Содержание
Как выпаять радиоэлемент
Существует два типа выводов микросхем: — штырьковые выводы чипа запаиваются в отверстия платы с её обратной стороны (DIP — чипы); — планарные выводы (SOIC — чипы) припаиваются к площадкам со стороны расположения микросхемы.
Выпайка DIP — чипов
- Последовательность действий по выпайке :
- Удалить лак с мест пайки чипа кисточкой или ватной палочкой, смоченной в ацетоне или смывке (в случае лакированной платы).
- Удалить остатки растворителя и лака кисточкой, смоченной в этиловом спирте.
- Нагреть паяльник до рабочей температуры.
- Прикоснуться жалом паяльника к первой ножке чипа (с обратной стороны платы) до полного расплавления припоя.
- Удалить расплавленный припой шприцем для отсоса. При использовании иглы вместо шприца насадить иглу на ножку чипа и прокручивая иглу вокруг своей оси, опустить её до упора в отверстие.
- После полного удаления припоя из отверстия начать выпаивать выводы из следующего отверстия.
- Извлечь микросхему после полной распайки всех выводов.
Демонтаж планарных микросхем
Последовательность действий по выпайке SOIC — чипов, которые не приклеены к плате:
- Удалить лак (при его наличии) с ножек микросхемы ацетоном или смывкой. После удаления лака очистить плату от остатков лака этиловым спиртом.
- Нанести жидкий флюс на распаиваемые выводы по всем сторонам чипа.
- Запаять припоем (замкнуть) все ножки чипа на каждой его стороне, проводя жалом по всем выводам чипа и разгоняя припой по ножкам. Нанесённого припоя на ножках должно быть много, чтобы после отведения паяльника припой продолжал находиться в расплавленном состоянии.
- Провести паяльником по всем запаянным сторонам чипа, добиваясь расплавления припоя со всех сторон, после чего удалить микросхему пинцетом.
- Чтобы отпаять микросхему, приклеенную к плате, необходимо поочерёдно отпаивать каждый вывод микросхемы, приподнимая его пинцетом над контактной площадкой. После отпайки всех ножек удалить микросхему механическим путём (ножом), стараясь не повредить плату.
Лучшие паяльники
Для разной ценовой категории и цели можно подобрать свой хороший инструмент.
Профессиональные
Представителем мощных профессиональных паяльников для пайки микросхем на рынке является модель Zubr 55301-200. Большая мощность может быть как плюсом (для опытных мастеров), так и минусом для новичков, которые могут испортить микросхему.
Из основных положительных моментов выделяют:
- Наличие на наконечнике покрытия из специального состава, которое способствует высокому качеству пайки, а также защиты самого жала, что увеличивает его срок использования.
- Прибор универсален: он подходит для соединения мощных проводов и мелких радиодеталей.
- Комфорт в работе: удобная ручка и практичный выключатель прямо на ней.
- Встроенный канал заземления, обеспечивающий безопасность при порче изоляции. Также с прибора снимается статика.
- Качественные материалы, применяемые для изготовления прибора.

Для мелкой пайки
Исключительно для мелких работ используется и другая модель от этого производителя — Zubr 55402-100. Из плюсов отмечают:
- Небольшую мощность инструмента. Это делает его идеальным для новичков при проведении ремонта микросхем.
- Особая формы рукояти из двух компонентов, которая обеспечивает удобство и безопасность.
- Наличие специальной подставки под паяльник.
- Провод заземления для большей безопасности.
- Наконечник прибора обеспечивает комфортное выполнение самой тонкой работы.
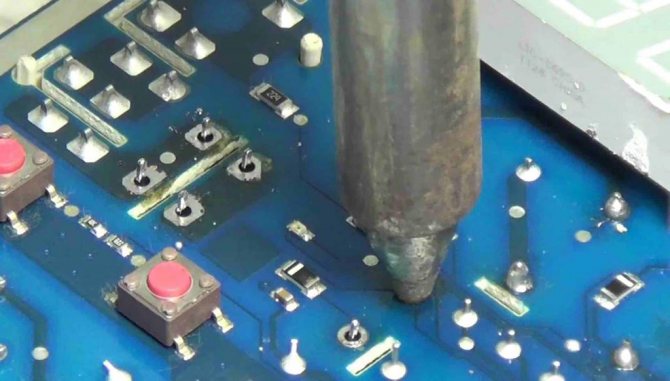
Пример пайки для паяльника с несгораемым жалом
Здесь вновь надо начать с описания того, чем отличается пайка таким жалом. Самое большое отличие в том, что несгораемое жало только разогревает, оно не является средством для переноса припоя на место пайки. То есть по итого, все раздельно – жало обособленно разогревает, припой подается отдельно. В этом случае между жалом и припоем не образуется должной адгезии, это связано, прежде всего, с материалом жала. Материал не способен переносить припой, зато он и не сгорает, то есть практически вечный. Ну, об этом я уже тоже говорил, сейчас ближе все-таки о самом процессе… В этот раз процесс лужения провода будет проводить с использование флюса, а не жира. Капаем несколько капель на зачищенные от изоляции и окислов контакты под пайку.

Укладываем провод на площадку и лудим. К слову, в качестве площадки для лужения прекрасно подходит деревянная вставка. Дерево со временем впитывает в себя жир и флюсы, а при необходимости может наоборот отдать их на проводник.
При разогреве провода жалом, подаем припой к месту лужения.

Припой распределяем по поверхности проводника, в то время пока водим его вдоль него, вместе с разогретым жалом.


Тоже самое делаем и со вторым проводником.Теперь выставляем проводники друг относительно друга и используя припой, который подается проволокой, разогреваем его и заливаем в щель между проводников.

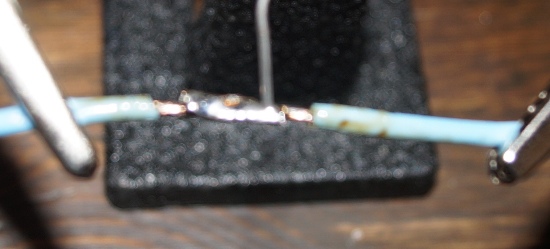

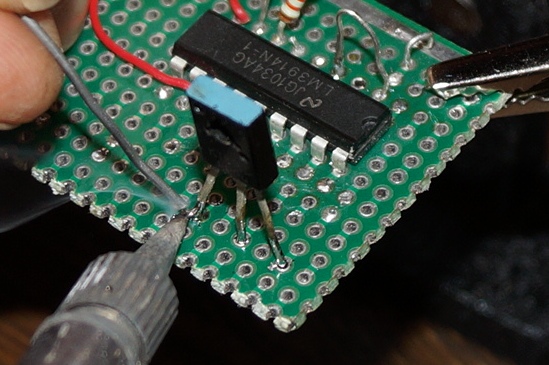
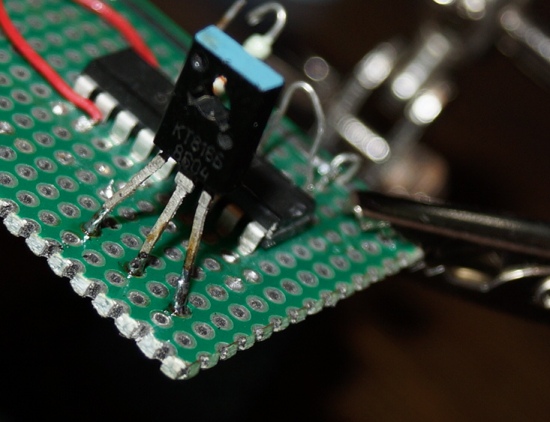
Все контакт готов, можно изолировать место пайки. Как и в предыдущем случае, провода можно скрутить между собой до пайки.Теперь о пайке на плате. Здесь все аналогично. Ножки радиодетали вставляются в плату. Затем одновременно подносим припой и жало. Разогреваем место пайки, припой расплавляется и растекается по ножкам.
Устройство термофена
Изготавливаемый самостоятельно фен для пайки микросхем в общем случае собирается из следующих доступных компонентов:
- вентилятор подходящего типа, играющий роль формирователя воздушного потока;
- электронагреватель, предназначенный для термического нагрева фена;
- корпус с воздуховодом и специальные насадки, обеспечивающие формирование нагретой струи с заданными параметрами;
- два блока, предназначенные для раздельного питания вентилятора и элементов нагревателя.
Читать также: Два выключателя на две лампочки схема подключения

Мощности самодельного фена для пайки должно быть достаточно для получения струи воздуха, нагретой примерно до 600-800 градусов (при таких нагревах можно работать с любыми типами припоев). При этом мощность встроенного электронагревательного элемента не может быть менее 2,5 киловатт.
Большая Энциклопедия Нефти и Газа
Демонтаж микросхем с плоскими выводами ( например, серии КДЗЗ) удобно производить, подсунув под корпус микросхемы кусок лезвия от безопасной бритвы так, чтобы режущая кромка упиралась в места паек двух-трех крайних выводов. Нагревая паяльником одновременно эти пайки, лезвие смещают с усилием в направлении следующих выводов.
Демонтаж микросхем ( например, серии К133) удобно производить, введя под корпус микросхемы кусок лезвия от безопасной бритвы, так чтобы режущая кромка упиралась в места паек двух-трех крайних выводов. Нагревая паяльником одновременно эти пайки, лезвие смещают с усилием в направлении следующих выводов.
Придемонтаже микросхемы серии К155 и других в таком же корпусе очень полезным будет захват, который после расплавления припоя на всех выводах позволяет быстро снять микросхему с платы.
Совет
Захват длядемонтажа микросхем позволяет быстро снять микросхему, что уменьшает вероятность ее перегрева.
Захват длядемонтажа микросхем позволяет быстро снять микросхему ( когда нагрев производят специальным групповым паяльником или насадкой, прогревающими сразу все выводы), что уменьшает вероятность ее перегрева.
При монтаже идемонтаже микросхем в металлическом корпусе удобно пользоваться небольшим магнитом с прикрепленной к нему ручкой из жести. С его помощью легко установить микросхему на контактное поле платы и припаять два – четыре вывода. После этого магнит снимают и паяют остальные выводы.
При производстве аппаратуры часто возникает необходимостьдемонтажа микросхем. Для выполнения этих операций могут быть предложены следующие рекомендации.
При производстве аппаратуры часто возникает необходимостьдемонтажа микросхем. Для выполнения этих операций могут быть предложены следующие рекомендации.
| Корпуса и панели для БИС. |
Обычно корпуса БИС имеют большое число выводов, что увеличивает вероятность повреждения недостаточно механически прочных выводов микросхемы при ее производстве и установке в аппаратуру, а также затраты времени надемонтаж микросхемы как при наладке аппаратуры в процессе ее изготовления, так и при ее эксплуатации.
Однако использование корпусов со штыревыми выводами, монтируемыми в металлизированные отверстия, приводит к потере плотности размещения компонентов, увеличению затрат на контроль и испытания готовой продукции.
Демонтаж микросхем с плат требует применения специальных приспособлений и связан с риском повреждения как самих микросхем, так и печатной платы.
Обратите внимание
Стоимость печатной платы с увеличением числа металлизированных отверстий возрастает, а прочность – уменьшается.
Пайка нагретым газом заключается в нагреве соединяемых элементов потоками нагретых газов до температуры плавления. Метод является универсальным и может быть использован длядемонтажа микросхем. Недостатком является низкая производительность.
Интересным вариантом является механическое крепление подложек к корпусу с помощью столбиков или уголковых прижимов. Достоинство механического способа заключается в простоте монтажа идемонтажа микросхем, что позволяет быстро производить ремонт аппаратуры.
Испытания систем, содержащих большое число микросхем, закрепленных механически, показали их высокую надежность.
Пайка нагретым газом заключается в нагреве соединяемых элементов потоками нагретых газов до температуры плавления. Метод является универсальным и может быть использован длядемонтажа микросхем. Недостатком является низкая производительность.
Страницы: 1 2
Как выбирать?
Естественно, что не следует ограничиваться двумя вышеописанными моделями. Для каждого конкретного случая может понадобиться использование присадочного материала определенного химического состава для обеспечения нужных физических свойств и механических характеристик. Следует выбирать ту или иную модель припоя исходя из необходимых вам свойств.
В первую очередь нужно обращать внимание на значение проводимости электрического тока. Если сопротивление, которым он обладает, достаточно низкое, то его использование в пайке сложных микросхем будет невозможно
Конечно же, для небольших паяльных работ, выполняемых в домашних условиях, можно использовать самый простой и недорогой вариант. Но если предстоит выполнять масштабные работы, то лучше всего купить припой, в основе химического состава которого лежит серебро.
Также очень важной характеристикой является значение температуры, при достижении которой вещество начинает подвергаться плавлению. Так как рабочая деятельность практически любой микросхемы редко когда происходит при температурах превышающих сотню градусов по Цельсию, то и использовать лучше расходный материал с низкой отметкой плавления
Стоит уделять внимание форме материала. Лучше всего если он будет реализован в форме трубки или стержня, так как такие формы способны обеспечить максимальный комфорт при работе
С их помощью очень легко взять паяльником минимально требуемое количество вещества.
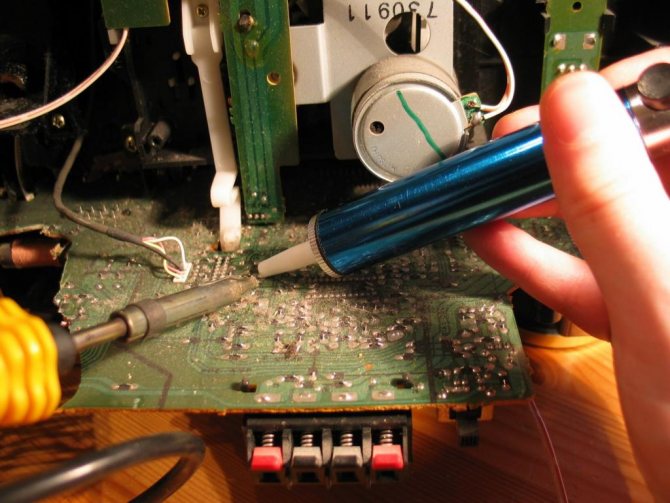
Использование специального отсоса
Вакуумный отсос намного упрощает процесс демонтажа микросхем, а также является очень полезным инструментом для пайки радиодеталей, качественно удаляя излишки припоя с места соединения.
Промышленный отсос состоит из следующих элементов:
- корпуса с вакуумной колбой;
- термостойкого носика;
- рабочего поршня;
- обратной пружины.
Перед тем как выпаивать микросхемы отсос необходимо привести в рабочее положение. Для этого нужно нажать на поршень и произвести его фиксацию стопорным устройством.
Технология демонтажа выглядит следующим образом:
- Разогреваем паяльник до оптимальной температуры.
- Расплавляем припой на контакте радиодетали.
- Прижимаем носик отсоса к месту соединения.
- Нажимаем на кнопку фиксатора. При этом внутри колбы создается вакуум, за счет движения поршня, и расплавленное олово засасывается внутрь устройства.
При выполнении большого объема работы отсос необходимо периодически очищать.
Для выполнения разовых работ отсос можно сделать самостоятельно. Для этого необходимо из простого медицинского шприца вынуть поршень и вставить пружину, для возвратного движения. На носик устройства нужно надеть металлическую трубку подходящего диаметра. Устройство готово.
Что такое пайка
С точки зрения технологии, спаиванием называют операцию неразъемного соединения деталей из различных материалов, выполняемую с помощью легкоплавкого металла или сплава. Припой в расплавленном виде вводится между двух остающихся в твердом фазовом состоянии изделий, затекает в их мельчайшие поры и, застывая, прочно соединяет их.
Люди начали паять паяльником, нагревая его на открытом огне. Такая работа требовала большого навыка и даже определенного мастерства, чтобы научиться паять, у ученика уходили годы. В начале XX века появились электрические паяльники, поддерживающие постоянную температуру жала, и с тех пор освоить основы пайки по плечу любому за несколько часов. Пайка паяльником утратила тайны ремесла и превратилась в обычный навык домашнего мастера. Тем не менее, электропаяльник паяет не сам, и необходимо соблюдать определенные правила пайки.
Дополнительные приспособления и материалы
Для выполнения пайки радиодеталей и микросхем необходим следующий набор приспособлений:
- · Держатель для паяльника. Выглядит в виде подставки со спиралью, в которую вкладывается паяльник в промежутках между пайками.
- · Губка. Используется для вытирания жала паяльника от припоя. Часто для вытирания жала применяют металлическую стружку.
- · Антистатический браслет и коврик. Необходим при выполнении любых операций с микросхемами, чтобы не повредить их статическим электричеством. Браслет должен быть заземлён. Печатную плату во время пайки нужно располагать на заземлённом антистатическом коврике из специальной резины.
- · Специальный шприц для отсоса припоя. Он нужен для того, чтобы очистить отверстия в плате от остатков припоя после демонтажа микросхемы. Вместо шприца можно использовать медицинскую или швейную иглу диаметром 1 мм. Острый кончик иглы нужно обрезать.
- · Пинцет. Нужен для того, чтобы придерживать радиодеталь во время пайки.
- · Лупа. Лучше выбрать специальные радиомонтажные лупы с увеличением от 5 до 10 крат для пайки маленьких радиодеталей и микросхем с мелким шагом.
- · Кисточка или ватная палочка — для протирки паяных соединений от флюса.
- · Медицинский шприц для нанесения флюса на места пайки. В качестве материалов для пайки применяют:
- · Припой. Лучше всего специальный припой для пайки микросхем в виде тонкой проволочки 0,5-1 мм — его очень удобно подводить к месту пайки.
- · Флюс. Это специальная жидкость, которая наносится на контактные площадки и ножки микросхемы для увеличения растекаемости и смачиваемости припоя. Флюс облегчает пайку, удаляет окисную плёнку с выводов радиодеталей. В качестве флюса обычно используют раствор канифоли в этиловом спирте.
- · Этиловый спирт или очищенный бензин. После пайки нужно обязательно удалить остатки флюса кисточкой, смоченной в этиловом спирте или бензине.
- · Ацетон или смывка для лака. Применяется для удаления лака с лакированных печатных плат перед отпайкой отказавшего чипа.
- · Металлическая плетёнка (оплётка экранированного провода). Используется для удаления излишков припоя с ножек микросхемы.

Что такое компаунд и как его удалить с платы
Компаунд — это смола, которая позволяет увеличить прочность платы и уменьшить температуру работы микросхем. Также спасает плату при попадании влаги
Если нужно перепаять микросхему, компаунд придется удалить. Его наносят по разному. Производители могут нанести по краям контактов с SMD деталями. А могут и залить полностью.
Чем удалить смолу с платы
Можно удалить механически. Для этого нагреваем плату феном до 150 °C и зубочисткой или металлическим пинцетом снимаем кусочки компаунда с платы. Не всегда получается так сделать.
Еще можно попробовать химические растворители. Обычно продаются в магазине запчастей для мобильных телефонов.
А чтобы выпаять микросхему, у которой под контактами компаунд, нужен режущий пинцет. Процедура пайки аналогично обычной, но в этот раз нужно срезать компаунд.
Инструменты
Перед тем как правильно паять паяльником, рабочий участок следует снабдить необходимыми инструментами:
— Подставка. Разогретый прибор располагается на подставке. Она также служит для размещения флюса и является площадкой для работы с проводами. К ней дополнительно прикрепляют «крокодил» с кусочком поролона для чистки жала.
— Штатив. В него входят зажимы («крокодилы»), которые можно перемещать по высоте и поворачивать, ванночка с канифолью, держатель для паяльника.
— Набор инструментов. Он нужен для поддерживания деталей, придания проводам заданных форм, зачистки поверхностей пайки. В число таких инструментов входят пинцеты, пассатижи, кусачки, круглогубцы, напильники, нож, наждачная бумага.
Пайка в заводских условиях
Этот процесс происходит на основе группового метода. Пайка SMD-компонентов выполняется с помощью специальной паяльной пасты, которая равномерно распределяется тончайшим слоем на подготовленную печатную плату, где уже имеются контактные площадки. Этот способ нанесения называется шелкографией. Применяемый материал по своему виду и консистенции напоминает зубную пасту. Этот порошок состоит из припоя, в который добавлен и перемешан флюс. Процесс нанесения выполняется автоматически при прохождении печатной платы по конвейеру.
Заводская пайка SMD-деталей
Далее установленные по ленте движения роботы раскладывают в нужном порядке все необходимые элементы. Детали в процессе передвижения платы прочно удерживаются на установленном месте за счет достаточной липкости паяльной пасты. Следующим этапом происходит нагрев конструкции в специальной печи до температуры, которая немного больше той, при которой плавится припой. В итоге такого нагрева происходит расплавление припоя и обтекание его вокруг ножек компонентов, а флюс испаряется. Этот процесс и делает детали припаянными на свои посадочные места. После печки плате дают остыть, и все готово.
Конструкция паяльников
Паяльник для продолжительной работы должен иметь небольшой вес, так как тяжелое устройство быстро нагружает кисть радиолюбителя, из-за чего движения его становятся неточными.
Конструктивно паяльник состоит из следующих элементов:
- Ручка устройства может быть пластиковой или деревянной. Пластиковые ручки могут существенно нагреваться, поэтому их применяют в паяльниках небольшой мощности. Мощные устройства чаще всего оборудуются деревянными держателями.
- Нагревательный элемент из нихрома состоит из слюды, поверх которой наматывается спираль. Если проволока перегорит, то заменить ее самостоятельно очень сложно. Паяльник с керамическим нагревателем лишен такого недостатка, но является очень хрупким устройством. Если избегать падения инструмента, то керамика прослужит очень долго.
- Жало паяльника является основной рабочей поверхностью. Обычно изготавливается жало из меди. Если жало обгорает, производят его зачистку напильником с мелкой насечкой. Существуют паяльники со сменными насадками.

Другие виды пайки
Сухая пайка паяльным карандашом, применяется в тех случаях, когда растекание припоя из рабочей зоны нежелательно — при изготовлении украшений и предметов художественного творчества. Жало берут бронзовое и лужению его не подвергают.
Скрученные жилы большого сечения пропаивают погружением в чашку, заполненную расплавившимся припоем, или футорку. Футорка имеет электроподогрев, на поверхности находится слой кипящего флюса, через который проходят концы жил при окунании.
Для медных изделий большой массы, таких, как трубы, применяют пайку в пламени горелки. Высокая температура факела удаляет окисный слой.

Пайка горелкой
Вначале проводят лужение тугоплавким припоем, после чего детали можно спаивать низкотемпературными составами.
Работа с микросхемами
Рассмотрим, как правильно паять микросхемы. Процесс имеет некоторые особенности. Микросхемы не выдерживают перегрева. В местах соединения не должно быть излишков припоя. Для этого применяют паяльник для микросхем с регулированием температуры нагрева.
Одновременный нагрев контактов производят с применением фена с насадками. Участок на плате необходимо очистить. Для этого подходит ацетон или универсальный растворитель лаков. Затем включается фен, и его температура устанавливается на уровне 330-370 ºС. При минимальной скорости обдува чип разогревается и сразу удаляется пинцетом после оплавления контактов. Затем зона спайки смазывается флюсом, а на место неисправной устанавливается новая микросхема. При нагреве феном она немного проседает от расплавления контактов, что является сигналом о конце операции. Место пайки протирается ацетоном, чтобы удалить остатки флюса. Достаточно мощные контакты можно дополнительно прогреть паяльником.
Когда будет освоена простая пайка паяльником, можно переходить на сложные соединения, например, разнородные металлы с использованием газового, печного или импульсного подогрева.

Особенности пайки проводов
В предварительном соединении паяемых деталей больше всего проблем возникает с проводами: их для этого приходится трогать руками, отчего поверхность металла загрязняется, и спаям проводов чаще прочих паяных соединений приходится выдерживать механические нагрузки.
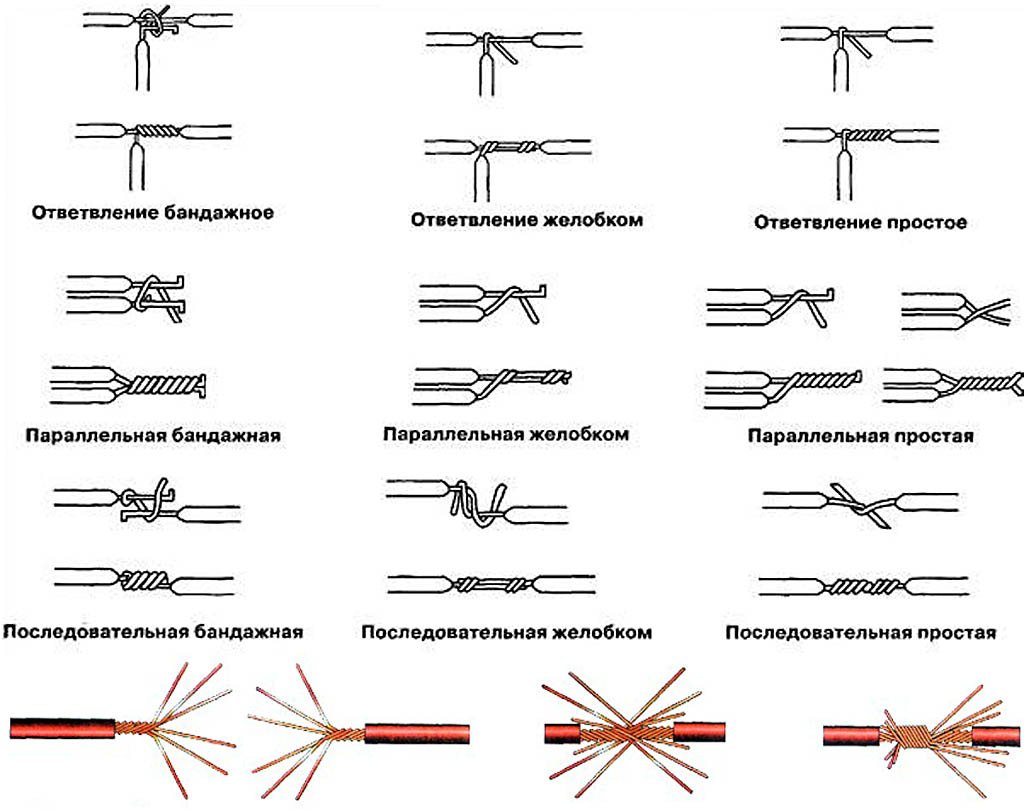
Скрутки проводов
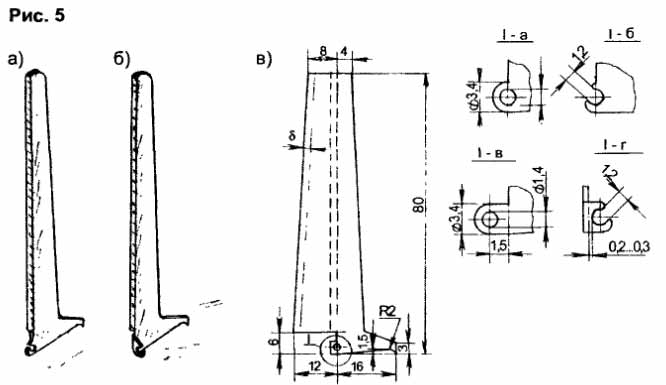
Прежде чем паять провода, их нужно правильно скрутить. Основные виды скруток проводов для пайки показаны на рис. У каждого из них свое предназначение:
- Бандажными скрутками соединяют жесткие (толстые одножильные) токоведущие провода, т.е. по которым передается электрическая мощность. Особенно – провода наружныее. Бандажное соединение обеспечивает достаточный электрический контакт даже при непропае или перегреве окислившегося спая.
- Желобковые скрутки делают на проводах в легкоплавкой изоляции (простой ПВХ, полиэтилен), когда необходимо полное растекание припоя при минимальном прогреве. Греют желобковые скрутки только по желобку.
- Простыми скрутками можно соединять как одножильные, так и многожильные только что зачищенные от изоляции (блестящие) провода.
- Простая последовательная скрутка, т. наз. прямая британская, или просто британка, применима для соединения токоведущих проводов гибких кабелей сечением до 1,4 кв. мм, не испытывающих регулярных больших механических нагрузок, напр. электрических удлинителей или времянок.
Электрические провода, испытывающие регулярные и/или постоянные механические нагрузки, должны быть обязательно многожильными. Скручивают их, как показано внизу на рис: концы разметливают, «метлы» вдвигают друг в друга и скручивают по-британски. Паяют легкоплавким припоем повышенной прочности, напр. ПОСК-50 (см. ниже) с активированным флюсом, не требующим удаления остатков, также см. ниже.
Параллельные (тупиковые) скрутки проводов сечением свыше 0,7 кв. мм желательно паять погружением в расплавленный припой, см. далее. В противном случае придется греть или долго, или слишком мощным паяльником, отчего изоляция ползет, а флюс преждевременно выкипает.
Что паяемо, но не паяется
Не предназначены для соединения пайкой гибкие коаксиальные кабели и кабели для компьютерных сетей типа витая пара («витуха»). Опытный кабельщик, имеющий полное представление об электродинамике линий передачи сигнала, в исключительных случаях сделать муфту на них может. Но при выполнении дилетантом, пусть он в остальном квалифицированный электронщик и монтажник, пропускная способность и помехозащищенности линии упадут ниже допустимого, вплоть до полной потери.
Как чистить и консервировать жало
Жало паяльника очищают от остатков припоя, потирая о мягкую пористую или волокнистую подкладку. Чаще всего используется поролон, но это вариант не из лучших: он подгорает и налипает на жало. Лучший материал для его чистки – натуральный войлок или базальтовый картон. Но еще лучше – 2-ступенчатая чистка, сначала о губку-путанку из металлической ленты, а затем уж о войлок. После чистки паяльник выключают, вводят еще горячее жало в твердую канифоль и ждут, пока она не перестанет пузыриться. Тогда жало вынимают и держат вниз концом, чтобы стекли излишки канифоли. По полном его остывании паяльник можно отправлять на хранение.
Полярность диодов
Когда требуется самостоятельно спаять схему на печатной плате, надо определить полярность светодиодов, иначе они не будут светить. Находят плюс и минус тремя способами.
Зрительное определение. На корпусе мощных SMD светодиодов стоят обозначения «–» и «+» или цветная маркировка. Индикаторные диоды в виде лампочки определяют по токоведущим ножкам.
У новой детали минус длиннее плюса. А если посмотреть через прозрачную колбу на кристалл, то минусовая ножка будет отходить от его низа – подставки.

Определение свечением при подключении к аккумулятору. Для простого эксперимента светодиод соединяют последовательно с резистором сопротивлением от 680 Ом.
Вторую токоведущую ножку диода и выход сопротивления подключают к аккумулятору 12 вольт. Зная плюс и минус батареи, определяют полярность светодиода, когда появится свечение.

Измерение мультиметром. Тестер переводят в режим измерения сопротивления и щупами касаются концов токоведущих ножек.
Если плюсовой провод красного цвета правильно попал на плюс диода, а черный провод на минус, мультиметр покажет сопротивление примерно 1,7 кОм. При неправильной полярности на тестере ничего не отобразится.

Из всех вариантов самым безопасным считается определение полярности мультиметром.
Похожие записи:
 Руководство по ремонту гибких шлейфов (ноутбука, телефона, матрицы и др)
Руководство по ремонту гибких шлейфов (ноутбука, телефона, матрицы и др)
 Как сделать журнальный столик своими руками: фото новинки моделей из дерева, дсп, поддонов и подручных материалов
Как сделать журнальный столик своими руками: фото новинки моделей из дерева, дсп, поддонов и подручных материалов
 Фонтан герона из одной бутылки
Фонтан герона из одной бутылки
 Брелок из пластикового контейнера в печке. diy значки на рюкзак, как сделать своими руками брелоки из пластика в духовке. делаем значки из пластика
Брелок из пластикового контейнера в печке. diy значки на рюкзак, как сделать своими руками брелоки из пластика в духовке. делаем значки из пластика
 Прослушка мобильного телефона андроид
Прослушка мобильного телефона андроид
 Камаз-5320: замена задних ступиц на клиньях на евроступицы
Камаз-5320: замена задних ступиц на клиньях на евроступицы