Содержание
Содержание детали в надлежащем виде
Для долгосрочной службы шкивов на мотоблоке необходимо выполнять некоторые простые правила:
- своевременно проверять прочность крепления посадочного места на оси двигателя для предотвращения разбалтывания детали и выхода ее из строя;
- не забывать проверять защитные кожухи, которые защищают деталь от попадания грязи и крупных предметов;
- выполнять проверку натяжения ремня во избежание пробуксовки;
- визуально осматривать данный узел на предмет выявления сколов, трещин и т. п.;
- соблюдать необходимую технику безопасности.
Самодельное изделие прослужит вам очень долго, не нуждаясь в ремонте. По мере окончания срока эксплуатации можно изготовить деталь повторно.
Шкив — это очень важная часть любого станка, позволяющая регулировать скорости и нагрузку на двигатель. Самостоятельное изготовление шкива хорошо тем что можно сделать шкив именно того размера, какой необходим и строго для вала имеющегося двигателя.Рекомендуется изготавливать шкивы металла или текстолита. Не рекомендуется изготавливать шкивы из дерева, так как в результате нагрева и расклинивающих сил такой шкив выйдет из строя. Шкив из фанеры — это нечто среднее между металлическим и деревянным, прост в изготовлении и достаточно прочен. Такой шкив можно использовать при изготовлении самодельных станков.
Итак, необходимо выпилить из фанеры три круга, два побольше один поменьше. Для этого сначала размечаются круги циркулем (центры кругов должны быть тоже хорошо заметны) и вырезаются лобзиком. Центры просверливаются в соответствии с диаметром вала, на который шкив будет посажен. Для удобства дальнейшей работы круги можно посадить на винт и затянуть гайкой, либо склеить.Далее круги стягиваются шурупами, как показано на рисунке. Зажимающий почти готовый шкив вставляется в патрон дрели, после чего вращающийся дрелью шкив обрабатывается узким напильником и наждачной бумагой. Сделанный шкив можно проолифить
Всё, шкив готов!Крепление шкива на вал делается по обстоятельствам.При изготовлении шкива, важно следить, чтобы цент тяжести был на оси вращения, иначе не избежать вибрации.Если у Вас есть зубчатый ремень, для него можно сделать зубчатый шкив. Для этого, до сборки, нарезаются зубья у центрального круга (конечно, это очень трудоемкий процесс).Круги можно скрепить и винтами, через сквозные отверстия
Если нужен маленький шкив или есть толстая фанера, то шкив можно сделать из одного круга, вырезав его лобзиком, насадив на винт и сделав канавку прикладывая узкий напильник к вращающемуся на дрели кругу.По такому принципу можно делать шкивы и из других материалов, например из текстолита.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Шкивы для приводных клиновых ремней должны быть изготовлены в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Номинальные расчетные диаметры шкивов должны соответствовать указанному ряду: 50; (53); 56; (60); 63; (67); 71; (75); 80; (85); 90; (95); 100; (106); 112; (118); 125; (132); 140; (150); 160; (170); 180; (190); 200; (212); 224; (236); 250; (265); 280; (300); 315; (335); 355; (375); 400; (425); 450; 475; 500; (530); 560; (600); (620), 630; (670); 710; (750); 800; (850); 900; (950); 1000; (1060); 1120; (1180); 1250; (1320); 1400; (1500); 1600; (1700); 1800; (1900) 2000; (2120); 2240; (2360); 2500; (2650); (2800); (3000); (3150); (3550); (3750); (4000) мм. Примечание. Размеры, указанные в скобках, применяются в технически обоснованных случаях.
2.3. Расчетный диаметр меньшего шкива передачи должен быть не менее значений, указанных в табл.1
Таблица 1
| Обозначение сечения ремня | Расчетный диаметр меньшего шкива, мм |
| Z | 63 (50) |
| А | 90 (75) |
| В | 125 |
| С | 200 |
| D | 315 |
| Е | 500 |
| ЕО | 800 |
Примечание. Размеры, указанные в скобках, применяются в технически обоснованных случаях.
2.4. Размеры профиля канавок шкивов должны соответствовать указанным на черт.10 и в табл.2.
Сообщений 1 страница 12 из 12
Поделиться111 февраля, 2015г. 16:31:19
Многие сталкивались с проблемой «где взять шкив большого диаметра»? У токаря дорого или нет нужного материала. А зачастую и токаря не найти. Предлагаю самому изготовить шкив нужного диаметра..
Берём лист металла 2 мм. Сверлим отверстия и от них чертим круг нужного диаметра. У меня это R 100 мм.

Вырезаем болгаркой две круглых заготовки. (режем аккуратно сверху листа).

Изготавливаем вот такую пластину, толщиной 8-10 мм. R-80 мм. И тоже с отверстием по центру. Скручиваем всё воедино..

Аккуратно на наковальне загибаем края тонких пластин. Стучим в том месте где находится толстая пластина. Потихоньку поворачиваем толстую пластину по кругу загибаем весь край. Не нужно спешить, загибаем за раз по 2-3 мм. Так доводя загиб до нужного Вам.

Скручиваем получившиеся «тарелки» как положено. Получается что то похожее на шкив..

Делаем отверстие нужного Вам диаметра. У меня это ступица ведомого диска ВАЗ.
Можно приварить ступицу. Но у меня прикручена. Всегда можно поменять.
Вот и готовый шкив. Не так это и сложно.
Ремень подойдёт любой. Так как нет полки внутри шкива.
Делаем алюминиевую деталь
Сделать металлический шкив сложнее, чем его фанерный аналог, но и надежность такой детали будет значительно выше. Предоставляем детальную пошаговую инструкцию по изготовлению алюминиевого шкива. Для производства этой детали нам понадобится кусок алюминия и приспособление для его переплавки.
- Заготавливаем форму из пенополистирола. Перед тем как это сделать, определитесь с необходимыми размерами для вашего шкива.
- Вставляем форму в песок таким образом, чтобы верхний ее кусок не был им накрыть.
- Выплавляем алюминий. Лучше всего это делать в специальной плавильной печке.
- Расплавленный алюминий выливаем в форму.
- Монтируем планшайбу и выплавленную деталь. Для этого в заготовке необходимо просверлить отверстия и скрепить элементы посредством саморезов.
- Обтачиваем нашу деталь. Это можно сделать с помощью болгарки.
- Делаем в нашем шкиве отверстие дрелью.
Необходимо отметить, что изготовление металлического шкива требует определенных навыков и ресурсов. Для его самостоятельного производства придется потратить намного больше времени и энергии, но такие затраты окупятся длительным сроком эксплуатации такой детали. Перед выплавкой необходимо также убедиться в том, что ваш алюминий обладает достаточной прочностью и пригоден для приготовленной ему функции.
На видео-канале “Э+М” показана технология изготовления шкивов из простых и доступных материалов с использованием доступного инструмента. При этом будем обходиться без токарного станка. Во второй части публикации еще одна технология – другого мастера.
Приступим к изготовлению. Для изготовления 1 типа понадобятся следующие материалы. Суперклей, листовая жесть, линолеум, термоклей и спица велосипеда.
Изготовление начинаем с разметки. Для этого откладываем нужный радиус циркулем и линейкой. Чертим круг на металле. Теперь откладываем ещё один радиус, но на один миллиметр меньше, чем на предыдущих дисках. Чертим окружность на линолеуме. Сверлим отверстие 2 миллиметров под ось. Прикладываем центр диска и линолеума к центру из жести. Переворачиваем с другой стороны делаем отверстия через трафарет.
Ось изготавливается из велосипедной спицы. Чтобы откусить воспользуемся бокорезами или плоскогубцами. Собираем и соединяем детали между собой клеем. Так как вас проворачивается, фиксируем термоклеем. На фото пример, где используется подобный шкив.
Имеется движок от стиральной машинки. Для непрофессиональных работы его мощности хватит.Токарь удлинил вал, сделал симметричным с обеих сторон. Сейчас стоит задача сделать ведущий шкив без привлечения токаря. Диаметр 95 миллиметров. Фанера десятка. Лобзиком выпилить 5 кругов. Диаметр 100 миллиметров. Соединим заготовки клеем, посадим на вал и будем обтачивать. Оказалось, что толщина фанеры 12 миллиметров, поэтому достаточно 5 дисков. Суммарная толщина 60 миллиметров. Так как планируется использование стандартной ленты для шлифмашин, такого круга для ширины ленты достаточно.

В 3 кругах перьевым сверлом сверлить отверстия. Диаметр вала 14 миллиметров, поэтому сверло 12. Складываем вместе. Мажем клеем и фиксируем саморезами. После всех манипуляций получился блин. Его толщина равна толщине, которую хотим насадить на вал.
Диаметр вала почти на 2 миллиметра больше. Необходимо соблюсти соосность, так как внутри всё равно есть перепады. Вставляем внутри круглый напильник. Придерживая руками с двух сторон напильник, прокладываем колесо несколько раз. Как увеличить внутренний диаметр и соблюдем соосность.
После этих процедур берём два оставшихся круга, склеиваем и крепим саморезами. Таким образом можно сделать не только ведущий вал для гриндера, но и флянец для наждачного камня. Либо любой другой насадки на наждак.
Ролик насадили на вал. Обтачивать будем на включенном двигателе. Центрация самого вала тоже не стопроцентная, но это не критично. Если вы хотите делать такой вал, то обязательно можете клеем. Молотком непосредственно на шкив не бейте, только через оправку. Можно использовать кусочек фанеры. Потихоньку, легкими ударами насаживается.
Для того чтобы подобрать в магазине или в сети шкив для мотоблока, вам необходимо знать несколько параметров этого изделия. Шкив ведомый предназначен для передачи вращательного движения двигателя к навесному оборудованию мотоблока посредством ремня. С помощью этой детали можно увеличить или уменьшить число оборотов механизмов мотоблока.
Делаем алюминиевую деталь
Сделать металлический шкив сложнее, чем его фанерный аналог, но и надежность такой детали будет значительно выше. Предоставляем детальную пошаговую инструкцию по изготовлению алюминиевого шкива. Для производства этой детали нам понадобится кусок алюминия и приспособление для его переплавки.
- Заготавливаем форму из пенополистирола. Перед тем как это сделать, определитесь с необходимыми размерами для вашего шкива.
- Вставляем форму в песок таким образом, чтобы верхний ее кусок не был им накрыть.
- Выплавляем алюминий. Лучше всего это делать в специальной плавильной печке.
- Расплавленный алюминий выливаем в форму.
- Монтируем планшайбу и выплавленную деталь. Для этого в заготовке необходимо просверлить отверстия и скрепить элементы посредством саморезов.
- Обтачиваем нашу деталь. Это можно сделать с помощью болгарки.
- Делаем в нашем шкиве отверстие дрелью.
Необходимо отметить, что изготовление металлического шкива требует определенных навыков и ресурсов. Для его самостоятельного производства придется потратить намного больше времени и энергии, но такие затраты окупятся длительным сроком эксплуатации такой детали. Перед выплавкой необходимо также убедиться в том, что ваш алюминий обладает достаточной прочностью и пригоден для приготовленной ему функции.
Рассматриваемая ременная передача отличается минимумом деталей: так она имеет только один шкив, сделанный своими руками, и работает без резинового ремня, вместо которого приспособлен отрезок собачьего поводка.
Шкив сделанный своими рукам сильно отличается от привычной формы (с бортиками): он не имеет углубления для ремня, и более того у него края закруглены. Вообще, шкив должен быть весь чуть выпуклым. Благодаря такой форме происходит самоцентрирование плоского
ремня, при этом порой достаточно, чтобы выпуклая форма была только у одного шкива. Кстати, в машиностроении для плоских ремней шкивы именно выпуклые. Плоский ремень шкивом с бортиком не удержать — он либо взберется на этот бортик, либо начнет заминаться у бортика. Шкивы с бортиками применяются для клиновых, зубчатых и круглых (в сечении) ремней.

Если Вы сомневаетесь, что выпуклый шкив способен удержать ремень, можно провести простой эксперимент с реальной моделью. Потребуются простые детали: стержни, прямой цилиндр, какая-нибудь деталь с плавно изменяющимся диаметром, широкая резинка и основание конструкции.

Эта модель демонстрирует, как при вращении резинка перемещается вдоль деревянного «шкива» от самой узкой части слева к месту с наибольшим диаметром, где и остается. Если резинку расположить в вогнутой части, она опять быстро переместится к месту с наибольшим диаметром.
Шкив сделан из ДВП. Вместо второго (маленького) шкива приспособлен болт. Из-за большой разницы диаметров большого шкива и болта заменяющего маленький шкив, у этой передачи большое передаточное число. Однако это способствует большему проскальзыванию ремня на болте, который, и без этого, с ним почти не сцепляется. Поэтому на болт следует приклеить, например, абразивную бумагу. Конечно, это будет недолговечно, но со временем можно будет подобрать что-нибудь другое.

Ремень, как уже писалось выше, сделан из отрезка собачьего поводка, который изготовлен из нейлона. Чтобы соединить два конца отрезка, какая-нибудь железяка нагревается огнем, далее к ней прикладываются концы отрезка, они оплавляются и сразу прижимаются друг к другу.
Делая какое либо самодельное устройство на ременной передаче, часто сталкиваешься с проблемой недостающего шкива нужного диаметра. Поиск его на рынке или по знакомым, занимает уйму времени, и еще не факт, что он будет – найден. Да и знакомый токарь есть не у всех. Я же, в большинстве случаев – эту проблему решаю самостоятельно.
Самостоятельное изготовление шкива

Шкив является одной из наиболее важных запчастей и для сверлильного, и для токарного станка. Он представляет собой деталь, предназначение которой заключается в регулировке скорости и мощности работы двигателя. Конечно, заводские шкивы обладают высокой степенью надежности и спроектированы под свой станок, к которому идеально подходят.
Но со временем шкив, как и множество других деталей, выходит из строя и требует замены. В этой статье мы расскажем, как сделать шкив своими руками. Качественно сделанная вручную деталь может и не уступать по надежности заводским аналогам.
Общие рекомендации
Существует несколько взглядов на изготовление шкивов для станков в домашних условиях. Большинство споров ведется на тему материала, из которого следует изготавливать эту деталь. Специалисты утверждают, что выполнять шкив из дерева – плохая затея. Дело в том, что во время эксплуатации станка на шкив припадает довольно серьезная термическая и физическая нагрузка. Деревянная деталь в таких условиях проработает не слишком долго.
Лучше всего в тяжелых условиях повседневной работы проявляют себя шкивы, сделанные из металла, но их изготовление требует специального оборудования и высоких навыков токаря. Средней по качеству и сложности создания (по сравнению с металлом и деревом) является самоделка, выполненная из фанеры. Такую деталь можно использовать и при ремонте заводского станка, и в процессе создания собственного аппарата.
Шкив для любого станка можно выполнить без привлечения токаря. Для этого рекомендуем взять фанерный лист с толщиной около 10 миллиметров и придерживаться следующих инструкций:
Размечаем поверхность фанеры в соответствии с планируемыми габаритами нашей детали. Стоит отметить, что эти параметры необходимо учитывать и при выборе листа фанеры.
Нарезаем круги из нашего материала. Для этого рекомендуем использовать лобзик
В ходе работ особое внимание обратите на качество разрезов и целостность заготовок.
Учитывая толщину нашей фанеры (1 см) вырезаем из нее 6 кругов.
Берем три вырезанных круга и с помощью дрели высверливаем в их центре отверстия. Их размеры надо сопоставлять с диаметром вала двигателя нашего станка
Сверлить дырки следует таким образом, чтобы их диаметр был меньше его диаметра на 1-2 миллиметра.
Соединяем три круга с отверстиями при помощи клея и саморезов, которые сверлим по краям заготовок.
Отверстие созданной нами детали расширяем при помощи круглого напильника до такой степени, чтобы заготовка плотно садилась на вал двигателя.
Три фанерных круга без отверстий тоже ставим на клей и соединяем при помощи саморезов. После того как эти круги будут надежно закреплены между собой, мы посредством более длинных шурупов крепим их к основному валу.
Шесть скрепленных фанерных кругов необходимо обточить. Лучше всего это делать с помощью стамески или напильника. Выполняя эту работу необходимо помнить, что качество обточки напрямую будет влиять на функционирование самодельного шкива.
Стоит отметить, что таким же образом можно делать не только приводной шкив, но фланец для наждачной бумаги и другие типы насадок. Кроме того, в ходе самостоятельного изготовления шкива необходимо учитывать и тип ременной передачи, который будет использоваться на станке. Если передача будет зубчатой, то и шкив следует сделать зубчатым. Формирование такой детали будет занимать намного больше времени, ведь на заготовке придется еще делать и зубья.
: как сделать шкив?
Делаем алюминиевую деталь
Сделать металлический шкив сложнее, чем его фанерный аналог, но и надежность такой детали будет значительно выше. Предоставляем детальную пошаговую инструкцию по изготовлению алюминиевого шкива. Для производства этой детали нам понадобится кусок алюминия и приспособление для его переплавки.
Заготавливаем форму из пенополистирола. Перед тем как это сделать, определитесь с необходимыми размерами для вашего шкива.
Вставляем форму в песок таким образом, чтобы верхний ее кусок не был им накрыть.
Выплавляем алюминий. Лучше всего это делать в специальной плавильной печке.
Расплавленный алюминий выливаем в форму.
Монтируем планшайбу и выплавленную деталь. Для этого в заготовке необходимо просверлить отверстия и скрепить элементы посредством саморезов.
Обтачиваем нашу деталь. Это можно сделать с помощью болгарки.
Делаем в нашем шкиве отверстие дрелью.
Изготовление изделия дома
Есть несколько способов, как сделать шкив своими руками, и мы расскажем вам некоторые из них.
Схема устройства шкивочно-шатушечного механизма.
Самый простой способ изготовления в домашних условиях — с помощью токарного станка. Необходимо подобрать подходящую заготовку и просто по размерам выточить деталь.
Для второго способа изготовления вам потребуется фанера толщиной не менее 20 мм, ручные фрезер и лобзик, дрель.
Для начала необходимо изготовить из фанеры диск нужного диаметра. С помощью циркуля рисуем круг и делаем отверстие в центре него. Далее с помощью лобзика выпиливаем диск с запасом 2-3 мм от черты.
Для того чтобы диск имел безупречную круглую форму, мы зажимаем его в дрели через центральное отверстие с помощью болта и гайки и шлифуем на наждачной бумаге, обрабатывая все неровности.
Следующим этапом будет формирование посадочного места для ремня. Для этого используем ручной фрезер. Закрепляем диск на верстаке с помощью саморезов и, подобрав подходящую фрезу, выбираем канавку для ремня. Итак, шкив готов. Вам необходимо будет измерить посадочный диаметр шкива на оси двигателя и просверлить необходимое отверстие.
Если вы не имеете под рукой токарного станка, эту деталь можно заказать у знакомого токаря, но шкив ведомый для мотоблока имеет внушительные размеры, и чаще всего заготовку такого диаметра для вытачивания найти очень сложно. Поэтому мы рекомендуем изготовить его своими руками, а фланец заказать.
Из какого металла изготовить шкив?
Чтобы понять, из какого материала должен быть изготовлен шкив, необходимо разобраться с его предназначением.
Шкив представляет собой фрикционное колесо, предназначенное для передачи крутящего момента от двигателя к вращающемуся валу посредством каната или ремня. Передача движения может быть как длинной, так и короткой. А так же — с разным усилием. Нагрузка может быть постоянной, а может быть динамически меняющейся.
Из этого следует, что изготавливать шкивы стоит из чугуна или стали. Как правило, подходит обычная сталь 40. Эти металлы обладают высокой износостойкостью повышенной прочностью.
Изготовление шкивов по чертежам выполняется по следующей схеме:
- отрезка заготовки на токарном станке
- обработка (подрезка) торца
- прорезание отверстия по центру заготовки
- расточка центрального отверстия до нужного диаметра
- нарезание канавок
- нарезание резьбы
ООО «МИКРОН» выполняет токарные работы по изготовлению шкивов на заказ. Для получения более полной информации или оформления заказа Вы можете обратиться к специалистам компании.
Шкив — это очень важная часть любого станка, позволяющая регулировать скорости и нагрузку на двигатель. Самостоятельное изготовление шкива хорошо тем что можно сделать шкив именно того размера, какой необходим и строго для вала имеющегося двигателя. Рекомендуется изготавливать шкивы металла или текстолита. Не рекомендуется изготавливать шкивы из дерева, так как в результате нагрева и расклинивающих сил такой шкив выйдет из строя. Шкив из фанеры — это нечто среднее между металлическим и деревянным, прост в изготовлении и достаточно прочен. Такой шкив можно использовать при изготовлении самодельных станков.
Итак, необходимо выпилить из фанеры три круга, два побольше один поменьше. Для этого сначала размечаются круги циркулем (центры кругов должны быть тоже хорошо заметны) и вырезаются лобзиком. Центры просверливаются в соответствии с диаметром вала, на который шкив будет посажен. Для удобства дальнейшей работы круги можно посадить на винт и затянуть гайкой, либо склеить. Далее круги стягиваются шурупами, как показано на рисунке. Зажимающий почти готовый шкив вставляется в патрон дрели, после чего вращающийся дрелью шкив обрабатывается узким напильником и наждачной бумагой. Сделанный шкив можно проолифить. Всё, шкив готов! Крепление шкива на вал делается по обстоятельствам
При изготовлении шкива, важно следить, чтобы цент тяжести был на оси вращения, иначе не избежать вибрации. Если у Вас есть зубчатый ремень, для него можно сделать зубчатый шкив
Для этого, до сборки, нарезаются зубья у центрального круга (конечно, это очень трудоемкий процесс). Круги можно скрепить и винтами, через сквозные отверстия. Если нужен маленький шкив или есть толстая фанера, то шкив можно сделать из одного круга, вырезав его лобзиком, насадив на винт и сделав канавку прикладывая узкий напильник к вращающемуся на дрели кругу. По такому принципу можно делать шкивы и из других материалов, например из текстолита.
Шкив — важная деталь ременной передачи. Она передает вращение ведущего вала на ведомого, а также позволяет менять число оборотов. Ременная передача распространена среди бытовой техники, станков малой и средней мощности, в различных двигателях внутреннего сгорания. Для самодельных конструкций шкив можно изготовить самостоятельно, для этого понадобится домашняя мастерская и навыки работы с деревом, пластиком, металлом.
Покупные шкивы, изготовленные на заводах, чаще всего отлиты или выточены из металлических сплавов. Для маломощных двигателей выпускают пластмассовые изделия.
В домашних условиях, без литейного оборудования или точных токарных станков, изготовить приводное колесо из этих материалов сложно.
Многие эксперты считают, что шкив из дерева, фанеры или пластика, который удалось изготовить в домашней мастерской, ненадежен, недолговечен, сразу перегреется и развалится.
Это совсем не так. Если не пытаться заменить им колесо кузнечного молота усилием в 6000 тонн, а использовать на настольном станке с ограниченной мощностью и числом оборотов, то тщательно сделанная деталь сможет заменять штатную достаточно долго.
Если изготовить деталь из алюминия, она будет существенно прочнее, сможет передавать больший крутящий момент, вращаться с большей скоростью. Придется освоить литейный процесс, пусть в самом простом варианте. Изготовление шкива методом литья потребует обеспечения пожарной безопасности, использования средств индивидуальной защиты.
Колесо можно выточить на токарном станке, если он есть в домашней мастерской.
Типы шкивов для клиновых ремней
В зависимости от конструкции различают шкивы типов 1…6 (рис. 1…6) и типов 7…9 (рис. 7…9).
Шкив типа 1 — монолитный с односторонней выступающей ступицей.

Шкив типа 2 — монолитный с односторонней выточкой.
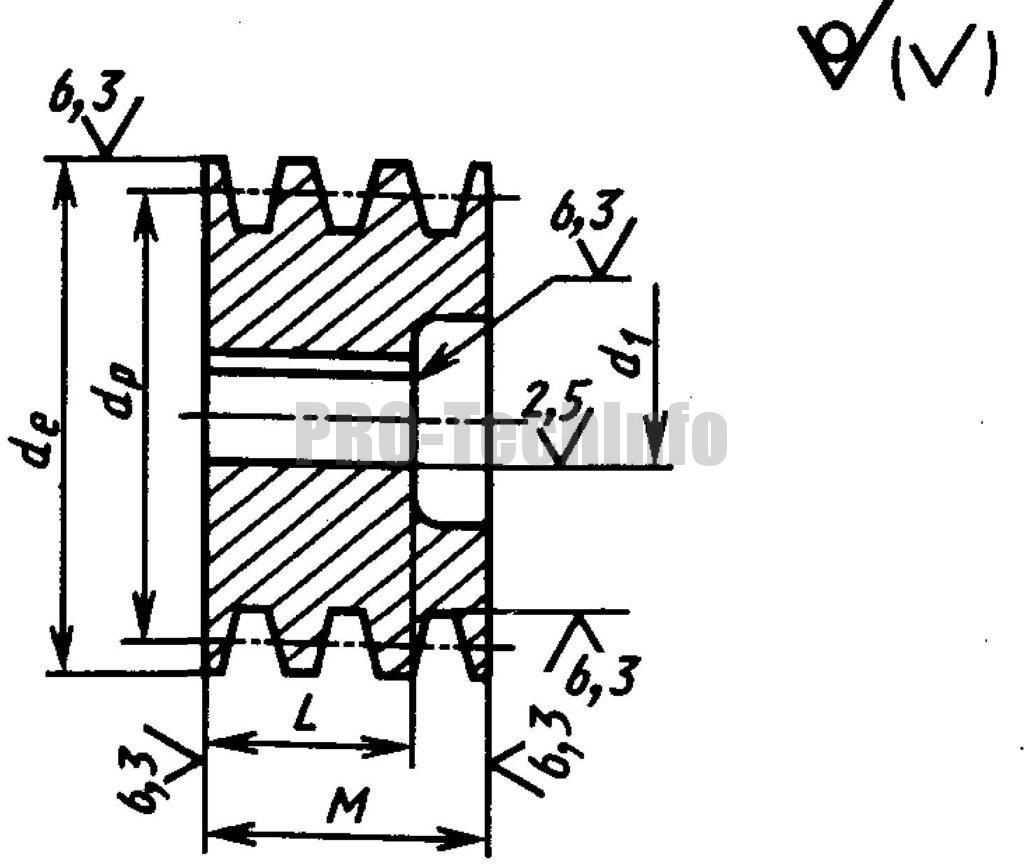
Шкив типа 3 — монолитный с односторонней выточкой и выступающей ступицей.
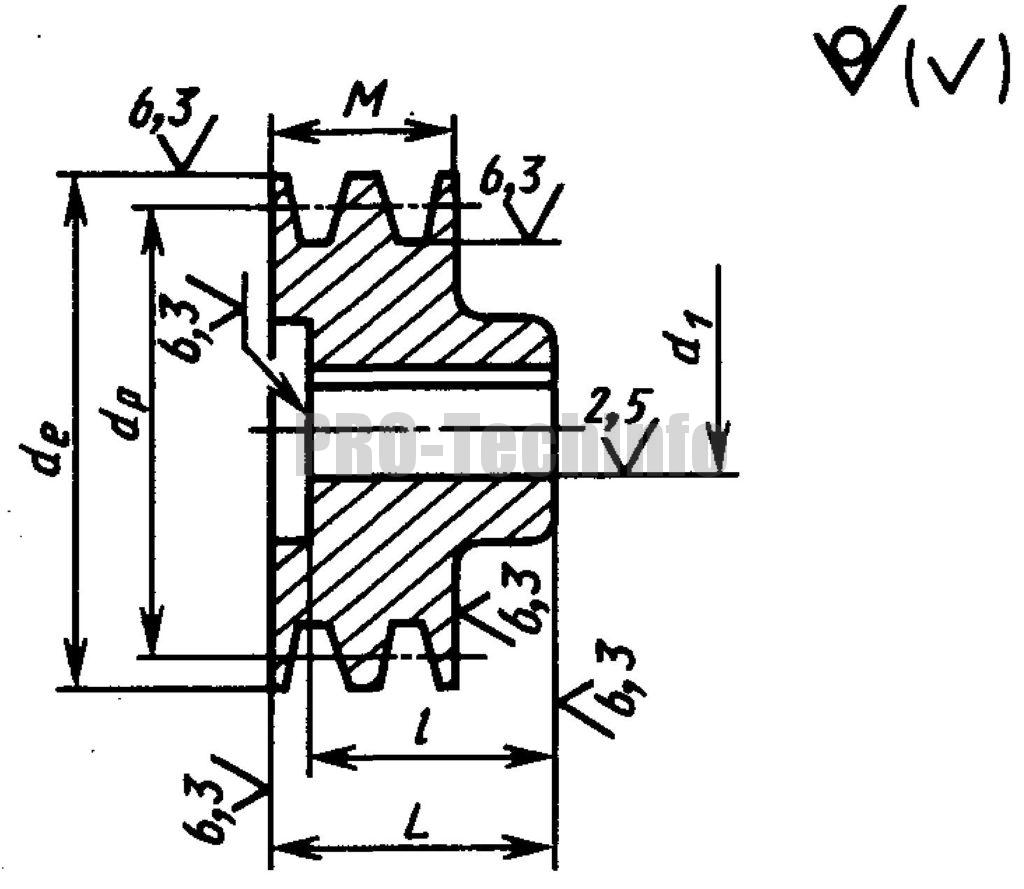
Шкив типа 4 — с диском и ступицей, выступающей с одного торца обода.
Шкив типа 5 — с диском и ступицей, укороченной с одного торца обода.
Шкив типа 6 — с диском и ступицей, выступающей с одного и укороченной с другого торца обода.
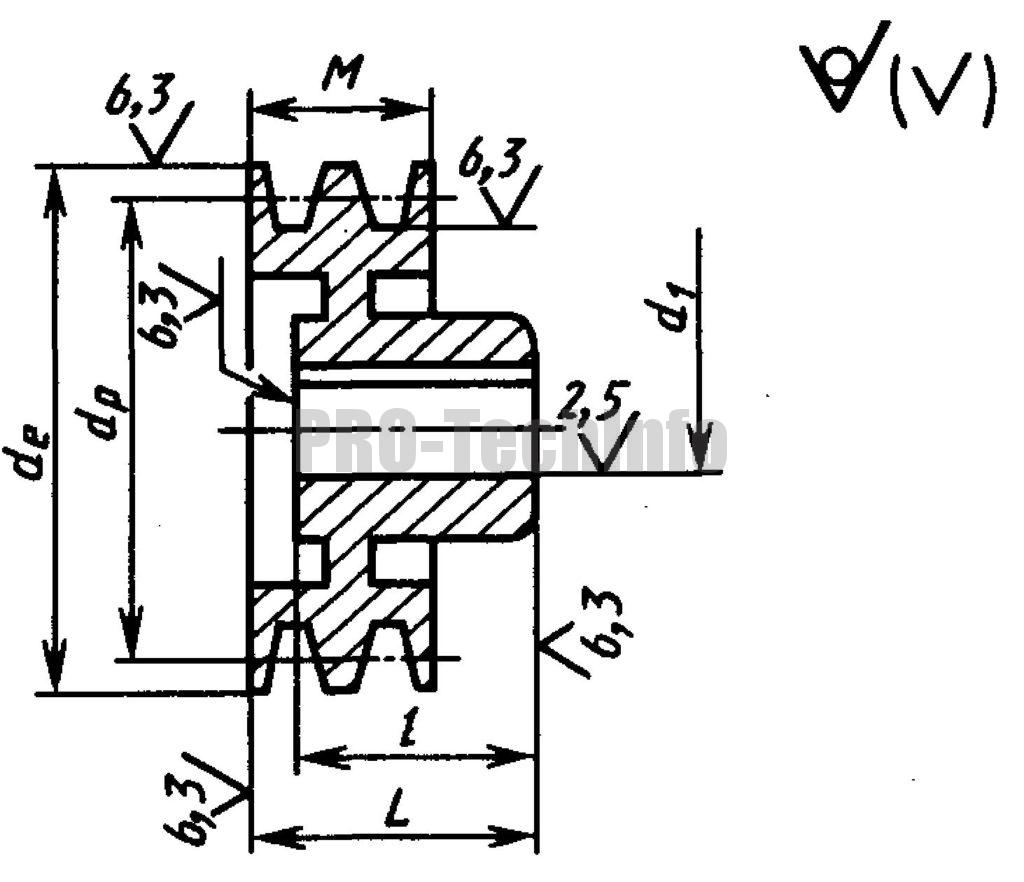
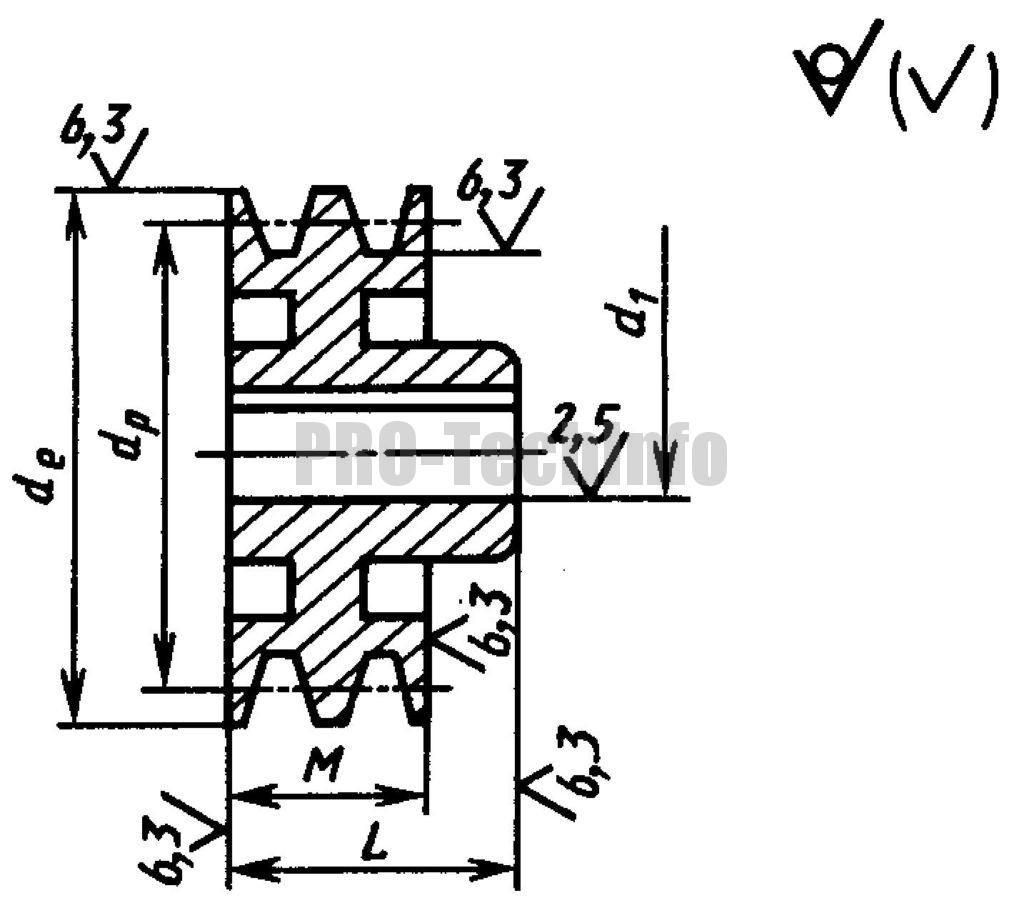
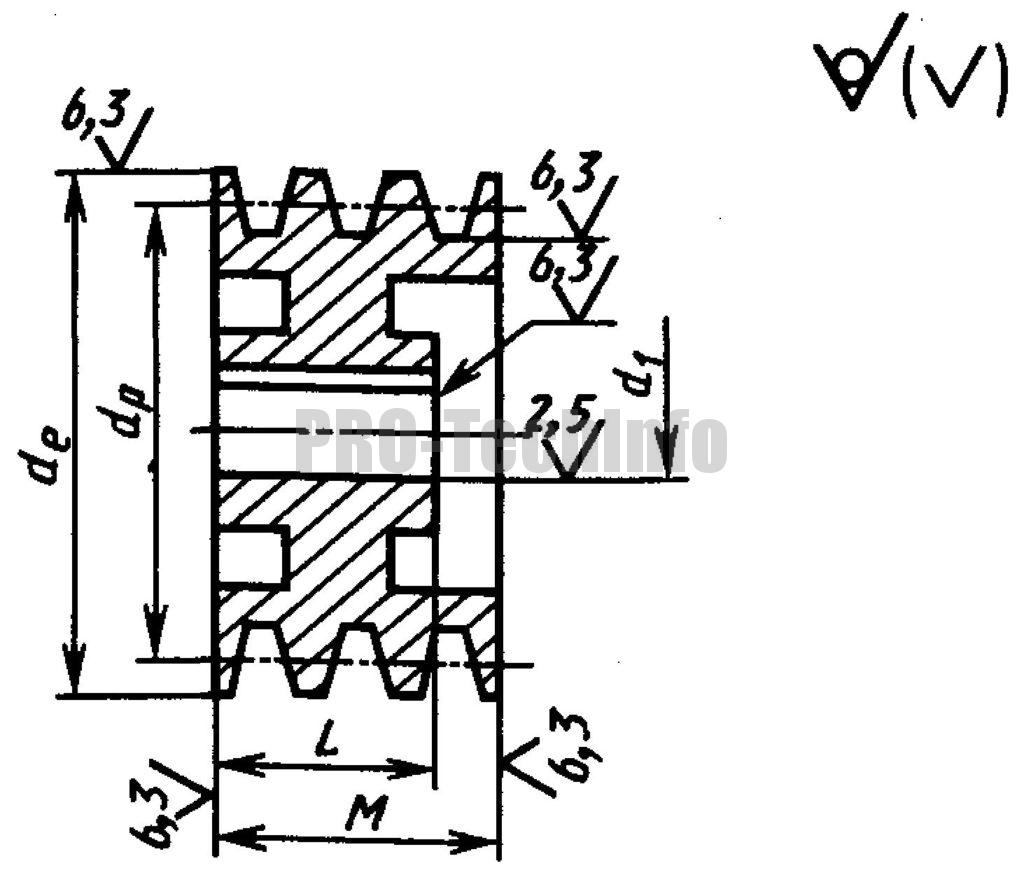
Шкив типа 7 — со спицами и ступицей, выступающей с одного торца обода.
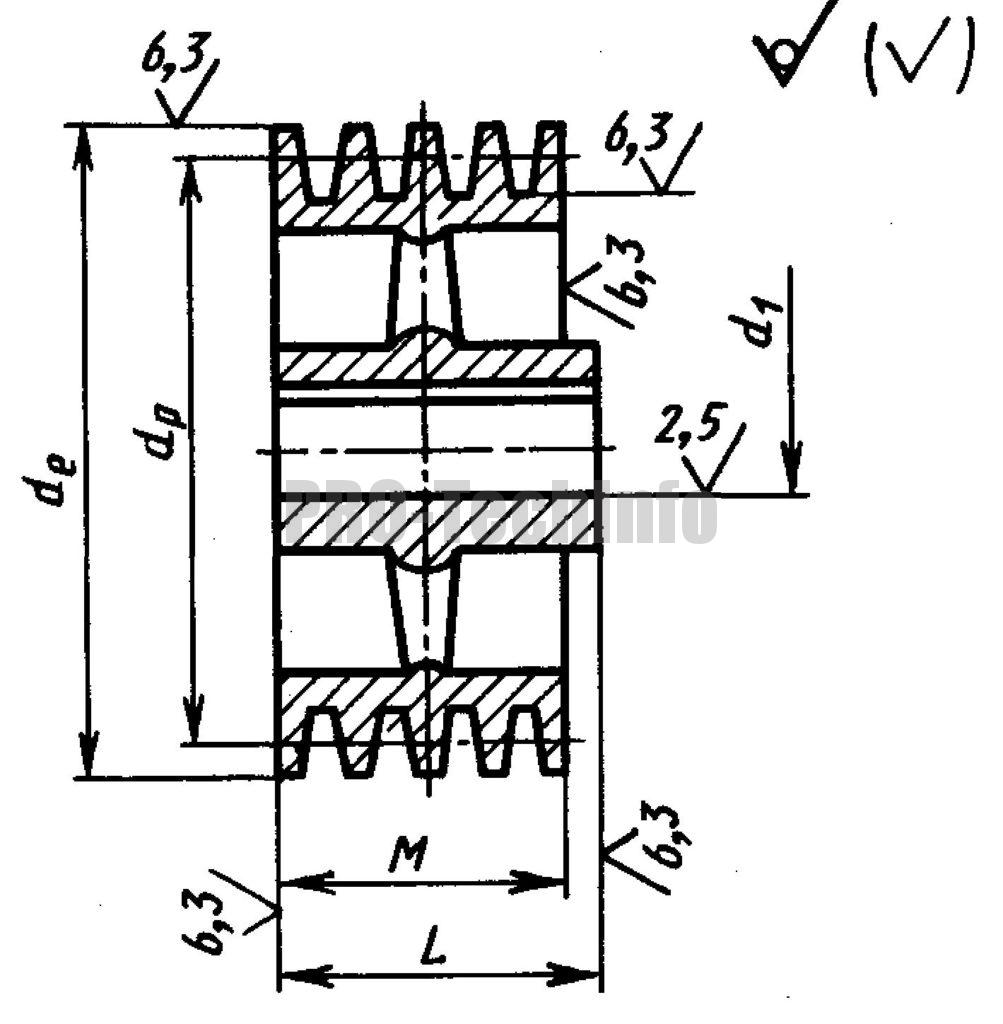
Шкив типа 8 — со спицами и ступицей, укороченной с одного торца обода.
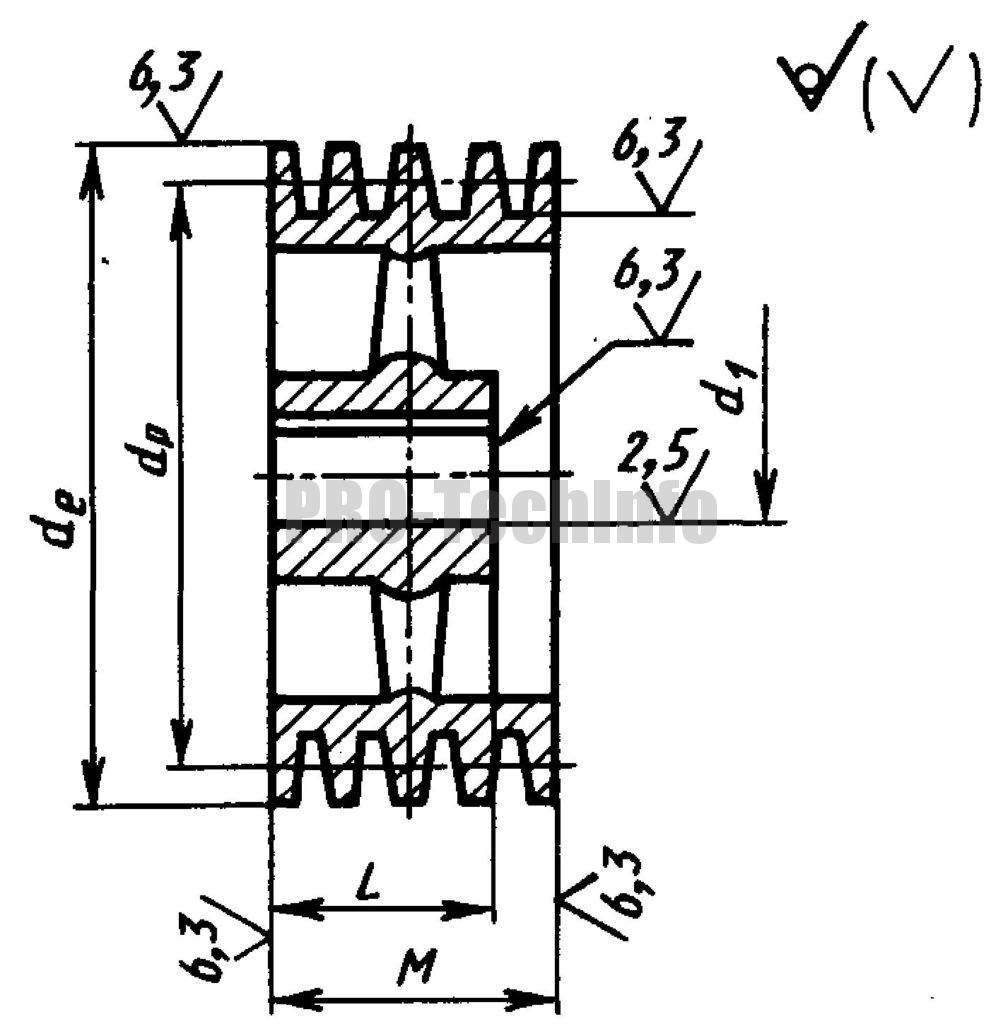
Шкив типа 9 — со спицами и ступицей, выступающей с одного и укороченной с другого торца обода.
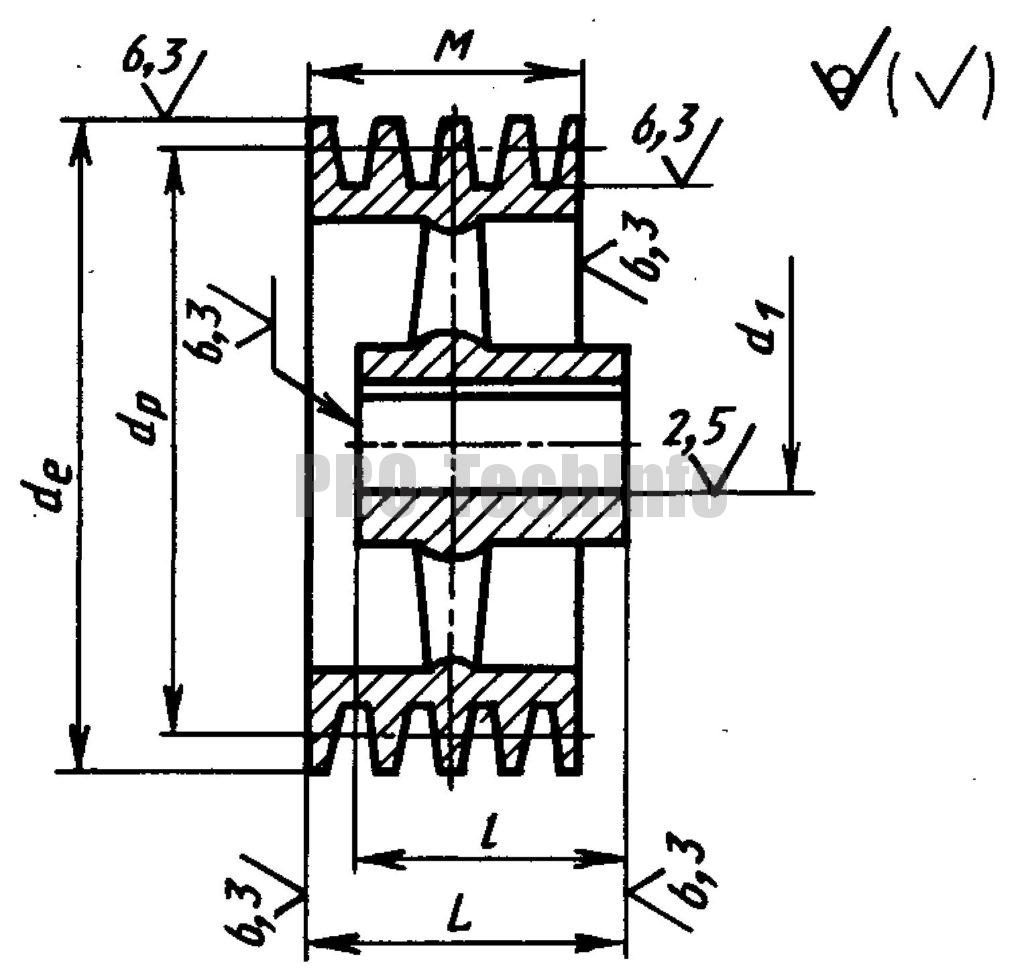
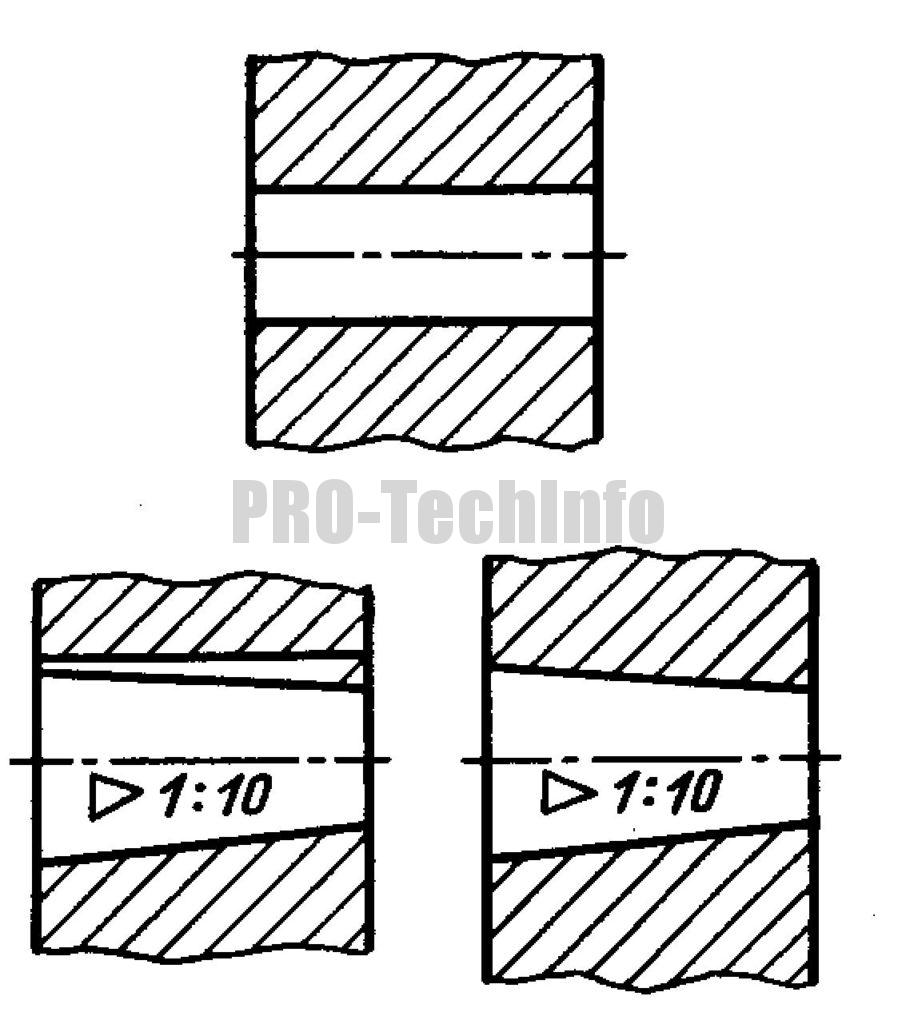
Даны варианты исполнения посадочного отверстия (рис. 10):
- цилиндрический,
- конический со шпонкой,
- конический.
Применение шкивов
Клиновые приводы – одни из самых широко используемых в самых различных механизмах и устройствах с высоким крутящим моментом и угловой скоростью. Прежде всего- это двигатели внутреннего сгорания. Кроме того, клиноременные пары применяются в таких областях, как:
- вентиляторы и кондиционеры;
- компрессорные установки, как поршневых, так и винтовых;
- транспортные системы зданий: лифты, эскалаторы, травелаторы;
- сельхозмашины;
- дорожно-строительная техника;
- горные машины;
- промышленные технологические установки;
- станки;
- бытовая техника;
- ручной электроинструмент;
и во многих других отраслях.

Зубчатые передачи используются в тех случаях, когда требуется передать значительный крутящий момент без пробуксовок. Зубчатоременной привод не требует сильного натяжения для хорошего сцепления. Он дает существенно меньшую радиальную нагрузку на ось, чем другие ременные передачи.
Применяются такие приводы в:
- автомобильных моторах, для механизма газораспределения;
- силовых приводах станков и промышленных механизмов;
- в технологических установках пищевой, фармацевтической, химической отрасли.
Поликлиновые шкивы отлично справляются в так называемых серпантинных передачах, когда один привод снабжает энергией вращения много потребителей, и при этом следует по весьма извилистой траектории. Поликлиновые передачи позволяют передавать значительные моменты и достигать больших оборотов без увеличения габаритов.
Их используют как в тяжелом машиностроении, так и в производстве бытовой техники.
Вариаторные приводные колеса применяются везде, где необходимо без остановки вращения и снятия нагрузки плавно изменять обороты и крутящий момент. Они популярны в таких сферах, как:
- трансмиссии автомобилей, мотоциклов, другого колесного транспорта;
- конвейеры;
- точные станки для обработки металла, дерева и других материалов;
- сельхозмашины.
Современный вариатор превосходит по своим эксплуатационным характеристикам и ручные, и гидравлические трансмиссии.

Плоскоременные приводы используются там, где требуется передать вращение на значительные расстояния (до 7-9 м) и погасить удары, толчки и другие динамические нагрузки, передаваемые от ведущего вала к ведомому (или в обратном направлении). Они применяются:
- в прессовом и другом кузнечном оборудовании;
- в приводах лесопилок;
- в технологическом оборудовании текстильной промышленности;
- в мощных центробежных насосах.
Круглоременные приводы используются для малонагруженных передач в точных приборах, бытовой электронике и технике.
Они также легко перекрещиваются и, при посредстве дополнительных пассивных шкивов позволяют связывать ведомый и ведущий валы, находящиеся в разных плоскостях и под углом друг к другу, а также изменять направление вращения.
Пламя из глушителя мотоблока
Если при работе мотоблока у него из глушителя вырывается пламя – проблема, скорее всего, в неполном сгорании топлива. Неполное сгорание в свою очередь может возникать из-за пропуска в зажигании, насыщенной смеси, из-за перегрева или позднего зажигания. Также причинами может быть вода, попавшая в топливо, плохие свечи, слабое зажигание, низкое давление в цилиндре или размагниченный маховик
Следственно, при подобной проблеме следует обратить внимание на качество топлива, заменить свечи, отрегулировать карбюратор и зажигание. Если перечисленные методы не помогут – лучше обратиться к специалистам
Самостоятельное изготовление
В случае невозможности приобретения готового шкива профессиональные мастера советуют изготовить данную деталь самостоятельно.
Для изготовления шлицевого шкива в домашних условиях необходим токарный станок и металлическая заготовка. За помощью можно обратиться в токарные мастерские, где профессиональные токари обязательно помогут выточить необходимую деталь.
В случае невозможности достать металлическую заготовку специалисты советуют использовать кусок фанеры.
Необходимые инструменты:
- электрический лобзик;
- фрезер;
- циркуль;
- электрическая дрель.
Этапы изготовления:
- приобретение необходимой заготовки;
- вычерчивание круга нужного диаметра;
- высверливание центрального отверстия;
- выпиливание лобзиком круга строго по намеченной линии с отступом от черты на 20-25 мм;
- шлифовка полученной заготовки мелкой наждачной бумагой;
- вырезание канавки для ремня с помощью фрезы необходимого размера;
- установка готового изделия в мотоблок;
- устранения всех дефектов и неточностей.
Данная деталь из фанеры имеет короткий срок эксплуатации и требует постоянной проверки и замены в случае необходимости.
Устанавливать самодельные детали можно только на те мотоблоки, в которых данная манипуляция предусмотрена разработчиками.
Специалисты рекомендуют прибегать к самостоятельному изготовлению шкива только в самых крайних случаях и при возможности сразу заменить деталь, изготовленную в промышленных условиях на специальном оборудовании.
Для продления сроков эксплуатации мотоблока специалисты рекомендуют знать и применять несколько основных правил ухода за шкивом:
- регулярная проверка и очистка защитного кожуха от камней, частиц пыли, земли и другого мусора;
- постоянная проверка надежности крепления детали к оси для предотвращения износа резьбы;
- соблюдения всех правил и норм эксплуатации электрического устройства;
- проверка соосности лазерным уровнем;
- проверка устройства на наличие механических повреждений, а также трещин и царапин.
Для предупреждения развития коррозийных процессов после эксплуатации необходимо мотоблок поставить в сухое и проветриваемое помещение, защищенное от попадания различных осадков.
Для того чтобы снять шкив и исправить биение стартера, надо сначала уменьшить ход, снизить скорость, а потом полностью остановить аппарат.
Перед началом процесса выполнения запланированных работ надо обязательно проверить исправности всех элементов мотоблока для предупреждения возникновения неприятных ситуаций, которые могут привести к поломке всего мотоблока.
Специалисты рекомендуют регулярно проводить комплексную проверку всего аппарата, которая обязательно окажет влияние на сроки эксплуатации всех частей, в том числе и шкивов.
Основные мероприятия комплексного технического осмотра:
- регулярная чистка всех рабочих узлов;
- проверка воздушных фильтров;
- регулярная замена деформированных деталей;
- проверка свечей зажигания;
- смена масла;
- смазка деталей системы управления;
- регулировка сцепления;
- смена глушителя;
- регулировка натяжения ремней.
Мотоблок – универсальный аппарат, который используется не только фермерами, но и обычными жителями, имеющими приусадебные участки. Данный агрегат является многофункциональным прибором, дающим возможность убирать снег, косить траву и газоны, перевозить грузы, качать воду и убирать улицы. Для выполнения различных видов работ достаточно просто поменять навесное оборудование. Данный процесс занимает небольшой отрезок времени и имеет несложную технологию. Стабильную работу аппарата обеспечивает большое количество различных деталей. Одним из наиболее важных элементов в мотоблоке является шкив. Простая деталь круглой формы является связующим звеном между мотором и движущимися элементами. Именно от работы шкива зависит весь процесс выполнения работ.
О том, как заменить шкив редуктора и передней сцепки на мотоблоке «Нева» МБ-2, смотрите в видео ниже.
https://youtube.com/watch?v=6PK-0N7Z2Zw
Похожие записи:
 Проверенные лайфхаки, как легко удалить ржавчину с металлической поверхности
Проверенные лайфхаки, как легко удалить ржавчину с металлической поверхности
 Каркасный дом своими руками: пошаговая инструкция строительства в одиночку
Каркасный дом своими руками: пошаговая инструкция строительства в одиночку
 Вибростол своими руками
Вибростол своими руками
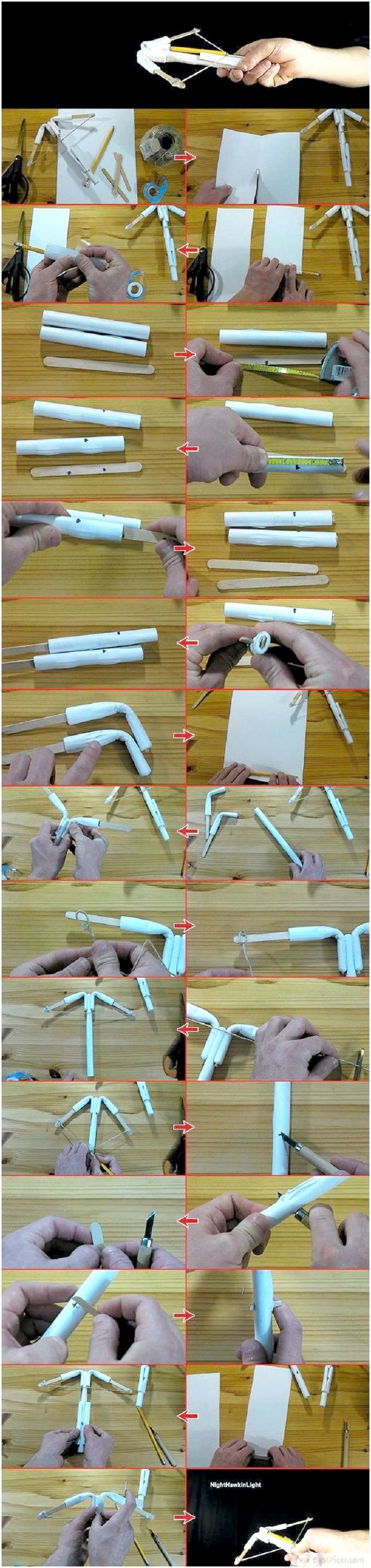 Чертежи дробовиков. резинкострел в виде дробовика своими руками
Чертежи дробовиков. резинкострел в виде дробовика своими руками
 Изготовление и установка цепей противоскольжения на уаз
Изготовление и установка цепей противоскольжения на уаз
 Корнеобразователь для черенков: обзор лучших
Корнеобразователь для черенков: обзор лучших