Содержание
Причины появления аварийных ситуаций в системе удаления нечистот
Неисправности канализации возникают под воздействием внутренних и внешних факторов.
Причины появления аварийных ситуаций могут быть такими:
- Засор. Представляет собой плотное скопление инородного вещества. Образуется из-за нарушения технологии сборки системы или правил ее эксплуатации. Забивают трубы волосы и шерсть, животные жиры, известковый налет и строительные растворы.
- Трещина. Возникает при критическом давлении на канал. Происходит это при сезонном пучении грунта, осадке здания и ударе твердым предметом.
- Разгерметизация стыков. Является следствием усыхания резиновых прокладок, нарушения целостности изоляционных материалов.
- Свищ. Проявляется вследствие коррозии или производственного брака. Представляет собой небольшое сквозное отверстие в стенке трубы.
В зависимости от характера повреждения принимается решение о методе проведения ремонта. Он может проводиться непосредственно на разводке, с частичной или полной ее разборкой.
Первые признаки протечки трубопровода
В большинстве случаев не герметичность инженерной коммуникации сразу заметна. Ведь на полу и других конструктивных элементах здания появляются лужи. Однако незначительные протечки не всегда так очевидны.
 Течет труба отопления
Течет труба отопления
Если протекание небольшое, его можно определить по следующим признакам:
- ПП трубы становятся влажными;
- в области фитингов появляются капли, похожие на росу;
- в трубопроводной системе резко падает давление.
При возникновении любой из перечисленных ситуаций собственнику квартиры или дома необходимо обратить внимание на водопроводную сеть. Возможно, пришло время ремонта
Не устраненная течь даже в виде маленькой струйки воды нанесет непоправимый вред. Влага может попасть на электрические приборы, проникнуть к электрокабелям или испортить только что выполненный ремонт у соседей на нижних этажах.
Выполнение работ по склейке
Как только вы определились, чем заклеить полипропиленовую трубу, можно приступать к работе.
Она включает такие этапы:
- На трубы наносится разметка и производится ее нарезка труборезом или ножницами.
- Узлы укладывают вдоль стен для проверки.
- Торцевые части ровняют и зачищают от заусенцев. Причем работы проводят при температуре в диапазоне 5-35 ℃.
- Окончания труб зачищают, а с армированных и толстостенных изделий удаляют фаску.
- Внутреннюю поверхность раструба и торцы трубы, а также фитинг для дальнейшей склейки нужно обезжирить.
- Наносят клей с помощью пистолета, после чего кисточкой с натуральными волокнами разравнивают его.
- Выждав указанное в инструкции время, производят соединение и сжатие узлов с усилием. Пробный запуск системы возможен спустя сутки после склейки.
Как устранить течь в полипропиленовой трубе
Бесспорным преимуществом труб из полимеров является простой монтаж. Поэтому ремонт способен выполнить даже новичок при минимальных навыках и наборе инструментов. Тем более с неисправностью справится профессиональный мастер.
Ремонтные работы начинаются с определения дефектного участка. Обычно аварийная ситуация возникает в области стыков. Соединения в системах под давлением и безнапорных сетях — это максимально уязвимые места.
Первым действием необходимо перекрыть подачу воды во всей системе или на отдельном участке трубы. Потом выбирается оптимальный способ устранения течи. Неисправность нужно ликвидировать за минимальный временной период, устранив трещину или дырку качественно.
На следующем этапе обычно выполняется демонтаж проблемного участка. Может также понадобиться провести разборку резьбового соединения для повторной более качественной сборки. В некоторых случаях приходится откручивать американки для замены уплотнительных колец.
Соединение в напорных ПП системах создаются с помощью пайки. Стыковка выполняется при использовании специального аппарата для сварки. Он называется паяльник или утюг. Работы проводятся с сухими деталями для избежания дальнейшей разгерметизации.
Способы пайки полипропиленовых труб
Существует несколько способов для соединения полипропиленовых труб и фитингов:
- диффузионная сварка,
- электрофитинги,
- холодная сварка.
Диффузионная сварка
Диффузионная сварка наиболее распространенный способ пайки полипропиленовых труб. Основан он на пластичности материала при нагревании и способности полипропилена равномерно смешиваться на молекулярном уровне (процесс диффузии).
Результатом действа является монолитное соединение 2 деталей в один узел. Проводить такую сварку можно при помощи сварочного аппарата любой конструкции – стержневого или электромуфтой.
Диффузионная сварка проводится двумя способами:
- Муфтовая сварка.
- Пайка встык.

Сварка при помощи паяльника более распространена муфтовая, когда одна часть соединения входит внутрь другой.
Электрофитинги
Удобный метод соединения полипропиленовых труб – применение электрофитингов. Суть в том, что фитинги используются не простые, а со встроенным нагревательным элементом. Сварку проводят следующим образом:
- места стыков трубы заводят в электрофитинг,
- контакты электрофитинга подсоединяют к специальному сварочному аппарату,
- нагрев и соединение проходит одновременно, мастеру следует просто выдержать необходимое время.

Эта технология используется профессионалами при выполнении большого объема работ. В самостоятельной установке полипропиленовых коммуникаций использовать электрофитинги накладно.
Холодная сварка
Холодная сварка при пайке полипропиленовых труб применяется только для монтажа коммуникаций под холодную воду. Суть метода в том, что трубы и фитинги соединяют при помощи химического вещества – в народе это называется «склеивают». В сущности, холодную сварку клеем можно назвать условно, поскольку он размягчает полипропилен подобно нагреванию.
- торцы труб зачищают, соединяемые элементы обезжиривают,
- намазывают клеем, соединяют,
- выдерживают положенное время.
Здесь не требуется паяльник и особые навыки. Соединение получается крепкое, подобное диффузионной сварке. Однако для монтажа горячего водоснабжения такое склеивание не используют.
Обработка концов трубопровода
Концы основного трубопровода обрабатываем «леркой», очищаем их от фольги. Длина обработанной поверхности должна равняться одной второй длины пластиковой муфты. Насухо вытираем концы труб чистой ветошью. То же самое проделываем и с концами подготовленного на замену отрезка трубы.
Берем утюг для пайки, включаем его в сеть, ставим на специальную подставку. Какая температура требуется для пайки, вы можете узнать в магазине у продавца-консультанта.

Теперь верхний конец основной трубы вставляем в отверстие нагретого утюга, а муфту вставляем в этот утюг для пайки с обратной стороны. С небольшим усилием прокручиваем утюг почти дл среднего уровня плавления пластика. Потом снимаем муфту с утюга, высвобождаем от утюга конец трубы и тут же, без промедления, соединяем расплавленные концы трубы и муфты. При этом необходимо следить, чтоб детали при соединении плотно стыковались, чтоб не получалось неровностей, зазоров.
Последовательность действий по пайке остальных частей и деталей аналогичен описанному.
Главное в данном процессе – не передержать утюг. В противном случае детали могут деформироваться и быть испорченными.
Кроме того, следите, чтоб пайка осуществлялась на сухих поверхностях. То есть перед началом пайки тщательно протирайте концы деталей, давайте им полностью высохнуть.
Источник
Способы пайки полипропиленовых труб
Существует несколько способов для соединения полипропиленовых труб и фитингов:
- диффузионная сварка,
- электрофитинги,
- холодная сварка.
Рекомендуем ознакомиться: Производители полипропиленовых труб на российском рынке
Диффузионная сварка
Диффузионная сварка наиболее распространенный способ пайки полипропиленовых труб. Основан он на пластичности материала при нагревании и способности полипропилена равномерно смешиваться на молекулярном уровне (процесс диффузии).
Результатом действа является монолитное соединение 2 деталей в один узел. Проводить такую сварку можно при помощи сварочного аппарата любой конструкции – стержневого или электромуфтой.
Диффузионная сварка проводится двумя способами:
- Муфтовая сварка.
- Пайка встык.

Сварка при помощи паяльника более распространена муфтовая, когда одна часть соединения входит внутрь другой.
Электрофитинги
Удобный метод соединения полипропиленовых труб – применение электрофитингов. Суть в том, что фитинги используются не простые, а со встроенным нагревательным элементом. Сварку проводят следующим образом:
- места стыков трубы заводят в электрофитинг,
- контакты электрофитинга подсоединяют к специальному сварочному аппарату,
- нагрев и соединение проходит одновременно, мастеру следует просто выдержать необходимое время.

Эта технология используется профессионалами при выполнении большого объема работ. В самостоятельной установке полипропиленовых коммуникаций использовать электрофитинги накладно.
Холодная сварка
Холодная сварка при пайке полипропиленовых труб применяется только для монтажа коммуникаций под холодную воду. Суть метода в том, что трубы и фитинги соединяют при помощи химического вещества – в народе это называется «склеивают». В сущности, холодную сварку клеем можно назвать условно, поскольку он размягчает полипропилен подобно нагреванию.
- торцы труб зачищают, соединяемые элементы обезжиривают,
- намазывают клеем, соединяют,
- выдерживают положенное время.
Здесь не требуется паяльник и особые навыки. Соединение получается крепкое, подобное диффузионной сварке. Однако для монтажа горячего водоснабжения такое склеивание не используют.
Рекомендуем ознакомиться: Как сделать коллектор для полипропиленовых труб?
Особенности материала
При выборе способа зачистки нужно рассмотреть торец трубы. В стандартных разводках для холодного и горячего водоснабжения, отопления армирующий слой находится посередине, между наружной и внутренней прослойками. В старых моделях он расположен ближе к наружной части, защищен от внешних воздействий тонким слоем полимера. Его основная функция заключается не в повышении надежности, а в уменьшении теплового расширения трубопровода. Исходя из этого можно выделить следующие особенности зачистки для полипропиленовых труб:
Исходя из этого можно выделить следующие особенности зачистки для полипропиленовых труб:
- Внутренняя армирующая прослойка не удалится, а только зачищаются торцы. Это нужно для пайки полипропилена.
- При внешнем слое алюминия необходима полная зачистка поверхности на глубину до 2 мм. Фольгированный слой в месте соединения с муфтой удаляется полностью.
- Трубы без армирования зачищать или торцевать не надо.
Удаление части алюминиевой фольги нужно для всех типов покрытий – однородных и с перфорацией. Причина – металл нагревается и остывает быстрее, чем пластик. В зоне контакта может возникнуть неоднородная кристаллизация на границе с алюминием, что приведет к потере механической стойкости.
Совет: перед началом зачистки трубы должны пролежать в помещении при комнатной температуре 5-6 часов.
Соединение полипропиленовых труб с металлическими
Актуальным остается вопрос, как соединять полипропиленовые трубы (в условиях высокого давления) с металлическими? Существует 2 метода. Выбирать один из них нужно, отталкиваясь от радиуса.
1. Для изделий с радиусом до 20 мм нужно использовать резьбовые соединения на металлической части системы. Фитинги, с одной стороны которых есть обыкновенная муфта под монтаж к пластику, а с другой – нужная резьба, продаются повсюду. Для того чтобы герметизировать стальную резьбу, воспользуйтесь льном с олифой или же современными уплотнительными материалами. Этим вы обеспечите долговечность соединения.
2. Для размеров побольше лучше использовать фланцевые соединения. Железную резьбу с радиусом в 300 мм невозможно завинтить вручную, даже если вы силач. Так как же тогда объединить металлическую трубу и полипропиленовую, если они большого диаметра? Используйте специальные переходники, которые можно приобрести в магазине.
Резьба и фланцы позволяют соединять металлические и полипропиленовые трубы без пайки, что очень удобно.
Полипропиленовые трубы: производители и качество изделий
Среди производителей ППР труб следует отметить такие фирмы, как:
- Valtec (Италия). Трубы выпускаются в трёх вариациях: с тонкими стенками, армированные стекловолокном или алюминиевой фольгой (99,4% алюминия). При производстве для соединения слоёв используют американские и японские клеи, поэтому трубы характеризуются повышенной прочностью (70 Н/10 мм при норме 15 Н/10 мм). При производстве используют. Производитель использует коническую форму раструбов, что облегчает соединение. Кроме того, смешанные фитинги (с резьбой) выпускаются восьмигранной формы, поэтому при работе можно использовать стандартные ключи.
- Banninger Kunststoff-Produkte, GmbH (Германия). При производстве используется высококачественный пластик (марка рандом-сополимер) с повышенной прочностью и химической стойкостью. Продукцию можно использовать для устройства водопроводов с питьевой водой. Стоят такие трубы дороже аналогов.
- Wavin Ecoplastic (Чехия). Как следует из названия марки, в производстве также используется химически нейтральный полимер, пригодный для передачи питьевой воды. Трубы серии Stabi армированы алюминиевой фольгой, Fiber и Basalt+ – базальтовым волокном.
- Kalde (Турция). Трубы приемлемого качества по таким же ценам. Выпускаются простые изделия, армированные стекловолокном (Fiber) и перфорированной фольгой (Superpipe), благодаря чему нет необходимости при сварке зачищать и торцевать трубу. Трубы имеют обычный срок службы (50 лет) при температуре до 70°С.
- Tebo (Турция). Трубы изготавливаются из полипропилена повышенной стойкости «рандом сополимер». Фирма имеет сертификаты ГОСТ, DIN, TSE. Диаметр продукции – 20-160 мм, марки труб – PN10, PN20, PN25.
- SPK (Турция). Используется сырьё из Нидерландов и оборудование из Германии, цена изделий ниже, чем у европейского производителя. Трубы достаточно стойки, могут применяться в условиях Сибири.
Как видно, производителей и марок труб существует немало, и каждому мастеру найдётся из чего выбрать. Ведь главное – не стоимость изделия или страна происхождения, а правильный расчёт и аккуратная работа при монтаже трубопровода.
Ремонт полипропиленовых труб в труднодоступных местах
Не всегда удобно выполнять ремонтные работы непосредственно на месте аварии. Трудность заключается в использовании паяльника, так как процесс осуществляется в ограниченном пространстве.

Работа сантехников
В этом случае для выполнения сварки выполняют следующие действия:
- Подготавливается и проверяется инструмент.
- Со свариваемых поверхностей удаляются заусенцы, пыль, грязь и жир. Обезжиривание выполняется салфетками, смоченными в растворителе или уайт-спирите. Используемое вещество должно полностью высохнуть.
- Нагревается паяльник до 260 °С.
- Горячая насадка для трубы снимается с помощью газового ключа и быстро надевается на трубу в труднодоступном месте. Одновременно на паяльнике осуществляется нагрев фитинга.
- С трубопроводного элемента в ограниченном пространстве снимается насадка, а с инструмента — соединительная деталь.
- Проводится стыковка разогретых ПП частей трубопроводной системы.
Ремонтный процесс в сложных местах также можно провести при использовании классического фитинга с накидной гайкой — американки. Она без труда устанавливается и снимается. Этот фитинг позволяет быстро снять узел системы для ремонта или полной замены. Американка обеспечивает высокий уровень герметичности.
Производители выпускают фитинги-американки с внутренней, наружной резьбой и смешанного типа. Для их изготовления используются разные сплавы, включая сталь и латунь. Американки выпускаются в виде заглушек, крестовин, тройников и переходных муфт.
Электрическая схема и устройство АСПТ
Электрическая схема паяльника для труб мало чем отличается от схемы домашнего утюга. Точно так же в подошве размещена нагревательная спираль (ТЭН), нагревом которой управляет терморегулятор. Отличие только заключается в наличии двух ТЭНов, применением более точного терморегулятора и наличие выключателей нагревателей. Выключатели позволяют управлять мощностью нагрева.
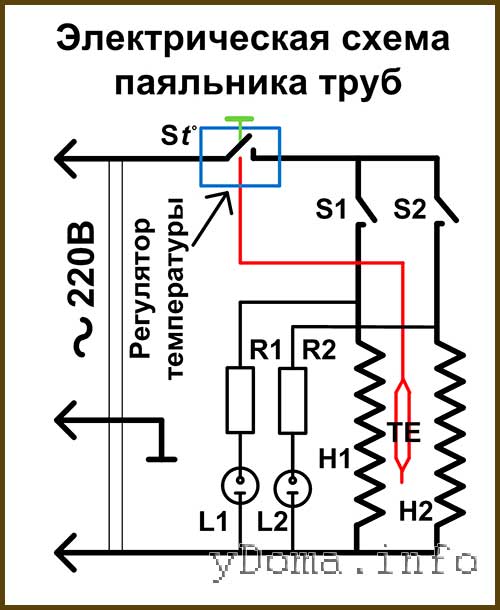
С электрической вилки С6 по сетевому проводу питающее напряжение переменного тока 220 В подается через терморегулятор Tt° и выключатели S1, S2 на ТЭНы Н1, Н2. Неоновые лампочки L1 и L2, подключенные через токоограничивающие резисторы R1 и R2 параллельно ТЭНам индицируют когда на них подается питающее напряжение.
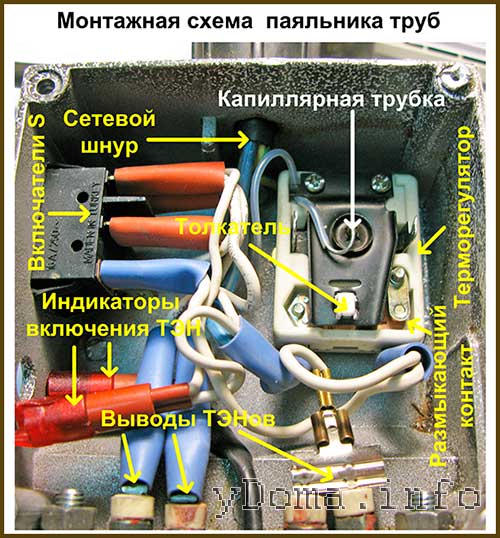
Терморегулятор St обеспечивает поддержание заданной температуры. Датчиком температуры в терморегуляторе служит заполненная газом капиллярная трубка ТЕ с расширением на конце, установленным внутри подошвы в высверленном для него круглом отверстии. При нагревании газ расширяется, давит на мембрану, она выгибается и через толкатель размыкает контакты, через которые питающее напряжение подается на ТЭНы.

Расстояние между контактами и мембраной можно изменять вращением винта, на который насажена выведенная наружу корпуса ручка и таким способом, регулировать температуру нагрева башмака. Градуировка на ручке относительная, так как температура нагрева насадок зависит от их размера, окружающей температуры и диаметра свариваемых труб. При сварке полипропиленовых труб степень нагрева башмака подбирается экспериментально.
Благодаря простоте схемы ремонт аппарата для сварки труб не представляет трудностей и в случае отсутствия нагрева подошвы достаточно прозвонить мультиметром целостность проводов, ТЭНов и выключателей с терморегулятором.
В каких случаях требуется совместить трубы из разных материалов
Причинами, когда может потребоваться соединение металлической трубы с пластиковой, бывают:

Отдельно стоит остановиться на тех ситуациях, когда в разных отрезках трубопровода требуются различные эксплуатационные качества. Например, если нужно организовать подводку холодной воды по территории двора, где проходит интенсивное движение транспорта. Если использовать мягкие полиэтиленовые трубы, может произойти либо падение давления в трубе, либо гидроудар, который спровоцирует многочисленные прорывы кранов.
В данном случае можно решить проблему двумя путями:
- Уложить полиэтиленовые изделия в короб из железобетона, препятствующий их деформации.
- Воспользоваться вместо пластиковых труб, оцинкованными из стали, проложив их в месте повышенной нагрузки на магистраль.
Без сомнений, второй вариант будет и дешевле, и проще в реализации, и намного надежнее по ряду причин.
Монтаж трубопровода
Монтаж трубопровода отопления в частном доме заключается в соединении отдельных элементов в единую систему. Выполняют следующие операции:
- раскладка элементов согласно схеме;
- сварка или пайка труб;
- соединение с помощью фитингов;
- присоединение отопительных приборов.
В виду того, что пластиковые материалы удлиняются при нагреве, устанавливают компенсаторы. Это петля из трубы, которую впаивают в трубопровод на длинных прямых участках. После завершения монтажных работ необходимо провести испытание под рабочим давлением.
Как спаять отопительный трубопровод
Как правильно спаять отопление из пропиленовых труб расскажем далее. При нагревании полипропилена до +260 градусов происходит его плавление, что позволяет соединять отдельные элементы. Это обеспечивается явлением полифузии – взаимопроникновением атомов. Получаем стык двух деталей, не разделенных границей.
Паяльник выбирают в зависимости от вида пайки — стыковой, муфтовой или фитинговой. Он имеет насадки, на которые надевают отрезки соединяемых труб или трубу и фитинг. После нагрева их плотно соединяют и выдерживают 4-6 секунд Время нагрева и остывания соединяемых полипропиленовых элементов зависит от их диаметра. Данные приведены в таблице, которую можно найти в специальной литературе.

Крепление трубопровода к стене
Крепление трубопровода к стене осуществляют с помощью клипс и хомутов. Клипсы обеспечивают неподвижность трубы вдоль оси.
Хомутом крепят к стене, размещая трубы не ближе 20 мм от нее. Крепежные детали располагают на расстоянии не более полутора метра друг от друга. В местах поворота или разветвления труб устанавливают дополнительный крепеж.

Крепление радиаторов
Радиаторы навешивают на металлические кронштейны, входящие в комплект поставки, и закрепленные к стене дюбелями. Их толщина зависит от веса батареи. Чугунные элементы дополнительно опирают на ножки.
Схемы отопления из полипропилена для частного дома
- однотрубная или двухтрубная;
- двухтрубная с горизонтальной разводкой;
- двухтрубная с вертикальной разводкой;
- коллекторная.
Однотрубная схема предусматривает прохождение жидкости в одну сторону. Она применяется при последовательном соединении радиаторов. В двухтрубной модели есть линия обратного движения.
Двухтрубная схема с горизонтальной разводкой
В данной схеме полипропиленовые трубы расположены вдоль стены чуть выше уровня пола, что делает их малозаметными и не нарушает эстетику помещения. Это обычная двухтрубная система с нижней разводкой. Чаще всего радиаторы отопления установлены по периметру комнаты.
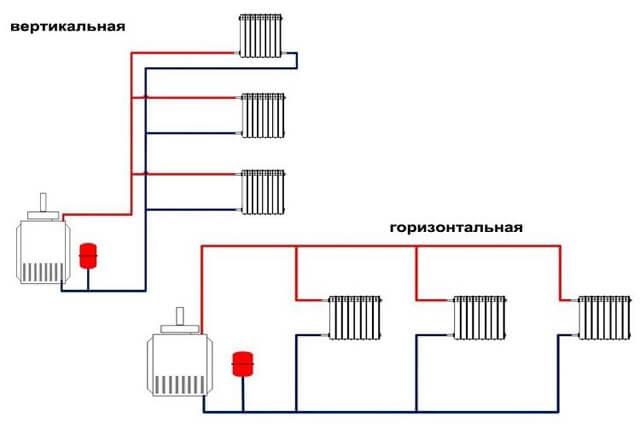
Схема вертикальной разводки
Вертикальная компоновка используется при отоплении усадебных домов в 2 этажа и более. Нагретая жидкость транспортируется между этажами по стоякам. Компоновка может быть по отношению к радиатору верхней или нижней. Верхняя модель чаще применяется при естественной циркуляции. На каждом этаже можно сделать горизонтальную схему распределения тепла. В данном случае устанавливают один стояк, по которому теплоноситель будет передаваться на каждый этаж.
Использование распределительного коллектора
В модели отопления с принудительной циркуляцией часто устанавливают коллектор. В нем от основного стояка отходит гребенка из труб, их количество равно числу потребителей тепла. На каждой полипропиленовой трубе имеется отдельный вентиль, который отключает определенную линию. Такая система позволяет равномерно распределять тепло, при необходимости снижать температуру в частном доме.
Недостаток – высокая стоимость монтажа, так как увеличивается длина трубопровода и количество фитингов. Однако эксплуатировать ее удобно, есть возможность отдельно отключить поврежденный участок. Сложные коллекторы оборудованы приборами автоматики, которые регулируют температуру теплоносителя, отключают систему при аварийной ситуации.
Одним из способов отопления жилища является водяной теплый пол. Полипропиленовые трубы повсеместно используются для его устройства. Систему водяного подогрева полов подключают к основной отопительной сети.
Организация отопления усадебного дома является сложным процессом. Для выполнения его самостоятельно нужно изучить способы и модели прокладки труб, выбрать подходящие материалы и арматуру. Не лишним будет ознакомиться с проектами отопления жилых зданий, близких по конструкции и размерам к вашему дому.
Пайка ПП фитингов
Прежде чем соединить две трубы фитингами, их надо закрепить на трубе. Крепление цанги на ПНД трубе мы рассмотрели выше. Теперь рассмотрим соединение полипропиленовой трубы с фитингом.
Полипропиленовые фитинги с трубой соединяется при помощи пайки специальным паяльником. Паяльник с насадками устанавливают на подставку и разогревают до 260 о C. Край трубы очищают от грязи, снимают фаску и обезжиривают вместе с внутренней стороной муфты. Трубу и фитинг одновременно надевают на разогретые насадки. После разогрева трубу ровно без поворота вставляют в фитинг и дают им остыть. На этом процесс пайки завершен.
Порядок работ
В самом начале необходимо убедиться, что в трубах нет воды. Если есть необходимость, отключите воду в подвале.
После этого приступаем к работе с пластиковой трубой. Вначале надо определить точный размер участка трубы, требующего замены. Замерьте его посредством метра либо рулетки. При этом внизу и вверху надо учесть напуск в два-три сантиметра. Отметьте границы карандашом.
Затем на подготовленном отрезке трубы отмеряем рулеткой требуемый размер.
Выполняем соответствующие отметки карандашом.
Берем специальные ножницы и вырезаем участок новой исправной трубы – им будет заменена непригодная часть основной трубы. После этого отрезаем ножницами отмеченный, требующий замены участок поврежденной трубы.

Какие трубы использовать
В процессе монтажа отопительной системы из рассматриваемых труб у вас может возникнуть необходимость соединения пластиковых элементов с металлопластиковыми трубами. При выполнении такой работы контролируйте, чтобы диаметры обоих видов труб подходили друг другу.
Соединения полипропиленовых и металлических труб между собой
Придерживайтесь следующей схемы:
- для подсоединения к металлопластиковым изделиям 20х2 мм используйте трубы из полипропилена имеющие размеры 25х4,2 мм;
- к трубам из металлопластика размерами 16х2 мм нужно подключать полипропиленовые трубы имеющие размеры 20х3,4 мм;
- к металлическим трубам с размерами 26х3 мм подсоединяются полипропиленовые трубы имеющие размеры 32х5,4 мм.
В случае если трубы прокладываются к батареям в доме от магистрального трубопровода, а разводка выполняется в соответствии с двухтрубной схемой, необходимо проложить полипропиленовую трубу имеющую размеры 20х3,4 мм.
Применение труб, имеющих более существенный диаметр, не имеет особого смысла. Также нет смысла применять радиаторные вентили, имеющие размер более чем 1,2 дюйма. Поэтому утверждение, что с увеличением диаметра полипропиленовых труб и терморегулирующих вентилей в помещениях становится теплее, не является верным.
Для обеспечения необходимой производительности системы отопления важно, чтобы подающий трубопровод между котлом и самой последней батареей имел длину не больше 25 м. При этом мощность котла не должна превышать 12 кВт. Таким образом, чтобы, к примеру, отопительная система с трубами размерами 20х3,4 работала максимально эффективно и корректно, в ее состав должно входить максимум 6 батарей по 10 секций каждая
Таким образом, чтобы, к примеру, отопительная система с трубами размерами 20х3,4 работала максимально эффективно и корректно, в ее состав должно входить максимум 6 батарей по 10 секций каждая.
При необходимости подсоединения большего количества батарей придется увеличить протяженность труб для их монтажа, что негативно отразится на равномерности прогрева батарей, установленных на большем удалении от отопительного котла.
Монтаж отопления из полипропиленовых труб и алюминиевых радиаторов
Однако если от подключения большего количества батарей либо же увеличения протяженности труб отказаться никак нельзя, обустраивайте отопительную систему с применением труб большего сечения. К примеру, 32х5,4 мм. К ним подключайте металлопластиковые трубы 26х3 мм.
Также существует еще один вариант решения данной проблемы – вместо одного отопительного контура вы можете оборудовать два.
Похожие записи:
 Подъюбники и комбинации под платье или юбку всех размеров и цветов
Подъюбники и комбинации под платье или юбку всех размеров и цветов
 Переделка компьютерного блока в зарядное на шим ат2005в
Переделка компьютерного блока в зарядное на шим ат2005в
 Детская песочница своими руками: фото и идеи
Детская песочница своими руками: фото и идеи
 Как создать домашний топиарий: 67 фото, мастер-класс и видео-урок
Как создать домашний топиарий: 67 фото, мастер-класс и видео-урок
 Проекты и планировка бани 5х5
Проекты и планировка бани 5х5
 Десульфатация аккумулятора. работы своими руками, восстанавливаем емкость
Десульфатация аккумулятора. работы своими руками, восстанавливаем емкость