Содержание
Что такое профильная продукция и какой она бывает?
Профильные трубы изготавливаются для сборки металлоконструкций различных габаритов и назначения: каркасов, ангаров, временных и постоянных теплиц. Стандартный металлопрокат с круглым сечением для таких целей не подходит, так же, как и не годятся профильные трубы для водо- и газопроводов.
Чтобы убедиться в целесообразности выпуска профильных труб, стоит ознакомиться с широким перечнем сфер применения данных изделий:
- профильные трубы стандартной конфигурации. Сфера использования расширена на конструирование строительных лесов, трубопроводов, защиту кабельного оборудования, формирование систем орошения или ограждения.
- магистральные профили. Используются при строительстве крупногабаритных трубопроводов с частыми перепадами давления в качестве опорных сегментов (данные трубы чаще всего изготавливаются по ТУ производителя и под индивидуальный заказ).
- профильный металлический прокат с повышенной устойчивостью к химическим соединениям. Востребован в пищевой, фармацевтической и химической отраслях.
- машиностроительные профили. Применяются в производстве автомобильных поршней, валов, цилиндров, подшипников.
Различны также виды сечения профильных изделий. Оно бывает овальным, плоскоовальным, квадратным, прямоугольным, многоугольным. По отдельному заказу предприятие может иметь возможность производства профилей с сечением в форме треугольника, шестиугольника и т.д.

В сфере строительства востребованы трубы квадратного и прямоугольного сечения
Существует несколько способов изготовления профилей. В зависимости от практикуемого метода производства будут отличаться свойства изделия:
- Горячекатаные профильные изделия бесшовного типа: используются в средах, требующих повышенных показателей прочности. Обычно антикоррозийны, устойчивы к любым агрессивным кислотам и веществам.
- Холоднокатаные профили либо же стандартные: более упругие конструкции, способные выдерживать значительные перепады давления.
- Холоднокатаные профили электросварного типа: прочные и долговечные конструкции, но только при соблюдении норм эксплуатации.
Массовое производство труб, различных по назначению, требуют корректировки в списке требуемого оборудования. Ниже представлена схема производства стандартных профильных труб, которую следует варьировать в соответствии с разработанным бизнес-планом.
Для чего используется такое оборудование?
Прокатно-вырубные станки и иная техника для металлообработки чаще всего используется при создании конкретной формы металлической детали
Так как этот материал используется повсеместно, к его обработке подходят с надлежащей ответственностью и вниманием
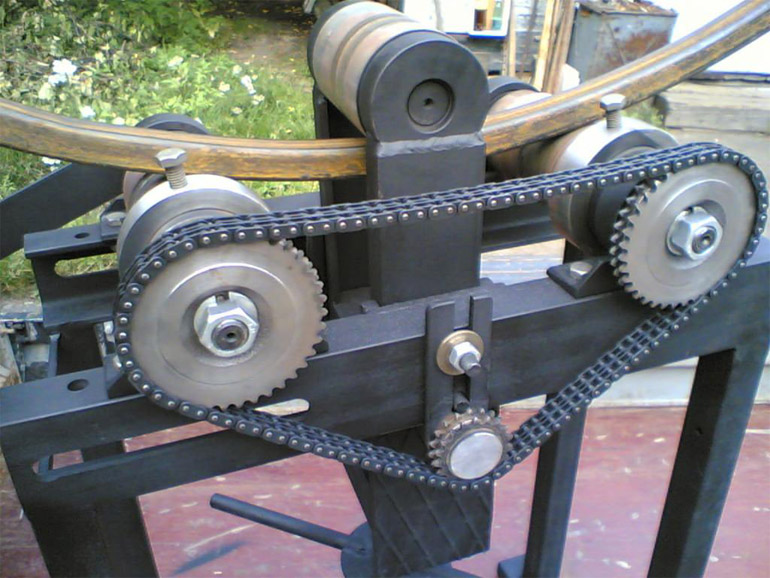
Прокатные станки для металлического профиля распространены повсеместно, однако многие и не догадываются, что сделать такое сложное оборудование можно самостоятельно. В силу того, что цена на подобное оборудование крайне высокая, мы наглядно рассмотрим пример, как своими руками изготовить прокатно-вырубной механический станок.
Ярким примером металлических деталей, где при изготовлении используется прокатный станок для профильных труб, являются присутствующие в каждом доме или квартире трубы или радиаторы батарей. Все эти изделия изготавливаются на металлообрабатывающем оборудовании, которое в силу изготовить самостоятельно без каких-либо навыков и глубоких познаний.

Изготовление корпуса блока
Материалы, которые потребуются для изготовления корпуса самодельного блока усиления профильной трубы:
- металлическая пластина;
- круглая стальная труба;
- подшипники (типоразмер — 6304);
- резьбовая шпилька;
- ролики для проката;
- шестерни с коленвала авто.
Чтобы собрать корпус блока станка для усиления профильной трубы, с помощью болгарки или плазмореза необходимо будет отрезать пластину металла толщиной 10-12 мм.
После этого сверлим в ней два отверстия диаметром 38 мм (для этого можно использовать коронку по металлу).

От металлической круглой трубы отрезаем два кольца, и привариваем их к пластине. Это у нас будут обоймы для подшипников. По такому же принципу изготавливаем еще одну такую пластину с обоймами.

Берем четыре подшипника 6304, и запрессовываем их в обоймы. По возможности лучше запрессовывать в слесарных тисках. Если же бить молотком, то можно повредить подшипники.

Далее нам потребуются две шестерни с коленчатого вала. К шестеренкам нужно приварить с двух сторон шестигранных гайки. Накручиваем шестерни на вал (в данном случае используется резьбовая шпилька М20).
Cоветуем: Полезная дачная самоделка из канализационного переходника
Гайки на шестернях необходимо приварить к шпильке. Для этого в гайках с помощью УШМ делаем пропил до резьбы шпильки, и после этого аккуратно обвариваем.

Для сборки самодельного станка потребуются еще специальные ролики для декоративного проката (используются для холодной ковки профильной трубы) — как их изготовить, расскажем ниже. Надеваем их на резьбовые шпильки. Между роликами устанавливаем стальные шайбы.

Дополнительно отрезаем четыре металлических полосы — они будут использоваться при сборке (для соединения боковых стенок).
Пошаговый процесс изготовления корпуса блока со всеми пояснениями можно посмотреть на видео ниже.
Основные этапы работ
Для изготовления самодельного станка потребуется также четыре подшипника и обоймы под них, вырезанные из металлической трубы подходящего диаметра. Еще потребуется четыре отрезка шпильки М12 с гайками.

Также необходимо будет вырезать из куска металла толщиной 7-8 мм две пластины шириной 118 мм и длиной 142 мм. В них нужно просверлить отверстия ступенчатым сверлом диаметром 13 и 20 мм.

Далее к пластинам надо приварить обоймы для подшипников, а на валы насадить по два подшипника и по шестеренке. После этого можно приступать к сборке данного приспособления.
Подробно о том, как собрать самодельный станок для усиления профильной трубы, рекомендуем посмотреть в видеоролике на сайте.
Стандартные профильные трубы квадратного или прямоугольного сечения, благодаря высокой прочности на изгиб при малом весе широко применяются в строительстве. В случаях превышения допустимых значений нагрузки, которые возникают при сильных изгибах, изделия деформируются и разрываются. Исключить негативные последствия позволяет применение труб с усиленным профилем.
Трубогиб и его разновидности
Приспособления для сгибания труб классифицируют по следующим параметрам:
- По возможности перемещения. Существуют стационарные и переносные механизмы.
- По типу привода: ручные, гидравлические, электрогидравлические, электрические.
- По методу сгибания: обкаткой, намоткой, штоком (арбалет), прокаткой.
Рассмотрим подробнее способы воздействия.
- Обкатка. При этом способе работы один конец трубы фиксируется, для придания требуемой формы используют неподвижный шаблон. Для обкатки вокруг шаблона применяются прижимные ролики.
- Намотка. В этом случае заготовка прижимается к подвижному ролику, на который происходит намотка. Труба протягивается между роликом и упором, установленным в начале точки сгибания.
- Арбалетный способ. В арбалетном устройстве трубы фиксируются на двух неподвижных роликах, а сгибание выполняется шаблоном на подвижном стержне. Шаблон давит на среднюю часть закрепленного отрезка трубы, придавая нужный угол. В арбалетном методе давление сосредоточено в верхней части, что приводит к серьезному растяжению трубы по наружной части изгиба, поэтому не рекомендуется применять его для тонкостенных заготовок.
- Прокатка (вальцовка). В этом способе применяют специальное устройство, имеющее в основе два опорных неподвижных, и подвижный центральный ролики. Воздействие на изгибаемую трубу оказывает именно подвижный ролик, и от его положения зависит угол изгиба. Этот вид трубогиба наиболее универсальный, во всех остальных радиус изгиба зависит от применяемого шаблона.
Виды станков для гибки профильной трубы
Существует много модификаций оборудования для изменения конфигурации профильных труб. Связано это с минимальным радиусом изгиба. Если пренебречь этим важным параметром, в месте изгиба произойдет изменение прочностных характеристик материала в худшую сторону. Также нужно знать некоторые технологические тонкости гибки металлических труб и учитывать их во время работы.
При выборе конструкции к учету берут материал заготовки, диаметр, толщину стенок.
Классификация гибочных станков по типу привода
В зависимости от типа привода станки, предназначенные для гибки любых труб, бывают ручными, электромеханическими и гидравлическими.
Ручные. Это предельно простые механизмы, доступны для самостоятельного изготовления даже человеку, не посвященному в тонкости работы с металлом.
Электромеханические. Такой станок имеет привод в виде электродвигателя — шагового или обычного, подключенного через нижний редуктор. Последнее решение обеспечивает высококачественный изгиб за счет правильного распределения напряжений.
Устройство механизма непростое, чтобы его изготовить, нужны специальные знания и хоть немного профессионализма.
Гидравлические. Привод в этой модели ручной. В отличие от простой ручной конструкции, здесь в схему включен гидроцилиндр, что значительно снижает, прикладываемые при гибке, мускульные усилия.
Вальцы дают возможность гнуть профильную трубу в любом нужном направлении. Ручной профилегиб с гидравликой при своем небольшом весе может согнуть трубный сортамент шириной до 10 см.
Виды трубогибов по способу установки
Существует деление профилегибов и в зависимости от способа установки. Различают оборудование стационарное, переносимое и носимое. Стационарные станки могут иметь вид как простой бетонной плиты со стержнями, так и солидного оборудования.
У компактных переносимых трубогибов имеется опорная стойка, а у носимой модели опоры нет, ее подбирают каждый раз во время использования оборудования.
Классификация станков по методу изгиба
От способа изгиба будет зависеть конструкция профилегиба и его производительность. Существует 3 метода гибки. Первый — выдавливание, когда геометрию профильной трубы меняют при помощи деформирующего ролика, выполняющего роль пуансона. Матрица в этом случае отсутствует.
Для выполнения операции требуются 2 прочные опоры с противоположных сторон изгиба, которые и выполняют роль матрицы. В качестве таких опор используют поворотные башмаки или ролики.
Поскольку усилие нарастает постепенно и постоянно имеет перпендикулярное направление по отношению к трубе, способ дает возможность получить хороший конечный результат. Применим метод только для работ в небольшом объеме.
Второй — прессование. Для получения гиба используют принцип слесарных тисков — отрезок трубы размещают между матрицей и пуансоном.
Профили последних для получения качественного изгиба должны в точности повторять геометрию детали. А также в расчете необходимо учесть остаточную деформацию металла. В домашних условиях этот способ применим, когда большой точности не требуется.
Третий — прокатка — универсальный способ, применяемый для гибки как тонкостенных, так и толстостенных труб. Гиб получают путем протягивания заготовки между роликами — одним вращающимся и двумя опорными.
Независимо от выбранной конструкции, при самостоятельном изготовлении станка для гибки труб, необходимо учитывать рекомендации специалистов. Выбирая материал для станины, нужно исходить из того, что толщина металла должна составлять не меньше 1/6 ширины профилированной трубы.
Так, если предстоит гнуть трубу, имеющую в сечении прямоугольник с параметрами 50 х 25 мм, то чтобы избежать деформации станины в процессе гибки, нужно взять швеллер или уголок толщиной не менее 10 мм. Опорная плита и пуансон с матрицей по толщине должны быть в 2 раза больше.
Оптимальный диаметр роликов — минимум утроенные размеры сечения. Полка швеллера и уголка, взятых для изготовления станины, должна быть в 2 и 3 раза больше ширины трубы соответственно. Если предстоит работа по гибке профильных труб прямоугольного сечения 50 х 25 мм, нужен швеллер 100 х 10 или уголок 150 х 10.
Классификация профилегибов
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.
Гидравлические станки

Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Достоинства гидравлических станков:
К недостаткам устройств этого типа относится высокая стоимость, стационарная конструкция и сложность, обусловленная применением гидравлического привода.
Электрические профилегибы

Электрический профилегиб с винтовой передачей. Недорого и функционально
Гибочные станки, использующие электромоторы, также представляют собой стационарное оборудование, поскольку требуют подключения к электрической сети. Электропривод обычно сочетается с винтовой передачей, что удешевляет стоимость оборудования, однако и делает невозможным изгиб профилей большого сечения. Именно поэтому такие станки встречаются на небольших предприятиях и даже в частных мастерских. Кстати, существуют конструкции самодельных устройств с электрическим приводом, которые функционируют никак не хуже заводских аналогов.
Что такое прокатка
Для возведения строений и конструкций из металлопрофиля нередко требуется труба изогнутой формы. Металлические дуги используются для изготовления навесов, козырьков, беседок, теплиц и других надворных построек и малых архитектурных форм. Из гнутых профтруб малого сечения создают элементы дизайна интерьеров и экстерьеров: ограды, ворота, стойки лестничных перил, полки, подсвечники и многое другое.
При этом придать профтрубе нужную форму без специального оборудования довольно сложно, а сделать несколько дуг одинаковой формы – почти невозможно. Тонкостенные изделия гнутся относительно легко, но при этом невозможно проконтролировать угол и радиус изгиба. К тому же в стенках при таком сгибании создаются очаги напряжения, а на внутренней стороне изгиба появляются складки, из-за чего готовое изделие имеет низкую прочность и малый срок эксплуатации.
Создать арку можно и при помощи сварки и болгарки – надрезать стенки, раздвинуть надрезы и, заполнив зазоры припоем, заварить. При наличии опыта подобных работ, небольшое количество арок изготовить возможно, но для масштабных манипуляций и создания изгибов более сложных форм этот метод не подходит – слишком трудозатратен.

Создать красивые и прочные дуги, волны и даже спирали позволяет прокатка – технологическая процедура, при которой посредством механического воздействия постепенно меняется продольная форма трубы.
https://youtube.com/watch?v=632L9dAszKY
Виды вальцов
Для придания прокату требуемой формы применяются приборы с одинаковой механической частью и разными приводами.
Выбор источника энергии зависит от нескольких факторов:
- насколько большая нагрузка потребуется для сгибания металла;
- как часто будет использоваться оборудование;
- в каких условиях планируется эксплуатация трубогиба;
- собственные познания, опыт в области конструирования и работы с железом.
Кратко рассмотрим особенности каждого вида привода.
Гидравлические
Конструкции такого типа являются самыми мощными и производительными. Как правило, их используют фабрики и заводы, занимающиеся массовым производством криволинейных профилей. Гидравлика сложна для самостоятельного монтажа, но она создает усилие, достаточное для изгиба сразу нескольких труб крупного сечения.
Механические/рычажные
Ручной трубогиб привлекателен тем, что он прост в сборке, мобилен и автономен. Механическое устройство приводится в действие мускульной силой мастера.

Изделия отличаются портативностью и небольшим весом. Их легко переносить с места на место и перевозить в кузове. Усиление давления на приводное устройство достигается за счет увеличения длины рычага. Но, изгибать вручную можно только профили сечением не более 40×20 мм. Эти детали подходят для строительства крыши дома и дворовых построек. Из арочных профилей изготавливают теплицы, покрываемые сотовым поликарбонатом.
Электрические
Использование электрического двигателя для пропускания заготовок через валы не только ускоряет процесс изгибания труб, но и избавляет домашнего мастера от тяжелого физического труда. Производительность электрических устройств высока при незначительных финансовых расходах.
Арки для теплиц и парников
Разные виды теплиц используются в практике огородников
Металлокаркас теплицы 3·4 м:
Чаще всего выбирают трехметровые дуги. С торцов создают вход. Дополнительно устанавливают форточку, которую можно открыть, оставив дверь закрытой. Используют профильные трубы 20·20 и 25·25 мм.
Усиленная дуга арочной теплицы:
В зимний период нагрузка может достигать свыше 200 кг/м². Поэтому к наружному контуру приваривают изогнутую дугу внутри. Дополнительно варят радиальные связи. Теперь работает более жесткий контур, который выдержит высокое нагружение.
Парник стационарный «Бабочка»:
Небольшие конструкции парников можно делать стационарными и переносными. Они удобны тем, что для работы с выращиваемыми растениями не нужно заходить внутрь. Достаточно приоткрыть дверки, чтобы получить доступ. Парники получили название «Бабочка», так как они открываются в обе стороны. С торца приподнятые дверки выглядят похожими на крылья бабочки.
На грядках на весенний и осенний периоды устанавливают переносные парники «Хлебница». В этой конструкции дверка открывается подобно тому, как это вопрос решен в хлебницах. Она приподнимается вверх и перемещается вдоль задней стенки. Подобные устройства пользуются завидным спросом у овощеводов.
Стремление снизить снеговую нагрузку и создать прочный металлокаркас подвигает конструкторов на создание теплиц, похожих на каплю. Образующие стенок построены по сложным кривым. Верх остроконечный, снег скатывается вниз, не задерживаясь на поверхности.
Стыковка полуарок в теплице «Капелька»:
Внутри полуарки соединяются в центре каркаса. Подобное решение облегчает изготовление и доставку изделий на участок огородника. Остается изготовить половинки и собрать их на месте.
Чертеж радиальной арки для теплицы из профильной трубы 20·20 мм. Дверной проем:
Самая распространенная конструкция выполняется по радиусу 1500 мм (наружный профиль). В ней в центре конструкции достигается высота 2115 мм. По бокам образующей дуги создаются вертикальные участки, их длина составляет 615 мм. Пользователи будут проходить внутрь через дверной проем шириной 780 мм. Высота проема 1830 мм достаточна для прохода людей среднего роста.
Практика показывает, что подобная теплица востребована в большинстве районов. Внутри достаточно места для размещения грядок и проходов.
Арка для телицы шириной 2800 мм:
Некоторым нравится использовать теплицу, имеющую несколько меньшую ширину (2800 мм). В ней высота в центральной части несколько выше, составляет 2195 мм. Здесь вертикальные участки по краям имеют высоту 795 мм. Радиус образующей кривой составляет 1400 мм (наружный размер).
Привлекает большая высота (2085 мм) и ширина (800 мм) дверного проема. Даже пользователи высокого роста будут свободно проходить внутрь, не сгибаясь при входе.
Для теплицы длиной 6 м требуется:
- 7 дуг, их расставляют на расстоянии 1 м друг от друга;
- для изготовления торцевых элементов требуется 33,3 м;
- продольные элементы между дугами суммарно составят 42 м;
- для изготовления металлокаркаса потребуется 20 профильных труб (6 м) . Расчет выполнен для профильной трубы 20·20 мм с толщиной стенки 1,5 мм. Общая масса составляет 99 кг.
Арка для теплицы типа «Павильон»:
При изготовлении конструкции типа «Павильон» создают усиленную дугу. Расстояние между вертикальными опорами составит 5400 мм. Используются профильные трубы 40·60 мм (стенка 2 мм). В качестве опор применяют трубы 40·40 мм (можно и большего размера при изготовлении навесов для автомобилей).
Чертеж малогабаритного парника хлебница:
Используя станок для прокатывания профильных труб, можно изготовить для себя и на заказ самые разнообразные дуги для теплиц и парников.
Разновидности и назначение станков для ковки
Станок любого назначения применяется для облегчения ручного труда. Для ковки по холодному типу может использоваться разное оборудование, сводящее к минимуму физические усилия мастера и позволяющее выполнять следующие базовые операции:
Станок для создания фигурного профиля методом холодной ковки
- изгиб профиля под нужным углом или радиусом;
- изготовление спиралей или завитков;
- продольное скручивание заготовок.
Разнообразие получаемых деталей позволяет выстраивать их в комбинации и замысловатые конструкции, создавать аккуратное художественное полотно для ограждений и беседок, симметричный декор для парковых скамеек, а также других предметов различного назначения.
Промышленный станок гнутик, позволяющий получить заготовку с заданным радиусом
Станки холодной ковки могут быть специализированными (выполнять только одну операцию) и универсальными. Различают такие типы специальных станков:
- гнутики (гибочные станки) – позволяют выгнуть заготовку под углом или заданным радиусом (волна);
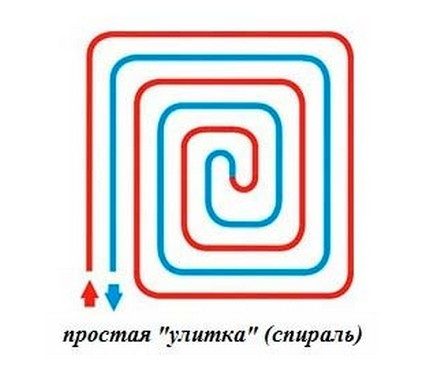
- улитки – закручивают заготовки в спирали и завитки;
- торсионы – помогают продольно скрутить заготовку или несколько таких деталей одновременно;
- штамповочные станки – с их помощью делают декоративные хомуты, фасонные наконечники, волну с мелким шагом.
Универсальные станки включают в себя компоненты специального оборудования в различных его комбинациях.
Приспособления для холодной ковки приводятся в действие механически (ручные станки) или посредством электропривода. Оборудование с электроприводом отличается скоростью и легкостью обработки заготовок. Станок для холодной ковки, цена которого может оказаться довольно высокой, характеризуется высокой продуктивностью. Когда нет необходимости в производительности и скорости, то ручного станка будет вполне достаточно для выполнения работ, особенно в том случае, если кузнечное дело – это хобби.
Станок гнутик, предназначенный для обработки труб методом холодной ковки
Можно ли сделать своими руками станок для холодной ковки
Купить ручной станок для холодной ковки можно в специализированном магазине по продаже инструментов или заказать в интернете. Вопрос заключается в цене и платежеспособности покупателя. Альтернативный вариант – собрать его своими руками. Принцип работы ничем не будет отличаться от товара, приобретенного в торговой сети, а выполняемые функции абсолютно идентичны заводским. Дополнительные преимущества – выигрыш в цене, уверенность, что конструкция не выйдет из строя после первого же использования.
Для начала стоит ознакомиться с конструктивными особенностями каждого типа станка, чтобы оценить возможность его самостоятельной сборки.
Станок для холодной ковки улитка, позволяющий создавать спиральные элементы
Торсион должен выполнять скручивание металлических прутьев, поэтому его конструкция предполагает наличие двух элементов, удерживающих заготовку. Один из них служит зажимом, а другой содержит вращающийся шпиндель, который, собственно, и будет закручивать прут до нужной частоты винтовой волны. Устройство довольно просто соорудить самому, а некоторые мастера вообще обходятся тисками и незамысловатым ручным воротом.
Конструкция гибочного станка также несложная, однако она содержит несколько обязательных элементов, сборка которых невозможна без специализированного инструмента. Основание – массивная металлическая пластина с пазом посередине, в который вставляется подвижный упор, перемещаемый червячным механизмом. Два других цилиндрических упора неподвижны и крепятся на основание с двух сторон симметрично относительно паза. Именно монтаж упоров может вызвать затруднение, так как отверстия под крепеж сверлятся только на специализированном станке, воздействию дрели такая заготовка из высокопрочной стали не поддастся.
Создание элементов методом холодной ковки на самодельном станке гнутик
Станок для ковки металла улитка может иметь две разновидности: с воротом или рычажного типа. Первый вариант позволяет варьировать форму изгиба в процессе работы, однако имеет ряд уязвимых мест в конструкции и очень требователен к прочности материалов изготовления. Второй тип более устойчив, но менее производителен. Мастера считают улитку самым простым станком, самостоятельная сборка которого не вызовет затруднений.
Составные детали оборудования
Как правило, в состав любого прокатного станка входят три основных составляющих компонента, а именно:
- рабочие клетки;
- передаточные устройства;
- электрические двигатели.
Валы куда помещаются металлические составляющие будущей детали входят в состав рабочей клетки. Также в эту составляющую входят следующие элементы: установочные механизмы, станины, плитовины, а также проводки. За движение всех составляющих компонентов прокатного станка отвечают мощные электродвигатели. Они соединяются с рабочими элементами при помощи муфт, передаточных элементов и шпинделей.
Важно: основной составляющей прокатного оборудования обжимного и заготовочного типа является диаметр вала, а именно величина его рабочей поверхности. Современные металлообрабатывающие станки могут иметь сразу несколько рабочих клетей, это необходимо для изготовления деталей сложной геометрической формы
Нередко его называют станок для гусиных лапок, что позволяет выполнять работу сразу в нескольких проекциях
Современные металлообрабатывающие станки могут иметь сразу несколько рабочих клетей, это необходимо для изготовления деталей сложной геометрической формы. Нередко его называют станок для гусиных лапок, что позволяет выполнять работу сразу в нескольких проекциях.
Как правило, такие устройства имеют внушительные габариты и могут обеспечивать рабочую поверхность до 3 метров. Отличительной особенностью современных прокатных станков является работа сразу в трех направлениях для:
- Изготовления отверстий в металлическом листе.
- Вытяжки заготовки в трубу.
- Калибровка изделия, что позволяет задавать диаметр будущей детали.
Вам может понравиться
Комментарии ВК:
Имя *
Комментарий
- https://derevyannie-doma.com/tehnologii/trubogib-svoimi-rukami-chertezhi-kak-sdelat-ruchnoy-trubogib-dlya-profil-noy-truby.html
- https://obustroen.ru/instrumenty-i-oborudovanie/ruchnoy-istrument/slesarno-montaghnyy/trubogib-svoimi-rukami-chertezhi.html
- https://prorab.guru/insrtrument/trubogib-dlya-profilnyih-trub-svoimi-rukami.html
- https://obinstrumente.ru/ruchnoj-instrument/trubogib-dlya-profilnoj-truby-svoimi-rukami.html
- https://stroychik.ru/tools/trubogib-dlya-profilnoj-truby-svoimi-rukami
- https://sdelajrukami.ru/trubogib-svoimi-rukami/
- https://v-teplo.ru/trubogib-dlya-profilnyih-trub-svoimi-rukami.html
Итоги
Таким образом, вручную вы можете сделать прекрасный станок для фальцевания кровельных листов и иных конструкций с минимальными вложениями и трудозатратами, при этом вам больше никогда не потребуется арендовать листогибочные станки или какого-либо иного оборудования для металлообработки.
Настоящие мастера ювелиры уже давно подрабатывают, таким образом, имея стабильную прибыльную подработку, или используют свое самодельное оборудование в качестве основного источника дохода.
Существует масса кустарных способов изогнуть профтрубу, но качественный результат можно получить только при прокатке металлопрофиля. Самым же эффективным способом прокатки является использование профилегибочного станка. Если требуется не серийное, а штучное производство арок, дуг или волн, то с задачей поможет справиться даже самодельный аппарат.
Похожие записи:
 9 способов зарядить телефон как можно быстрее (когда очень надо и срочно)
9 способов зарядить телефон как можно быстрее (когда очень надо и срочно)
 Компьютерный стол своими руками: инструкция для «чайников»
Компьютерный стол своими руками: инструкция для «чайников»
 Проекты бани с комнатой отдыха: особенности составления, виды
Проекты бани с комнатой отдыха: особенности составления, виды
 Как установить пластиковое окно по нормативам госта: инструкция и порядок действий
Как установить пластиковое окно по нормативам госта: инструкция и порядок действий
 Какую шлифовальную машину по дереву выбрать для себя
Какую шлифовальную машину по дереву выбрать для себя
 Монтаж электрического теплого пола: технология правильной укладки с видео
Монтаж электрического теплого пола: технология правильной укладки с видео