Содержание
Применяемое оборудование
Оборудование, которое используется в производстве керамзитобетонных блоков можно классифицировать по производительности и степени автоматизации.
1. Ручной станок для производства керамзитобетонных блоков. Оптимальный выбор для мелкосерийного производства в домашних условиях.
 Пример ручного станка для производства керамзитоблоков
Пример ручного станка для производства керамзитоблоков
Вибратор простой конструкции крепится к корпусу. Производимые им колебания способствуют быстрому и полному заполнению формы. Может комплектоваться съемными стержнями для образования пустот. При их демонтаже можно изготовить полнотелые блоки для несущих стен двух и трехэтажных домов. В этом случае пропорции смеси будут несколько изменены в сторону увеличения количества цемента. Видео работы ручного вибростанка:
2. Передвижные станки с высоким уровнем механизации способны значительно снизить себестоимость продукции. Они используют многосекционные формы, имеющие от 4 до 6 матриц. Вибромотор крепится к несущему корпусу станка.
 Передвижной станок для изготовления керамзитобетонных блоков
Передвижной станок для изготовления керамзитобетонных блоков
Некоторые модели могут быть оснащены дополнительным прессом для утрамбовывания. Процесс производства выглядит следующим образом:
- Формы заполняются смесью;
- Под воздействием вибрации и давления блоки принимают свою форму;
- Секция из 4-6 блоков опускается на землю, на заранее подготовленную опалубку для просушки;
- Станок перемещается на новое место над новой, пустой секцией опалубки.
Подробное видео о конструкционных особенностях и способе работы на передвижном станке:
3. Вибростол. Условно состоит из двух частей. Основы – металлической станины, к которой крепится вибродвигатель. Поддон на станине имеет толщину металла до 3 мм и бортики, чтобы установленные формы не соскользнули. На поддон устанавливаются заполненные формы, содержание которого уплотняется вибрацией.
 Вибростол
Вибростол
Размещение вибродвигателя снизу и в центре станины значительно повышает эффективность и равномерность распределения вибраций. Такое устройство для изготовления блоков имеет не слишком большую производительность.
4. Вибропресс. Это оборудование высокой сложности. Автоматизированная линия для производства керамзитобетонных блоков, устанавливается на крупных предприятиях.
 На фото – вибропресс “Рифей Удар”
На фото – вибропресс “Рифей Удар”
В состав производственной линии могут входить:
- конвейер для транспортировки сформованных блоков на просушку;
- ленточный податчик рабочей смеси;
- автоматизированная бетономешалка, способная самостоятельно рассчитать необходимые пропорции.
Видео процесса изготовления на автоматизированной линии:
Оборудование для изготовления крупных партий
Вибропрессующий станок Спрут-2
- весит 140 кг;
- состоит из матрицы на два блока, вибродвигателя (380 В, 550 Вт), рамы, поддона, пуансона, поддоносъемника;
- выпускает за смену 600 – 1500 изделий (390×190×190 мм).
Автоматизированный вибпропрессорный комплекс Кондор 1-90-ТБ
- • помимо керамзитоблоков, производит теплоблоки, полублоки, шлакоблоки, арбалитовые блоки, а также облицовочные материалы, садовые бордюры, брусчатку, кирпичи;
- • весит 1,57 тонны;
- • имеет габариты – 1,2х1,8х2,8 м;
- • состоит из матрицы-пунсона, вибропресса мощностью 16,5 кВт, бетоносмесителя объемом 90 л, ленточного транспортера, насосной станции, бункера, 5 поддонов, стеллажа, пульта управления;
- • выпускает за смену 750 штук блоков (390х190х190мм), 1800 штук кирпича (250х120х88мм), 50 м2 тротуарной плитки.
Видео: вибропресс Кондор 1-90-ТБ
Автоматизированный вибпропрессорный комплекс Рифей-Удар

- рассчитан на изготовление стеновых блоков, бордюрных камней, тротуарных плит;
- способен работать не только под навесом, но и под открытым небом;
- весит 4,4 т;
- имеет габариты: 6400х4900х2600 мм;
- состоит из вибропресса мощностью 21,6 кВт, смесителя, дозатора, модуля подачи поддонов, загрузчика смеси, электрошкафа, маслостанции;
- производит в час 250 стеновых блоков (390х190х190 мм), 350 штук полублоков (390х120х188 мм), 500 штук бордюров (780х150х300 мм), 200 штук бордюров (780х80х200 мм), 625 штук тротуарной плитки (100х200х70 мм).
Технология изготовления керамзитобетонных блоков+ Видео как делают
Сырье и состав
Исходным сырьём для производства керамзитобетонных блоков служат экологически чистые материалы природного происхождения либо изготовленные на основе последних: кварцевый песок, керамзит, цемент и вода. Смесь из вышеперечисленных компонентов в процентном соотношении по массе должна быть примерно такой:
- керамзит — 60%;
- песок — 30%;
- цемент — 10%;
- вода — 8 %;
- различные добавки — 2 %.
Данное соотношение является примерным и может варьироваться в зависимости от назначения производимых блоков (для наружных, внутренних стен и перегородок), климатических условий эксплуатации, характера объектов, в строительстве которых их будут использовать (малоэтажное, высотное, строительство специальных зданий). Для изготовления стеновых камней, предназначенных для сооружения стен, несущих высокие нагрузки, рекомендуется использовать цемент самой высокой марки (ПЦ-500).
Описание технологического процесса
При изготовлении блоков производитель руководствуется утверждённым на предприятии технологическим регламентом, разработанным с учётом требований ГОСТ 6133-99 «Камни бетонные стеновые».
Самыми распространёнными керамзитобетонными блоками являются изделия с размерами 190х390х90 и 190х390х188 мм. Этих величин придерживаются все известные производители оборудования при изготовлении матриц для производства стеновых камней.
Процесс изготовления керамзитобетонных блоков разделяется на несколько основных этапов. Рассмотрим процесс изготовления стеновых камней на примере установки «Кондор-150ТБ»:
- Создание однородной массы из исходных материалов. Сначала в смеситель засыпаются сухие компоненты, а в процессе перемешивания (не менее чем через 25 с после включения смесителя) подливается вода. Время перемешивания после подачи воды – 20-25 с. Готовая смесь должна получиться не слишком жидкой и, в то же время, не сухой. От правильно подобранной консистенции будут зависеть эксплуатационные показатели готовых камней;
- Приготовленная смесь по транспортёру выгружается бункер. Под действием силы тяжести смесь при открытии шибера поступает на фартук матрицы. Раствор разравнивается в матрице ручным скребком с одновременным пуском виброблока путём нажатия на педаль включения. От длительности работы последнего будет зависеть равномерность распределения раствора и степень его уплотнения. Излишки сдвигаются вперёд или назад на фартук матрицы.
- После полного выравнивания в смесь опускаются пуансоны, сжимающие смесь до необходимой плотности. Одновременно включают в работу виброблок. Пуансоны опускаются до соприкосновения с регулируемыми упорами и удерживаются в таком положении от 4 до 10 секунд. Это оптимальное время для уплотнения смеси;
- После выключения виброблока и поднятия матрицы и пуансона над изделиями на высоту, достаточную для снятия (15-25 мм), изделие с помощью выталкивателя за рукоятки снимаются со стола на полку вибропресса, а затем обслуживающий персонал перемещает поддон с блоками на стеллаж;
- Для ускорения набора твёрдости некоторые производители используют пропарочные камеры, в которых стеновые камни подвергаются воздействию насыщенного пара с температурой 80-100 ℃. Таким методом уже через сутки можно получить оптимальную плотность камня, которая достигается в обычных условиях не ранее чем через 168 часов.
Видео как делают керамзитобетонные блоки:
Готовые блоки, ввиду их устойчивости к влаге и воздействию отрицательных температур, можно хранить на поддонах, установленных на ровной открытой площадке. На каждом отдельном поддоне блоки стягиваются специальными плёнками и лентами, соответствующими ГОСТ 2595-83, ГОСТ 10354-82 и ГОСТ 503-81.
Изготовление керамзитобетонных блоков своими руками – нюансы технологии
Производство керамзитобетонных блоков своими руками осуществляйте по следующему алгоритму:
 Внутренние стенки должны быть смазаны отработанным машинным маслом
Внутренние стенки должны быть смазаны отработанным машинным маслом
- Изготовьте разборные формы для изготовления блоков.
- Приобретите материалы для приготовления рабочей смеси.
- Подготовьте инструменты и оборудование.
- Определитесь с пропорциями керамзитобетонного раствора.
- Взвесьте сырье и приготовьте рабочую смесь.
- Произведите формовку изделий.
- Уплотните залитый в формы раствор.
- Демонтируйте опалубку через сутки после заливки.
- Разложите готовые изделия для сушки.
Для ускоренного набора эксплуатационной прочности технология допускает выполнять пропаривание блоков в специальных камерах. Благодаря использованию пропаривания сокращается продолжительность производственного цикла, что актуально при изготовлении блоков в увеличенных объемах. Рассмотрим особенности выполнения главных этапов.
Подготовка формы для керамзитобетонных блоков
Формовочные емкости для изготовления керамзитоблоков в домашних условиях несложно изготовить при минимальных затратах.
Возможны различные варианты формовочных емкостей:
 Для изготовления керамзитоблоков форму можно сделать самостоятельно
Для изготовления керамзитоблоков форму можно сделать самостоятельно
- деревянные, для изготовления которых используются строганые доски или ламинированная фанера. Древесина имеет ограниченный ресурс эксплуатации, однако, надежно послужит для мелкосерийного производства блоков;
- металлические, для сооружения которых используется листовая сталь. Формирование внутренних полостей осуществляется с помощью трубчатых вставок. Стальные формы служат много лет при условии своевременной очистки и смазки.
Дальнейшей работы по сооружению литформы выполняйте по следующему алгоритму:
- Перенесите эскизные размеры на материал.
- Нарежьте заготовки опалубки.
- Подготовьте две Г-образные стенки.
- Выполните соединение заготовок с помощью металлических уголков.
- Закрепите лист основания к нижней плоскости стенок.
Важно тщательно продумать конструкцию формы для обеспечения возможности ее разборки. Нанесение на внутреннюю поверхность отработанного масла облегчит извлечение готовых блоков
Оптимальные пропорции для керамзитобетонного раствора
Желая изготовить блоки из керамзита своими руками, следует правильно подготовить рабочий раствор.
 Главными связующими компонентами являются песок, цемент и вода
Главными связующими компонентами являются песок, цемент и вода
Для подготовки одного кубического метра керамзитобетонной смеси плотностью 1,5 т/м3 потребуется:
- 430 кг портландцемента марки М400;
- 720 килограмм керамзитных гранул;
- 420 кг просяного песка;
- 140 л воды.
Отливаем керамзитоблоки своими руками
Для отливки блоков следует закрепить на рабочем столе вибрационного станка формовочные емкости и заполнить их керамзитобетонным раствором.
При выполнении работ важно придерживаться рекомендаций профессионалов:
- смазать стенки формы отработкой;
- осуществить заливку при температуре 16-19 °С;
- выполнить формовку на ровной поверхности;
- защитить изделия от осадков и солнечных лучей.
Необходимо залить раствор в один прием до полного заполнения опалубки и затем разровнять поверхность с помощью мастерка или шпателя.
Следует соблюдать осторожность извлекая блоки из формы
Уплотнение рабочей смеси
Правильно выполненное уплотнение раствора влияет на качество готовых изделий. Для трамбования керамзитобетонной смеси применяют:
- ручное приспособление для трамбовки;
- вибрационный стол с электроприводом.
Заключительные стадии изготовления блочных изделий из керамзита
В зависимости от конкретных условий процесс твердения в форме длится от одного до трех дней. Затем выполняются следующие операции:
керамзитоблок извлекается из формы путем легкого постукивания по стенкам
Извлекая своими руками керамзитные блоки, следует соблюдать осторожность, чтобы избежать растрескивания блоков и предотвратить образование сколов на углах изделия; изделия раскладываются на поддоны и направляются в закрытое помещение. Раскладку готовой продукции следует производить одним слоем и избегать воздействия ударных нагрузок.
Время сушки готовых изделий составляет 28 суток, после чего затвердевший керамзитобетонный композит используют для возведения стен и перегородок, а также для теплоизоляции
Время сушки готовых изделий составляет 28 суток, после чего затвердевший керамзитобетонный композит используют для возведения стен и перегородок, а также для теплоизоляции.
Оборудование
Станок
На рынке в продаже имеется довольно много моделей. Нужно исходить из того, для каких целей предназначается оборудование.
Одно дело – построить дом, и другое – наладить собственное небольшое производство. Мастера-практики утверждают, что на сегодняшний день есть много хороших отечественных установок и не рекомендуют «гнаться» за импортным оборудованием. Потраченные на него деньги себя вряд ли оправдают, так как никакого «сверхэффекта» от них ожидать не стоит.
В чем «плюс» приобретения оборудования?
- Вместе с ним поставляется и полный пакет соответствующей документации. Причем не только по вопросам «механики», но и по технологии производства.
- Покупка подразумевает возможность как получения исчерпывающей консультации, так и техническую поддержку. По крайней мере, в течение гарантийного периода. Хотя серьезный Производитель «не бросит» своего Покупателя и по окончании этого срока, заключив Договор на постгарантийное обслуживание.
- Можно сделать и спецзаказ, если нужно какое-то нестандартное оборудование. Это будет стоить несколько дороже, зато решит много проблем, так как при строительстве понадобятся изделия разных типоразмеров.
При хорошей загруженности данные установки окупаются меньше чем за год. Кроме того, вибростанки используются не только для производства керамзитоблоков. В некотором смысле они универсальны в применении – подходят для изготовления шлакоблоков и ряда других изделий.
Не для рекламы, а только в качестве «наглядного пособия», чтобы читатель мог ориентироваться в стоимости соответствующих механизмов, несколько примеров.
«Гефест-1»
Эта установка способна за один 8-часовой рабочий день «выдать» до 160 изделий с параметрами 39×19х19 см. Она не занимает большого пространства (0,06 м3), а ее вес (21 кг) позволяет переносить ее в одиночку, что делает возможным работу без помощника. Изготовление блоков ведется по 1 шт. за раз. В комплекте имеется виброкрышка, 1 форма и дополнительные элементы для внутренней оснастки.
Есть и более производительные установки этой марки, которые позволяют осуществлять одновременное изготовление нескольких блоков. Но их стоимость, естественно, выше. Например, изделие на 3 формы обойдется в 22 900 рублей. Кроме них, в комплекте есть специальные приспособления, позволяющие изготавливать блоки пустотелые. Если нужно устройство на 6 форм, то оно будет стоить примерно на 2 000 дороже.
Это модели с большей производительностью (от 400 до 1 200 шт. за смену).
Вибростанки серии «РМУ»
Расшифровывается как «ручная малогабаритная установка». Ее размеры и вес позволяют перевозить изделие в багажнике автомобиля. Мощность не превышает 200 Вт. Работают от обычной однофазной розетки 220 В.
Можно использовать и более дешевые устройства – вибростолы (описаны тут), но качество готовой продукции будет значительно ниже.
Бетономешалка
Если объем производства планируется небольшой, то достаточно, если вместимость барабана будет от 0,2 до 0,5 м3. Для «поточного» изготовления выбирается более габаритная модель.
Стоимость самых дешевых аппаратов с электроприводом начинается примерно от 6 000 рублей (объем барабана 65 – 70 л). Для индивидуального строительства вполне достаточно.
Нужно учесть, что при ручном замесе качество полученного состава будет невысоким, что скажется на характеристиках готовых керамзитоблоков.
Кроме оборудования, понадобятся:
- производственное помещение. Требования – эффективная вентиляция и отопление (если производство планируется организовать круглогодичное);
- площадка для просушки продукции (блоки должны быть укрыты или навесом, или пленкой). Если на продажу, то нужен еще и «мини-склад»;
- промышленное электроснабжение.
Рекомендации
- При покупке оборудования нужно посмотреть, входят ли в комплект вставки для производства пустотелых блоков. Это очень полезные приспособления.
- Лучше, если формы для заливки раствора будут разъемными. Это позволит выпускать блоки с поверхностями без дефектов, которые появляются при их выемке.
- Для мелкого предпринимательства целесообразно покупать поточную линию, которая уже оснащена всем необходимым. Но средняя стоимость таких комплектов составляет около 1 000 000 рублей. Однако затраты можно снизить примерно наполовину, если собрать ее самостоятельно из отдельно купленных агрегатов.
Схема станка
Ниже приводится точный чертеж станка для изготовления шлакоблоков с указанием точных размеров. Пустоты могут быть сформированы различной формы (прямоугольные или круглые).
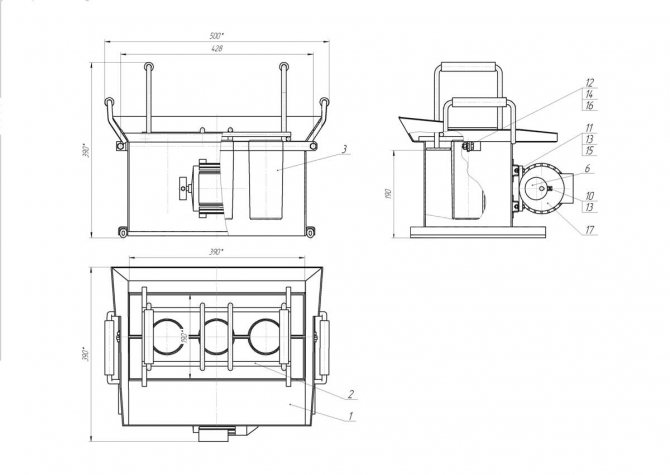
Чертеж станка
Для изготовления пустотообразователя хорошо подходят круглые трубы. Конусную форму при этом заготовке можно придать с помощью токарного станка.
Вибратор изготавливается из электродвигателя небольшой мощности. Для этого подходит, например, мотор от стиральной машинки мощностью в 150 – 200 Вт. Смещение центров выполняется следующим образом.
На ось двигателя крепится эксцентрик, который можно сделать из металлической планки с несимметрично расположенным отверстием. Размеры, вес и форму необходимо определить экспериментально. Если величина эксцентрика будет слишком большой, то вибрация будет чрезмерной, вследствие чего бетонный слепок будет разваливаться.
Усовершенствовать эту конструкцию можно, установив передвижную платформу с рычагами. Это позволит облегчить поднятие и перемещение по участку станка с виброусадочным узлом.
Рекомендации по выбору оборудования
Чтобы в домашних условиях наладить производство керамзитобетонных блоков необходимо иметь два типа оборудования — бетоносмеситель и вибропресс. Первый станок будет использоваться для приготовления раствора, второй — для формовки блоков требуемых размеров.
Конкретный выбор оборудования необходимо осуществлять исходя из планируемых объемов производства. При организации небольшого производства (до 400 блоков в день) можно обойтись обычной гравитационной бетономешалкой, стоимость которой не превышает 15 тыс. рублей. Потребуется бетономешалка объемом 200-250 л. Однако если вы планируете заняться изготовлением блоков серьезно, то имеет смысл брать бетоносмеситель принудительного типа, цена которого составляет 50-150 тыс.
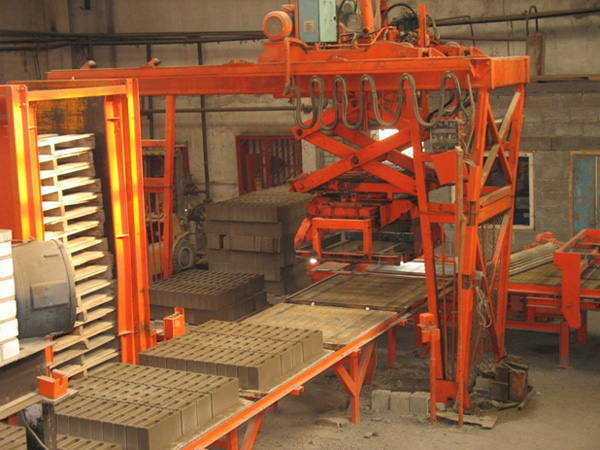
Автоматизированная производственная линия
Дело в том, что для смешивания керамзитового раствора бетономешалка не очень подходит, так как согласно технологии первоначально нужно залить керамзит водой, а при засыпке компонентов в бетономешалку пористые и легкие гранулы керамзита держатся не поверхности и не перемешиваются. Проблему можно устранить с помощью ручного смешивания компонентов лопатой, однако при ориентировке на средние объемы производства это несерьезно.
Выбор вибропресса более сложен, так как на рынке представлено большое количество разновидностей таких станков — мобильные, стационарные, автоматизированные и ручные. Тут нужно руководствоваться двумя факторами — площадью отведенного под цех помещения и типом изготавливаемых блоков.
Существуют две разновидности блочных изделий — теплоизоляционные (низкой плотности) и конструкционные (высокой плотности). Теплоизоляционные блоки, как правило, пустотелые. Чем больше пустот в блоке — тем ниже его себестоимость. Если планируется производить теплоизоляционные изделия, то выбирайте станки с матрицами имеющими проверенную форму пустот, которая чаще всего используется в вашем регионе. Оборудование среднего класса зачастую имеет сменные матрицы, что позволяет изготавливать на одном станке разные блоки.
В зависимости от принципа работы выделяют два типа вибропрессов:
- вибростолы
- вибростанки.

Производство в домашних условиях
Вибростолы — многофункциональное оборудование, которое помимо блочных изделий может использоваться для производства тротуарной плитки. При работе с вибростолом формовочная матрица заполняется раствором при включенном приводе, при этом дополнительное прессование отсутствует. В плане качестве итоговых изделий столы значительно проигрывают полноценным станкам.
Принцип действия формовочного вибрстанка отличается. Их матрица имеет увеличенные размеры по высоте, после засыпки раствора матрица закрывается прессом — верхней крышкой, и затем включается вибропривод. В итоге блок уплотняется не только вибрацией, но и механическим давлением. Стоимость вибростанков начинается с 6-ти тысяч и может доходить до 200 т.р. В минимальной ценовой категории представлены агрегаты рассчитанное на одновременное производство 1-2 блоков.
к меню
Технология, сырье и пропорции компонентов
Пару слов о самой технологии производства керамзитоблоков. Раствор, используемый для формовки блоков имеет пропорции по объему 1:3:6 — цемент-песок-керамзит. Прочность блоков непосредственно зависит от марки используемого цемента, чтобы не рисковать с качеством итоговых изделий имеет смысл брать цемент М400-М500.
Песок можно использовать как речной, так и карьерный. Если вы планируете сертифицировать свою продукцию, то необходимо подбирать песок размеры фракций которого соответствуют требованиям ГОСТ. Керамзит может быть дробленным — размер гранул 1-10, либо отвесной — фракции 1-5.
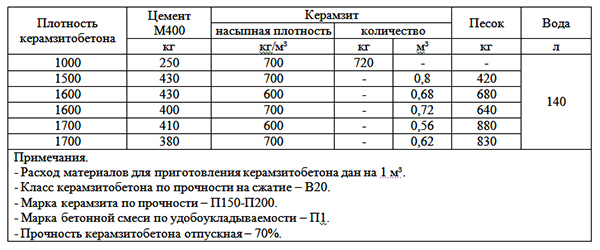
Состав керамзитобетона разной плотности
Последовательность замешивания раствора следующая — первоначально в бетоносмеситель добавляется вода, в которую засыпается керамзит, далее смесь перемешивается и засыпается требуемое количество песка с цементом. После того как раствор смешался до равномерной консистенции он распределяется по формовочным матрицам.
После вибропрессования блок начинает держать форму, он выкладывается на пол цеха где отлеживается до набора отпускной прочности. По истечению 2-3 дней блоки можно складывать штабелями. Для ускорения темпов сушки на крупных производствах используются пропарочные камеры, однако изготовление керамзитобетонных блоков в домашних условиях обходится без них, ввиду высокой стоимости такого оборудования.
к меню
Требуемые материалы и инструменты
При возведении здания из большого количества керамзитобетонных блоков (к примеру, вы решили построить свой дом) необходимо будет запастись специальным оборудованием:
- бетономешалкой (лучше брать емкость не менее 130 л), в зависимости от фирмы ее стоимость может составлять 9,5-12 тыс. руб.;
- ручным станком для вибропрессования: его можно приобрести в строительном магазине за 7,5-10 тыс. руб. или заказать напрямую у производителя; формы для заливки в таких конструкциях уже предусмотрены, поэтому отдельно их покупать или изготавливать не нужно; при желании его можно изготовить самим из металлической столешницы и старого рабочего двигателя.

Как показывает практика, при наличии специального оборудования и достаточного запаса форм за полный рабочий день, при работе вдвоем, вполне можно получить около 160 блоков. Механический станок для изготовления позволяет за один цикл (1-2 минуты) изготовить 1-4 блока. Если же взять еще несколько помощников, которые будут подносить, засыпать сырье и перетаскивать уже готовую продукцию, то количество готовых изделий увеличится в 2 раза.

Небольшое количество блоков вполне можно изготовить без специального оборудования. В таком случае понадобится лишь подобрать подходящую по размеру емкость для замешивания раствора и изготовить формы для заливки.
Необходимое сырье
Для изготовления данного строительного материала необходимо использовать следующее сырье:
- портландцемент;
- керамзит мелкой фракции (до 10 мм);
- керамзитовый песок;
- вода.
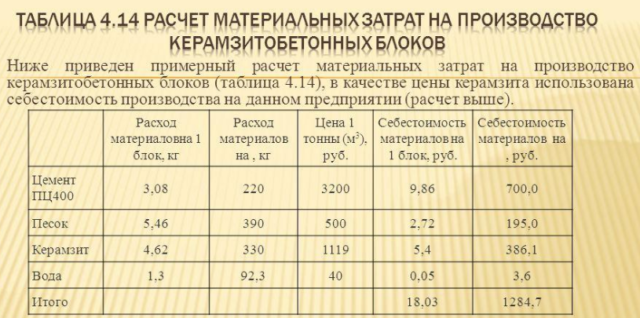 Расчёт материальных затрат на производство керамзитобетонных блоков
Расчёт материальных затрат на производство керамзитобетонных блоков
От пропорций данных ингредиентов зависят характеристики керамзитобетонных блоков. Если использовать много цемента, можно получить конструкционный материал. Его применяют для кладки несущих конструкций, поскольку он обладает высокой прочностью и жесткостью.
Чтоб получить продукт с высокими теплоизолирующими свойствами, необходимо применить следующую пропорцию:
- 60% керамзита;
- 30% песка;
- 10% цемента.
 Пропорции керамзитобетона
Пропорции керамзитобетона
Похожие записи:
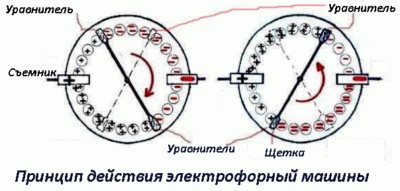 Электрофорная машина
Электрофорная машина
 Развал схождение: регулировка, проверка,
Развал схождение: регулировка, проверка,
 Кирпич. виды и размеры кирпича: красный, силикатный, печной, декоративный
Кирпич. виды и размеры кирпича: красный, силикатный, печной, декоративный
 Самоделки из шуруповерта своими руками даже если он слома или без аккумулятора
Самоделки из шуруповерта своими руками даже если он слома или без аккумулятора
 12 идей, что можно сделать из старого шуруповерта
12 идей, что можно сделать из старого шуруповерта
 Как правильно нарезать картошку спиралью
Как правильно нарезать картошку спиралью