Содержание
Публикация данных нашего пользовательского журнала
Pub / Sub является жизненно важным компонентом нашего конвейера, поскольку позволяет нескольким независимым приложениям взаимодействовать друг с другом. В частности, он действует как посредник, позволяющий нам отправлять и получать сообщения между приложениями. Первое, что нам нужно сделать, это создать тему. Это довольно просто сделать, перейдя в Pub / Sub в консоли и нажав CREATE TOPIC.
Приведенный ниже код вызывает наш скрипт для генерации данных журнала, определенных выше, а затем подключается и отправляет журналы в Pub / Sub. Единственное, что нам нужно сделать, это создатьPublisherClientдобавьте путь к теме, используяtopic_pathметод и вызватьпубликоватьфункция при передаче topic_path и данных
Обратите внимание, что мы импортируемgenerate_log_lineиз нашего скрипта stream_logs, поэтому убедитесь, что эти файлы находятся в одной папке, иначе вы получите ошибку импорта. Затем мы можем запустить это в нашей консоли Google, используя:
python publish.py
Когда файл запустится, мы сможем увидеть вывод данных журнала на консоль, как показано на рисунке ниже. Этот скрипт будет работать до тех пор, пока мы не используемCTRL + Cубить это.
О выборе валов
Валы для привода и натяжения конвейера ленточного определяются по диаметру исходя из геометрических возможностей изгиба прямого и обратного конвейера или транспортера ленточного, в некоторых случаях вала выходного может не быть. Например, ножевой край кондитерских конвейеров. Приводной вал конвейера должен преодолевать силу трения для уверенного привода ленты. Поэтому в тяжелых случаях искусственно увеличивается коэффициент трения на валу методом покрытия, например, обрезинивания.
Многие вопросы, которые Вас заинтересуют, можно рассмотреть и рассчитать непосредственно под Ваше производство, поскольку никакая статья не может обхватить весь комплекс проблем производства конвейера или транспортера
Из каких основных частей состоит ленточный конвейер
Как только определены основные рабочие условия, следует приступить к подбору компонентов будущего конвейера. В состав транспортера входят:
- электрический привод, который должен быть 3-фазным;
- барабан привода, который вращается двигателем и тем самым приводит в движение ленту транспортера. В зависимости от вида груза и скорости движения, а также способа загрузки лента может быть плоской, а может быть с бортиками, предотвращающими выпадение материалов при транспортировке;
- барабан натяжения, отвечающий за отсутствие провисания полотна и направление движения;
- роликовые опоры, которые удерживают и помогают осуществлять движение ленточного транспортера;
- каркас, изготавливаемый из профилей или труб со сварными или резьбовыми соединениями и достаточной прочностью, рассчитываемой из веса перемещаемых грузов в один момент времени;
- преобразователь частоты, определяющий скорость движения ленты;
- транспортер, полотно которого стоит подбирать исходя из прочности материала, а потому желательно выбирать прорезиненные или синтетические ткани;
- пульт управления для осуществления дистанционного включения, отключения, задания режимов работы.
Безусловно, понадобится выполнить расчеты по весовым нагрузкам, технологической скорости движения ленты, чтобы конвейер собственного производства был надежен и долговечен.
Особенности и сложности транспортеров, о которых надо знать
При всей своей конструктивной простоте ленточный конвейер своими руками может иметь ряд недостатков, о которых следует помнить для их недопущения на стадии конструирования и изготовления:
- регулировка скорости. Следует учитывать технологические нагрузки, а также то, что при замедлении движения транспортерная лента будет испытывать большую силу трения, что приведет к быстрому износу полотна;
- роликовые направляющие могут прогибаться при больших нагрузках и тем самым снижать скорость перемещения, потому необходимо выбирать материалы и предельно допустимую нагрузку с учетом технических параметров роликов;
- для гарантии доставки грузов в том объеме, в котором они были загружены на транспортер, необходимо предусмотреть ленту с желобом или проектировать ее с бортиками;
- во избежание чрезвычайного прогибания всей конструкции в целом при полной загрузке, стоит предусмотреть укрепление каркаса по оси.
Если задача по расчету, проектированию, изготовлению ленточного конвейера своими руками вам показалась слишком сложной, обращайтесь в нашу компанию за транспортёром, изготовленном в заводских условиях.
Источник
Как соединить транспортерную ленту холодным способом
Проводится стыковка лент конвейерных часто при применении метода холодной вулканизации. Это связано с тем, что технология достаточно проста, однако прочность получаемого контакта при ее применении снижается на 25%. Холодная вулканизация конвейерных лент характеризуется следующими преимуществами:
- В большинстве случаев не приходится проводить снятие ленты с конвейерного механизма.
- Для проведения подобной технологии не требуется подавать напряжение 380В. За счет этого снижаются затраты, а также существенно упрощается процедура.
- Работа по стыковке изделия может проводится даже на ограниченном пространстве. Кроме этого, степень огнеопасности помещения может быть достаточно высокой.
- Довольно высокая скорость проводимого ремонта. Как показывает практика, уже после несколько часов может возобновляться работа устройства.
Стыковка конвейерных лент при применении холодной технологии также характеризуется достаточно большим количеством недостатков, к которым можно отнести следующее:
- Подобная работа может проводится исключительно при температуре окружающей среды не менее 5 градусов Цельсия.
- Нельзя проводить технологию холодной вулканизации при высокой влажности и сильном запылении окружающей среды.

Несмотря на достаточное упрощение технологии склеивания конвейерных лент за счет применения специальных клеящих составов, проводить ее могут исключительно специалисты. Допущенные ошибки становятся причиной разрыва крепежа даже при минимальной нагрузке.
Транспортер своими руками видео

Одна из главных задач бизнеса — экономия на издержках.Каким образом можно сэкономить на приобретении ленточного конвейера?Может сделать его самостоятельно?Давайте посчитаем сколько будет стоить изготовление транспортера своими руками.Рассмотрим пример изготовления желобчатого ленточного конвейера длиной 5 метров и шириной 500 мм в Нижнем Новгороде.Из чего состоит ленточный конвейер?
Рама ленточного конвейера (2 гнутых профиля длиной 5 м), включая метизы (пусть их будет 3 кг).Роликовые опоры конвейера (6 шт) и поддерживающие ролики транспортера (4 шт).Приводная и натяжная станции ленточного конвейера (включая приводной и натяжной барабаны).Конвейерная лента длиной 11 м и соединительный замок.Мотор-редуктор (пусть это будет NMRV 063, 0,75 квт, 380В), пускатель 380 В и 2 метра кабеля ВВГ 4х1,5.Теперь давайте считать стоимость материалов и комплектующих ленточного транспортера.
С роликовыми опорами ситуация непростая — для изготовления несущей опоры ленточного транспортера требуется как минимум 2 ролика, состоящие из трубы, оси подшипников и вставки подшипника.Для фиксации оси в кронштейне роликовой опоры возможно использование винтового крепления, что требует токарных работ, либо использования шестигранника.К тому же на рынке металлопроката Нижнего Новгорода отсутствует конструкционный прокат, для того что бы его купить требуется приложить не малые усилия.Что касается каркаса роликовой опоры то ее изготовление требует 4 гнутых кронштейна, вырезанных с помощью лазерной резки и куска прямоугольной трубы.Если суммировать стоимость всех материалов, то роликовые опоры будут стоить примерно 21000 рублейЗатраты на материал дефлекторных роликов составят 4000 рублей
Раму конвейера возможно изготовить как из швеллера, так и из гнутого профиля, но в любом случае вряд ли на ее изготовление вы потратите менее 9000 рублей. Помимо этого конвейер требуется собрать и покрасить (стоимость операций 3000 рублей). Стоимость метизов составит примерно 1000 рублей.
Теперь остается сложить все цифры. Что же мы видим? Полученная стоимость материалов и комплектующих для изготовления желобчатого ленточного конвейера составит 113000 рублей.Можно было добавить к этой цифре еще временные затраты на производство, саму работу, на доставку и прочее. Но стоит ли?
Проще заказать у нас этот ленточный конвейер (ЛЖ 5000/500) за 107 тысяч рублей или обратиться за консультацией по выбору подходящего конвейерного оборудования.
Мобильный конвейер для загрузки дров в прицеп

Список материалов:
— бензиновый мотор 3 л.с. (для карта или подобный); — профильные трубы, пластины, листовая сталь; — болты, гайки, шайбы; — небольшая ручная лебедка; — готовая лента для конвейера или материал для изготовления; — подходящие колесики; — цепная передача; — резьбовые стержни; — подшипники в корпусах.
Процесс изготовления самоделки:
Шаг первый. Валы конвейера
Первым делом изготовим валы конвейера, это ролики, на которых будет вращаться лента. В качестве основы используем круглую трубу подходящего диаметра. Торцы труб нужно заварить шайбами, их автор выточил сам на токарном станке. В центре шайб сверлится отверстия под валы, вставляем в колеса кругляк и хорошо все провариваем. В завершении автор обработал детали на токарном станке, получились два отличных ролика. Вращаться оси будут на подшипниках в корпусах.
Шаг третий. Рама и натяжительный узел
Собираем раму для конвейера, отличным материалом для таких целей являются профильные трубы, они относительно легкие и крепкие. Конструкция рамы не сложная.
На раме должен быть натяжительный узел, на который устанавливается ведомый ролик. Этот натяжительный узел представляет собой телескоп в виде кусков труб разного диаметра, одна труба заходит в другую. Фиксируется телескоп при помощи винтов и приваренных гаек. Натяжение происходит за счет резьбовых стержней и гаек, вваренных в торцы труб.
Шаг четвертый. Подъемный узел и колеса
Рама конвейера должна иметь возможность регулировки по углу, чтобы можно было грузить дрова в разные по высоте прицепы. К раме крепятся шарнирно ножки в виде буквы «V», внизу шарнирно соединенных ножек находится ось с колесами. При смыкании ножек конвейер поднимается и наоборот. Для регулировки конвейера автор приспособил небольшую ручную лебедку.
Для установки конвейера автор также сделал складные ножки из профильных труб, не забываем сделать и прицепное для транспортировки конвейера трактором или автомобилем.
Шаг пятый. Мотор
Привариваем из толстой листовой стали крепеж для двигателя, мотор автор использовал мощностью 3 лошадиные силы, такие двигатели используют для картов. Мотор оснащен центробежным сцеплением и на выходе выдает неплохой крутящий момент.
Ставим над двигателем также бензобак, чтобы бензин самотеком попадал в карбюратор. Для регулировки оборотов мотора делаем ручку, которая может фиксироваться в нужном положении. Благодаря такому управлению можно настраивать нужные обороты конвейера.
Шаг седьмой. Желоб и сборка
Делаем желоб для станка, тут подойдет оцинкованная листовая сталь или другой листовой материал. Автор выгнул желоба при помощи листогибочного станка. Полученные желоба приклеиваем к раме и скрепляем при помощи заклепочного пистолета.
После покраски всех узлов можно собрать конвейер, на него остается установить ленту. Сделать такую ленту можно самому или можно купить готовую.
Машина готова, можно отправляться в лес. Автор устанавливает конвейер в нужном месте, а в его начале ставит дробилку для палок. Запускаем мотор и устанавливаем желаемые обороты ленты. Можно дробить дрова, они отправляются прямиком в прицеп. Теперь собирать дрова стало одно удовольствие, бензопилой можно и вовсе не работать. С такими полезными машинами можно очищать целые территории от ветвей и валежника.
На этом проект завершен, надеюсь, вам самоделка понравилась, и вы нашли для себя полезные мысли. Удачи и творческих вдохновений, если решите повторить подобное. Не забывайте делиться с нами своими идеями и самоделками!
Источник
https://youtube.com/watch?v=PVwoYBNpA_0
Как склеить транспортерную ленту
Процедура состыковки свободных концов конвейерной ленты изначально предполагает наличие опыта и квалификации у сотрудников, занятых на выполнении данной операции.
Стыковка ленты — очень трудоемкая операция, поэтому для выполнения данного действия потребуется несколько специалистов, понимающих, как правильно сшить транспортерную ленту
и в совершенстве владеющих необходимым инструментом.
Строгие требования к подбору персонала должны выполняться неукоснительно.
Такое отношение помогает избежать опасности возникновения травмы и простоев производства, связанных с возникновением брака в качестве стыкования ленты для транспортирующего оборудования
Механическая состыковка ленты конвейера
Предлагаемый метод позволяет соединять резинотканевые и ПВХ ленты, используемые для конвейерной доставки.
Применение данной технологии дает возможность минимизировать площадь стыка, что приводит к экономии на затратах при покупке ленты. Подготовительные работы и время операции занимает минимальное время.
Команда из двух профессиональных рабочих (которые знают, как сшить транспортерную ленту) справляется с поставленной задачей в течение 30 мин.
Для стыковки используется шарнирное соединение, которое является разъемным, что значительно упрощает монтажно-демонтажные работы, производимые с лентой. Такой способ стыковки не изменяет толщину.
Это позволяет ленте без проблем проходить сквозь очистные механизмы.
Использование механического способа соединения является практически не заменимым в аварийных ситуациях на ответственных производствах: металлургии, горной промышленности, строительстве.
Склеивание конвейерной ленты методом горячей вулканизации
Метод соединения транспортерной ленты при помощи горячей вулканизации является наиболее надежным из всех имеющихся в настоящее время. Применяется на производствах, которые используют теплостойкие или резинотросовые ленты для ленточных конвейеров.
Данный способ имеет следующие преимущества:
- повышенную прочность соединения;
- возможность проводить стыковочные работы при минусовых температурах окружающего воздуха;
- для выполнения работ применяются материалы с низкой стоимостью;
- допускается неточность при разделке ленты;
- есть возможность стыковать резинотросовые изделия.
Важно! Горячую вулканизацию транспортерных лент запрещено применять в следующих условиях:
- при повышенном содержании пыли в окружающей среде;
- влажности более 80%.
https://youtube.com/watch?v=2xiHUji3XY4
Запуск трубопровода
Мы можем выполнить конвейер несколькими различными способами. Если бы мы хотели, мы могли бы просто запустить его локально с терминала, если мы удаленно вошли в GCP.
python -m main_pipeline_stream.py \ --input_topic "projects/user-logs-237110/topics/userlogs" \ --streaming
Однако мы собираемся запустить его с использованием DataFlow. Мы можем сделать это с помощью команды ниже, а также установить следующие обязательные параметры.
- — Идентификатор вашего проекта GCP.
- — Бегун конвейера, который проанализирует вашу программу и построит ваш конвейер. Для облачного исполнения это должно быть,
- — Путь облачного хранилища для облачного потока данных для создания пакетов кода, необходимых работникам, выполняющим работу.
- — Путь к облачному хранилищу для облачного потока данных для размещения временных файлов заданий, созданных во время выполнения конвейера.
python main_pipeline_stream.py \--runner DataFlow \--project $PROJECT \--temp_location $BUCKET/tmp \--staging_location $BUCKET/staging--streaming
Пока эта команда выполняется, мы можем перейти на вкладку DataFlow в консоли Google и просмотреть наш конвейер. Когда мы щелкаем по конвейеру, нам нужно что-то вроде рисунка 4. Для целей отладки может быть очень полезно перейти в журналы, а затем в Stackdriver, чтобы просмотреть подробные журналы. Это помогло мне выяснить проблемы с конвейером в ряде случаев.
Холодная стыковка конвейерных лент
Стыковка конвейерной ленты методом холодной вулканизации проводится тогда, когда вулканизационный пресс отсутствует на предприятии. В этом случае оба конца двух лент будут скрепляться посредством особого клея с отвердителем. Собственно, сам клей наносят на торцы. После чего их накладывают друг на друга. Такой способ принято считать наиболее доступным и надежным. Однако при его выполнении следует избегать наличия пыли, а также большой влажности и низкой температуры в помещении, где проводится данный процесс.
Типы и применение конвейерной ленты
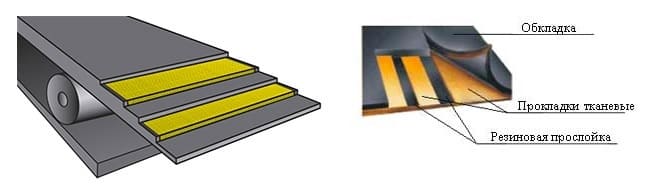
Резинотканевые конвейерные ленты применяются на конвейерах с плоскими (или желобчатыми) роликоопорами при транспортировке, как штучных и кусковых грузов, так и сыпучих материалов. Стандартная лента имеет ширину полотна до 1600 мм и длину 95-100 м. Лента изготовлена из синтетической ткани специальной обработки, которая обеспечивает высокую прочность каркаса ленты. В зависимости от нагрузки и условий эксплуатации, вы может выбрать ленту из следующих видов:
- Лента общего назначения
- Лента морозостойкая
- Лента теплостойкая
- Лента трудновоспламеняющаяся (для использования на угольных шахтах)
- Лента трудновоспламеняющаяся морозостойкая
- Лента пищевая
Читать также: Как выкрутить слизанную звездочку
Три главные способа соединения конвейерных лент:
- Механический способ
- Холодный способ
- Метод горячей вулканизации
-
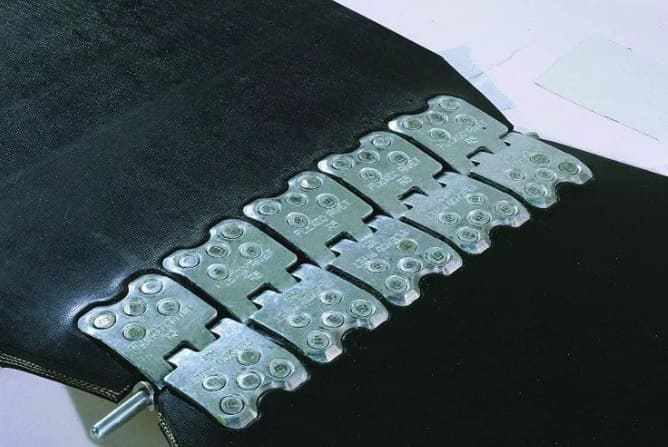
Механический способ соединения (стыковки)
Стыковка конвейерных лент механическим способом – самый быстрый и доступный способ соединения конвейерных и транспортерных лент. Данное соединение подходит для любых лент, кроме тросовых. Соединение производится при помощи специальных соединительных замков.
Холодный способ соединения
Ещё одним доступным и довольно распространенным способом соединения транспортерной и конвейерных лент является холодная вулканизация (склейка). Для холодной вулканизации обычно используется двухкомпонентный клей, а выполняется эта работа специалистами определенной квалификации, так как при выполнении склейки необходима послойная разделка ленты. Если сравнивать данный метод с методом горячей вулканизации, то холодная склейка менее трудоемкий процесс, но и срок эксплуатации стыка немного короче, чем у горячего соединения.
Метод горячей вулканизации
Горячую вулканизацию конвейерных лент можно выполнить только с помощью специального оборудования — вулканизационного пресса. Этот метод является самым эффективным методом соединения конвейерной ленты и практически не отличается заводских условий технологии производства ленты на конвейерной линии. Прочность данного соединения ленты составляет примерно 98% от прочности самой ленты. Данный метод стыковки можно проводить как на конвейере, так и в сервисных мастерских в стационарных условиях.
Применение конвейерной ленты
Являясь элементами различного назначения конвейеров, конвейерные (транспортерные) ленты используются практически во всех отраслях народного хозяйства. При правильном выборе поставщика и производителя конвейерной ленты, вы надолго обеспечите качественный и беспрерывный процесс на вашем производстве.
Конвейерные механизмы получили весьма широкое распространение, устанавливаются для транспортировки грузов и изделий на определенное расстояние. При этом конвейерная лента может стать площадкой, на которой проводится обработка изделия. Выделяют три основных способа соединения конвейерных лент, все они характеризуются своими определенными особенностями. Работа по стыковке изделий часто проводится в случае появления механического дефекта или при добавлении секций при увеличении протяженности конвейера.
Способы изготовления
Транспортерные ленты представляют собой специальные элементы из резины или металла, которые двигаются по замкнутому кругу. С их помощью осуществляется процесс подачи деталей на различных предприятиях, откачка гноя на фермах и много других процедур.
Сделать самостоятельно такую ленту практически не возможно, так как требуется специальные механизмы. Одни из вариантов изготовления является использование подручных материалов, таких как линолеум.
Процесс монтажа транспортера из такой продукции можно разбить на несколько этапов:
1. Сначала производится формирование каркаса. Для этого предусматривают крепление специальных транспортных роликов, по которым и будет перемещаться лента. Для практичности изготавливать их можно как с металлических, так и с пластиковых труб, с последующим покрытием резиной или другим мягким материалом. 2. После этого производится крепление ленты на станок. Для этого вырезается лист из линолеума необходимой длины и ширины, а затем одевается на ролики. По завершению два противоположных конца соединяются в одно.

Сложный вариант
Этот способ изготовления шнека позволит собрать качественное и точное приспособление, которое будет служить долгое время. Для начала делаются расчеты и чертеж, затем — замеры. Также стоит заранее подготовить инструменты и подходящий материал, а уже потом приступать к сборке самодельного бура.
Пошаговая инструкция по монтажу шнекового смесителя выглядит следующим образом:

- Взять подготовленную трубу, причем она должна быть гладкой, без каких-либо изгибов или деформаций. Просверлить на одном конце перпендикулярное отверстие с диаметром 8 мм. Здесь будет соединяться верхняя часть с ручкой.
- Снизу установить наконечник — эта деталь будет задавать направление движения земли. Сделать его можно из старой автомобильной рессоры. Вырезать необходимый квадрат можно при помощи болгарки.
- В трубе проделать продольный пропил, который должен иметь толщину равную наконечнику. Дальше следует вставить его острым кончиком внутрь трубы. В результате должно получиться приспособление, напоминающее копье.
- Соединить детали при помощи сварочного аппарата, не забывая о мерах безопасности.
- Вырезать из рессоры резак длиной равной ½ диаметра изготавливаемого бура, а уже на нем пропилить зубцы. Именно эти элементы будут вгрызаться в грунт, рыхлить его, а уже после земля будет попадать на спираль самодельного шнека.
- Расположить резцы таким образом, чтобы они были под острым углом к основной поверхности. После этого следует приварить детали к стальной трубе.
- Вырезать из металлического листа круг, одинаковый по диаметру со спиралью шнека. Проделать в его центре отверстие, в которое будет вставляться труба. Приложить изготовленный диск к резцу, приваренному к трубке. Сделать разметку их соприкосновения при помощи карандаша или специального маркера.
- По полученным отметкам разрезать круг от края до центра, лучше всего сделать это болгаркой. Разрезанный диск положить в тиски и скрутить элементы в спирали молотком. Изготовленный своими руками шнек насадить на трубу и приварить. В конце обработать поверхность металлической щеткой и покрасить.
Собственно, на этом работа окончена. Остается сделать ручку и удлинитель. Первую можно сделать пластиковой, она будет удобнее, а вот последнюю деталь можно изготовить из любой подходящей трубы.
2) Холодная вулканизация
Этот метод стыковки полотен конвейеров основан на применении клеевых смесей. Обеспечиваемая им прочность соединения приблизительно на 25 % меньше первоначальной прочности конвейерной ленты.
Преимущества:
- для стыковки не нужно ленту снимать с конвейера;
- не требуется переменное напряжение 380 вольт;
- работы могут проводиться даже на ограниченном пространстве и при наличии огнеопасных газов;
- высокая скорость ремонта: обычно уже через несколько часов конвейер может возобновить свою работу.
Недостатки:
- работы могут осуществляться только при температуре воздуха не ниже пяти градусов Цельсия;
- холодная вулканизация не может проводиться в помещениях с повышенной влажностью и сильной запыленностью.
Виды лент конвейера
Для перемещения штучных грузов используются конвейеры с гладкими лентами. Для сыпучих и мелких грузов отлично подходят рифленые разновидности. На сегодняшний день используются ленты с различными типами рифления:
- в виде треугольников;
- в форме ромбов;
- пирамидальный тип и др.
При этом груз можно перемещать под углом до 45°. Это возможно за счет поперечно установленных перегородок, высота которых достигает 20 см.
Для максимальной эффективности работы предприятия используются конвейеры с различными типами лент:
- резинотканевыми;
- брезентовыми;
- сетчатыми;
- специальными пищевыми и т. д.
В зависимости от особенностей груза или товара процесс транспортировки происходит на специально предназначенном конвейере
Важно, что устанавливать транспортеры можно в отапливаемых помещениях, а также на открытом воздухе или в зданиях без обогрева. Для максимально эффективной работы лент рекомендуется эксплуатировать их при температурном режиме от –50 до +45°С
При необходимости на конвейер может быть установлено дополнительное оборудование, которое позволяет транспортировать грузы при температуре до 200 °С, обеспечивая надежную работу всех встроенных механизмов.
Как правило, ленточные конвейеры оборудуются специальными устройствами:
- очищающими ленту от просыпавшихся материалов;
- предотвращающими падение грузов.
Для производства конвейеров используются новейшие технологии, которые позволяют совершенствовать их конструктивно-технологические параметры. Это приводит к снижению оборачиваемости ленты, уменьшению количества промежуточных перегрузок и увеличению срока эксплуатации.
Ленты из морозостойких материалов, а также использование особых сортов смазки, предназначенных для холодных условий, позволяют расширить область применения устройств и эксплуатировать их в районах Крайнего Севера.

Для каких случаев пригодится ленточный конвейер своими руками
Любое хозяйство или производство, технологический цикл которого подразумевает перемещение сыпучих грузов на расстояние, необходимо обеспечить ленточным транспортером. Подобное устройство недорого обходится с точки зрения материальных вложений, но при этом увеличивает производительность труда при работе со стройматериалами – щебнем, песком, цементом, продуктами – сахаром, солью, крупами, сельхозпродуктами, подлежащими первичной и вторичной переработке, – зерновыми, бобовыми, комбикормами. Если на крупных производствах востребованы мощные установки заводского производства, то в личном хозяйстве вполне можно обойтись ленточным конвейером, изготовленным собственными руками и под конкретные параметры и продукты.
С чего начать работу над транспортером
Ленточный транспортер только тогда будет эффективно и безупречно работать, когда его создатели примут в расчет следующие параметры и условия:
- тип груза, размер и сыпучесть которого определяют ширину ленты и необходимость ее оснащения бортиками;
- расстояние между объектами загрузки и разгрузки, которое определяет длину ленты;
- способ загрузки сыпучих материалов на ленту;
- скорость перемещения грузов для обеспечения эффективной обработки или перевалки материалов;
- вариант крепления к редуктору.
Все эти условия станут решающими при разработке конструкции и выборе материалов для ленточного транспортера.
Разновидности
Ленточные конвейеры разделяются на несколько видов. Об особенностях каждого из них можно узнать ниже:
- Прямой. Предназначен для транспортирования грузов по прямой траектории. Регулировка скорости частотным преобразователем позволяет плавно настраивать движение ленты под производственные процессы. Для мобильности может оснащаться колесами со стопорными пластинами, что дает возможность перемещать ленточный конвейер от одного технологического участка к другому.
- Наклонный. Предназначен для наклонного транспортирования грузов с одного уровня на другой. Применяется на складах для механизации процесса погрузки-выгрузки (разгрузки) автотранспорта и транспортировки изделий между этажами. Может использоваться в закрытом помещении и на открытом воздухе. Угол наклона применяется в диапазоне от 20 до 60 градусов и может быть регулируемым или фиксированным. Устанавливаемый максимальный угол наклона в ленточном конвейере зависит от таких факторов: габарит груза, выбранная скорость, особенности поверхностного материала, вес и позиция центра тяжести продукции, внешние влияния (температура, влажность). Лента оснащается поперечными лопатками различной высоты или подбирается с поверхностью антискольжения.
- Наклонный ленточный конвейер с горизонтальными участками (Г-образный, L-образный и Z-образный). Предназначен для транспортирования сыпучих или мелкоштучных грузов с одной высоты на другую. На прямых и наклонных участках ленточного конвейера применяются гофрированные борта и поперечные лопатки для исключения просыпания. Транспортирует грузы под углом от 20 до 80 градусов. Может оснащаться загрузочным бункером и лотком для выгрузки.
- Поворотный. Предназначен для изменения траектории движения штучных грузов или многорядного потока продукции. Поворотный ленточный конвейер может изменять направление движения под углами 90 ° или 180 °. В качестве рабочей поверхности применяются тонкие и прочные ленты из полиуретана.
- Многоуровневый. Применяется для одновременной, многоуровневой подачи и отвода сырья, сухих материалов и субстанций, тары на участках разделки, фасовки, укладки, сборки и упаковки продукции.
Преимущества и недостатки ленточных транспортеров
Ленточные транспортеры и их преимущества
- Ленточные транспортеры зарекомендовали себя как надежный способ перемещения стружки. Ведь ломаться здесь практически нечему, только привод и ролики. Срок службы ленточного транспортера в деревообработке может достигать 15 лет. Обслуживание транспортера заключается в периодическом осмотре и смазке подшипников.
- Простота конструкции и небольшое количество металла позволяют устанавливать его с меньшими затратами на опоры.
- Возможность установки крышки на такие транспортеры позволяют эксплуатировать их на улице к примеру при подаче стружки из цеха в цех.
- Малый шум от работы, поверьте, на производстве это ценится.
- Хорошая производительность такого транспортера при малых габаритах достигается за счет большой скорости передвижения ленты.
- Свою популярность такие транспортеры получили при транспортировке специальной резанной стружки (они ее не ломают) и влажной и тяжелой щепы, так как пневмотранспорту требуется больше мощности, а скребковые транспортеры и шнеки могут забиваться. А вот транспортировка сухой легкой древесной пыли сопровождается огромным количеством загрязнения.
Недостатки ленточных транспортеров
- Часто специалисты жалуются на некачественное соединение швов. Существует несколько видов соединения швов, это так называемые крокодилы и склейка ленты. Более качественным, сложным и длительным по времени (до 3-х дней, в зависимости от клея) является склеивание ленты — такое соединение может прослужить 3-5 лет. А вот соединение крокодилом хоть и занимает по времени 30 минут, прослужит около 1 года.
- При износе ленты на нее начинает налипать древесная стружка, что приводит к повышенному загрязнению.
- Ленточные транспортеры отлично работают при установке по прямой, а вот если нужно из точки А в точку Б проложить маршрут с поворотом, то придется устанавливать дополнительный транспортер, что довольно не выгодно.
Похожие записи:
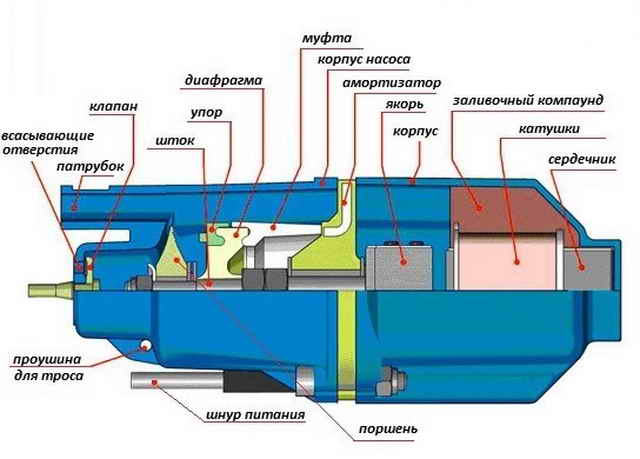 Насос «малыш»: основные виды поломок, как отремонтировать своими руками
Насос «малыш»: основные виды поломок, как отремонтировать своими руками
 Дымогенератор из шприца для смазки чертеж. как сделать дымогенератор для авто своими руками? интересный способ диагностики
Дымогенератор из шприца для смазки чертеж. как сделать дымогенератор для авто своими руками? интересный способ диагностики
 Электропастух своими руками как сделать самодельного электропастуха из катушки зажигания и электриче
Электропастух своими руками как сделать самодельного электропастуха из катушки зажигания и электриче
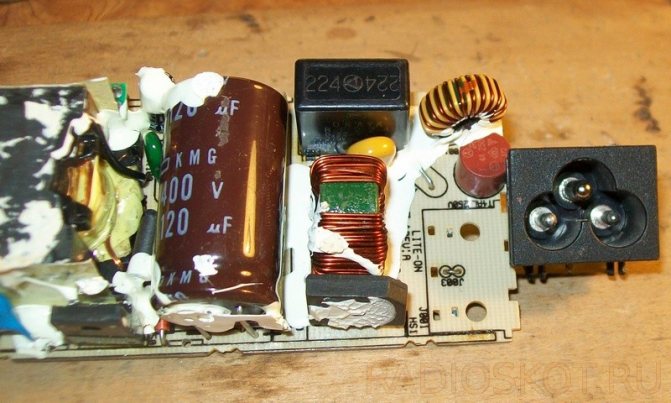 Как сделать импульсный блок питания своими руками
Как сделать импульсный блок питания своими руками
 При какой температуре фритюра жарят пончики
При какой температуре фритюра жарят пончики
 3 простых способа вдеть нитку в иголку легко и быстро
3 простых способа вдеть нитку в иголку легко и быстро