Содержание
Как проводится контактная сварка
Сварочные работы дома может потребоваться выполнять каждому во время ремонта. Инвертор может пригодиться для установки металлических деталей или же в мини-мастерской на дому.
Принцип работы инвертора такой:
- металл нагревается от электрического тока;
- затем он плавится и застывает после образования сварочного шва;
- чтобы закрепить части и защитить их от раздвигания, детали сжимаются электродами, по которым идет ток.
Для проведения домашних сварочных работ нужен мощный источник питания, а это может привести  к перегреванию бытовых проводов. Заблаговременно проверьте качество своей проводки, при необходимости ее замените.
к перегреванию бытовых проводов. Заблаговременно проверьте качество своей проводки, при необходимости ее замените.
Во время точечной сварки нужно соединить две заготовки по прилегающим краям. Это потребуется при установке небольших деталей из тонкого материала, в частности, металлических прутов толщиной до 0,5 см.
Варианты соединений
При контактной сварке поверхности могут быть соединены такими способами:
- непрерывным оплавлением;
- прерывистым;
- сопротивлением.
Во время работы с помощью оплавления нужно детали или же листы металла соединить или же нагреть током вплоть до плавки. Данная технология актуальна для таких видов работ:
- обработка цветного металла или низкоуглеродистой стали;
- установка меди, стали или латуни.
 Однако подобный метод не особо пользуется популярностью из-за того, что к температуре предъявлены жесткие требования, а также потому, что в соединительных зонах не должно быть примесей.
Однако подобный метод не особо пользуется популярностью из-за того, что к температуре предъявлены жесткие требования, а также потому, что в соединительных зонах не должно быть примесей.
При непрерывной оплавке заготовок потребуются сварочные клещи и прочие фиксаторы. Соединение деталей происходит при включенном токе. Когда края деталей оплавятся, произойдет осадка, а токовая посадка выключится. Таким образом монтируют тонкостенные трубопроводы, однако можно и соединять заготовки, которые отличаются по структуре. Ключевое преимущество метода — это оперативность. Но есть риск, что по сварочному шву вытечет металл с появлением угара.
Прерывистая оплавка выполняется при последовательном плотном либо ослабленном контакте. Посредством зажимных клещей сварочную линию замыкают в области соединения заготовок, чтобы температура поднялась до 900−950 градусов. Данный метод используется в случае недостаточной исходной мощности прибора для непрерывной оплавки.
Контактная сварка решает следующие задачи:
- подготавливается поверхность для монтажа (контуры зачищаются и выравниваются);
- края заготовок соединяются и крепятся прижимными деталями;
- включает источник тока;
- края заготовок при работающем устройстве прогреваются и оплавляются;
- выполняется осадка и включается ток.
 Эти виды сварочных процессов по технологии мало отличаются друг от друга, однако они отличаются токовой подачей и креплением деталей.
Эти виды сварочных процессов по технологии мало отличаются друг от друга, однако они отличаются токовой подачей и креплением деталей.
Чтобы сваривать детали точечным методом для бытовых нужд, устройство можно сделать самостоятельно. Ключевыми его механизмами являются:
- зажим;
- прибор подачи напряжения на конденсаторах. В нем на низковольтную обмотку прикрепляют электрод.
Второе зажимное крыло — это опорное, его можно монтировать с крупными деталями.
Технология точечной сварки
Технология данного вида контактной сварки заключается в следующем: детали, которые необходимо соединить между собой, устанавливаются в необходимое положение и закрепляются, чтобы не съезжали при сваривании. Далее, с двух сторон, к этим деталям подводится ток через электроды,тем самым, в местах контакта материала и электродов, создается высокая температура — металл начинает плавиться. При этом образуется сварочное ядро (схоже со сварочной ванной при иных ). Его диаметр обычно колеблется от нескольких миллиметров до 1,5-2 сантиметров.
Заготовки из стали низкого качества могут поддаваться соединению без расплавления ядра, но при этом соединение будет считаться низкого качества. Специалисты рекомендуют новичкам учиться и набивать руку именно на таких заготовках.
Рассмотрим пошаговую инструкцию и все этапы процесса соединения деталей:
- Подготовительный этап, который включает три основных аспекта:
- подготовка деталей к сплавлению. При этом кромки зачищаются для сцепления с целью удаления остатков лакокрасочных изделий или масляных пятен. После этого их необходимо зафиксировать (для этого используют ручные тиски или струбцины) для спаивания между электродами;
- подготовка рабочего места в соответствии со всеми нормами, правилами и требованиями безопасности;
- подготовка сварщика. Перед началом работы непременно нудно надеть специальный костюм и маску для защиты глаз от искр, которые могут причинить ожоги.
- Непосредственный сварочный процесс, при котором под воздействием высокой температуры, создаваемой электродами, металл плавится. Для этого мастер фиксирует деталь между электродами и подает ток, за счет которого образуется энергия, плавящая металл. Когда появилось ядро, ток снимают, и детали крепко сжимаются между собой, сварочной ядро кристаллизуется (застывает) и образует точечную сварку.
Благодаря простоте процесса, для того, чтобы совершать точеную сварку своими руками, не нужно быть высококвалифицированным сварщиком. Главное понимать саму сущность сварки. Нагрев осуществляется за счет импульса, образующегося сварочным током. Он расплавляет металл (точечно) и образует так называемое сварочное ядро. Затем импульс пропадает, а изделие еще несколько секунд находится под давлением. За это время оно успевает застыть и скрепиться.
Важно: сжимание происходит в момент подачи импульса, для того, чтобы избежать разбрызгивания
Особенности устройства и конструкция
 В настоящее время существует несколько функций цепи управления. Если необходимо включать к1 на заданном промежутке времени, нужно правильно задать этот промежуток, определяя конкретное время подачи электронных импульсов на свариваемых элементах.
В настоящее время существует несколько функций цепи управления. Если необходимо включать к1 на заданном промежутке времени, нужно правильно задать этот промежуток, определяя конкретное время подачи электронных импульсов на свариваемых элементах.
В устройстве электрической цепи предусмотрены конденсаторры: от с1 до с6 с характерными электролитическими свойствами. Их напряжение равно 52 В. К тому же необходимо воспользоваться конденсатором ёмкостью в 46 мкФ.
Основной силовой узел механизма — трансформатор. Он выполняет роль преобразователя одного вида электроэнергии в другой. В данном случае принято использовать магнитный провод на 2,5 А. Старую обмотку лучше не использовать, а на торце магнитного провода установить кольца из электрического картона. Их подгибают по внутренней и верхней кромке. На следующем этапе следует выполнить обмотку магнитопровода латотканью в три или более слоев. Для успешного выполнения обмотки следует воспользоваться такими проводами:
- первичная обмотка с диаметром 1,5 миллиметров, которую пропитывают лаковым составом.
- второй вариант обмотки с диаметром около двух сантиметров, который оборудован многожильной изоляцией с кремниевоорганическим происхождением.
При выполнении первой обмотки важно обустроить выводы промежуточного типа. Затем обмотку пропитывают специальным лаком, а на первичную катушку наматывают хлопчатобумажную ленту, которую тоже пропитывают лаковым составом
Затем начинается процесс вторичной обмотки, а также дальнейшее пропитывание лаком.
Конденсаторная сварка: что это такое
Конденсаторная сварка своими руками была разработана еще в 30-х годах XX века. Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.
Особенно популярна такая технология в цехах ремонта кузовов транспортных средств: в отличие от дугового, при конденсаторном методе создания сварного шва не происходит прожигание и деформация тонких стенок листов кузовных деталей. В последующее время соединенным деталям кузова не нужна дополнительная рихтовка.
Такую технологию применяют в радиоэлектронике для соединения изделий, не паяющихся посредством обычных флюсов или выходящих из строя при перегреве.
Активно применяются аппараты конденсаторной сварки ювелирами при изготовлении и ремонте ювелирных украшений, на предприятиях, выпускающих коммуникационные шкафы, лабораторное, медицинское, пищевое оборудование, при строительстве зданий, мостов, инженерных коммуникаций.
Столь широкое распространение можно объяснить действием ряда факторов:
простая конструкция сварочного аппарата, который при желании можно собрать своими руками;
точечная сварка отличается относительно низкой энергоемкостью и малыми нагрузками, создаваемыми на электрическую сеть;
высокие показатели производительности, что крайне важно при серийном производстве;
возможность снизить термическое влияние на соединяемые поверхности, что позволяет сваривать детали малых размеров и работать с теми конструкциями, стенки которых чрезмерно тонки и могут деформироваться при обычной сварке.
На заметку! Достоинством технологии конденсаторной сварки является простота ее реализации: даже средний уровень квалификации позволяет мастеру создать качественные сварные швы.
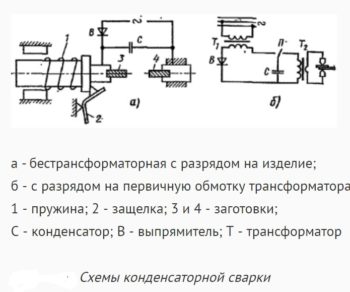 Способ конденсаторной сварки изделия.
Способ конденсаторной сварки изделия.
Правила осуществления сварных операций с помощью энергии конденсаторов регламентируются ГОСТ. Принцип технологии основывается на трансформации энергии электрического заряда, накопленного на конденсаторах, в тепловую энергию.
При соприкосновении электродов происходит разряд и образуется электрическая дуга краткого действия. За счёт выделяемого ею тепла кромки соединяемых деталей из металла плавятся, образуя сварной шов.
При конденсаторной сварке ток подается на сварной электрод в виде кратковременного импульса высокой мощности, который получается за счет монтажа в оборудование конденсаторов большой емкости.
В случае использования контактной сварки ток непрерывен. В этом заключается основное отличие этих видов выполнения сварных операций.
В итоге, мастер может достичь высоких показателей двух важных параметров:
- на термический нагрев соединяемых деталей требуется гораздо меньше времени, что особенно ценно для производителей электронных компонентов;
- ток, используемый для соединения деталей, обладает высокой мощностью, поэтому и сами сварные швы получаются более качественными.
В процессе сварных операций для крепления элементов и узлов разных изделий могут потребоваться разные по разновидности и назначению шпильки.
Также отметим, что огромным плюсом конденсаторного сварного аппарата является его компактность. Для применения такой технологии на практике не потребуется мощный источник питания, устройство можно заряжать между переносом электрода к следующей точке.
Процесс сварки
Контактное сваривание имеет важные особенности и нюансы, которые обязательно должны соблюдаться при проведении процесса. Но как показывает практика, чтобы выполнить этот метод не обязательно иметь большой метод, с технологией смогут справиться даже новички.
Но все же в этом деле потребуется знание алгоритма сварочной технологии:
- На начальном этапе сварные поверхности требуется очистить, тщательно обработать. Это необходимо для получения прочного и качественного соединения.
- При сваривании показатель электрического напряжения на поверхности деталей должен быть одинаковым. Для этого поверхности максимально выравнивают. Они обрабатываются механически, при помощи травления, зачистки, рихтования или обезжиривающих средств.
- После детали следует плотно прижать. Это можно выполнить с помощью механизмов или вручную, но в данном случае качество соединения выйдет не таким хорошим из-за недостаточного давления.
- Затем при помощи оборудования подается ток на поверхность деталей. Сварщик обязательно должен знать какое действие тока используется при контактной сварке, если он хочет получить прочный и качественный шов.
- Выделяемая тепловая энергия от электрического тока производит расплавление требуемой области металла. Она образует жидкое ядро, в котором возникают связи между поверхностями.
- Давление, которое подается на металл, предотвращение вытекание жидкого металла за пределы рабочей области.
- После прекращения подачи тока жидкое ядро быстро остывает. Оно образует качественное сварное соединение. Шов выходит прочным, ровным и износостойким.
Фото точечной сварки своими руками
https://youtube.com/watch?v=tf5-uJ_pn-o
Также рекомендуем просмотреть:
- Вентилятор своими руками
- Прикормка своими руками
- Откатные ворота своими руками
- Ремонт компьютера своими руками
- Станок по дереву своими руками
- Столешница своими руками
- Брусья своими руками
- Лампа своими руками
- Котел своими руками
- Установка кондиционера своими руками
- Отопление своими руками
- Фильтр для воды своими руками
- Как сделать нож своими руками
- Усилитель сигнала своими руками
- Ремонт телевизора своими руками
- Зарядное для аккумулятора своими руками
- Дымогенератор своими руками
- Металлоискатель своими руками
- Ремонт стиральных машин своими руками
- Ремонт холодильника своими руками
- Антенна своими руками
- Ремонт велосипеда своими руками
- Сварочный аппарат своими руками
- Холодная ковка своими руками
- Трубогиб своими руками
- Дымоход своими руками
- Заземление своими руками
- Стеллаж своими руками
- Блок питания своими руками
- Светильник своими руками
- Жалюзи своими руками
- Светодиодная лента своими руками
- Нивелир своими руками
- Замена ремня ГРМ своими руками
- Лодка своими руками
- Как сделать насос своими руками
- Компрессор своими руками
- Усилитель звука своими руками
- Аквариум своими руками
- Сверлильный станок своими руками
Виды контактной сварки
Электрическая контактная сварка подразделяется на несколько видов, в зависимости от характера сварного шва и ведения технологической операции:
Контактная точечная сварка — две плоскости соединяются отдельными, точечными касаниями равными по площади сечению электродов, которые одновременно работают на сжатие и являются источником тока. Может выполняться как двух, так и односторонняя контактная точечная сварка,
Рельефная — технология аналогична контактной сварке; но с отличием в конфигурации рабочего края. Для этого метода подготавливают выступы, форма и размер, которых и определяют сварное соединение;
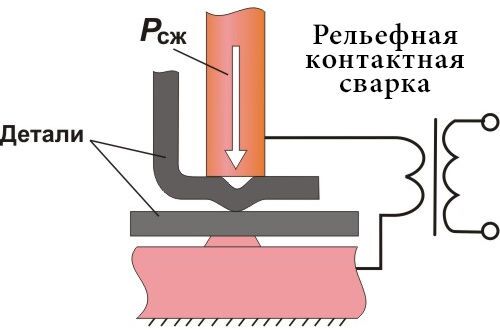
Схема рельефной контактной сварки
Контактная шовная (роликовая) сварка — представляет собой цельный шов, состоящий из множества отдельных точек, Сила сжатия передается валками, через которые проходят сварные плоскости. В зависимости от скорости прохождения через валки и периодичности подачи тока, шов разделяется на: непрерывный, прерывистый и шаговый;

Контактная шовная сварка
Стыковая контактная сварка — позволяет соединить заготовки большого сечения и легированных сплавов, плохо поддающиеся свариванию. Зажатые в электродах–держателях, заготовки нагреваются и осевым смещением соединяются. Сварка таких поверхностей может происходить дополнительно с помощью трения.
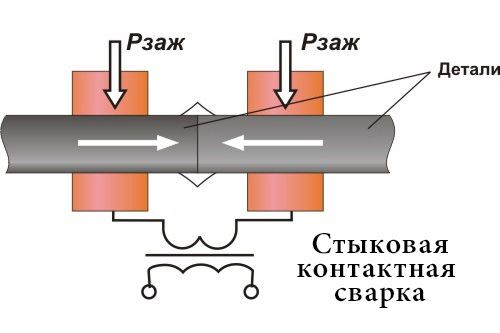
Стыковая контактная сварка
Разновидности контактной сварки определяются узкой специализацией, и, соответственно конструкцией машин. Проводятся по методу сопротивления и оплавления (с нагревом и без). Метод сопротивления используется для малогабаритных деталей, с максимальной площадью сечения 200 мм². Контактная сварка методом оплавления способна прочно соединить более крупные изделия. Наиболее востребована контактная сварка:
- профлиста (строительные кровельные работы, декоративные);
- труб (для давления любой силы, для работы в агрессивных средах и т.д.);
- меди (ЖД рельс, автомобильном транспорте, элементов машин).
Характеристики контактной сварки
Для исключения деформации в свариваемых изделиях необходимо соблюдать требования «контактная точечная сварка ГОСТ 15878-79». Существует закономерность между размером электрода, силой и временем подаваемого тока, силой давления и толщиной свариваемого изделия. Обозначение контактной сварки на чертеже не указывает на методы и условия. Параметры приведены в таблице.
|
Толщина детали (мм) |
Размеры электродов (ММ) | Ток | t тока | F эл-ов | ||
| D | d3 | R | кА | сек | кг*с | |
|
0.5 |
12 | 4 | 25-50 | 5,5-6 | 0,08-0,1 | 120-180 |
| 1.0 | 12 | 5 | 75-100 | 7,5-8 | 0,12-0,16 |
250-300 |
|
1.5 |
16 | 7 | 100-150 | 10,5-11,5 | 0,16-0,22 | 400-500 |
| 2.0 | 20 | 8 | 100-150 | 13-15 | 0,18-0,24 |
600-700 |
|
3.0 |
25 | 10 | 150-200 | 20-22 | 0,24-0,3 |
900-1000 |
|
4.0 |
25 | 12 | 200-250 | 23-25 | 0,4-0,56 |
1300-1500 |
При этом область применения контактной сварки не ограничивается ни маркой стали, ни способами, которыми она будет проводиться.
Технология сварки
Контактная сварка очень практичный современный метод, но здесь важно учитывать временные интервалы при нагреве и охлаждении. Поэтому нагрев должен быть кратковременным и быстрым, ровно таким, чтобы при дополнительном механическом воздействии, произошло взаимодействие на молекулярном уровне
Контактная стыковая сварка может осуществляться спец электродами по окружности
Поэтому нагрев должен быть кратковременным и быстрым, ровно таким, чтобы при дополнительном механическом воздействии, произошло взаимодействие на молекулярном уровне. Контактная стыковая сварка может осуществляться спец электродами по окружности.
Быстрому отведению тепла способствуют низкие температуры, при которых проводится контактная сварка, поэтому желательно технологическую операцию проводить в теплом помещении, и, обеспечить медленное охлаждение, вне зависимости от того, какие виды контактной сварки применяются.
2 Схема устройства для сварки металла толщиной до 1 мм
Устройство точечной сварки для соединения деталей контактным способом можно собрать по ниже приведенным схемам. Предлагаемый аппарат рассчитан на сварку металлов:
- листовых, толщина которых до 1 мм;
- проволоки и прутков, диаметр которых до 4 мм.
Основные технические характеристики устройства:
- напряжение питающей сети – переменное 50 Гц, 220 В;
- выходное напряжение (на электродах контактно-сварочного механизма – на клещах) – переменное 4–7 В (холостого хода);
- сварочный ток (максимальный импульсный) – до 1500 А.
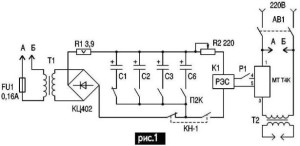
На Рис.1 приведена принципиальная электрическая схема всего устройства. Предлагаемая контактная сварка состоит из силовой части, цепи управления и автоматического выключателя АВ1, который служит для включения питания устройства и защиты в случае возникновения аварийных ситуаций. Первый узел включает сварочный трансформатор Т2 и бесконтактный тиристорный однофазный пускатель типа МТТ4К, который осуществляет подключение первичной обмотки Т2 к питающей сети.
На Рис.2 представлена схема обмоток сварочного трансформатора с указанием количества витков. Первичная обмотка имеет 6 выводов, переключением которых можно осуществлять ступенчатую грубую регулировку выходного сварочного тока вторичной обмотки. При этом постоянно подсоединенным к сетевой цепи остается вывод №1, а остальные 5 служат для регулировки, и для работы подключают к питанию только один из них.
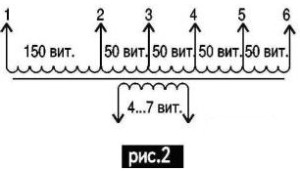
Схема пускателя МТТ4К, выпускаемого серийно, на Рис.3. Этот модуль представляет собой тиристорный ключ, который при замыкании его контактов 5 и 4 коммутирует нагрузку через контакты 1 и 3, подключенные в разрыв цепи первичной обмотки Тр2. МТТ4К рассчитан на нагрузку с максимальными напряжением до 800 В и током до 80 А. Производят такие модули в г. Запорожье на ООО «Элемент-Преобразователь».
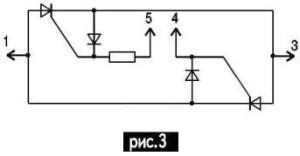
Схема управления состоит из:
- блока питания;
- непосредственно цепи управления;
- реле K1.
В блоке питания может быть использован любой трансформатор мощностью не более 20 Вт, предназначенный для работы от сети 220 В и выдающий на вторичной обмотке напряжение 20–25 В. В качестве выпрямителя предлагается установить диодный мост типа КЦ402, но может быть применен любой другой с аналогичными параметрами либо собран из отдельных диодов.
Реле K1 служит для замыкания контактов 4 и 5 ключа МТТ4К. Это происходит при подаче напряжения от цепи управления на обмотку его катушки. Так как коммутируемый ток, протекающий через замкнутые контакты 4 и 5 тиристорного ключа, не превышает 100 мА, то в качестве K1 подойдет практически любое слаботочное электромагнитное реле с напряжением срабатывания в пределах 15–20 В, например, РЭС55, РЭС43, РЭС32 и подобные.
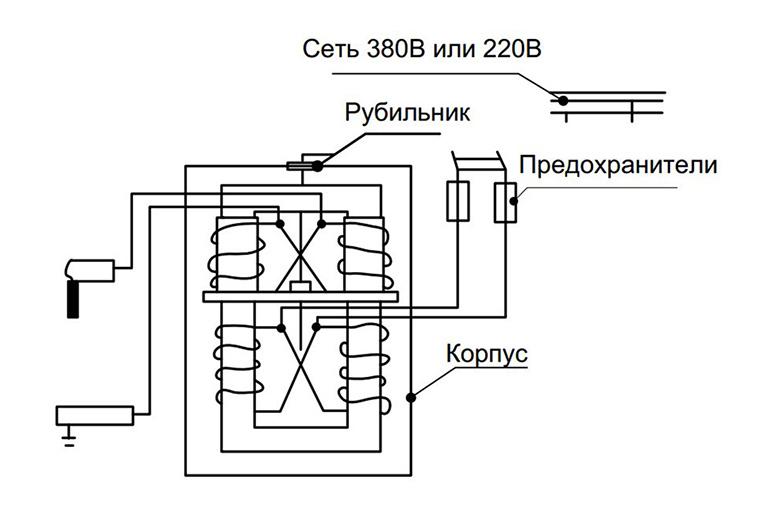
Контактник из сварочного трансформатора
Такое оборудование можно превратить в полноценное средство контактной сварки. Единственным недостатком является невозможность управления силой тока.
Разработка чертежа
Правильный выбор схемы помогает изготовить работоспособный сварочный аппарат. Предпочтение отдают простым чертежам, включающим минимальное количество деталей и блоков. Такие варианты не позволяют создать слишком мощное устройство, однако прибора достаточно для выполнения мелкого ремонта автомобиля, садовой техники, ограждений.
Перечень деталей и расходников
Для переделки сварочного трансформатора в оборудование для контактной сварки потребуются такие элементы и материалы:
- трансформатор, преобразующий электрическую энергию;
- толстый кабель;
- медные электроды;
- болты;
- наконечники;
- прерыватель;
- деревянные бруски, фанера для создания корпуса.
Процесс создания аппарата
Сборку самодельного устройства выполняют так:
- Устанавливают сварочный трансформатор в корпус, созданный из металлических листов. Собирают электрическую плату на текстолитовом листе толщиной более 1 см. Деталь закрепляют в корпусе сварочного аппарата.
- К шине, вторичной обмотке болтами присоединяют сварочный провод. Оставшийся конец кабеля подключают к электроду.
- К контактной колодке, находящейся на электрической плате, подсоединяют питающий провод.
Эксплуатация точечной сварки
Мастер, использующий контактный трансформаторный аппарат, должен стоять на резиновом коврике, применять защитные перчатки и очки. Кабель заземления подключают к детали, к которой будет привариваться другая заготовка. После этого нажимают клавишу включения, сопоставляют соединяемые элементы, зажимают электродом сварочного пистолета.
Точечная сварка из микроволновки своими руками

Наверняка, те, кто увлекается сваркой, не раз видели, как работает точечный сварочный аппарат. При помощи него можно сделать очень много полезных вещей для дома, а также с легкостью работать с тонким металлом.
Стоимость точечного аппарата для сварки заводского образца довольно велика, порядка 10 тыс. рублей, и более. Однако при наличии старой микроволновки можно сделать такой аппарат в домашних условиях. Все что от него потребуется, так это трансформатор, который подлежит небольшому переделыванию.
Разборка микроволновки с целью переделки
Для сборки аппарата точечной сварки можно использовать практически любую микроволновку, можно даже в нерабочем состоянии. Однако трансформатор от микроволновки должен быть рабочим, поскольку именно его нужно будет подвергать основным изменениям.

Сначала нужно разобрать корпус микроволновки и добраться до её внутренних элементов. Внутри устройства расположена текстолитовая плата с трансформатором, именно её и потребуется извлечь из микроволновки. Далее, необходимо будет выпаять трансформатор и уже после этого, можно приступать к его переделке.
Как переделать трансформатор микроволновки под точечную сварку
В микроволновке установлен повышающий трансформатор, который способен из 220 Вольт выдать 2 500 Вольт. Именно от такого высокого напряжения и питается магнетрон микроволновой печи. С этой целью вторичная обмотка трансформатора изготовлена с большим количеством витков тонкого медного провода, при изготовлении аппарата для точечного сварки, всего этого не нужно.
Поэтому необходимо будет демонтировать вторичную обмотку с трансформатора, таким образом, чтобы не повредить первичную обмотку. Сложность её демонтажа зависит от конструкции трансформатора, поэтому может потребоваться ножовка по металлу, небольшое зубило и молоток
Очень важно при этом не повредить первичную обмотку

Следующий шаг в переделке трансформатора, после того как вторичная обмотка удалена, намотка новой обмотки, но только другим проводом. Для этих целей потребуется толстый медный кабель, сечением не меньше 100 кв. мм. Именно данным проводом нужно намотать сверху первичной трансформаторной обмотки, вторичную, не меньше 3 витков, уложенных плотно друг к другу.
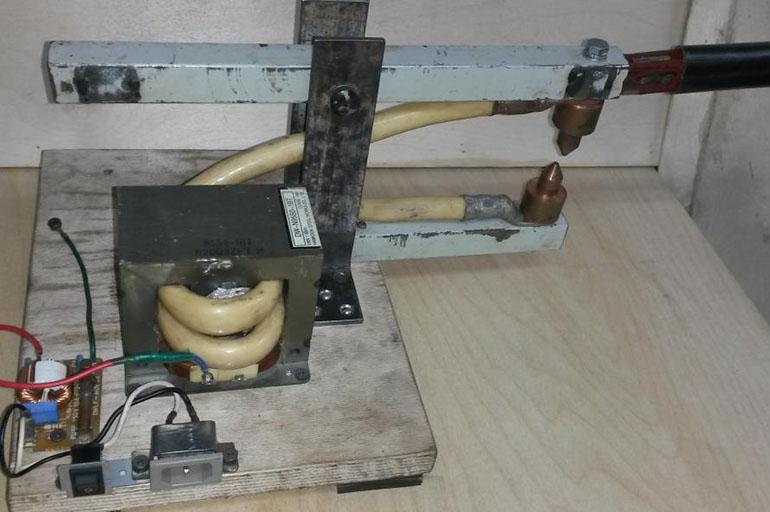
После того, как трансформатор переделан, на этом процесс изготовления точечной сварки из микроволновки все ещё не завершен. Теперь потребуется сделать электроды и станок для удобства работы со сваркой. Для изготовления электродов следует взять небольшие медные прутики, которыми и будет осуществляться точечная сварка. Обязательно прутики к станку крепятся через изоляторы.

В качестве изготовления держателей электродов, следует использовать два куска профильной трубы, которые соединяются друг с другом небольшим навесом. С одного конца держателей к трубам закрепляются электроды, а с другой, переделанный ранее трансформатор.
Точечная сварка — это очень полезное приспособление для дома, которое обязательно пригодится для работы с тонким металлом и изделиями из него.
Процесс эксплуатации точечной микросварки, сделанной своими руками

Во время эксплуатации сварочного аппарата не забывайте простое вправило: «Семь раз отмерь – один включи!» Еще несколько правил, которые пригодятся для правильной работы и долгой эксплуатации прибора:
Во время включения и выключения прибора электроды должны быть сжаты
Иначе вы рискуете сжечь их.
Очень важно заранее продумать систему охлаждения прибора. Особенно это касается аппаратов высокой мощности.
Перед работой важно проверить качество соединения всех элементов сети
А также изоляцию проводов.
Исключите работу с несколькими деталями подряд. Иначе вы рискуете перегреть прибор.
Перед работой проведите тестовый запуск на малой мощности.
Похожие записи:
 Как пожарить щуку
Как пожарить щуку
 Как сделать вазоны из бетона, которые полюбятся всей семье
Как сделать вазоны из бетона, которые полюбятся всей семье
 Реставрация ванны своими руками: подготовка и пошаговая инструкция
Реставрация ванны своими руками: подготовка и пошаговая инструкция
 Как сделать перила для крыльца из металла и из дерева своими руками в частном доме: пошаговая инструкция- обзор +видео и чертежи
Как сделать перила для крыльца из металла и из дерева своими руками в частном доме: пошаговая инструкция- обзор +видео и чертежи
 Каким материалом лучше покрыть крышу гаража?
Каким материалом лучше покрыть крышу гаража?
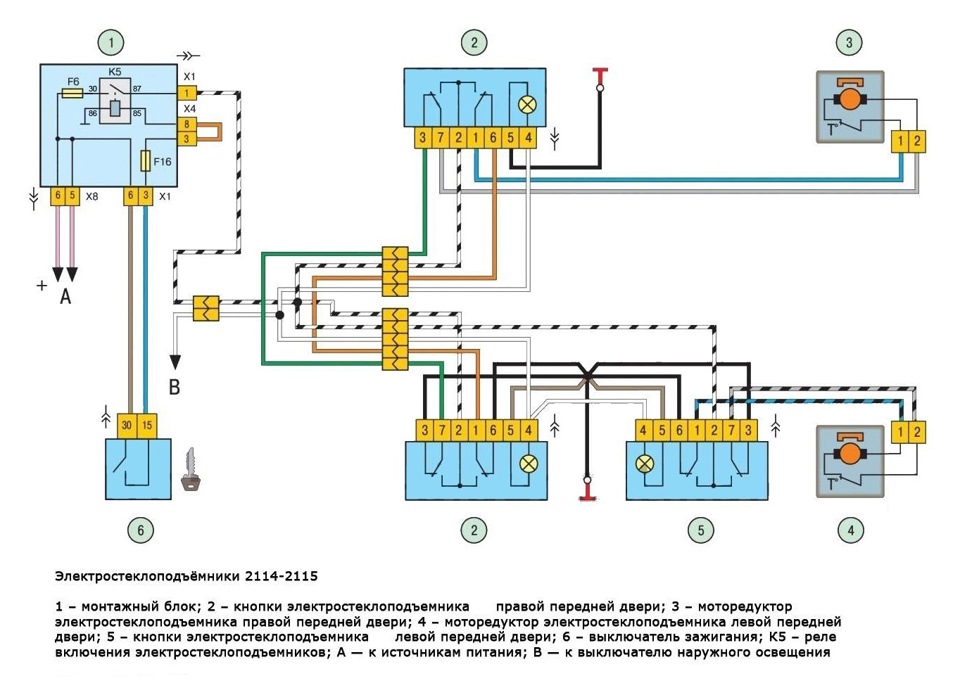 Принцип работы электрического стеклоподъемника и причины поломки
Принцип работы электрического стеклоподъемника и причины поломки