Содержание
Трудности сварки алюминиевых проводов
Сварка алюминиевых проводов в домашних условиях может оказаться достаточно сложным процессом. Здесь стоит учитывать все трудности, которые приходится испытывать при работе с алюминием, которые при тонкости проводов только усиливаются. Также влияет фактор особенностей соединения этих изделий. Ведь здесь идет работа с минимальным отрезком, так как не нужно делать шов длиной в несколько десятков сантиметров. Когда происходит сварка алюминиевых проводов, то движения должны быть точными и воздействие дугой, или другим температурным источником, на место соединения должно быть максимально коротким, чтобы не перепалить металл.
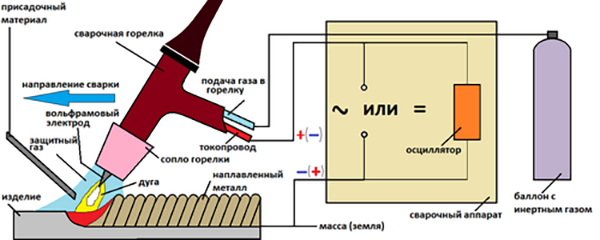
Схема сварки алюминиевых проводов аргоном
При работе со сваркой все проводится при высоких показателях температуры, так что проблема моментального расплавления тонкого металла всегда остается. Очередная сложность заключается в подборе правильного режима, так как иначе дуга может не зажечься или снова возникает проблема с перегоранием металла. Выстраивать приходится на минимальных настройках при отсутствии точного регламента режимов, поэтому, все делается на глаз.
Способы сварки проводов
Данный процесс можно осуществить при помощи нескольких технических средств. Одним из самых распространенных является аргонно-дуговая сварка. Преимущество данного способа состоит в надежной защиты от влияния внешних негативных факторов, а также в отсутствии примесей присадочной проволоки, которые могут повлиять на свойства электропроводности. Здесь получается сварка алюминиевых проводов угольным электродом, которые не плавится и создает шов соединения из металла самой заготовки.
Также может осуществляться сваривание плавкими электродами с обмоткой. Это более сложный процесс, для которого требуется подобрать требуемую маркую алюминиевого электрода. Движения должны быть быстрыми и аккуратными, так как здесь наибольший риск перепалить конец провода высокой температурой. Более безопасным аналогом является газовая сварка, так как возможность непредвиденного расплавления здесь намного ниже. Скорость проведения сварочных работ с газом в три раза ниже, чем при использовании электричества, так что для мастеров без опыта это будет одним из лучших вариантов.
Сварка алюминиевых проводов инвертором является очень распространенным вариантом, так как данный тип оборудования оказывается самым доступным среди профессионалов, тем более, что баланс себестоимости и качества данного процесса выше, чем у других способов.
Подготовка к сварке
Перед тем как начать процесс, металл следует тщательно подготовить, чтобы избежать неприятностей во время соединения. Сварка алюминиевых проводов между собой требует снятия изоляции и прочих видов оболочки, которая покрывает металлические части. Их требуется оголить на нужную длину, а затем зачистить, чтобы снять возможные остатки изоляции, мусора, убрать пленку оксидов и прочие вещи. Если толщина проводов является относительно небольшой, то их следует скрутить, чтобы образовался единый пучок.
Скручивание проводов перед пайкой
В случае, если какая-то часть провода выпирает, то ее следует обрезать, чтобы вся поверхность имела ровный вид. При необходимости, концы провода можно обработать флюсом, и слегка расплавить его, если речь идет о твердых вариантах. Процесс подогрева, как это требует технология сварки других алюминиевых деталей, здесь не обязателен.
Инструкция к сварке
- Первым этапом является подготовка, куда входит удаление изоляции, зачистка проводов от всего лишнего и подготовка концов;
- На второй стадии необходимо обработать концы заготовок флюсом, чтобы улучшить качество соединения;
- После этого требуется выставить режимы рабочего аппарата в нужное положение;
- После этого всего можно приступать к сварке;
- Убрать выпирающие части, которые появились после сварки;
- Заизолировать полученное соединение.
Техника безопасности
С учетом скорости проведения процедуры, мастер не подвергается большой опасности, но здесь также требуется соблюдать элементарные меры предосторожности. Прежде всего следует использовать индивидуальные средства защиты, такие как сварочная маска, перчатки и огнеупорная одежда
При использовании газовых баллонов, их следует отодвигать, как минимум, на 5 метров от источника огня. Все шланги и баллоны нужно проверять на исправность и целостность перед работой. Не нужно забывать об электробезопасности, так как поражение током при работе с электросваркой всегда может произойти из-за неосторожности и при большой влажности окружающей среды.
Какое оборудование необходимо
Стандартный набор материалов и приспособлений включает:
- электропаяльник;
- флюс;
- припой.
Электрический паяльник
Стандартный инструмент состоит из 4 компонентов:
- питающего кабеля;
- рукоятки;
- нагревательной трубки;
- жала.

Провод передает ток от розетки нагревателю. Пластиковая рукоятка не проводит тепло, что облегчает работу с инструментом. Медное жало разогревает место пайки. Современные паяльники снабжаются несгораемыми наконечниками, не требующими регулярного подтачивания.
Оловянно-свинцовый припой
Материал имеет вид мягкой проволоки серого цвета диаметром 1-6 мм. Самым распространенным считается припой ПОС-60. Его часто используют для соединения медных жил. Припой содержит 40% свинца, 60% олова. Существуют и другие разновидности, например ПОС-10 или ОЦ, отличающиеся температурой плавления и сферой применения. ПОС-60 плавится при 180 °С, значит, паяльник нужно разогревать до 280 °C.
Флюс
Правильно паять провода между собой без этого средства не получается. Флюс предназначен для предварительной обработки поверхностей. Состав удаляет жировую и оксидную пленки, которыми покрыты медные провода.

Применяются 3 вида флюса:
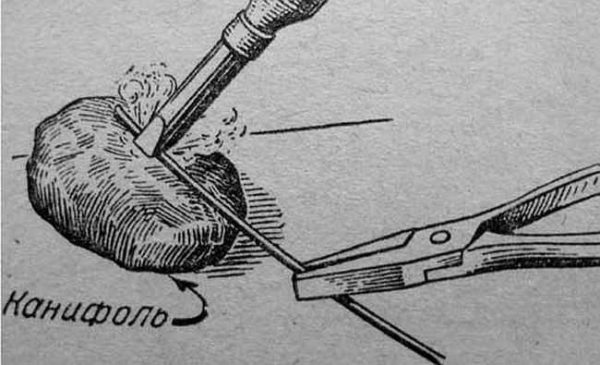
- Твердые составы. Пример — канифоль, устаревший, но по-прежнему востребованный материал. В его состав входят натуральные смолы. С использованием канифоли паяют стальные проводники.
- Жидкие средства. Наносятся на обрабатываемые поверхности с помощью кисти.
- Пастообразные. Содержат вазелин и другие жиры. Наносятся с помощью палочки.
Малоактивная канифоль подходит для работы с медными проводами.
Паяльные пасты
В таком формате выпускаются не только флюсы, но и готовые средства, содержащие припой. Применение смеси облегчает пайку. Соотношение компонентов подобрано так, что мастеру не придется самостоятельно определять объемы наносимых на поверхность припоя и флюса. Паяльная паста предназначена для работы с мелкими радиодеталями, однако может использоваться при соединении проводов.
Подставка
Мастер не всегда держит инструмент в руках во время пайки. Прибор откладывают в сторону при скручивании жил в распределительной коробке. Горячий паяльник нельзя класть на горючие поверхности. Поэтому в комплект включают жаропрочную подставку. Если подложка в коробке с устройством отсутствует, ее изготавливают своими руками. Самодельную подставку снабжают отсеками для инструментов, флюса и припоя.

Оплетка
Использование такого приспособления не является обязательным. Однако оплетка быстро и легко снимает излишки припоя. Приспособление имеет вид ленты, сделанной из медных проволок. Оплетку прикладывают к соединению, прижимают жалом паяльника. Излишки припоя плавятся и проникают в волокна ленты.
Способы соединения
Чтобы преодолеть описанные сложности, соединение медных и алюминиевых жил выполняют с помощью:
- прямого контакта (скрутки, заклепки, пайки, опрессовки);
- непрямого (болтового соединения, клеммников).
С помощью болтов и стальных шайб
Это доступный способ, необходимые элементы легко найти. Понадобятся стальные болты, например М4, М5, неоцинкованные шайбы и гайки.
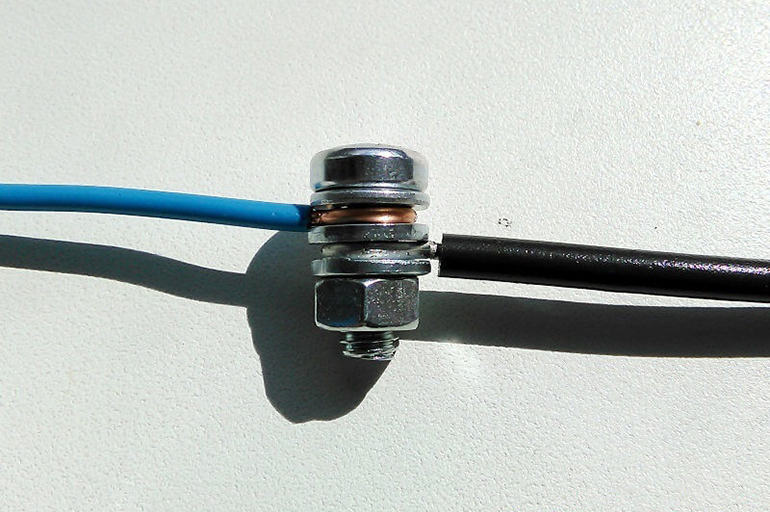
Сначала на концах проводов удаляют изоляцию и загибают их в виде колец. На краях болта и между проводниками устанавливают шайбы и закручивают гайку. В результате получается соединение в виде бутерброда, не допускающее прямого контакта проводов.
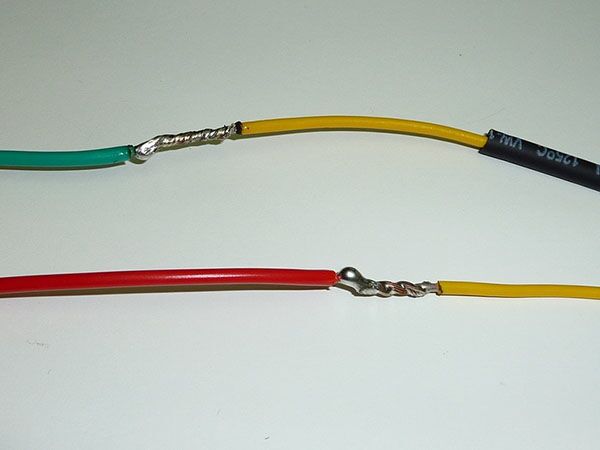
С помощью скрутки
Этот метод удобен тем, что здесь нет никаких дополнительных элементов, но для соединения меди и алюминия его используют редко.
Если применения скрутки не избежать, то придерживаются следующих правил:
- концы проводов скручивают, взаимное обматывание одного вокруг другого не допускается;
- медную жилу покрывают оловом, особенно если она многопроводниковая;
- место контакта защищают влагоустойчивым составом (литолом, техническим вазелином и др.).

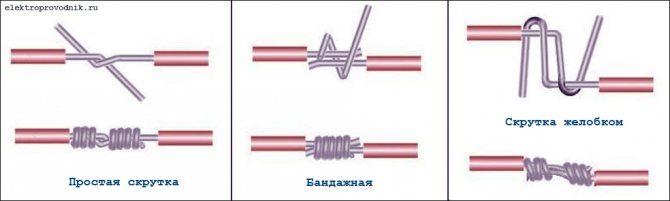
Скрутка бывает 3 видов:
- простая;
- бандажная — дает лучший результат;
- желобком.
С помощью клемм
Контактная группа клеммника (латунная трубка с винтами) находится в защитном пластиковом корпусе. Надо только вставить концы проводов в клемму и зажать винты. Большое усилие при затяжке не прикладывают, чтобы не сломать алюминиевую жилу. Внутри клеммы нет перегородок, поэтому вставляя провода, надо смотреть, чтобы они между собой не соприкасались. Через некоторое время зажим винтов может ослабнуть, и контакт ухудшится.
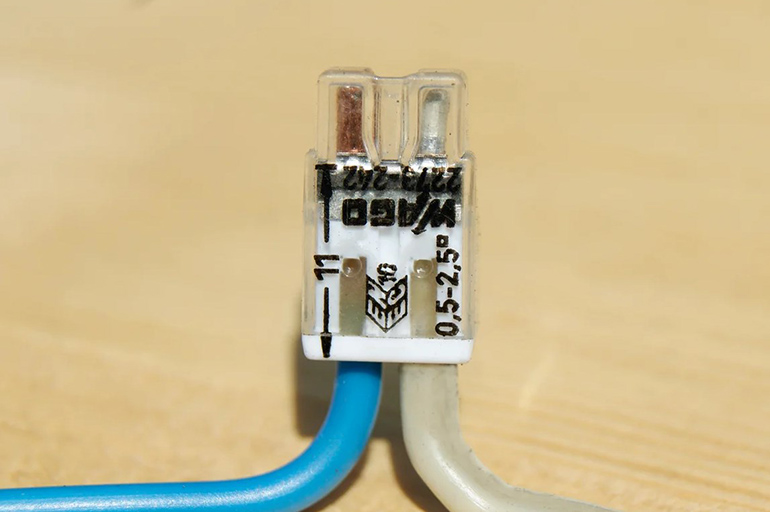
С помощью клеммных колодок Wago
Немецкие клеммы «Ваго» просто эксплуатировать: достаточно вставить провод в отверстие, где его зафиксирует пластина. Преимущество такой конструкции в том, что здесь каждая жила находится в отдельной ячейке, поэтому между собой они не соприкасаются. Производитель уже нанес на клеммы пасту, предотвращающую окислительные процессы. Недостаток в том, что они одноразовые и стоят немного дороже других клеммников.

С помощью заклепок
При создании неразъемного соединения применяются заклепки. Эти элементы состоят из трубки и сердечника. Для их установки необходим заклепочник. Концы проводов завивают в виде колец, между ними вставляют шайбу и все надевают на заклепку. С помощью пистолета ее зажимают, сердечник расклинивает трубку и получается соединение, похожее на болтовое, только оно неразъемное.

С помощью паяльника
Этот способ отличается надежностью, но для его применения необходимо наличие специальных навыков и паяльника.
Спаять провода можно в такой последовательности:
- С обеих жил снимают изоляцию, этот участок на медном проводе должен быть примерно на 30% длиннее, чем на алюминиевом.
- Медь с помощью канифоли залуживают по всему очищенному участку.
- Жилы плотно скручивают между собой.
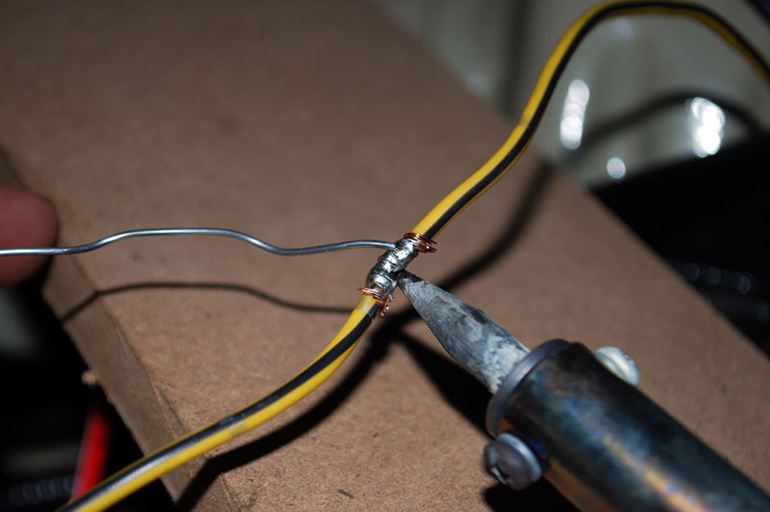
- Место соединения покрывают флюсом для пайки алюминия, сверху наматывают проволоку припоя.
- Чтобы во время пайки не испарился флюс, с обоих концов скрутку зажимают острозубцами (они будут теплоотводами) и равномерно прогревают ее паяльником.
- Промывают соединение от флюса — сначала раствором соды, затем мыльным составом и проточной водой.
- Протирают насухо и изолируют.
Пайка алюминия в домашних условиях: принцип работы — Сварка
Процедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов.
Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Дополнительную трудность создает сам материал, имеющий низкий температурный порог плавления (+660 °С).
Применяя припой для пайки алюминия, особые сильнодействующие флюсы и соблюдая технологию, можно самостоятельно паять практически любые предметы из алюминия.
Пайка алюминия в домашних условиях – простое и безопасное занятие
Домашним мастерам довольно часто приходится сталкиваться с проблемой ремонта, а также изготовления изделий из алюминия. Если с механической обработкой проблем нет (металл легко пилится, обтачивается и гнется), то процесс соединения частей между собой вызывает трудности.
О сварке речь не идет, это вопросы масштабного ремонта. Чаще всего приходится паять детали традиционным способом.
- Наиболее частая проблема — прохудившаяся посуда, или отвалившиеся части бытовой алюминиевой утвари. Склеивание подходит не всегда, из-за низкой термостойкости и плохой эстетики шва. Заклепки не могут обеспечить герметичность. Остается пайка алюминия оловом.
- Еще одна необходимость качественного соединения — электроприборы. Довольно часто приходится соединять алюминиевые проводники с клеммами, или просто поверхностью электрооборудования. Сращивание проводов также будет надежнее, если вместо скрутки будет прочная спайка.
Как и любой металл, алюминий можно и нужно паять. Он обладает хорошей пластичностью и теплопроводностью. А вот с адгезией есть проблема. На открытом воздухе металл моментально покрывается прочной пленкой окислов, которая мало того, что является теплоизолятором, на нее практически невозможно нанести припой.
Поэтому качественный флюс для пайки алюминия — первый помощник в работе. С его помощью, также можно припаять алюминий к другим металлам.
Общие принципы пайки алюминия в домашних условиях
- Поверхность должна быть тщательно зачищена от краски, грязи и жирных жидкостей
- Место пайки шлифуется, все неровности желательно выровнять до глубины самого большого дефекта
- Между очисткой и нанесением флюса должно пройти минимальное время
- Необходимо правильно выбрать нагревательное устройство, в соответствии с объемом металла
- Алюминий обладает отличной теплопроводностью, температура рассеивается по всей площади, и нагретый участок будет быстро остывать
- Перед пайкой алюминий обязательно надо залудить. Под слоем припоя окислы не образуются.
Маленькие секреты. Если у вас под рукой нет специального флюса, можно воспользоваться абразивной защитой от моментального окисления поверхности:
- Энергично потрите место пайки кусочком кирпича. Образовавшуюся пыль не нужно сдувать. Наберите на жало паяльника большое количество обычной канифоли, и залейте ей место пайки прямо поверх кирпичной пыли. Затем облудите поверхность, сильно нажимая жалом паяльника на металл.Плоским срезом надо как бы втирать пыль в алюминий. Абразив сотрет тонкий слой окисла и обеспечит соединение с припоем. Можно использовать просеянный песок мелкой фракции.
- Еще один способ – использование железных опилок. Можно просто сточить толстый гвоздь среднезернистым напильником. Наливаем на место пайки жидкую канифоль и засыпаем опилками. Когда канифоль затвердеет – набираем припой на жало паяльника и интенсивно втираем его поверх опилок. Оловянное покрытие обеспечит моментальную защиту от окисления.
Источники нагрева
Рабочим инструментом может служить любое приспособление с функцией генерации тепла. Выбор зависит от габаритов заготовки и условий выполнения работ.
Паяльник
Наиболее распространенный нагревательный инструмент. Приборы работают от электричества с минимальным напряжением сети, что делает его оптимальным выбором для домашней эксплуатации. Пайка алюминиевых проводов, кабелей, ремонт бытовых приборов, выполняется с помощью обычных паяльников, мощностью до 150 Вт.
Специалисты рекомендуют выбирать паяльники с зазубренным жалом – с их помощью оксидная пленка удаляется гораздо быстрее.
Горелки
Газовая горелка – это прибор, который работает на смеси горючих газов. Мощность и величина пламени зависит от характера работ и габаритов деталей. Дома можно использовать обычную паяльную лампу. При соединении толстолистовых заготовок лучше выбрать профессиональное инжекторное оборудование с рассекателем для пламени.
Главное отличие горелок – высокая производительность при бесконтактном способе разогрева поверхности.
Продвинутые модели оснащают механизмом регулировки температуры пламени.
Что выбрать – сварку или пайку?
На вопрос, какая технология создания неразъемных соединений лучше всего подходит для работы с алюминием, не существует однозначного ответа. Все зависит от производственных условий, габаритов деталей и других факторов. Исходя из этого, выбирают, сварку или пайку алюминия использовать в данном случае. Естественно, такой вопрос может лишь возникнуть при наличии как сварочного, так и паяльного оборудования.
С технологической точки зрения, сварка считается более сложным процессом, требующим от исполнителя высоких профессиональных навыков. При этом сварочные швы отличаются отличными эксплуатационными показателями, при большей, по сравнению с пайкой, себестоимости работ.
Нюансы самостоятельной пайки меди: что требуется знать
Для того чтобы качественно выполнить пайку, требуется разобрать различные варианты её производства, как при помощи паяльника, так и посредством газовой горелки для пайки медных труб и иных элементов. Попутно рассмотрим различные припои, от тугоплавких до мягких.

ФОТО: vseinstrumenti.ru Горелка для пайки в разобранном состоянии
Использование газовой горелки для пайки меди и иных металлов
Горелка используется при необходимости пайки более габаритных элементов. Это может быть, к примеру, медная посуда, чайник или провода большого сечения. В этом случае в качестве флюса удобнее будет использовать буру. Припой здесь также понадобится высокопрочный, поэтому оптимальным будет применение ПМФ 7 (припой медно-фосфорный). Его температура плавления выше, чем у олова, но горелка легко справится с этой проблемой.
Пайка медных проводов: пошаговая инструкция
Попробуем разобраться, как паять медные провода, на основании фото примеров.
Подробнее с мастер-классом можно ознакомиться в этом видео.
Любой флюс, как и припой для пайки медных проводов можно купить в магазинах хозяйственных товаров. Сегодня на прилавках можно найти различные составы и сплавы, предназначенные для подобных целей.
Различия в работе с мягкими и твёрдыми припоями
Для мелких работ по дому лучше всего использовать мягкие проволочные припои. С ними можно работать даже при помощи маломощных паяльников. А вот твёрдые сплавы требуют более «жёсткого» подхода. Для работы с ними используют молоточные паяльники или горелки.

ФОТО: тд-рубин.рф Твёрдые припои могут продаваться вот такими прутками
Давайте паять!
Когда готовы все нужные инструменты и материалы подготовлены, беремся за работу. Рассмотрим технологию пайки медных проводов в распределительной коробке. В домашних условиях самый распространенный способ соединения – пайка скруток одножильных проводников. Зачищаем их от изоляции – снимем по 4-5 см с каждого конца. Для хорошего качества скруток следует плотно скрутить и обжать концы пассатижами. О том, как сделать хорошую скрутку, мы рассказывали в отдельной статье. Только не переусердствуйте, иначе можете обломать токоведущую жилу. Берем в руки паяльник, который должен быть достаточно прогрет, и начинаем пропитывать нашу скрутку канифолью так, чтобы она как можно лучше проникала между проводами. Затем на жало паяльника наносится припой, состоящий из олова и свинца, и, постепенно прогревая место соединения, добиваемся равномерного нанесения припоя. Он должен хорошо проникнуть между проводами. Когда они «окрасятся» в серебряный цвет, можно считать их залуженными. Узнать более подробно о том, как лудить провода, вы можете в нашей соответствующей статье.
Чтобы залудить многожильный медный проводник необходимо хорошо скрутить все мелкие жилки в одну жилу и подтянуть пассатижами. Затем нанести паяльником сначала канифоль, а потом уже нужный припой.

Отличительной особенностью пайки алюминиевых проводов является высокая степень окисления алюминия на воздухе. А если жилы окислятся, то нанести на них припой при электромонтаже уже будет проблематично. Поэтому придётся постоянно механически очищать поверхность от окисления и одновременно выполнять лужение. Для нагрева используется газовая горелка, флюс же подбирается исходя из способа пайки и сечения провода.

Ножом аккуратно срезаем изоляцию с жил примерно по 5 см. Очищаем поверхность до появления характерного блеска с помощью того же ножа либо воспользуемся наждачной бумагой. Далее, нужно соединить жилы в виде желобка, который образуется в результате соединения жил внахлест, методом двойной скрутки. Берем горелку и начинаем греть скрутку примерно до температуры плавления припоя. Продолжаем нагревать соединение и натираем специальной палочкой припоя место пайки. Желобок заполнится припоем. Таким же образом обрабатывается вся поверхность, пока она не покроется полностью оловом.
Кстати, плюсы и минусы существующих способов соединения проводов в распределительной коробке мы рассмотрели в соответствующей статье, с которой настоятельно рекомендуем ознакомиться!
Полезная видео инструкция по пайке проводов:
Свариваемость алюминиевых проводов
Когда происходит сварка алюминиевых проводов, то приходится сталкиваться с рядом определенных проблем, которые затрудняют нормальную работу. В первую очередь хорошей свариваемости мешает оксидная пленка, которая образуется с достаточно большой скоростью. Температура ее плавления в несколько раз выше температуры плавления алюминия, поэтому, она остается и на расплавленных каплях металла, что затрудняет сваривание. соединение получается неоднородным и его качество заметно снижается. Если использовать газовую защитную среду и флюс для сварки алюминиевых проводов помогает побороть данную проблему.
Второй проблемой свариваемости является повышенная жидкотекучесть алюминия в расплавленном состоянии. При расплавлении металл может просто растечься, так и не образовав плотное соединение. Трещины и поры на шве такого рода практически не образуются, но меры безопасности все же стоит применять, особенно, если использовать электроды с обмазкой, который нежно просушивать. Стоит учитывать усадку металла из-за его коэффициента расширения, но при работе с проводами итоговый результат всегда можно обработать дополнительно. Соединение должно проводиться согласно ГОСТ 10434-82.
Инструменты и принадлежности
Пайка, как и любой другой технический процесс, подразумевает использование определенных инструментов и принадлежностей. Инструментов понадобится немного: паяльник, нож, пассатижи, напильник, наждачная бумага. Принадлежностей и того меньше – достаточно паяльного флюса и спирта или бензина. Тем не менее все это является важными составляющими процесса и к выбору того и другого необходимо отнестись исключительно серьезно. Именно от качества паяльника и наличия нужных принадлежностей к нему будет зависеть как механическая, так и электрическая надежность паяного соединения.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.

Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.

При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.

Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Подготовительные процедуры к спаиванию
Особого значения не имеет то, когда проходит спаивание проводов из алюминия с медными или с подобными ему проводами, необходимо произвести подготовительные работы, поскольку от этого зависит качественное соединение в завершении процесса. В начале, требуется произвести необходимую зачистку поверхности металла, благодаря чему будет удалена пленка из оксида.
Для работы с проводами отлично подходит мелкая наждачная бумага, или какой ни будь похожий вариант. Затем необходимо произвести лужение конца провода предстоящего к спаиванию, а еще залудить конец паяльника, если такое приспособление будет использоваться для работы. Существуют небольшие затруднения в применении нескольких видов флюса, для его замены может неплохо послужить стружка из металла.

Пошаговая инструкция
1. В начале, требуется подготовить все требуемые приспособления и расходные материалы, а так же убрать со стола все ненужные предметы для более удобной работы; 2. Провести подготовительные работы, подготовив металл к пайке, произведя очищение, лужение, обработку флюсом и другие необходимые процедуры, для дальнейшего качественного соединения материалов; 3. Затем требуется выставить правильные параметры и регулировку режимов на технике, для максимально качественного результата, и отсутствию различных браков в материале; 4. В самом процессе следует осуществлять спаивание, точными и быстрыми движениями, поднеся малую часть припоя к проводам, и нанеся его на их концы, соединив материалы в одно целое; 5. В окончании необходимо дать время остыть металлу, и произвести осмотр на прочность соединения.
Меры осторожности
Подобные работы необходимо осуществлять только с помощью исправных приспособлений. Когда применяется флюс, рекомендуется обеспечить необходимое проветривание в помещении, потому что большинство из них являются токсичными для дыхательной системы.
У паяльника в наличие должна быть специальная металлическая подставка, в которую его необходимо помещать во время вашего недолгого отсутствия, а так же ставить в места, где нет в наличии легковоспламеняющихся предметов
Подобные меры осторожности необходимо применять и в использовании горелки, однако тут присутствует емкость с расходным материалом, которую рекомендуется оставлять на расстоянии не менее 5 метров от места данных работ, что бы избежать возможного взрыва

Похожие записи:
 Интерьер виллы: особенности, выбор материала и стиля
Интерьер виллы: особенности, выбор материала и стиля
 Инвертор 12 220 повышенной мощности своими руками
Инвертор 12 220 повышенной мощности своими руками
 Сварка инвертором тонкостенного профиля
Сварка инвертором тонкостенного профиля
 Как работает чайник: инструкция для «чайников»
Как работает чайник: инструкция для «чайников»
 Чудо лопата своими руками: размеры, чертежи, видео инструкция, как сделать чудо-лопату для копки земли
Чудо лопата своими руками: размеры, чертежи, видео инструкция, как сделать чудо-лопату для копки земли
 Забор из профлиста своими руками без сварки
Забор из профлиста своими руками без сварки