Содержание
Общие советы
Ориентируясь на схемы, можно достаточно быстро собрать индукторы различной мощности для нагрева воды, металлов, обогрева дома, гаража и автосервиса. Необходимо помнить и о правилах безопасности для эффективной службы нагревателей такого типа, ведь утечка теплоносителя из самодельного устройства может закончиться пожаром.
Есть определенные условия организации работы:
- расстояние между индукционным котлом, стенами, электроприборами должно быть не меньше 40 см, а от пола и потолка лучше отступить 1 м;
- с помощью манометра и устройства по сбросу воздуха обеспечивается система безопасности за выходным патрубком;
- пользоваться устройствами желательно в закрытых контурах с принудительной циркуляцией теплоносителя;
- возможно применение в пластиковых трубопроводах.
Самостоятельная сборка индукционных генераторов обойдется недорого, но и не бесплатно, ведь нужны комплектующие достаточно хорошего качества. Если у человека нет специальных знаний и опыта в радиотехнике и сварке, то не стоит самостоятельно собирать обогреватель для большой площади, ведь мощность нагрева не превысит 2,5 кВт.
Однако самостоятельная сборка индуктора может рассматриваться как самообразование и повышение квалификации хозяина дома на практике. Можно начать с небольших приборов по простым схемам, а поскольку принцип действия в более сложных устройствах тот же, только добавляются дополнительные элементы и преобразователи частоты, то и освоить его поэтапно будет легко и вполне бюджетно. Вконтакте
Индукционная печь история производства
Изобретена индукционная печь была после того, как в 1831 году Фарадей открыл закон об электромагнитной индукции. Изучив работы Максвелла, которые перекликались с открытием Фарадея, и, взяв в основу их открытия, ученые смогли создать первую индукционную печь, которая могла плавить небольшое количество металла под воздействием токов высокой частоты.
Первая индукционная печь была запатентована в Великобритании, однако хоть изобретение было проработано, воссоздать его на практике не вышло.
Первая плавка стали была произведена в 1900 году в Швейцарии. Челлин в то время смастерил индукционную печь по собственным разработкам. Выполнена она была в роли однофазного трансформатора. Плавильной емкостью печи выступала кольцевая ванна, а расплавленный металл выполнял роль вторичной обмотки. В центре первой индукционной печи был размещен железный магнитопровод, окруженный обмоткой со специальной асбестовой изоляцией. Магнитопровод подавал переменный магнитный поток, который способен возбудить переменный ток.
Первую индукционную печь начали устанавливать на заводах Швейцарии, а впоследствии они стали появляться и в других странах. Несмотря на то, что индукционные печи оказались довольно удобным устройством, они имели перечень недостатков:
- Постоянно требовалось производить жидкую завалку.
- Шлак нагревался не так хорошо, как это требовалось.
- Эксплуатация футеровки ИП вызывала определенные трудности.
Именно в тот момент производители поняли, что что-то не так, и начало развиваться производство дуговых сталеплавильных печей. С 1925 года в промышленности появились индукционные печи без сердечника, способные осуществлять качественную плавку металла.
На сегодняшний день популярность набрали тигельные индукционные печи. Первые тигельные печи выпустила . В основном в производстве такие печи использовали для плавки драгоценных и цветных металлов, но тогда их использовали, проводя различные эксперименты, а сегодня тигельные индукционные печи стали популярными и активно применяются для обработки всех видов металлов.
Реализация в бытовых условиях
Индукционное отопление ещё не завоевало в достаточной степени рынок из-за высокой стоимости самой системы обогрева. Так, например, для промышленных предприятий подобная система обойдётся в 100 000 рублей, для бытового использования – от 25 000 руб. и выше. Поэтому вполне понятен интерес к схемам, которые позволяют создать самодельный индукционный нагреватель своими руками
Индукционный котел отопления
На базе трансформатора
Основным элементом системы индукционного отопления с трансформатором станет само устройство, у которого есть первичная и вторичная обмотки. Вихревые потоки будут формироваться в первичной обмотке и создадут электромагнитное индукционное поле. Это поле будет воздействовать на вторичную, которая и есть, по сути, индукционный нагреватель, реализованный физически в виде корпуса котла отопления. Именно вторичная короткозамкнутая обмотка передает энергию теплоносителю.
Главными элементами установки индукционного нагрева являются:
- сердечник;
- обмотка;
- два вида изоляции – тепло- и электроизоляция.
Сердечник – это две ферримагнитные трубки разного диаметра с толщиной стенок не менее 10 мм, вваренные друг в друга. Тороидальная обмотка из медного провода производится по внешней трубке. Необходимо наложить от 85 до 100 витков с равным расстоянием между витками. Переменный ток, изменяясь во времени, создаёт вихревые потоки в замкнутом контуре, которые и нагревают сердечник, следовательно, и теплоноситель, осуществляя индукционный нагрев.
С использованием высокочастотного сварочного инвертора
Индукционный нагреватель может быть создан с использованием сварочного инвертора, где главными компонентами схемы служат генератор переменного тока, индуктор и нагревательный элемент.
Генератор используется для преобразования стандартной частоты в сети электропитания 50 Гц в в ток с более высокой частотой. Этот модулированный ток подаётся на цилиндрическую катушку-индуктор, где в качестве обмотки используется медная проволока.
Катушка создаёт переменное магнитное поле, вектор которого меняется с заданной генератором частотой. Созданные вихревые токи, индуцированные магнитным полем, производят нагрев металлического элемента, который передаёт энергию теплоносителю. Таким образом реализуется ещё одна схема индукционного отопления, выполненная своими руками.
Нагревательный элемент тоже может быть создан своими руками из нарезанной металлической проволоки длиной около 5 мм и отрезка полимерной трубы, в которую помещается металл. При установке вентилей сверху и снизу трубы следует проверить плотность наполнения – не должно оставаться свободного пространства. Согласно схеме поверх трубы накладывается около 100 витков медной проводки, которая и является индуктором, подключаемым к клеммам генератора. Индукционный нагрев медной проволоки происходит за счёт вихревых токов, формируемых переменным магнитным полем.
Принцип работы нагревателя
Механизм выработки тепла у бытовых электроприборов рассматриваемого типа основан на том же самом законе, на котором функционируют промышленные установки. Однако в схеме их работы есть свои особенности. Прежде всего они касаются устройства. Так, бытовой индукционный проточный водонагреватель состоит из следующих основных элементов:
- Индуктор – катушка-намотка медной проволоки. При прохождении через него тока образуется магнитное поле, под действием которого разогревается электропроводящий материал нагревателя.
- Генератор – преобразователь стабильного бытового тока в необходимый по мощности высокочастотный поток.
Принцип работы индукционного водяного нагревателяИсточник vinteplo.ru
Генератор преобразует ток из обычного в высокочастотный и подает его на катушку. Обмотка из проволоки вырабатывает магнитное поле. Находящийся внутри нее нагреватель-трубка разогревается и передает тепло проходящему через него водяному потоку. Ввиду отсутствия прямого контакта при переходе из одного вида энергии в другой, потери минимальны. КПД таких электронагревателей достигает 98%.
Устройство и принцип действия индукционного котла для отопленияИсточник oboiman.ru
Индукционные нагреватели для грузового автосервиса
Грузовой автотранспорт несет повышенную нагрузку, что приводит к периодическим обращениям на станции технического обслуживания. Ряд работ по исправлению кузова и ремонту узлов и деталей поможет осуществить нагреватель. Безопасность использования установки достигается отсутствием открытого пламени, поэтому имеет смысл купить индукционный нагреватель металла в свой автосервис.
| Установка для индукционного нагрева металла, 16 кВт, 380 В, кабель 4 м, ALBATROS (Италия)Индукционный: Грузовой Установка для индукционного нагрева металла, 16 кВт, 380 В, кабель 4 м, ALBATROS (Италия) |
Стоимость: €7 890
Купить в наличии
| Установка T-12000 для индукционного нагрева металла, 11 кВт, 380 В, кабель 4 м, ALBATROS (Италия)Индукционный: Грузовой Установка T-12000 для индукционного нагрева металла, 11 кВт, 380 В, кабель 4 м, ALBATROS (Италия) |
Стоимость: €6 700
Купить в наличии
| Установка T-7000 для индукционного нагрева металла, 5 кВт, 230 В, кабель 4 м, ALBATROS (Италия)Индукционный: Грузовой Установка T-7000 для индукционного нагрева металла, 5 кВт, 230 В, кабель 4 м, ALBATROS (Италия) |
Стоимость: €3 850
Купить в наличии
Устройство самодельного нагревателя
Классическое индукционное устройство рекомендуется рассматривать на примере конструкции водонагревателя отопительной системы. Подобные схемы чаще всего используются на дачах и в загородных домах. Изготовление прибора начинается с индуктора. Для этого медную проволоку нужно намотать в один ряд, придав ей изначально цилиндрическую форму. Каждый виток изолируется от соседнего, исключая контакты между ними.
Количество витков, обеспечивающее нормальную работоспособность, составляет в среднем 80-100. Медные проводники могут иметь разное сечение – от 2,5 до 4 мм 2 . Сердечником служит сама отопительная труба, но на практике данный вариант не дает нужного эффекта.
Поэтому, чтобы сделать нагрев теплоносителя более интенсивным, рекомендуется воспользоваться пластиковой трубой определенной длины. Ее внутреннее пространство заполняется стальной проволокой Д 5-6 мм, разрезанной на короткие части. В этом случае, за счет индукции начинает нагреваться проволока, обтекаемая водой. Площадь теплообмена существенно увеличивается, и теплоноситель нагревается намного быстрее. Для того чтобы обрезки проволоки не смыло водным потоком, концы участка трубы ограничиваются защитой из стальных сеток.
Соединение индуктора и инвертора может быть выполнена разными способами. Некоторые специалисты изготавливают дополнительный промежуточный трансформатор. Затем к его вторичной обмотке подключается индуктор вместе с конденсатором. В другом варианте на тороидальный трансформатор высокой частоты, имеющийся в инверторе, наматывается медный провод в количестве одного витка. Далее, к нему напрямую подключается индуктор.
Во всех случаях нельзя пользоваться плюсовой и минусовой клеммами инвертора, предназначенными для сварки. На выходе у них выпрямленное напряжение, которое сопровождают пульсации высокой частоты. Под его воздействием рабочее магнитное поле не появится, а индуктор перегреется и сгорит. Инвертор придется переделывать, что само по себе достаточно сложно, поскольку будут нужны знания и навыки работы с радиоэлектронными схемами.
Индукционное нагревание – что это такое, применение
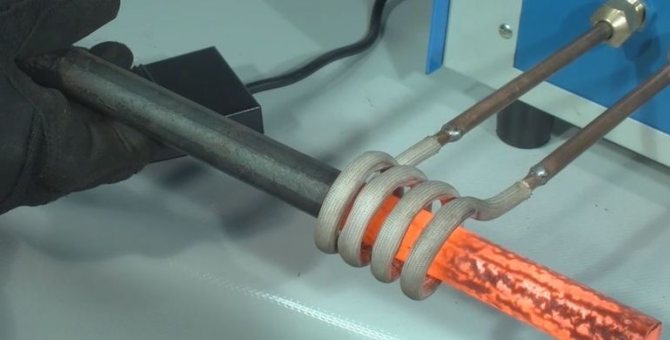
В настоящее время в промышленности широко применяется метод бесконтактного разогрева заготовок перед выполнением различного рода операций – плавки, сварки, пайки, ковки и проч. Эффективность его настолько высока, что он быстро вытесняет традиционные способы нагрева. При этом ввиду особенностей передачи энергии – без использования проводника – потери минимальны, и потому у метода высокий экономический показатель.
Индукционный нагрев – это повышение температуры предметов из электропроводящих материалов посредством действия в их структуре переменного магнитного поля. Технологическая суть процедуры заключается в следующем:
- Предмет, который требуется нагреть, помещается внутрь индуктора – свитого в виде спирали проводника.
- Далее в индуктор посредством специального генератора направляются переменные токи большой силы и различной частоты.
- В результате проводник начинает излучать переменное магнитное поле.
- Электропроводящий предмет пронизывается этим полем, в следствие чего в нем возникают наведенные токи.
- Под действием вихревых токов температура материала повышается.
Простейший индукционный прибор для нагреваИсточник ytimg.com
Такая схема «индуктор-предмет» по сути является трансформатором без сердечника. В ней индуктор – это первичная обмотка, предмет – накоротке замкнутая вторичная. Потоки магнитного поля замыкаются между ними по воздуху. На мощных промышленных установка индукторный проводник сам может сильно разогреваться, поэтому для обеспечения безопасности к нему подводится система охлаждения.
Принцип индукционного нагрева находит широкое применение в самых различных областях:
- Бесконтактная сварка, плавка и пайка сверхвысокой чистоты.
- Термическая обработка и гибка элементов и узлов в автопромышленности.
- Создание экспериментальных образцов сплавов.
- Изготовление ювелирных украшений.
- Закаливание изделий по поверхности.
- Термообработка мелко габаритных деталей, не доступных для воздействия плазмой и дугой.
- Термическая обработка и закаливание элементов сложных форм.
- Дезинфекция приборов и инструментов в медицине.
Проточный водонагреватель – одна из наиболее часто используемых областей применения индукционного нагрева в бытуИсточник equipmaster.ru
Принцип работы
Работа всех электронагревателей, как обычных, так и индукционных, основана на одном и том же принципе: при пропускании электрического тока через некий проводник последний начнет нагреваться.
Количество выделяемого за единицу времени тепла зависит от силы тока и величины сопротивления данного проводника – чем больше эти показатели, тем сильнее будет греться материал.
Весь вопрос в том, каким образом вызвать протекание электротока? Можно подсоединить проводник непосредственно к источнику электрической энергии, что мы и делаем, втыкая в розетку шнур от электрочайника, масляного обогревателя или, к примеру, бойлера. Но можно применить и другой способ: как оказалось, протекание электротока можно спровоцировать воздействием на проводник переменного (именно переменного!) магнитного поля. Это явление, открытое в 1831-м году М. Фарадеем, получило название электромагнитной индукции.
Тут есть одна хитрость: магнитное поле может быть и постоянным, но тогда положение находящегося в нем проводника нужно постоянно менять. При этом будет меняться количество проходящих через проводник силовых линий и их направление относительно него. Проще всего проводник в поле вращать, что и делается в современных электрогенераторах.
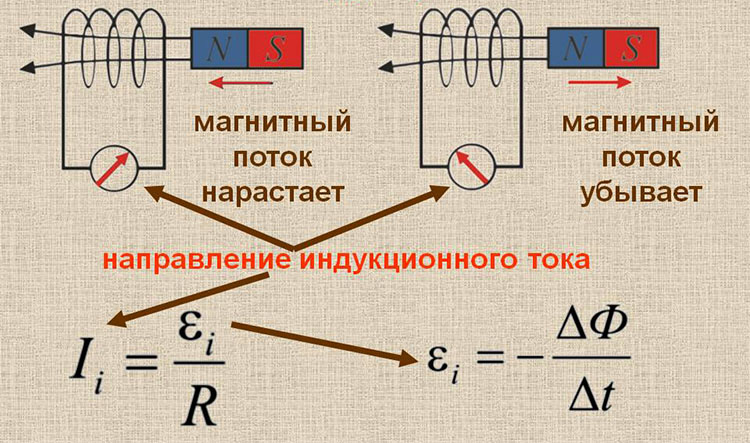
Принцип электромагнитной индукции
Но можно менять и параметры самого поля. С постоянным магнитом такой фокус, конечно, не пройдет, а вот с электромагнитом – вполне. Работа электромагнита, кто забыл, основана на обратном эффекте: протекающий через проводник переменный ток генерирует вокруг него магнитное поле, параметры которого (полярность и напряженность) зависят от направления тока и его величины. Для более ощутимого эффекта провод можно уложить в виде катушки.
Таким образом, меняя параметры электротока в электромагните, мы будем менять все параметры наводимого им магнитного поля, вплоть до изменения местоположения полюсов на противоположное.
И тогда это магнитное поле, действительно являющееся переменным, будет наводить электроток в любом токопроводящем материале, расположенном в его пределах. И материал при этом, понятно, будет нагреваться. На этом и основан принцип работы современных индукционных нагревателей.
Охлаждение схемы
Промышленные плавильные установки оборудованы системой принудительного охлаждения на воде или антифризе. Выполнение водяного охлаждения дома попросит внеочередных затрат, сопоставимых по стоимости с ценой самой установки для плавки металла.
Сделать охлаждение воздуха при помощи вентилятора можно при условиях достаточно удалённого размещения вентилятора. В другом случае железная обмотка и иные элементы вентилятора будут служить добавочным контуром для замыкания вихревых токов, что снизит рабочую эффективность установки.
Детали электронной и ламповой схемы также способны активно разогреваться. Для их охлаждения предполагают теплоотводящие отопительные приборы.
Устройство агрегата
Рассмотрим самые важные части агрегатов, изготовленных своими руками из инвертора, более подробно.
Узел подачи расходного материала и горелка
Особое внимание при комплектации запчастями следует уделить основательной переделке устройства подачи проволоки, которая должна будет перемещаться внутри гибкого шланга. Для получения качественного и аккуратного сварного шва скорость подачи проволоки должна быть синхронизирована с темпами плавления её рабочей части. Для получения качественного и аккуратного сварного шва скорость подачи проволоки должна быть синхронизирована с темпами плавления её рабочей части
Для получения качественного и аккуратного сварного шва скорость подачи проволоки должна быть синхронизирована с темпами плавления её рабочей части.
Так как при сварке полуавтоматом допускается применение нескольких типов проволоки, изготовленной из различных материалов и имеющей разный диаметр, скорость её поступления обязательно должна быть переменной величиной. Именно эту возможность должна обеспечивать так называемая «подача» расходного материала, которая организуется в соответствии с общими требованиями к любому инверторному агрегату.
При обустройстве полуавтоматической схемы чаще всего применяется расходная проволока сечениями 0,8, 1,0, 1,2 и 1,6 мм. Непосредственно перед началом работ она наматывается на заранее подготовленных катушках, которые фиксируются на элементах агрегата посредством простейшего крепежа. Полуавтоматическая сварка предполагает подачу проволоки «самоходом», что существенно сокращает время проведения всех операций и повышает эффективность этих процедур.
Используемая в полуавтомате горелка может быть взята целиком от неработающего сварочного агрегата этого же типа или же изготовлена самостоятельно в домашних условиях. Сразу оговоримся, что сделать горелку своими руками – совсем непростое занятие, требующее от исполнителя определённого опыта и наличия навыков в изготовлении подобных аппаратов.
Электронный управляющий модуль
Электрическая схема сварочного полуавтомата представлена на рисунке ниже.
Электронная схема (блок управления)
Базовым элементом блока управления полуавтоматом является микроконтроллер, ответственный за выбор нагрузочного режима и за стабилизацию выходного тока. Помимо этого, в состав электронного блока входят следующие обязательные узлы и детали:
- Выпрямительный мостик на полупроводниковых диодах большой мощности;
- Ключевые транзисторные схемы;
- Дополнительный намоточный трансформатор;
- Корректирующие дроссели и катушки индуктивности.
Особое внимание в составе электронного модуля должно быть уделено намоточным индуктивным изделиям. Известен упрощённый вариант инверторного агрегата, который принято называть «устройство от Саныча». Его схема приводится на размещённом ниже рисунке
Его схема приводится на размещённом ниже рисунке
Известен упрощённый вариант инверторного агрегата, который принято называть «устройство от Саныча». Его схема приводится на размещённом ниже рисунке.
Схема упрощённого электронного модуля
Трансформатор
Ещё одним ответственным узлом полуавтомата, своими руками изготовленного из старого сварочного устройства, является трансформатор, который может быть взят от того же инвертора (с учётом небольшой переделки).
Для обеспечения требуемых характеристик инверторного трансформатора, полностью подходящих для полуавтомата, необходимо перемотать старую первичную катушку медной полоской с нанесенной на неё прослойкой из термоустойчивой бумаги.
Важно! Такие трансформаторы не могут наматываться обычным медным проводом толстого сечения, поскольку в режиме больших токовых нагрузок они будут сильно нагреваться. Вторичную обмотку старого трансформаторного изделия также следует немного доработать. Для этого необходимо будет проделать следующие операции:
Для этого необходимо будет проделать следующие операции:
Вторичную обмотку старого трансформаторного изделия также следует немного доработать. Для этого необходимо будет проделать следующие операции:
- Сначала нужно намотать катушку, состоящую из 3-х слоев жестяных полос, каждая из которых изолируется посредством фторопластовой ленты;
- Далее концы старой и только что намотанной обмотки нужно спаять, что обеспечит высокую проводимость всей катушки;
- Также нужно предусмотреть в наборе элементов, из которых собирается конструкция полуавтомата, небольшой вентилятор (он предназначается для дополнительного охлаждения устройства).
В качестве такого охлаждающего прибора, устанавливаемого в сварочные агрегаты, может использоваться вентилятор с вышедшего из строя старого ПК.
Особенности индукционных нагревателей EasyTherm
- 3(три) режима нагрева: температурный, временной и температурно-временной. (Температурно-временной режим позволяет одновременно контролировать нагреваемую деталь по температуре и времени, исключая возможность разрушения детали в результате локального перегрева)
- Возможность нагрева деталей диаметром от 10 мм до 5 м, массой от 0,1 кг до 10 тонн
- Возможность нагрева подшипников с уплотнениями, смазанных подшипников, подшипников с защитной шайбой и т.п.
- Возможность нагрева деталей до 400 °С!
- Возможность как ручного, так и дистанционного управления
- Нагреватель можно изготовить особой формы, что позволит равномерно прогревать по всей поверхности детали сложной конфигурации, не приводя к их короблению или локальному непрогреву
- Наличие функции автоматического размагничивания по завершению процесса нагрева
- Возможность непрерывной работы без использования дополнительного охлаждения
- Гарантийный срок индукционных нагревателей EasyTherm — 3 года !!!
Основными преимуществами индукционных нагревателей по сравнению с традиционными методами нагрева деталей являются высокая скорость нагрева (позволяет экономить время при нагреве), простота в использовании, постоянный контроль в процессе нагрева, а также экологичность и безопасность процесса.
Недостатки традиционных методов нагрева
Недостатки традиционных методов нагрева
Традиционные методы нагрева подшипников, к которым относятся нагрев с помощью паяльных ламп, нагрев в масляных ваннах, нагрев в печах и нагрев на горячих плитах обладают рядом серьезных недостатков: Нагрев с помощью паяльных ламп и горячих плит
Отсутствие температурного контроля
Риск перегрева
Протечка смазки из подшипника
Большие напряжения внутри материала
Опасность при эксплуатации (высокие температуры нагреваемой поверхности)
Нагрев в масляных ваннах
- Невысокая скорость нагрева
- Выбросы смазки из подшипника
- Опасность при эксплуатации (раскаленное масло)
- Неэкологичность процесса нагрева
Нагрев в нагревательных печах
- Невысокая скорость нагрева
- Большая энергозатратность
- Протечка смазки из подшипника
Основные части нагревателя EasyTherm
Варианты самодельных устройств
На просторах интернета размещено достаточное количество разнообразных конструкций, создаваемых для различных целей. Взять индукционный малогабаритный нагреватель, сделанный из компьютерного блока питания 250—500 Вт. Модель, показанная на фото, пригодится мастеру в гараже или автосервисе для плавки стержней из алюминия, меди и латуни.
Но для отопления помещений конструкция не подойдет по причине малой мощности. В интернете есть два реальных варианта, чьи испытания и работа засняты на видео:
- водонагреватель из полипропиленовой трубы с питанием от сварочного инвертора либо индукционной кухонной панели;
- стальной котел с нагревом от той же варочной панели.
Теперь давайте подробнее разберем, как делаются индукционные нагреватели своими руками, а главное, — как они потом функционируют.
Изготавливаем нагревательный элемент из трубы
Если вы плотно занимались поиском информации по данной теме, то наверняка столкнулись с этой конструкцией, поскольку мастер выложил ее сборку на популярном видеоресурсе YouTube. После чего многие сайты разместили текстовые версии изготовления этого индуктора в виде пошаговых инструкций. Вкратце нагреватель делается так:
- Внутрь трубы из полипропилена диаметром 40 мм и длиной 50 см наталкиваются металлические ершики для мытья посуды (можно рубленую проволоку — катанку). Они должны притягиваться магнитом.
- К трубе припаиваются отводы с резьбами для подключения к отопительной сети.
- Снаружи вдоль корпуса приклеиваются 4—5 стержней из текстолита. На них наматывается провод сечением 1.7—2 мм² со стеклоизоляцией, применяющийся в сварочных трансформаторах.
- Варочная панель разбирается и «родной» индуктор плоской формы демонтируется. Вместо него подключается самодельный нагреватель из трубы.
Как нетрудно догадаться, роль нагревательного элемента здесь играют металлические ершики, находящиеся в переменном магнитном поле катушки. Если запустить варочную панель на максимум, одновременно пропуская через импровизированный котел проточную воду, то ее удастся нагреть на 15—20 °С, что и показали испытания агрегата.
Поскольку мощность большинства индукционных плит лежит в пределах 2—2.5 кВт, то с помощью теплогенератора можно обогреть помещения общей площадью не более 25 м². Есть способ увеличить нагрев, подключив индуктор к сварочному аппарату, но здесь есть свои сложности:
- Инвертор выдает постоянный ток, а нужен переменный. Для подсоединения индукционного нагревателя аппарат придется разобрать и найти на схеме точки, где напряжение еще не выпрямлено.
- Нужно взять провод большего сечения и подобрать число витков путем расчета. Как вариант, медную проволоку Ø1.5 мм в эмалевой изоляции.
- Понадобится организовать охлаждение элемента.
Проверку работоспособности индуктивного водонагревателя автор демонстрирует в своем видео, представленном ниже. Испытания показали, что агрегат требует доработки, но конечный результат, к сожалению, неизвестен. Похоже, что умелец оставил проект незавершенным.
Как собрать индукционный котел
В этом случае дешевую китайскую плиту разбирать не нужно. Суть в том, чтобы сварить по ее размерам котловой бак, руководствуясь пошаговой инструкцией:
- Возьмите стальную профильную трубу 20 х 40 мм с толщиной стенки 2 мм и нарежьте из нее заготовок по ширине панели.
- Сварите трубки между собой по длине, стыкуя меньшими сторонами.
- Сверху и снизу к торцам герметично приварите железные крышки. Сделайте в них отверстия и поставьте патрубки с резьбами.
- К одной из сторон прикрепите сваркой 2 уголка, чтобы они образовали полку для индукционной печки.
- Покрасьте агрегат термостойкой эмалью из баллончика. Подробнее процесс сборки показан в видеоролике.
Окончательная сборка и запуск заключается в монтаже котла на стену и его врезке в систему отопления. Варочная панель вставляется в гнездо из уголков на задней стенке бака и подключается к электросети. Остается заполнить систему теплоносителем, стравить воздух и включить нагрев индуктора.
Здесь вас подстерегает та же проблема, что встречалась с предыдущей моделью. Несомненно, индукционный нагрев будет работать, но его мощности 2.5 кВт хватит для обогрева парочки небольших комнат при морозе на улице. Осенью и весной, когда температура не опустилась ниже нуля, самодельный котел сможет отопить площадь 35—40 м². Как его правильно подключить к системе, смотрите в очередном видеосюжете:
Инструкция по изготовлению индукционного нагревателя
Чтобы осуществить переделку сварочного оборудования в индукционную печь, необходимо подготовить расходные детали и инструменты
Также важно подготовить чертежи и придерживаться инструкции по сборке
Простое изделие на основе сварочного инвертора
Для изготовления простого, но эффективного нагревателя, можно использовать сварочный инвертор. Процесс изготовления достаточно простой:
- Для начала нужно взять толстостенную полимерную трубку.
- С торцевой части трубы стоит установить разводку и 2 вентиля, а внутрь засыпать куски стальной проволоки небольшого диаметра и размера (5 мм).
- Закрепить верхний вентиль.
- Выполнить 90 витков медной проволокой для сборки индуктора.
В качестве генератора используется сварочный аппарат, а роль нагревателя играет трубка с проволокой. Аппарат устанавливается в режим переменного тока с повышенной частотой.
В процессе нагрева происходит излучение магнитного поля и прогревание проволоки вихревыми потоками. Это вызывает закипание жидкости.
Экспериментальная модель нагревателя мощностью 1600 Вт
Для сборки экспериментального оборудования мощностью 1,6 кВт потребуется подготовить металлическую трубу с толстыми стенками. Поскольку катушка без особых сложностей сможет прогреть любой материал, можно усовершенствовать нагреватель.
Корпус можно изготовить из пластиковой трубы, которая обладает большим диаметром, чем элемент системы отопления. Оптимальная длина изделия составляет 1 м, а внутреннее сечение – 50-80 мм.
Чтобы подключить нагреватель к оборудованию, потребуется закрепить переходники сверху и снизу корпуса. Нижняя секция закрывается решеткой, а затем внутрь корпуса помещают наполнитель из небольших металлических частиц.
Для обмотки подходит медный провод с изоляцией сечением 1-1,5 мм. Использование более толстой проволоки неоправданно, поскольку это усложнит плотное расположение витков.
Печь для нагрева металла
Из-за повышенной пожарной безопасности метод индукции применяется в металлургии. Собрать нагреватель для обработки металлических заготовок можно из подручных средств. Для предстоящих работ потребуется подготовить:
- 12-вольтный аккумулятор.
- Медную обмоточную проволоку.
- Пленочные конденсаторы.
- Транзисторы и диоды.
- Кольца блока питания от персонального компьютера.
Индукционная печь из сварочного инвертора.
Последующая сборка производится по такой инструкции:
На радиаторы охлаждения устанавливаются транзисторы. Во время использования прибор интенсивно нагревается, поэтому лучше подготовить крупные радиаторы.
Изготавливаются дроссели. Для их сборки применяют медную проволоку и кольца блока питания ПК
Важно следить, чтобы межвитковое расстояние оставалось идентичным на каждом отрезке.
Собирается конденсаторная батарея. Емкость элемента питания должна составлять 4,7 мкФ.
Изготавливается обмотка
Диаметр медной проволоки должен составлять 2 мм. Потребуется выполнить 8 витков, чтобы во внутреннем пространстве поместились все обрабатываемые детали.
На последнем этапе подключается аккумулятор. Ток регулируется во время изготовления печи. Для этого достаточно поменять количество витков.
Кроме того, следует предусмотреть систему отвода тепла и вентиляции, т.к. во время работы печь сильно нагревается.
Нагреватель для воды
Использование такого агрегата в частном доме позволит организовать бесперебойную подачу ГВС или обогрев помещения. Система расходует много электрической энергии, но обладает простой схемой сборки и отсутствием сложностей в обслуживании. Предстоящая сборка начинается с подготовки:
- Сварочного инвертора.
- Теплоизолятора (подойдет керамзит).
- Проволоки из меди и стали.
- Отрезка пластиковой трубы с толстыми стенками.
- Трубок разного диаметра.
На первом этапе начинается изготовление котла. Его можно соорудить из 2 трубок разного сечения, которые вставляются друг в друга с выдерживанием зазора 20-25 мм.
Дальше производится приваривание концов колец и подсоединение к общей системе отопления. Во внешнюю стенку нужно вварить выходную и входную трубки.
Затем изготавливается обмотка, которая в точности повторяет форму котла. Всего нужно выполнить 35-40 витков, соблюдая равное межвитковое расстояние.
На последнем этапе собирается защитный корпус, который делается из диэлектрического материала, и подключается инверторный аппарат и теплоноситель.
Правильно собранная конструкция сможет прослужить в течение 20-25 лет без ремонта и замены расходных деталей.