсаторной сварки.
Метод эффективен при работе с элементами толщиной не более 1,5 мм.
Конструкция блока
За фиксацию и перемещение стержней отвечает контактный узел. Конструкция простого блока подразумевает крепление ручного образца. Более сложные варианты фиксируют нижний, оставляют подвижным верхний стержень. Готовая конструкция напоминает тиски. Здесь фиксируют короткий тонкий прут из меди. Он должен свободно перемещаться в вертикальной плоскости. Поэтому в верхней части устанавливают винтовой регулятор, меняющий давление.
Особенности точечного метода
При использовании этого способа сварочный процесс включает в себя следующие этапы:
- Подготовку деталей. Поверхности очищают от пыли, ржавчины, масел.
- Сопоставление элементов. Детали устанавливают между контактами, фиксируют ими же.
- Запуск аппарата с помощью клавиши. Формируют первую сварную точку. Завершают работу, отводя электроды.
- Установку стержня, подачу электрического импульса, соединение деталей в следующей точке. Работу продолжают до получения нужного результата.
Точечная сварка – это высокотехнологический метод заваривания деталей.
Самодельные аппараты и схемы
Сделанные своими руками устройства часто применяются в домашних мастерских. Для проведения работ достаточно помещения минимальной площади.
Для сборки приборов применяют 2 вида схем:
- Простую. Аппарат способен соединять элементы толщиной не более 0,5 мм. В других случаях он не справляется с поставленной задачей. Устройство можно собрать в домашней мастерской. Принцип действия основывается на выдаче импульса трансформатором. Один конец обмотки соединяется с электродом, другой – с обрабатываемой заготовкой.
- Сложную. Электрическая цепь включает большое количество функциональных элементов. Для сборки потребуется много времени и материалов. Готовый аппарат позволяет сваривать детали толщиной 1-1,5 мм.
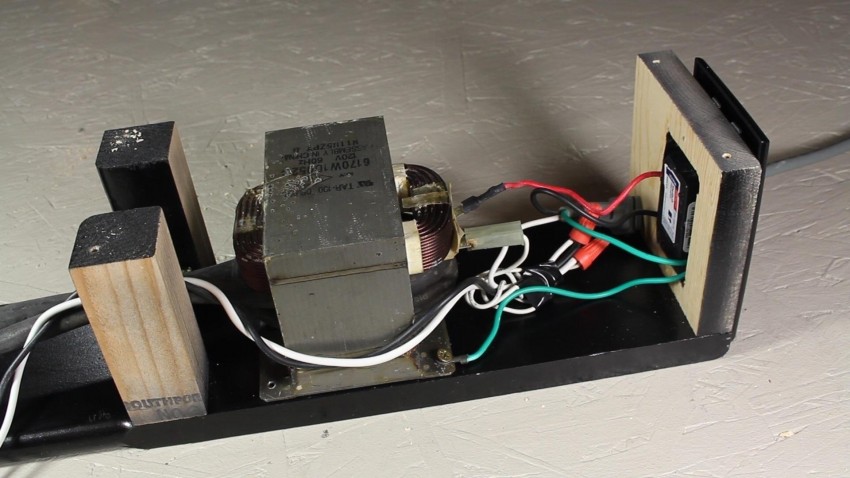
Сварочный аппарат из микроволновки
Прибор для точечной контактной сварки можно изготовить самостоятельно, использовав трансформатор от микроволновки.
При изготовлении такого сварочного прибора нужно взвесить, что будет дешевле – осуществить покупку инвертора или сделать самостоятельно, применив трансформатор из ненужной микроволновки.
Трансформатор – самая дорогая деталь нашего будущего самодельного прибора. Все остальные расходники – провода, кожух и основа, на которую будет производиться крепление, будут практически в любой мастерской.
Нам потребуется мощность трансформатора не менее 1 кВт. С помощью сварочного аппарата, использующего такой трансформатор, реально делать точечную сварку листов до 1 мм.
Удвоение мощности трансформатора позволит работать с листами до 1,8 мм толщиной. Трансформатор современной микроволновки может быть мощностью до 3 кВт.
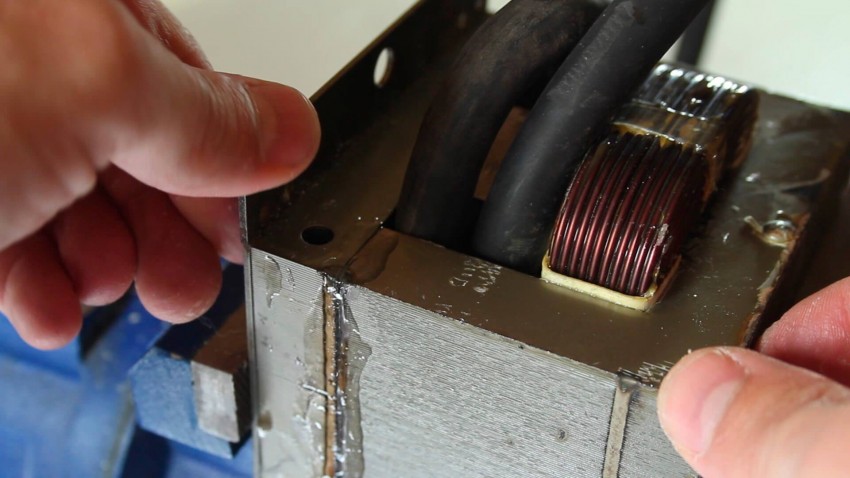
Требуется вынуть трансформатор из металлического кожура и избавится от шунтов для ограничения тока и вторичной обмотки.
ВАЖНО ЗНАТЬ: Советы по выбору рукава для газовой сварки
Микроволновая печь использует высокое напряжение, поэтому на первичной обмотке трансформатора присутствует меньшее количество петель, чем на вторичной.
Из-за этого появляется разность потенциалов. Наша задача – изменить вторичную обмотку, приспособив ее под цели контактной сварки.
Тщательно зачистите трансформатор от остатков вторичной проводки и шунтов, при необходимости используйте металлическую щетку или длинный узкий предмет (например, отвертку).
Нетронутой останется только первичная обмотка, вторичную будем делать заново.
Учитывая высокое напряжение, берем многожильную электрическую проводку с сечением не менее одного квадрата.
Видео:
Если будет использоваться цепь из двух или более трансформаторов, то выводы всех вторничных обмоток от них сводим в одну.
Когда использован один трансформатор, то корпус для него можно приспособить из той же микроволновой печи, уменьшив ширину и длину.
Для системы трансформаторов кожух можно сделать из железного листа, снабдив его изолирующим слоем. Вторичная обмотка формируется 2-4 витками провода.
Однако, толстый слой изоляции, в которую упакован провод, не даст загнуть его по катушке.
Двумя-тремя петлями провода мы добьемся напряжения в 2 Вт.
Для подвода тока к месту сварки создаем рычажный механизм, один рычаг которого жестко закреплен на основной поверхности (для удобства контактной сварки на этой же поверхности можно закрепить с помощью струбцин и трансформатор в кожухе).
Второй рычаг при опускании будет сдавливать детали. Выключатель вводим в цепь первичной обмотки и устанавливаем на верхний рычаг.
Это позволит одновременно сжимать деталь и пускать ток. Клещи в этом случае не используются, а сами наконечники предварительно паяются с проводами для предотвращения окисления.
При точечной сварке будем использовать стержни из меди толщиной больше, чем диаметр провода. В процессе работы их нужно подтачивать и при необходимости менять.
ВАЖНО ЗНАТЬ: Советы по выбору сварочного полуавтомата
В ходе работы деталь зажимается с помощью рычагов между двумя электродами и пускается ток.
Сообщений 1 страница 30 из 1000
Поделиться120 декабря, 2010г. 17:54:50
serg54 На 5 фото сварочныый полуавтомат, выложите пожалуйста электрическую схему и фотки механизма подачи проволоки желательно с описанием.
Поделиться427 декабря, 2010г. 01:02:44
От стеклоочистителя какого автомобиля использован двигатель в механизме подачи проволоки? У меня от Москвича — слабоват. Какие у этого механизма недостатки и что хотите переделать?
Отредактировано Andry (27 декабря, 2010г. 01:05:33)
Поделиться527 декабря, 2010г. 06:50:46
Почему от Москвича слабоват, там 15вт., я всегда ставлю от ВАЗ, там вдвое меньше и работает отлично без инерции, а на Москвичовский надо тормоз, кнопку отпустишь, а проволка ещё по инерции немного «вылазит».
Отредактировано Leksus (27 декабря, 2010г. 17:28:02)
Существующие разновидности точечной сварки
Конструкция трансформаторов для точечной сварки.
Иногда используется соединение без трансформаторов. Конденсаторы в данном случае будут разряжать энергию на соединяемое основание. Допускаются следующие схемы зарядки:
- 1000 мкФ устройства будут аккумулировать энергию на напряжение до 1000 В путем повышающего трансформатора, при этом время сварки составит 0,005 с. Ток сварки находится в промежутке от 10 до 100 А. Подобный способ опасен для человека в связи с высоким напряжением.
- 40000-400000 мкФ устройства будут аккумулировать энергию на напряжение до 60 В путем понижающего трансформатора. Время сварки может достигать 0,6 с. при этом ток сварки находится в промежутке от 1000 до 2000 А.
В других случаях используется сварка с использованием трансформаторов. В данном случае конденсатор будет разряжать заряд энергии на первичную обмотку устройства трансформатора.
Виды контактной сварки: а – стыковая; б – точечная; в – роликовая; 1 – сварочный шов; 2 – электрод; 3 – свариваемые детали; 4 – подвижная плита с перемещаемой деталью; 5 – сварочный трансформатор; 6 – неподвижная плита.
Соединяемые детали при этом размещаются в контуре сварки, который соединяется со вторичной обмоткой трансформатора. Данный способ соединения используется в качестве микросварки со следующими параметрами:
- напряжение зарядки – 1000 В;
- время сварки – 0,001 с.;
- ток сварки – 6000 А;
- емкость конденсаторных устройств – 1000 мкФ.
Конденсатор будет аккумулировать энергию до конкретного количества при левом размещении рычага. При правом выполняется разряд тепловых обменников на первичную обмотку трансформаторной конструкции. Конденсаторный метод соединения во вторичной обмотке индуктируется электродвижущей силой. Данная сила обусловливает силу тока в цепочке сварки.
Конденсаторная сварка: что это такое
Конденсаторная сварка своими руками была разработана еще в 30-х годах XX века. Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.
Особенно популярна такая технология в цехах ремонта кузовов транспортных средств: в отличие от дугового, при конденсаторном методе создания сварного шва не происходит прожигание и деформация тонких стенок листов кузовных деталей. В последующее время соединенным деталям кузова не нужна дополнительная рихтовка.
Такую технологию применяют в радиоэлектронике для соединения изделий, не паяющихся посредством обычных флюсов или выходящих из строя при перегреве.
Активно применяются аппараты конденсаторной сварки ювелирами при изготовлении и ремонте ювелирных украшений, на предприятиях, выпускающих коммуникационные шкафы, лабораторное, медицинское, пищевое оборудование, при строительстве зданий, мостов, инженерных коммуникаций.
Столь широкое распространение можно объяснить действием ряда факторов:
простая конструкция сварочного аппарата, который при желании можно собрать своими руками;
точечная сварка отличается относительно низкой энергоемкостью и малыми нагрузками, создаваемыми на электрическую сеть;
высокие показатели производительности, что крайне важно при серийном производстве;
возможность снизить термическое влияние на соединяемые поверхности, что позволяет сваривать детали малых размеров и работать с теми конструкциями, стенки которых чрезмерно тонки и могут деформироваться при обычной сварке.
На заметку! Достоинством технологии конденсаторной сварки является простота ее реализации: даже средний уровень квалификации позволяет мастеру создать качественные сварные швы.
Способ конденсаторной сварки изделия.
Правила осуществления сварных операций с помощью энергии конденсаторов регламентируются ГОСТ. Принцип технологии основывается на трансформации энергии электрического заряда, накопленного на конденсаторах, в тепловую энергию.
При соприкосновении электродов происходит разряд и образуется электрическая дуга краткого действия. За счёт выделяемого ею тепла кромки соединяемых деталей из металла плавятся, образуя сварной шов.
При конденсаторной сварке ток подается на сварной электрод в виде кратковременного импульса высокой мощности, который получается за счет монтажа в оборудование конденсаторов большой емкости.
В случае использования контактной сварки ток непрерывен. В этом заключается основное отличие этих видов выполнения сварных операций.
В итоге, мастер может достичь высоких показателей двух важных параметров:
- на термический нагрев соединяемых деталей требуется гораздо меньше времени, что особенно ценно для производителей электронных компонентов;
- ток, используемый для соединения деталей, обладает высокой мощностью, поэтому и сами сварные швы получаются более качественными.
В процессе сварных операций для крепления элементов и узлов разных изделий могут потребоваться разные по разновидности и назначению шпильки.
Также отметим, что огромным плюсом конденсаторного сварного аппарата является его компактность. Для применения такой технологии на практике не потребуется мощный источник питания, устройство можно заряжать между переносом электрода к следующей точке.
Коротко о технологиях точечной контактной сварки
Технология контактной точечной сварки представляет собой особый метод соединения металлозаготовок в виде листов проката или приваривания разного рода штучных изделий к металлоконструкциям. К примеру, болтов, шайб, заклепок и т.п.
Наиболее широко контактное сваривание применяется на промышленных предприятиях автомобилестроения, самолетостроения и приборостроения, так как позволяет создавать надежные и долговечные сварные швы без дефектов, риска деформации поверхностей в процессе или после сварки.
Для выполнения бытовых операций с металлическими изделиями подойдет самостоятельно изготовленная точечная сварка из микроволновки. Она позволит без особенных трудностей выполнить соединение в единое целое нескольких отдельных металлических частей забора, труб, деталей авто, мотоцикла и т.п.
Но при этом сварщику не потребуется тратиться на покупку специального сварного оборудования.
Точечная сварка, собранная своими руками в маленькой ремонтной мастерской, непременно должна отвечать определенным требованиям, предъявляемой к такому оборудованию.
Способ контактной сварки.
И, в том числе, нормам безопасности, нарушение которых может спровоцировать ряд негативных последствий для здоровья мастера: от маленьких ожогов на коже рук до серьезных повреждений тела человека. Тогда агрегат будет в полной мере справляться с возложенными на него функциями.
Суть работы самодельного аппарата для сварки аналогична функционированию споттера. Изготовленная модель из микроволновой печи питается от обычной сети в 220В.
Переделанный своими руками трансформатор занижает напряжение до безопасного значения ‒ 12В, а силу тока, наоборот, увеличивает до величины нагрева металла до температуры его плавления.
Ток после преобразования подается на конденсаторы для их зарядки. Когда электричество накопится в достаточном объеме, реле переведет напряжение к рабочим контактам.
Свариваемое изделие помещают между медными электродами, которые замыкаются и провоцируют появление мощного импульса временной длиной от 0,01 до 0,1 с. Точка в зоне контакта плавится под воздействием этого импульса, а после остывания можно заметить образование сварного шва.
Если мастер справился с задачей, не допустив нарушения технологии, то швы будут лишены каких либо дефектов: сколов, трещин, кратеров и т.п.
Далее снова происходит накопление электрического заряда на конденсаторе для следующего сварочного цикла. Такая схема контактной точечной сварки, собранной своими силами из микроволновой печи, передает обобщенную суть работы сварного аппарата при работе с металлическими конструкциями.
Но при наличии желания мастер может ее усовершенствовать, разработав различные вариации модели, исходя из актуальной мощности устройства.
Наличие самодельной точечной сварки предоставляет даже малоопытному сварщику широкий круг дополнительных возможностей:
- создание соединений деталей из листов металлопроката незначительной толщины;
- работа с легкоплавкими металлами;
- придание сварному шву аккуратного вида, надежности и высокой прочности.
Основное достоинство такой сварки мини размера ‒ возможность овладеть сварочным искусством без помощи высококвалифицированного мастера. При наличии базовых знаний о сварке умелец может самостоятельно изучить все тонкости работы с самодельным агрегатом.
Стоит лишь некоторое время потренироваться выполнять сварочные швы своими силами, чтобы добиться с помощью самодельного оборудования высокой производительности труда и низких затрат расходников.
Что это такое
Конденсаторная контактная сварка появилась еще в 30-х годах ХХ века. И с тех пор она приобрела широкую известность в разных областях производства. Во время технологии производится бесшовное сваривание компонентов из металлической основы. Оно происходит благодаря кратковременным импульсам электрической энергии.
В настоящее время часто применяется на предприятиях для сваривания разных металлических элементов небольшого размера. В связи с тем, что она имеет простую технологию к ней прибегают умельцы в бытовых условиях.
Зачастую этот метод сваривания применяется в ремонтных цехах, где производятся и ремонтируются кузовные части транспортных средств. При конденсаторном сваривании во время создания шва не происходит прожигания и деформирования тонких стенок листов металлических заготовок. В последующий период деталям не потребуется дополнительное рихтование.
Конденсаторная точечная сварка используется в радиоэлектронике для соединения элементов, которые невозможно запаять при помощи обычных флюсов. Оборудование применяется в ювелирной области для производства и ремонта мелких элементов украшений.
Эта технология нашла применение на заводах по изготовлению шкафов коммуникационного типа. Также этот метод задействуют при производстве:
- приборов, которые применяются в лабораториях;
- элементов медицинского оборудования;
- компонентов оборудования, которое применяется в пищевой промышленности.
Похожие записи:
 Агератум
Агератум
 Маринад для шашлыка из скумбрии: 7 рецептов, советы по приготовлению
Маринад для шашлыка из скумбрии: 7 рецептов, советы по приготовлению
 Светодиодный индикатор уровня звукового сигнала на lm3915
Светодиодный индикатор уровня звукового сигнала на lm3915
 Что можно сделать из огнетушителя снятого с эксплуатации?
Что можно сделать из огнетушителя снятого с эксплуатации?
 Срок службы пластиковых окон или когда их нужно менять?
Срок службы пластиковых окон или когда их нужно менять?
 Лепешки узбекские рецепт приготовления в духовке и на сковороде
Лепешки узбекские рецепт приготовления в духовке и на сковороде