Содержание
Способы подготовки алюминия к пайке
Перед тем как паять алюминий паяльником, требуется подготовить металл. Для этого применяют один из основных способов:
- Обработка канифолью предварительно обезжиренного участка, где будет происходить спаивание. После нанесения смолистого вещества на него кладется шкурка и прижимается включенным мощным паяльником. После этого поверхность обтирается той самой шкуркой, попутно облаживая жалом место обработки. Далее ставится алюминиевая заплатка, после чего уже можно припаивать деталь обыкновенным способом. В качестве аналога канифоли можно использовать масло для швейных машин.
- На участок спаивания наносится канифоль с добавленными в нее стружками металла. После этого залуженным и хорошо разогретым жалом нужно натереть данную площадь, чтобы расплавилась стружка. В это время добавляется припой. Паяльник для алюминия, который растирает поверхность с опилками, снимает окись, так как острые края материалов попросту сдирают ее с поверхности. Припой добавляется и сразу попадает на поверхность металла, защищая ее от повторного образования.
- Сначала поверхность очищается за счет обработки медью, которая снимает оксидную пленку. Это очень сложный метод, для него требуется создавать ванночку, в которой будет проводиться реакция омеднения. По этой причине способ редко применяется.
Как выбрать припой
Качественная пайка алюминия паяльником требует тщательного подбора припоя, так как в ином случае сложно будет добиться хорошего результата. Им становятся легкосплавные вещества, в состав которых входят свинец, олово, кадмий, цинк, висмут и прочие элементы. Основной металл в них не растворяется. Исключение составляет только цинк. Это снижает надежность соединения.
Для серьезных соединений лучше применять припой, в основу которого входят свинец и олово. Это актуально для тех случаев, когда контакт не будет подвержен коррозии. В иной ситуации, есть серьезный риск появления ржавчины в местах пайки.
Более дорогим, но эффективным припоем является ЦОП-40, в который входит 40% цинка. Также подходит 34А, где основой выступает алюминий, и присутствуют добавки кремния и меди. Актуально использовать некоторые высокотемпературные припои, которые могут плавиться при 600 градусах Цельсия, например, Aluminium 13.

Советы по выбору флюса
Многие слышали, как паять алюминий паяльником без флюса, а также знают, что это практически невозможно. Действительно, для качественного соединения необходимо применять дополнительные материалы. Не каждый флюс будет активным по отношению к алюминию
Среди отечественных марок стоит обратить внимание на серии Ф-59А, -61А, 64. У них уникальный состав, в который входят фторбораты аммония
Как правило, специализированные флюсы обладают надписью «для пайки алюминия».
Чтобы проводить высокотемпературную пайку, стоит обратить внимание на флюс 34А. В его состав входят хлористый калий, фторид натрия, цинк и литий
Это специальная смесь, рассчитанная на работу с высокими температурами.
Преимущества
Пайка – это один и способов получения неразъемных соединений металлов. Но в отличии от других методов он, до последнего времени отличался невысокой производительностью, малой прочностью на стыке. Это и ряд других причин послужило тому, что она не получила широкого, промышленного применения.
С развитием технологий стали доступны способы соединения деталей с помощью электронного луча, ультразвуковых волн. Появление специальных припоев и флюсов позволило значительно поднять качество паяного соединения.
Современные технологии пайки позволяют использовать готовые изделия без дальнейшей обработки на механическом оборудовании. Пайка вошла число основных технологических процессов в машиностроении, авиационной и космических отраслях и конечно электронике.
Пайка имеет ряд несомненных достоинств в сравнении со сваркой. Процесс соединения деталей этим способом проходит при существенно меньшем расходе теплоты. Другими словами, при проведении этого процесса не происходит каких-либо серьезных изменений в структуре металла. Его физико – химические параметры остаются практически без изменений. После пайки могут возникать такие явления как остаточная деформация, ее размеры несравнимы с теми, которые остаются после выполнения, например, сварки в облаке защитных газов.
https://youtube.com/watch?v=_GW1MkIQw9c
Именно поэтому использование пайки гарантирует более точное соблюдение размеров указанных в технической документации на изделие. Использование этого метода позволяет соединять разнородные металлы. Ко всему прочему можно сказать и то, что эти процессы довольно легко можно автоматизировать.
Технология
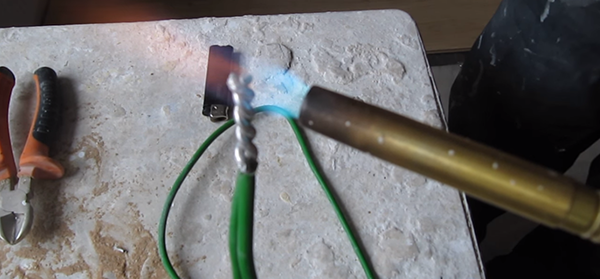
Выполнение в домашних условиях паяльных работ по алюминиевой поверхности требует предварительной подготовки и четкого соблюдения последовательности действий самого процесса. При помощи газовой горелки можно паять фрагменты трубок из алюминия, соединить провод с алюминиевыми жилами, плавка припоя может также залатать прореху в алюминиевом радиаторе отопления и так далее. Методика применения газовой горелки дает возможность обработки не только малых, но и больших по своей протяженности площадей.
Технология выполнения паяльных работ по алюминию состоит из 2-х важных этапов – подготовительного и самого процесса паяния.
Подготовка
Этап предварительной подготовки является важной частью технологического процесса, и пренебрегать им нельзя
- Детали, подлежащие паянию, зачищают механическим путем при помощи наждачной бумаги или металлической щетки.
- Далее очищенную от загрязнений поверхность обезжиривают ацетоном или органическим растворителем, удаляя следы жира или масла, а также снижая плотность оксидной пленки.
- Зачищенные поверхности обрабатывают флюсом. Процесс выполняют внимательно, не пропуская ни одного участка рабочей области. Флюс поможет улучшить адгезию, а также текучесть расплавляемого металла. Если начать паяние без удаления оксидной пленки при помощи флюса, готовый шов вскоре разрушится.
- Обработанные детали тщательно прогревают при помощи горелки для того, чтобы нанесенный поверх флюса припой мог хорошо расплавляться и равномерно покрывать рабочую область.
Процесс
После проведения подготовительных работ можно приступать к выполнению основных действий.
- Присадочную проволоку или кусочек припоя размещают на рабочей прогретой поверхность, затем ее обрабатывают пламенем газовой горелки. В это время припой начинает расплавляться, но плавить припой нужно таким образом, чтобы он хорошенько растекся по поверхности и в дальнейшем там застыл. Расплавленный припой заполняет собой все микротрещины и неровности, которые присутствуют на алюминиевой поверхности. Далее он будет медленно остывать, образуя прочный шов-соединение. Если накладывать последовательно друг на друга несколько таких слоев, получится довольно прочное монолитное образование.
- После того как паяльный шов полностью остынет, заполнив собой рабочее пространство, необходимо проверить качество стыковки его с поверхностью обрабатываемой детали.
- Когда паяльные работы закончены, место паяния обрабатывают влажной тканью или губкой. Затем выполняется шлифовка материалами с мелкой фракцией абразива на поверхности – она создает шву законченный и эстетичный внешний вид.
При паянии газовой горелкой в домашних условиях специалисты рекомендуют внимательно подходить к вопросам техники безопасности. Перед работой требуется проверять целостность емкости газового баллона, его шлангов, а также исправность горелки. Газовые баллоны необходимо держать как можно дальше от открытого пламени, а на рабочем месте не должно быть горючих материалов и легко возгорающихся предметов.
В следующем видео рассказывается о пайке алюминия газовой горелкой.
Флюс
Перед тем как паять радиатор, придется позаботиться и о флюсе. Именно он обеспечивает надежное соединение припоя и ремонтируемой металлической поверхности. Флюс можно либо купить либо изготовить самостоятельно. Приобрести его можно в любом магазине, специализирующемся на продаже радиодеталей. На упаковках российских флюсов, предназначенных для пайки алюминия, обычно имеется соответствующая надпись. Также их название может содержать маркировку Ф-59А, Ф-61А, 34А и др.
Как запаять радиатор автомобиля в домашних условиях, не покупая флюс? Можно ли его сделать самостоятельно? Да, флюс можно приготовить своими руками. Он, конечно, не будет обладать такими же свойствами, как заводской, но со своей задачей справится. Для его изготовления потребуется всего два ингредиента: канифоль и железные опилки.

Канифоль наверняка найдется у вас дома, а стружку можно получить, обработав любую железную деталь напильником. Все это нужно смешать в небольшой огнеупорной посудине и разогреть на огне. Полученная смесь – простейший флюс для алюминия.
Чтобы получить более прочное соединение припоя и металла, можно изготовить так называемый плавень. Для этого необходимо смешать следующие вещества в таких пропорциях:
- калий хлористый – 56%;
- литий хлористый – 23%;
- криолит – 10%;
- крупная пищевая соль – 7%;
- натрий сернокислый – 4 %.
Ингредиенты нужно измельчить, смешать и ссыпать в герметичную стеклянную посуду. Хранят плавень в месте, защищенном от прямых солнечных лучей.
Трудности пайки алюминиевых проводов
Помимо оксидной пленки и отсутствия визуального контроля за температурой нагрева металла, существует еще несколько сложностей. Пайка алюминиевых одножильных проводов должна проводиться всего за несколько секунд, чтобы не повредить самому проводу. Температурное воздействие на алюминий подвергает структуру металла изменениям, в результате чего он теряет свою прочность и гибкость.

Пайка алюминия паяльником в домашних условиях
Практически все процедуры, вне зависимости о того какой вид пайки используется, должны проходить полный круг подготовительных процедур, куда входит лужение, обработка флюсом и зачистка. Именно такие процедуры помогают ликвидировать оксидную пленку, благодаря которой получается основная масса брака при пайке. Еще одной сложностью становится правильный выбор параметров, так как рабата с тонкими элементами требует деликатного подхода. В то же время, небольшая толщина изделий помогает беспроблемно производить все в домашних условиях без явной потери качества.
Способы пайки алюминиевых проводов
Пайка алюминиевых проводов в домашних условиях может осуществляться несколькими способами. Одним из основных является пайка алюминиевых проводов паяльником, так как это один из самых простых и распространенных инструментов, который есть в каждом доме. Достаточно подобрать паяльник требуемой мощности, чтобы расплавить припой и сделать соединение. В отличие от других способов, он наиболее прост в подготовке, но требует, чтобы рядом находился источник электричества. В отличие от горелки, паяльник является более грубым методом, так что для работы со слишком тонкими материалами он может оказаться непригодным.

Пайка алюминия паяльником
Способ при помощи горелки, которая может быть газовая или бензиновая, помогает проводить более деликатные процедуры, так как тут легче регулировать температуру и газ отлично прогревает не только сам провод и припой, но и области, которые находятся рядом с ними. Подготовка горелки более длительная процедура, так как ее нужно заправлять, подбирать режим и так далее. Также это менее безопасный вариант, но после всего не нужно ждать, пока инструмент будет долго остывать, как это происходит при работе с паяльником.
Пайка алюминиевых проводов горелкой
Подготовка к пайке
Вне зависимости от того, происходит пайка алюминиевых проводов с медными, или с такими же, как и они, следует ответственно отнестись к подготовке, так как от этого зависит успех операции. В первую очередь нужно заняться зачисткой поверхности, что помогает убрать оксидную пленку. Для проводов подойдет мелкозернистая наждачная бумага или какой-либо аналогичный вариант. После этого следует залудить конец провода, который будет спаиваться и, если все производится при помощи паяльника, следует залудить и жало паяльника. Несмотря на проблематичность использования некоторых разновидностей флюса, в качестве заменителя можно применять металлическую стружку припоя или же какие-либо жидкие варианты, которые улучшат смешиваемость и увеличат скорость соединения.
Пошаговая инструкция
- Первым делом необходимо подготовить все имеющиеся инструменты и расходные материалы, которые должны быть всегда под рукой, а также освободить рабочее место от лишних предметов;
- Подготовить металл к спаиванию, проведя зачистку, обработку флюсом, лужение и прочие процедуры;
- После этого нужно установить технику на требуемый режим, чтобы не испортить заготовки во время спаивания и все прошло максимально качественно;
- Далее, точными и быстрыми движениями нужно осуществить само спаивание, поднеся небольшую часть припоя к проводам, и нанеся его на их концы, соединив в единое изделие;
- После этого нужно дать остыть металлу и проверить прочность соединения.
Таблица режимов пайки
|
Диаметр провода, мм |
Расход материала, граммы |
Продолжительность пайки, сек |
|
|
припой |
бензин |
||
|
2,5-4 |
1 |
5,5 |
25 |
|
6 |
1,5 |
7 |
30 |
|
10 |
2 |
11 |
55 |
Техника безопасности
Работа должна проводиться только при помощи исправных инструментов. При использовании флюсов стоит обеспечить нормальное проветривание помещения, так как многие из них не только издают неприятный запах, но и оказываются токсичными. Паяльник не стоит бросать включенным и он всегда должен находиться в безопасном месте, где нет рядом ни каких легко воспламеняемых предметов. Такие же меры безопасности требуется соблюдать и при работе с горелкой, только здесь еще и сам источник пламени требуется держать максимально далеко от емкости с расходным материалом, чтобы не произошло взрыва.
Видеоматериал
Отремонтированная любым из перечисленных способов кастрюля прослужит еще долго. Кроме этого, само ощущение, что руки растут из плеч, придает человеку уверенности – если у вас все получилось, вы сможете отремонтировать все, что угодно.
Тема ремонта старой посуды актуальна не только для небогатых граждан, которые не могут позволить себе купить новое ведро или кастрюлю. Она может заинтересовать и мастеров на все руки. Способов восстановления поврежденных поверхностей эмалированных изделий немало. Лучше и надежнее это выполнить профессионально в условиях завода. Но если у вас есть желание сделать это самостоятельно дома — пожалуйста, попробуйте.
Самый простой способ — это нанесениe на поврежденную металлическую поверхность специальных эмалевых красок (стеклоэмалей). Их наносят на чугунные и стальные изделия, например, газовые плиты, холодильники, раковины, ванны, в конце концов, на посуду. Для восстановления поврежденных эмалевых поверхностей хозяйственных и посудных изделий, используемых при комнатной или высокой температурах (до 300-350 градусов), воспользуйтесь белой эмалью. Перед ремонтом внимательно прочтите инструкцию. Поврежденную металлическую поверхность зачистите наждачной бумагой, обезжирьте ацетоном или бензином. Затем нанесите эмаль в соответствии с инструкцией.
Ремонтируем алюминиевую кастрюлю
Гораздо сложнее обстоит дело с алюминиевыми поверхностями. Паять их очень тяжело. Конечно, если есть аргоновая сварка (а такой аппарат сейчас можно купить совершенно свободно) – проблем нет. Но покупать такое дорогое оборудование имеет смысл только в том случае, если вы собираетесь заниматься этим постоянно — ради одной алюминиевой кастрюли делать этого определенно не стоит.
Обязательно ли выбрасывать поврежденную кастрюлю? Вовсе нет. Ее можно использовать в самых разных целях – например, она вполне сгодится в саду. В нее можно собирать фрукты и овощи, а также носить воду для поливки. Для ремонта вам нужны:
- кусок алюминия;
- болт с гайкой;
- дрель;
- ножовка по металлу.
Из алюминия нужно сделать две заплаты. Они должны быть больше дыры:
- Заплаты наложите на дыру с внешней и внутренней стороны.
- Скрепите их одним или несколькими болтами – гайки должны оказаться изнутри.
Технологические подходы для пайки алюминия
Технология пайки алюминия с флюсом практически ничем не отличается от соединения других металлов.
Весь процесс пайки алюминия припоем можно разделить на следующие этапы:
-
Подготовка поверхности.
Перед тем, как паять алюминий следует зачистить и обезжирить соединяемые части. -
Установка изделия в рабочее положение.
Для выполнения данного этапа могут потребоваться тиски или третья рука. - Нанесения флюса на место пайки.
- Прогрев изделия при помощи электрического паяльника или газовой горелки.
-
Нанесение припоя или паяльной пасты на необходимые участки.
Для этой роли подойдет цинковые или медные припои. Иногда могут понадобиться высокотемпературные припои, обеспечивающие хорошую механическую фиксацию изделия.
Обратите внимание! Процесс соединения алюминиевых изделий должен производиться в хорошо проветриваемом помещении, поскольку при плавлении припоя выделяются ядовитые соединения металлов. Схема пайки алюминиевых труб
Схема пайки алюминиевых труб.
Важно помнить, что при пайке бесфлюсовым припоем следует осуществлять чиркающие движения паяльником, дабы обеспечить взаимодействие компонентов припоя и металла. Проведение работ при помощи специального паяльника со скребком даст хороший результат в таких случаях:
Проведение работ при помощи специального паяльника со скребком даст хороший результат в таких случаях:
- пайка алюминиевой посуды;
- пайка алюминиевых проводов;
- пропай поверхности, не подверженной сильным механическим нагрузкам;
- соединение мелких деталей.
Пайка массивных алюминиевых деталей и толстых стержней должна проводиться при помощи сварки или горелки. Сварка не всегда подходит из-за высокой температуры дуги, расплавляющей металл. Поэтому, большинство специалистов предпочитают использовать горелки.
Наилучший эффект достигается при непрерывной пайке горелкой. Если, по какой-то причине процесс пайки пришлось остановить, следует полностью прогреть весь шов, дабы обеспечить равномерное распределение припоя и избавиться от не пропаянных мест.
Процесс пайки алюминиевых стержней при помощи горелки подразделяется такие этапы:
- Очистка металла от грязи и подготовка поверхности, путем шлифовки.
- Разогрев всей поверхности массивных изделий при помощи горелки.
- Удаление всех легковоспламеняющихся материалов с рабочего места.
- Включение вытяжки для нейтрализации едких испарений припоя.
- Подготовка проволочного припоя.
- Подготовка флюса марок Ф-59А, Ф-61А или Ф-64А.
Допускается прогрев металла до ярко-оранжевого цвета. В таком виде металл не плавится, а припой ложится максимально равномерно.
Паяные при помощи горелки изделия имеют более качественный шов и могут похвастаться хорошими механическими свойствами.
Флюс для пайки алюминия.
Наиболее сложным и в то же время качественным методом соединения алюминиевых изделий является сварка. Данный способ затрудняется из-за низкой температуры плавления металла.
Квалифицированные специалисты чаще всего сваривают алюминиевые изделия следующими методами:
- сварка при помощи электродов с покрытием;
- сварка с использованием защитного газа.
Первый вариант сварки имеет следующие недостатки:
- низкая прочность сварного шва;
- сильное разбрызгивание металла при варке;
- плохая отделимость шлака от шва.
Сварки в атмосфере из инертного газа не обладает заметными недостатками и считается наилучшим методом соединения алюминиевых деталей.
Припой для пайки алюминия
часто делаются в большей части из алюминия или из цинка. Производители вносят в состав разные добавки, чтобы улучшить свойства припоев: понизить температуру плавления, улучшить прочность, смачиваемость и т.д. Приезжают к нам припои из Франции, Германии и Америки. Про отечественные тоже расскажу.
Припой HTS-2000
Это самый разрекламированный припой. Пайка алюминия с ним очень проста. Посмотрите промо-видео про пайку припоем HTS-2000 от компании New Technology Products (США). Говорят, что он даже лучше и крепче алюминия. Но это не точно.
А вот реальный опыт пайки припоем HTS-2000. Припой прилипает плохо по началу, но потом вроде бы даже взялся. Проверка давлением показала, что место пайки травит. Есть мнение, что HTS-2000 нужно паять только с флюсом. Выводы делайте сами.
Припой Castolin
Припой Castolin 192FBK состоит из алюминия 2% и цинка 97%. 192FBK является практически единственным припоем для спайки алюминия с алюминием в списке предложений французской компании Castolin. Есть еще припой AluFlam190, но он предназначен для капиллярной пайки и не имеет флюса внутри. Также в линейке есть припой Castolin 1827, предназначенный для пайки алюминия с медью при температуре около 280 градусов.
Припой Chemet
Припой Chemet Aluminium 13 применяется для сварки алюминия и его сплавов, с температурой плавления выше 640 градусов. Он состоит из алюминия на 87% и кремния на 13%. Сам припой плавится при температуре около 600 градусов. Стоимость — около 500 руб. за 100 грамм, в которых целых 25 прутков.
Его старший брат Chemet Aluminium 13-UF имеет внутри трубки флюс, но стоит дороже — 700 руб. за 100 грамм и 12 прутков.
Никаких вменяемых видеороликов по пайке этим припоем я не нашел. Конечно этот список припоев не является исчерпывающим. Есть еще Harris-52, Al-220, ПОЦ-80 и др.
Отечественные припои
-
- . А почему бы нет? Когда я паял алюминиевый радиатор, у меня был под рукой только этот. И держит хорошо уже 5 лет.
- Алюминиевый припой 34А — для пайки газопламенной горелкой, в печи в вакууме или с погружением в расплав солей алюминия и его сплавов, кроме Д16 и содержащих > 3% Mg. Плавится при 525 градусах. Хорошо паяет сплавы алюминия АМц, АМг2, АМ3М. За 100 грамм придется заплатить около 700 руб.
- Припой марки А — изготовлен в соответствии с ТУ 48-21-71-89 и состоит из цинка на 60%, олова на 36% и меди на 2%. Плавится при температуре 425 °С. 1 пруток весит около 145 грамм и стоит где-то 400 руб.
- SUPER A+ применяется с флюсом SUPER FA и изготавливается в Новосибирске. Позиционируется, как аналог HTS-2000. За 100 грамм припоя просят около 800 руб. Отзывов пока нет.
Сравнение припоев для пайки алюминия
В этом ролике Мастер провел сравнение припоя HTS-2000 с Castolin 192fbk и отечественным алюминиевым припоем «Алюминиевый огурец». Огурец практически состоит из алюминия, так что прочность его высока, но паять надо в печке. Отзывы о припое HTS-200 крайне негативные, а Castolin 192fbk хорошо паяет и имеет хорошую смачиваемость при разогреве.
Другой Мастер сравнивал HTS 2000 с флюсом Fontargen F 400M и припой Castolin 192FBK.
Результаты такие:
- HTS 2000 — тягучий припой, приходится прибегать к стальным инструментам для разравнивания припоя по поверхности металла. С флюсом ситуация намного лучше.
- Castolyn 192FBK — высокая текучесть и затекаемость. Маленькие дырочки паяются с ним быстро. Большие дырки им паять тяжело — может провалиться внутрь радиатора.
Методы пайки в домашних условиях
Существует несколько способов пайки, наиболее популярными являются методы с использованием паяльника и пайка алюминия газовой горелкой. Можно выделить три способа пайки деталей:
- Пайка с канифолью применяется для соединения небольших алюминиевых деталей, проводов и кабелей. Для этого нужно зачистить рабочую область и покрыть канифолью. Затем прижать нагретым паяльником несколько раз. Для этих целей нужно использовать канифольный раствор в диэтиловом эфире.

Процесс пайки алюминия
Пайка выполняется без отрывания от рабочей области с последующим добавлением канифоли. Рекомендуется использовать паяльник с мощностью 50 Вт. Если толщина деталей и проволоки превышает 1 мм, следует увеличить мощность до 100 Вт, а более толстые предметы лучше заблаговременно прогревать.
Данный способ наиболее широко применяется в электротехнических работах и пайке автомобильных деталей. Перед выполнением работ детали нужно залужить. Это позволяет соединять детали с другими сплавами и металлами. В данном случае происходит пайка алюминия оловом или припоем с содержанием цинка и кадмия. Это позволяет выполнять соединения при температуре 400 градусов, что не влияет на физические свойства алюминия.
- Припой необходим при использовании практически всех методов пайки, будь то использование паяльника или горелки.
- Электрохимический метод предусматривает создание гальванического покрытия, которое выполняется с помощью специальной установки или ручным способом. Для этого нужно на зачищенную поверхность нанести раствор медного купороса. После этой процедуры на детали воздействуют отрицательным электрическим полюсом.
Доработка паяльника для пайки алюминия
Мы уже разобрались, что в домашних условиях алюминиевые детали обычно припаиваются друг к другу с помощью газовой горелки. Но в некоторых случаях можно обойтись и электропаяльником. Нужно будет только его немного доработать.
Для этого нам потребуется купить новое жало для паяльника диаметром 8,5 мм (продается в любом магазине радиодеталей).

От начала жала паяльника отступаем около 8 мм, и затем сверлим отверстие диаметром сверлом по металлу 2 мм.

После этого ножовкой по металлу необходимо сделать в жале паяльника продольный пропил глубиной 10 мм.

На следующем этапе от старого пильного полотна для ручной ножовки по металлу нужно отрезать кусочек длиной 13 мм.

Для облегчения последующей обработки заготовки ножовочное полотно необходимо нагреть (сделать отпуск металла). После охлаждения сверлим по центру отверстие диаметром 3 мм.

Медное жало паяльника зажимаем в тисках, и сгибаем под углом 90 градусов. Затем нужно нарезать резьбу в просверленном отверстии (резьба — 2,5 мм).

Край ножовочного полотна нужно облудить — для этого автор использует специальный флюс для пайки стали.

Кусок ножовочного полотна вставляем в пропил в жале паяльника, и фиксируем с помощью винта. Конец винта надо обрезать и заклепать.

Принцип работы электропаяльником с самодельной насадкой очень прост. Для начала включаем инструмент в розетку, и ждем, пока он нагреется до нужной температуры.
После этого наносим на конец насадки немного припоя (касаемся поверхности оловянной проволокой или прутком) и канифоли (это смоляная кислота, которая используется специально для пайки), и можно приступать к лужению алюминия .

Царапая поверхность, мы разрушаем оксидную пленку, и припой сцепляется с алюминием, как с родным братом.
Только перед лужением не забудьте нанести на поверхность алюминиевой детали небольшой слой канифоли . Этот способ подойдет и в тех случаях, если надо спаять алюминиевые провода — когда они облуженные , спаять их оловом не составит проблем.
Пошаговый процесс изготовления самодельной насадки на паяльник можно посмотреть на видео ниже. Идея самоделки принадлежит автору YouTube канала A Craft.
В сегодняшней статье мы рассмотрели разные способы пайки алюминия, а также как залудить алюминий для пайки оловом. Надеемся, что какой-нибудь из них вам обязательно пригодится и поможет.
Источник
В чем особенность работы?
Как утверждают специалисты, кондиционеры не комплектуются запасными трубами. Поэтому вам придется отправиться за ними в строительный магазин.

Можно также обзавестись медной трубкой, в которой есть примеси серебра. Главное, чтобы изделие было не подвержено коррозии, выдерживало без деформации значительное давление и перепады температуры. Как запаять алюминиевую трубку? Можно воспользоваться двумя методами, а именно высоко- и низкотемпературным. В первом случае для плавления припоя нужна температура не менее 600 градусов. Также данный показатель может достигать и 900. Метод предназначен для работы трубками, выдерживающих большую нагрузку. Низкотемпературный используется для труб с меньшей нагрузкой в холодильных установках. Если работать приходится с мягким припоем, то температурный показатель достигает 450 градусов, и больше – с твердым припоем.
Подбор флюсов
 С учетом специфики пайки деталей из алюминия к выбору флюсов нужно подойти внимательно.
С учетом специфики пайки деталей из алюминия к выбору флюсов нужно подойти внимательно.
Существует отечественные средства, состоящие из нескольких компонентов. Они обеспечивают эффективную очистку деталей, препятствует окислительным процессам при нагревании. Это особенно актуально при использовании припоев из олова и свинца, известных своей склонностью к окислению.
Хорошую проникающую способность обеспечивает многокомпонентный флюс из фторборатов аммония и цинка, триэтаноламина, добавочных веществ. Средство имеет доступную цену. Его эффективность многократно проверена на практике.

Известный высокотемпературный флюс состоит из хлоридов калия, лития и цинка; фторида натрия. Сухую смесь всыпают в рабочую зону пайки на палочке, дожидаясь равномерного расплавления и перемешивания с массой припоя.
Похожие записи:
 Как правильно сделать петлю. как вязать узел удавку: схема
Как правильно сделать петлю. как вязать узел удавку: схема
 Безопасные пропорции борной кислоты для помидор. рецепты растворов для различных целей
Безопасные пропорции борной кислоты для помидор. рецепты растворов для различных целей
 Туристический прицеп-капля своими руками
Туристический прицеп-капля своими руками
 Фольга для бани: какую лучше выбрать
Фольга для бани: какую лучше выбрать
 Как сделать оружие из бумаги своими руками: мини-мастер-класс
Как сделать оружие из бумаги своими руками: мини-мастер-класс
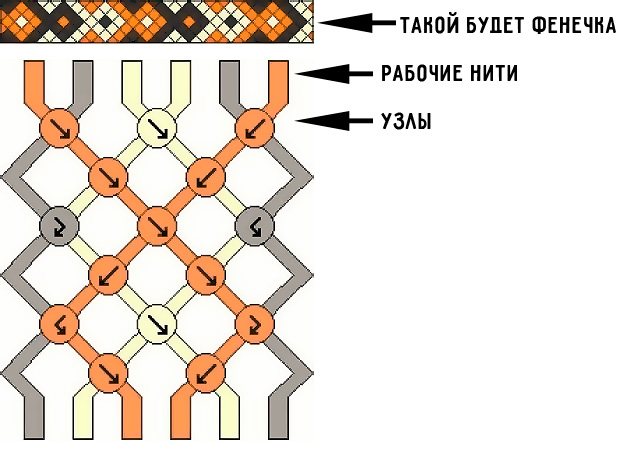 Как плести фенечку из мулине с именем? основы и схемы плетения
Как плести фенечку из мулине с именем? основы и схемы плетения