Содержание
Классификация дефектов отливок
В современной металлургии существует несколько классификаций брака при литье.
https://youtube.com/watch?v=OerUcc2Mlk4
В зависимости от степени изменения и возможности исправления виды дефектов подразделяют на:
- Условный брак. Отливка имеет недостатки, которые не ухудшают ее рабочие качества. Отливка идет в дальнейшую обработку
- Исправимый брак. Дефекты существенны, но поддаются коррекции тем или иным производственным способом. Например, наплавкой. После исправления брака литья деталь также идет в дальнейшую обработку.
- Окончательный брак. Ремонту не подлежит, поскольку это невыполнимо или очень дорого.
Дефекты литья также делятся по месту их обнаружения. Брак при литье, обнаруженный внутри участка называют внутренним.
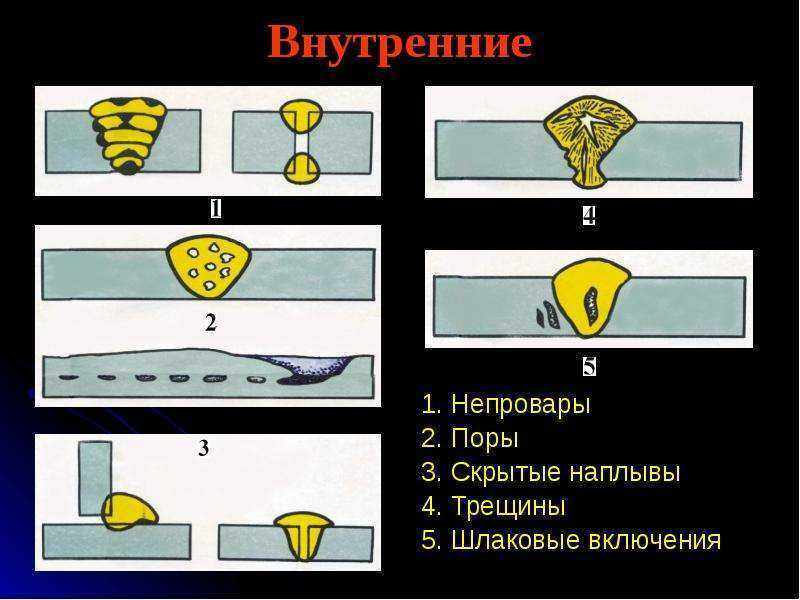
Если же дефект обнаружен при дальнейшей обработке — это внешний брак.По внешнему проявлению различают следующие основные виды дефектов отливок:
Приливы
Это увеличение размеров отливок, не предусмотренное проектом. Разделяются на
- Заливы.- Возникают по линии стыковки частей формы. Возникают из-за несоблюдения размеров моделей и некачественным соединением частей опок
- Подутость, или распор — получаются из-за давления расплава на рыхлую смесь.
- Нарост возникает вследствие размыва формы потоком расплава при заливке.
- Просечки (гребешки, заусенцы) возникают из-за попадания расплава в повреждения формы или стержня.
Дефекты поверхности
Дефекты при литье часто проявляется в виде пороков поверхности. Сюда относятся

- Засоры. Массы зерен земли или шлаков. Вызваны ошибками в проектировании форм, непродуманным расположением литников, несоблюдением технологии складирования и перевозки опок.
- Ужимины возникают при сырой формовке, когда слой земли разрывается в месте конденсации жидкости и в образовавшуюся пустоту затекает расплав.
- Спаи, или неслитины, возникают в зоне контакта слоев охладившегося расплава. Из-за недостаточной температуры эти потоки не могут правильно сплавиться.
- Плены возникают при окислении легирующих добавок.
- Морщинистость, или складчатость, заключается в появлении на поверхности разнонаправленных складок из-за скопления значительных объемов углерода.
- Выпот выглядит как большое количество лопнувших пузырьков и вызывается взрывообразным выделением скоплений графита
- Корольки — дефекты, вызванные разбрызгиванием расплава во время заливки. Шарик металла кристаллизуется и не сплавляется с отливкой.
- Коробление отливки возникает вследствие внутренних напряжений из-за неравномерного остывания
Трещины
Еще один часто встречающийся порок литья — это трещины. Они бывают:
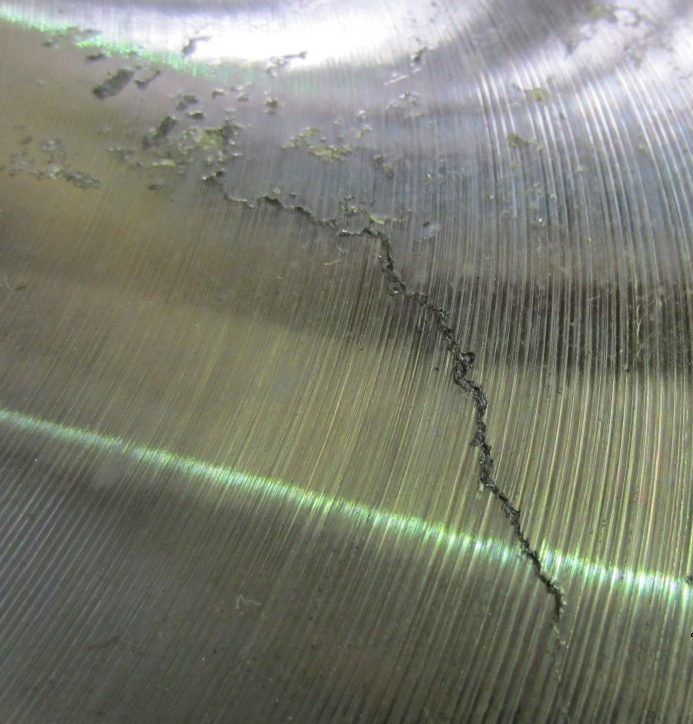
- Горячие. Возникают при температуре кристаллизации из-за усадочных напряжений. Приобретают неровный вид.
- Холодные. Возникают при более низких температурах, имеют ровный, прямой профиль.
- Межкристаллические. Свойственны легированным сталям в зонах неметаллических включений.
Газовые дефекты
- Ситовидная пористость — это множество мелких пузырьков в теле детали
- Газовые раковины – каверны большего размера, возникшие из-за выхода и объединения мелких пузырьков.
Технологии литья алюминия и его сплавов
На заводе используются несколько технологий, которые зарекомендовали себя на большинстве литейных заводов. Освоенные нами технологии литья алюминия позволяют получать как единичные отливки, так и наладить серийный выпуск с использованием оборудования с высоким уровнем автоматизации.
Литьё алюминия и алюминиевых сплавов в кокиль:
- Минимально допустимая толщина стенок алюминиевых отливок – 3 мм;
- Масса производимых алюминиевых отливок – от 20 г до 50 кг;
- Шероховатость поверхности отливок согласно ГОСТ 2789-73 Ra = 4 — 20 мкм;
- Класс точности получаемых алюминиевых отливок по ГОСТ Р 53464-2009 : 6-10.
Литье алюминия и сплавов алюминия под давлением
- Минимальная допустимая толщина стенок алюминиевых отливок – 0,8-1,2 мм;
- Масса производимых алюминиевых отливок – от 5 г до 12 кг;
- Шероховатость поверхности отливок согласно ГОСТ 2789-73 Ra = 3,2-10 мкм;
- Класс точности получаемых алюминиевых отливок по ГОСТ Р 53464-2009 : 3-8.
Литье алюминия и сплавов алюминия в ХТС (холодно-твердеющие смеси)
- Минимальная допустимая толщина стенок алюминиевых отливок – 2-6 мм;
- Масса производимых алюминиевых отливок – от 0,5 кг до 2 000 кг;
- Шероховатость поверхности готовых изделий согласно ГОСТ 2789-73 Ra = 40-100 мкм;
- Класс точности получаемых алюминиевых отливок по ГОСТ Р 53464-2009 : 10-13.
Сплавы алюминия
В производстве применяются различные сплавы алюминия. Каждый сплав обладает своими особенными характеристиками и требует соблюдения определённых правил при литье. Сплавы на основе алюминия представляют собой сложные системы из двух и более металлов. В алюминиевых сплавах может присутствовать кремний, медь, магний, цинк. Ниже указаны примеры сплавов алюминия, которые могут использоваться для производства разных деталей:
- Сплав – система алюминий-магний: АМг6л, АМг7 (АЛ29);
- Сплав – система алюминий-кремний-магний: АК7, АК12, АК7ч (АЛ9), АК8л, АК9ч;
- Сплав – система алюминий-медь-магний: Д16 (дюралюминий);
- Сплав – система алюминий-кремний-медь: АК5М, АК6М2;
- Сплав – система алюминий-медь: АМ5 (АЛ5);
- Возможно изготовление изделий из сплавов алюминия, предложенных заказчиком.
Каким образом мы достигаем высокого качество литья алюминия и его сплавов
- Для моделирования литейных процессов используются программы LVMFlow и ProCas. Отливки запускаются в производство только после получения результатов моделирования, подтверждающих, что разработанная литейная технология гарантирует отсутствие каких-либо литейных дефектов.
- Благодаря современным станкам с ЧПУ и сертифицированному программному обеспечению, возможно изготовление модельной оснастки, кокилей, пресс-форм высокого качества за короткое время.
- Для литья применяются алюминиевые сплавы в чушках с гарантированным химсоставом ГОСТ 11069-2001, ГОСТ 1583-93;
- Во время плавления сплавов алюминия производится очистка специальными флюсами, рафинирование спец присадками, и осуществляется продувка инертным газом;
- Основные процессы производственного цикла литья автоматизированы, что исключает ошибки ручного производства.
Особенности процедуры литья алюминия в производственном процессе
На крупных предприятиях, занимающихся выплавкой деталей и изделий широкого назначения, практикуется процедура литья под максимальным давлением. При данной процедуре отсутствует процесс усадки, за счет чего изготовление деталей происходит на более профессиональном уровне. На предприятиях предусмотрено специальное оборудование для литья алюминия, а также профессиональные установки.
Технологическая составляющая процедуры литья алюминия на производстве представляет собой достаточно сложный процесс, который без профессиональных умений осуществить достаточно проблематично.
При помощи специализированного оборудования можно создавать высокое давление, реализуемое за счёт использования специального поршня, который функционирует при помощи быстрого движения воздуха. При осуществлении процедуры применяется специальная эмульсия в сочетании с профессиональным маслом, которое значительно ускоряют работу поршневой системы.
Металл, разогреваемый до температуры максимального плавления, поступает в подготовленную пресс-форму под давлением и заполняет ее до краев. При производственном процессе литья гарантирована высокая точность формы любых изделий и полностью отсутствует брак.
Точные технологии производственного литья важно использовать при изготовлении деталей, которые используются в авиастроении. Применение в производстве специализированных пресс-форм позволит применять расплавленную смесь даже самых высоких температур
Необходимое оборудование
 Чтобы изготовить алюминиевые детали разного назначения с высокой точностью под давлением, потребуется специальное оборудование: автоматическая машина и прочные пресс-формы. Для литья алюминия их обычно делают на основе стальных сплавов.
Чтобы изготовить алюминиевые детали разного назначения с высокой точностью под давлением, потребуется специальное оборудование: автоматическая машина и прочные пресс-формы. Для литья алюминия их обычно делают на основе стальных сплавов.
Их поверхность отливки должна быть почти идеальной, не допускаются никакие искажения геометрической конфигурации и размера. Пресс-форма должна быть оснащена механизмом, благодаря которому из нее готовую деталь можно будет извлечь без труда. Помимо этого, в ее составе должны присутствовать и подвижные стержни из металла, с помощью которых образуются внутренние полости заготовок.
Будущим изделиям, которые вы будете заливать в специальные формы, потребуется придать ту или иную конфигурацию, которые преимущественно зависят от самих форм. В таком литейном процессе также используются специализированные машины и прочее оборудование.
Литейные машины могут иметь холодную или горячую камеру, в которой осуществляется процесс прессования форм. Обычно машины с горячей камерой для плавки металла применяются для изготовления сплавов преимущественно на основе цинка. Нужное давление в них нагнетается благодаря применению поршня или сжатого воздуха. Под давлением расплавленная смесь медленно вытесняется вовнутрь предварительно приготовленных пресс-форм.
А машины, где применяют холодное давление, в основном используются тогда, когда потребуется сделать отливки с добавлением медных и магниевых сплавов. Расплавленная смесь в таком случае в процессе литья попадает вовнутрь форм под очень большим давлением, иногда оно может составлять около 700 мегапаскаль.
Благодаря литью под давлением можно в плане производительности достичь высоких показателей, также не нужно будет детали подвергать дополнительно механической обработке. Машины отличаются по моделям в зависимости от своих рабочих параметров.
Производство форм
 Специальные литейные машины в домашних условиях практически не используются. Это не целесообразно не только в отношении больших затрат на их приобретение, но и потому что процесс достаточно сложный в техническом плане. А еще оборудование, которое работает под давлением, очень габаритное.
Специальные литейные машины в домашних условиях практически не используются. Это не целесообразно не только в отношении больших затрат на их приобретение, но и потому что процесс достаточно сложный в техническом плане. А еще оборудование, которое работает под давлением, очень габаритное.
В домашних условиях выплавляемым изделиям на основе алюминия требуемая форма придается ручным способом. Форму при этом тоже можно сделать самому. Многие домашние мастера применяют методику литья «в землю», благодаря которой можно в итоге получить необходимые алюминиевые детали без специального оборудования.
Моделям форм, с которыми приходится работать, вы сможете придать определенную конфигурацию, причем сами формы изготавливаются на основе подручных материалов своими руками. В частности, форму можно получить из простого цементного раствора. В такой ситуации выплавляемой заготовке можно придать прямоугольную или квадратную форму. В интернете можно отыскать видеоуроки, как правильно залить алюминий в цемент.
Для литья нередко применяются гипсовые формы. Гипсовым моделям в такой ситуации можно придать почти любую конфигурацию. Очень важным показателем при работе с формами является усадка материала. При его застывании он должен быть минимальным.
Под заливку алюминия моделям можно придать желаемую конфигурацию благодаря применению воска. Но здесь нужно сказать, что посредством воска можно изготавливать на основе алюминия только небольшие детали. Благодаря ряду эксплуатационных характеристик восковым моделям можно будет придать даже сложные конфигурации, но изготовить детали таким способом можно только один раз.
https://youtube.com/watch?v=gpariUr_FZE
Литейным методом можно с легкостью изготавливать детали на преимущественно дюралевой основе. Дюраль — это материал, состоящий преимущественно из алюминиевого сплава с рядом других компонентов. Но нужно знать, что заготовки, которые выплавляются на его основе, застывают долго.
Модели, которые используются под литье металла, должны обязательно быть подготовлены: их потребуется очистить и нанести масло в качестве смазки.
Интересные факты об алюминии
Алюминий может гнуться как бумага или быть твёрдым как сталь. Алюминий повсюду, даже внутри нас.
Каждый взрослый получает около 50 мг алюминия каждый день вместе с пищей, это ни какая-то диета, просто этого не избежать.
Алюминий самый распространённый металл на планете. Его содержание в земной коре 8 %, но его не просто добывать, по крайней мере, в чистом виде.
В отличие от золота и серебра, алюминии не встречается в виде самородков или целых жил. Алюминий в 3 раза легче железа или меди.
Алюминий в своём первоначальном виде совсем не похож на металл, это всё из-за особой «любви» алюминия к кислороду.
Фактически первое применения алюминия в истории произошло, когда восточные гончары добавляли глину богатую алюминием в свои изделия, чтобы сделать их крепче.
Достаточный для производства пивных банок, прочный для гоночных автомобилей, гибкий для обшивки самолётов, способный превратиться во что угодно, алюминий – не заменимый материал для современного мира.
И это ещё не все особенности, который хранит этот полезный металл.
 Литьё алюминия в домашних условиях — это процесс, который может быть под силу домашнему мастеру, однако выполнять его нужно в соответствии с определенной методикой. Нужно знать особенности самого материала и понимать, как правильно с ним работать.
Литьё алюминия в домашних условиях — это процесс, который может быть под силу домашнему мастеру, однако выполнять его нужно в соответствии с определенной методикой. Нужно знать особенности самого материала и понимать, как правильно с ним работать.
Литье алюминия в домашних условиях
При алюминиевом литье под давлением в условиях небольшой мастерской применяют аналогичные технологические особенности с некоторыми изменениями. В быту расплав выливают в подготовленные формы.
Подготовка к процессу
Для сохранения стабильности при литье металла рекомендуется соблюдать некоторые правил:
- Самостоятельно изготовить агрегат для расплава заготовки.
- Собрать форму, в которую в дальнейшем будет заливаться сплав.
Непосредственно процесс отлива алюминия состоит из нескольких этапов:
- очистка сырья от загрязнений, нарезка на определенные заготовки для ускорения плавления;
- нагрев металла до критического значения, удаление с поверхности шлаков;
- разлив материала в форму.
Особенности производства форм
Изготовление толстостенных отливок — это первоначальный этап перед непосредственным литьем. В быту сплавы производят закрытым и открытым способом.
Материалы для литых форм
Для изготовления специальных форм применяют следующие материалы:
- Землю с содержанием кремния укладывают в подготовленную емкость слоями, при этом уплотняя ее. В промежуток устанавливается макет, соответствующий детали, которую будут отливать.
- Песок в соединении с жидким стеклом.
- Цемент в растворе с жидкостью, применяемой в тормозных системах.
- Гипсовые смеси.
Закрытая форма
Данный вид формования используется для производства заготовок сложных форм с высоким качеством. При этом форма состоит из двух составных частей, на которых выполняют будущий силуэт детали.

Закрытая форма
Открытый способ литья
При таком методе жидкий алюминий заливают в форму из подручных материалов, например, консервную банку. При остывании металла его достают, постукивая по стенкам.
Порядок работ
При плавке алюминия необходимо:
- подготовить печь, изготовить ее из кирпичей;
- растопить печь при помощи угля и установить в ее полость емкость, в которой будет плавиться металл;
- убрать с жидкого материала поверхностный шлак;
- разлить в полости пресс форм;
- после остывания очистить деталь от остатков песка или гипса.
Основные ошибки при литье алюминия
При литье могут совершаться некоторые ошибки, которые рекомендуется избегать:
- формы из гипса необходимо просушивать до 2 дней;
- при полном плавлении металла следует быстро заполнить им подготовленные формы;
- запрещается остужать материал при помощи воды.
Соблюдение требований безопасности и технологического процесса позволит получить на выходе сплав высокого качества без вредных примесей.
Как плавить алюминий в домашних условиях в разные формы
Алюминий – металл, который широко используется в промышленности и быту.
Из него производят не только детали самолетов и кораблей, но и посуду, и другие предметы утвари. Поэтому нередко возникает потребность в самостоятельном изготовлении алюминиевых деталей, вышедших из строя.
Производить из него литые изделия в кустарных условиях позволяет свойство алюминия плавиться при относительно невысоких температурах. Для того чтобы самостоятельно изготавливать литые изделия из алюминия, нужно знать поведение этого металла при высоких температурах и его физико-химические свойства.
Характеристики алюминия
Температура плавления алюминия зависит от степени чистоты металла и составляет приблизительно 660 °C. Его точка кипения – 2500 °C.

Алюминий отличается своей легкостью и пластичностью, поэтому хорошо гнется и поддается обработке штамповкой.
Этот металл является отличным проводником тепла и активно вступает в химическую реакцию при высоких температурах с кислородом воздуха, образуя на поверхности окисную пленку. Она защищает алюминий от дальнейшего окисления, однако при расплавлении лома существенно отражается на составе сплава. В процессе плавки металла структура алюминия меняется.
Технологии домашнего литья алюминия и необходимое оборудование
Принцип литья алюминия в домашних условиях должен исходить из технологии его получения на производстве с поправкой на условия, которые можно использовать дома.
Алюминиевые изделия путем литья получают несколькими способами. В бытовых условиях наиболее распространенным и удобным способом является технология литья алюминиевого расплава в специально изготовленные формы.

Поэтому для проведения процесса необходимо обеспечить две вещи:
- соорудить печь для расплавления алюминиевого лома;
- создать нужную форму для получения литого сплава или отдельной детали.
Процесс литья должен включать несколько этапов:
- Подготовка алюминиевого лома, включающая очистку от грязи, примесей и разных наполнителей, а также его измельчение до небольшого размера.
- Проведение процесса плавки запланированным способом. При полном расплавлении металла с его поверхности нужно удалить шлаковые образования.
- Заполнение приготовленной формы жидким алюминиевым расплавом. После отвердевания слиток освобождается от формовочной массы.
Рассмотрим, как плавить алюминий в домашних условиях, какие конструкции печей для расплавления металла можно использовать, а также варианты самостоятельного изготовления формы.
Самодельные печи и способы расплавления алюминия
Для того чтобы расплавить алюминий, нужно разогреть его до температуры, близкой к 660 °C. На открытом пламени костра такой температуры невозможно достичь. Поэтому необходимо закрытое пространство, которое может обеспечить самодельная печь. Нагревать ее можно с помощью сжигания угля и дров или использования природного газа.
Можно также использовать электрическую муфельную печь, если она есть в хозяйстве.
При самостоятельно изготовленной печи нужно обеспечить принудительную вентиляцию для поддержания процесса горения.
1. Самый простой вариант самодельного очага можно изготовить из старых кастрюль.

Его конструкция выполняется следующим образом:
- В качестве каркаса используют стальную емкость, например, старую кастрюлю, сбоку которой нужно проделать отверстие для подачи воздуха через подведенный металлический патрубок.
- Воздух через шланг принудительно может подаваться с помощью пылесоса.
- Внутрь устройства проводится закладка каменного угля.
- Затем уголь поджигают и подают воздух, чтобы огонь не погас.
- Емкость для расплавления алюминия предварительно ставят внутри импровизированной печной конструкции и обкладывают ее с боков углем. При его сгорании обеспечивается равномерное распределение тепла.
- Чтобы тепло не расходовалось на окружающий воздух, сверху «кастрюльную» печь следует неплотно накрыть крышкой, оставив небольшую щель для выхода дыма.
Изделия из алюминия своими руками

Перед импровизированном стартом я просмотрел уйму роликов и прочитал массу литературы на эту тему. Что и рекомендую всем желающим заняться литьем металла. Прежде чем приступать к практике, нужно понять теорию.
Лил с начало всякие безделушки, дальше — больше
В конечном итоге решил отлить табличку на забор — «ОСТОРОЖНО ЗЛАЯ СОБАКА» которая как то попалась мне на глаза на просторах интернета
Долго думал, как сделать хорошую, качественную матрицу и вспомнил про 3D принтер. Не скажу что освоение данного механизма и изучение программы проектирования мне далось очень легко, но, сейчас, положа руку на сердце, могу сказать — это вполне по силам обычному человеку. Было бы желание.
https://youtube.com/watch?v=nzWxTYJYFzg
Ну а дальше неограниченный полет фантазии.
Что можно отливать
Отливать можно массу полезных вещей, которые люди с удовольствием покупают.
Таблички «ОСТОРОЖНО ЗЛАЯ СОБАКА» или «ВЕДЕТСЯ ВИДЕОНАБЛЮДЕНИЕ»
Таблички «ПОЧТА»
Таблички «АДРЕСА И НОМЕРА»
Таблички «КАФЕ, БАРЫ, ОФИСЫ» и т.д.
Это далеко не полный перечень того, что можно изготовлять. Можно даже лить формы для отливки свинцовых изделий (грузила, грузики для автомобилей, аккумуляторные клеммы и т.д. и т.д.)
Мне даже попалось видео, где какой-то товарищ из Кении вполне профессионально на коленке льёт посуду.
Я конечно посуду лить не планировал, а вот вопрос изготовления всякого рода табличек и форм для отливки свинцовых изделий меня очень даже заинтересовал.
Ни когда не рекламировал свои изделия, люди сами оценили и стали просить сделать для них такие же.
Вот так бизнес и начался. Городок у меня не большой, но заказов вполне хватает.
Необходимое оборудование
Практически все мое оборудование собрано из старых, отслужившее свое вещей.
Плавильня. Летний вариант собран из корпуса старого мини холодильника, кирпичей, глины и обрезка трубы. Зимний вариант из старого твердотопливного котла, при помощи все тех же кирпичей, глины и такой-то матери. Добавил поддув и установил всю эту систему в гараже, потому что в дождь и холод на открытом воздухе лить метал очень сложно, а за частую вообще не возможно.
Тигель. Старый, трехлитровый газовый баллон (их можно найти в любой приемке металлолома) и кусок арматуры для держателя.
Поддув воздуха. Для этой цели отлично подошли старые запчасти от пылесоса Циклон.
Песок. Любой, но желательно что бы фракция песчинок была как можно меньше. Так гораздо меньше на металле следов от литья (шероховатостей). Я по началу использовал обычный, карьерный песок. Просеивал его на очень мелком сите, но со временем перешёл на кварцевый (желательно из старых, плавких высоковольтных вставок). Он и без просеивания очень мелкий.
Примечание: После отливки, песок можно заново перерабатывать в сырье для создания форм. Поэтому не спешите его выбрасывать.
Жидкое стекло. Обычное натриевое жидкое стекло. Стоит копейки, по этому не изобретайте велосипед. Если вы все же всерьез решите заняться данным бизнесом, то советую его покупать не бутылками, а канистрами. Так получается гораздо дешевле.
Старый блок питания. Старый блок питания от компьютера для нанесения краски на изделия (анодирование).
Краски. Краски можно использовать как порошковые, так и из баллончиков. Из баллончиков даже предпочтительнее, меньше мороки.
Сырьё. Для литья подходит практически любой алюминиевый хлам, но я все же предпочитаю использовать пищевой, с добавлением электротехнического. Ну а в данном примере это размороженная фляга, но вполне себе подходит для наших целей.
Важно: Есть сорта алюминия, которые практически не поддаются полировке. Сколько бы вы их не шлифовали, зеркального блеска добиться не получится
Воск. Некоторые с шиком используют пчелиный воск, мне подобное в голову как то не приходило. Зачем такой шик, если можно просто использовать технический парафин.
Шлифовальный станок. Точильный станок, ну или болгарка или даже дрель. Я зачастую использую все три инструмента.
Насадки для шлифовки. Тут все зависит от типа инструмента, который вы будете применять. Насадки не дорогие и можно приобрести на любом рынке.
Порошок графита или талька. Зависит от того, что вы сможете достать. В больших городах, где есть трамваи и троллейбусы не сложно найти старые, графитовые контактные щетки и на наждаке наточить порошка.
Способы исправления литейного брака
Для исправления поверхностных дефектов применяется механическая обработка — токарная, фрезерная или зачистка.

Фрезерная обработка брака литья
Если при этом размеры детали сократились больше допустимого, применяется наплавка тонкого слоя металла, доводящего размеры до требуемых и, как правило, улучшающего свойства заготовки.

Ультразвуковой неразрушающий метод контроля
Внутренний брак обнаруживается методами неразрушающего контроля. Иногда, если причина образования дефектов — внутренние напряжения, их удается снять путем нагрева и охлаждения по специальной методике. К сожалению, чаще внутренний брак литья исправлению не подлежат.
https://youtube.com/watch?v=FnQqiBSORrQ
Источник
Муфельная печь и её предназначение
Муфельная печь — незаменимый прибор для нагрева различных металлов самостоятельно в домашних условиях. Такое устройство способно плавить не только алюминий, но и медь и многие цветные металлы, а также высушивать и обжигать изделия из керамики.
Виды муфельных печей

- вакуумные;
- воздушные;
- газовые;
- электрические.
По конструкции они делятся на:
- трубчатые;
- вертикальные;
- горизонтальные;
- колпаковые.
В качестве нагревательного элемента рекомендуется использовать электронагреватель, так как он на сегодняшний день является самым простым в управлении прибором.
Муфельная печь состоит из нагревательной камеры и специального аккумулятора тепла.
Особенности промышленного процесса
Плавлением, а соответственно, и литьем всевозможных деталей из алюминия люди занимаются на протяжении многих лет.
Его температура плавления, которая составляет чуть более шестисот градусов по Цельсию, не требует использования какого-то специфического оборудования.
Данный материал за счет своей высокой пластичности способен приобретать практически любую форму.
Изначально для изготовления деталей из алюминия при помощи его литья использовали разнообразные формы, которые вставляли в землю.
Чуть позже появились гипсовые формы, которые изготавливались своими руками.
Видео:
В настоящее время практикуется использование специальных пресс-форм, при помощи которых изготовление самых разных деталей из алюминия производится под давлением.
Следует отметить, что и в том и в другом случае выплавляемым деталям можно придавать практически любую необходимую форму.
В любом случае, технология литья данного металла всегда оставалась практически оной и той же, за исключением некоторых особенностей.
Сегодня на крупных промышленных предприятиях практикуется литье под большим давлением, при котором практически полностью отсутствует усадка.
Технологически процесс литья алюминиевых заготовок на промышленных предприятиях с использованием машин и специального оборудования выглядит достаточно сложно.
ВАЖНО ЗНАТЬ: Как сделать улитку для холодной ковки своими руками?
Необходимое рабочее давление создается за счет работы поршня, который в свою очередь приводится в движение сжатым воздухом.
В этом случае используются эмульсионный состав, а также масло, которые способствуют ускорению его движения.
Алюминий, разогретый до температуры плавления, с большой скоростью поступает в специальную пресс- форму под большим давлением и полностью ее заполняет.
При этом усадка залитого металла практически полностью исключена.
Литье алюминиевых деталей под большим давлением имеет огромное количество достоинств, среди которых особенно выделяется высокая производительность данного процесса.
Видео:
Кроме этого можно отметить и высочайшую точность получаемых таким образом изделий, а также практически полное отсутствие какого-либо брака.
Данная технология успешно применяется при необходимости изготовить детали, используемые в приборостроении, а также авиастроении.
Использование пресс-форм в этом случае позволяет использовать расплавленную смесь практически любой температуры.
Самодельные печи
К печам, в которых будет расплавлен алюминий, не предъявляется практически никаких требований, нужно достичь температуры 600 градусов и все. Необходимость печи возникает из-за того, что открытый огонь не обеспечивает такой температуры, именно поэтому приходится создавать закрытое пространство, разогретое до такой температуры.
Можно изготовить печь из старых кастрюль. Делается это довольно просто: нужно взять кастрюлю с проделанным сбоку отверстием для воздуха, подавать воздух (например, при помощи шланга от пылесоса), в устройство закладывается уголь и поджигается, начинается подача воздуха для удерживания пламени, емкость обкладывается углем со всех сторон и для выхода дыма немного открывается крышка.
Независимо от формовки изделия, температура во всей печи будет находиться на одинаковом уровне.
Отличным вариантом будет использование газовой горелки.

Горелка газовая
Следует знать, что такой способ возможно использовать при отливке небольших штучных изделий. Печь можно соорудить при помощи двух консервных банок, вставленных друг в друга. При таком использовании нагревается только нижняя емкость, а наружная выступает в качестве оболочки, удерживающей тепло. Конструкция может быть прикрыта крышкой для отвода продуктов горения.
Профессиональное оборудование для качественного литья высокоточных алюминиевых деталей
Чтобы получить качественные изделия, имеющие точную форму, необходимо приобрести оборудование для профессионального литья алюминия, а также спецмашины для правильного осуществления важной процедуры. При грамотном осуществлении процедуры литье деталей из алюминия используются высокопрочные профессиональные пресс-формы
Конструкции изготовлены из надежных стальных сплавов и им не страшна высокая температура плавления алюминия. Они должны иметь безупречно ровную поверхность, какие-либо деформации и искажения исключены, поскольку непосредственно влияют на качество процедуры отлив алюминия нужной формы.
Особенности прессформы:
Форма должна содержать в конструкции дополнительные механизмы, позволяющие быстро извлекать готовые изделия, имеющие высокие температуры. В состав качественной пресс-формы входят специально разработанные подвижные стержни из качественного металла, которые непосредственно нужны для формирования специальных внутренних полостей.

Преимущества оборудования для профессионального изготовления форм:
- С помощью стандартных шаблонных форм можно легко придавать любым изделиям идеально ровную поверхность;
- Выплавляемым материалам можно придавать любую геометрическую конфигурацию;
- специально разработанные механизмы позволяют без особых усилий доставать отлитые металлические изделия из форм.
В процессе качественного литья любых алюминиевых деталей и изделий используют специализированные литейные машины, а также дополнительные приспособления. При этом спецмашины могут традиционно оснащаться холодной и горячей камерой, при помощи которых реализуется основной процесс образования, а также прессования необходимой формы изделия.
Специальные горячие камеры, предназначенные для качественного и быстрого плавления любых видов металла, применяются в основном для профессионального производства сложных сплавов, основу которых составляет высокопрочный цинк.

Преимущества литья при помощи спецоборудования
- Отлив алюминия происходит под требуемым давлением. Максимальное давление в установке достигается при помощи воздуха или действия поршня. Под воздействием необходимого уровня давления формовочная смесь для литья алюминия вытесняется в специальные внутренние формы, которые заранее подготовлены.
- Профессиональные машины, в которых используется только холодное давление, в основном используют для качественной отливки изделий с применением специально разработанных медных сплавов.
Основную смесь для литья направляют в специальную поверхность формы. Процедура происходит под высоким давлением, за счет которого удается создавать заданную форму. При этом получаемое изделие не требует дополнительной обработки, и дополнительная полировка алюминия не потребуется.
Производственные машины для литья алюминия под давлением могут использоваться для отдельных видов форм. При этом спецмашины, предназначенные для профессиональной процедуры литье алюминия под давлением, могут иметь разные модели, в зависимости от главных параметров работы.
Надежное оборудование используется преимущественно на предприятиях и представляет собой специально созданные конструкции, предназначенные для качественного изготовления деталей под заказ. Таким образом, высокая цена оборудования для производственного литья алюминия полностью оправдана.
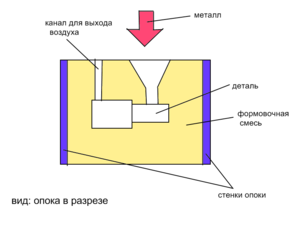
Влияние системы литья
В гравитационном литье, к которому относится, например, литье в кокиль, подачу расплава в литниковую систему производят в самом критическом или «толстом» участке отливки. Не контролируемое или турбулентное наполнение полостей литейной формы имеет отрицательное влияние на качество отливки.

Рисунок 6 – Захват воздуха при неправильной литниковой системе
Литниковая система, которая позволяет контролировать движение фронта затвердевания от дна формы до входа в литниковую системы является очень полезной для качества отливки. В хорошей системе литья заполнение формы начинается с ее нижней части и всегда так, чтобы слои нового горячего металла «ложились» на нижние, уже затвердевшие слои.
Система литья такого типа может частично компенсировать негативное влияние, которое оказывает объемное сокращение алюминия при его затвердевании и в то же время направлять расплавленный металл в форму таким образом, чтобы избежать нового его окисления из-за турбулентности течения.
- TALAT 3207
Похожие записи:
 Самодельный триммер для газона из того что под рукой
Самодельный триммер для газона из того что под рукой
 Терка для капусты: как сделать электрическую овощерезку своими руками
Терка для капусты: как сделать электрическую овощерезку своими руками
 Как приклеить ламинат на поверхность стен; пошаговое руководство
Как приклеить ламинат на поверхность стен; пошаговое руководство
 Arduino pro mini
Arduino pro mini
 ✅каракат из урала: вездеход на базе мотоцикла иж, на ободрышах, своими руками, самодельный болотоход с двигателем от днепра, как сделать четырехколесный
✅каракат из урала: вездеход на базе мотоцикла иж, на ободрышах, своими руками, самодельный болотоход с двигателем от днепра, как сделать четырехколесный
 Снаряжение своими руками
Снаряжение своими руками