Содержание
Процесс установки пружинной вставки:
Ремонт поврежденной резьбы выполняется в четыре простых шага.
Шаг 1. Просверлите старую резьбу, используя размер сверла, рекомендованный на упаковке комплекта для ремонта резьбы. На хвостовике метчика также указан рекомендуемый размер сверла под резьбу. Не забудьте очистить отверстие от частиц металла.
Шаг 2. В просверленном отверстии нарежьте резьбу специальным метчиком под проволочную вставку, который имеет некоторые отличия от стандартного метчика и обозначается буквами STI (система HeliCoil).

Шаг 3. Установите резьбовую вставку с помощью установочного инструмента.
Для резьбы с крупным (обычным) шагом:

- Наденьте спиральную вставку на монтажный инструмент.
- Поворачивайте вставку до тех пор, пока ее поводок не войдет в паз на конце стержня установочного инструмента.
- Вкрутите ремонтную вставку в резьбовое отверстие, используя ручку поворотного установочного инструмента.
- После того, как вставка будет установлена на нужную глубину, выкрутите установочный шпиндель.
Для резьбы с мелким шагом:
- Используйте монтажный инструмент с патроном предварительного натяжения (сжатия), который входит в комплект для ремонта мелкой резьбы.
- Поместите спиральный вкладыш в патрон предварительного натяжения.
- Проденьте шпиндель установочного инструмента через спираль, пока поводковый язычок не войдет в его паз.
- Поворачивайте инструмент, чтобы намотать вставку на резьбовой конец корпуса предварительной катушки.
- Одной рукой удерживайте корпус под прямым углом к поверхности заготовки над резьбовым отверстием. Вращайте установочный инструмент, чтобы установить вставку через корпус предварительной катушки в резьбовое отверстие в заготовке. После установки убедитесь, что корпус предварительной катушки может плавно перемещаться, значит, витки спирали совпали с резьбой в заготовке.
- После того, как ремонтная вставка будет установлена на нужную глубину, выкрутите установочный инструмент.

Монтажный инструмент для установки ввертыша

Совет по ремонту резьбы:
Одна из причин того, что данная резьбовая технология не работает, заключается в неправильной посадке резьбовой вставки.
Главное практическое правило – верх проволочного вкладыша должен находиться ниже поверхности заготовки на 1/4 — 1/2 шага резьбы. Один из простых способов определить глубину установки подробно описан ниже.
Перед тем, как начать процесс установки, внимательно посмотрите на входную резьбу, нарезанную метчиком STI в отверстии
Обратите внимание на то место, где нить начинает входить в отверстие
Сделайте небольшую временную контрольную метку на поверхности корпуса, удаленную на 3/4 оборота от того места, где резьба входит в отверстие. Эта отметка будет использоваться для определения глубины установки ввертыша.
Установите резьбовую вставку заподлицо с поверхностью корпуса и совместите ее конец с контрольной меткой. После этого поверните ее еще на 1/4 оборота для погружения ниже поверхности корпуса на 1/4 шага (0,25 P).
Если требуется более глубокая посадка, поверните установочный инструмент еще на 1/4 оборота.
Шаг 4. Удалите поводковый язычок
- Используйте бородок или просто кусок круглого стержня, подходящего по диаметру к полученному резьбовому отверстию.
- Уприте конец инструмента в язычок и удерживайте его прямо в отверстии.
- Ударьте по хвостовику инструмента молотком. Поводок должен сломаться в месте надреза, который и предназначен для этой цели. На вставках большого диаметра (от М14) иногда легче отломить его с помощью длинногубцев движениями вверх-вниз.
- Извлеките обломанный язычок из отверстия перед сборкой резьбового соединения.
Замена поврежденной резьбы в четыре простых шага
Рассматриваемый способ позволяет в условиях гаража, не имея на то специальных навыков, в четыре простых приема произвести ремонт изношенного резьбового отверстия в корпусных деталях из стали и цветных металлов.
Шаг 1 – Сверление
Удаление старой резьбы при помощи сверла. Для выбора диаметра сверла производители предлагают воспользоваться специальной таблицей, в которой указываются наиболее распространенные размеры восстанавливаемых резьбовых отверстий и рекомендуемый диаметр сверла.
Шаг 2 – Формирование резьбы
В рассверленном отверстии производят нарезку резьбы специальным метчиком, предлагаемым производителем, который имеет некоторые отличия от стандартного резьбонарезного метчика. Для работы со свечными отверстиями рекомендуется использовать ступенчатый метчик, позволяющий миновать процесс рассверливания.
Шаг 3 – Ввертывание вставки
Установка пружинной втулки в полученную резьбу выполняется установочным приспособлением (шпинделем с зацепом), входящим в комплектацию набора.
Шаг 4 – Удаление установочного язычка
После выкручивания шпинделя необходимо отломить и удалить язычок на спиральной вставке. Сделать это не сложно благодаря насечке на последнем витке и специально предусмотренному инструменту.
Это интересно: Выпиливание лобзиком из фанеры — особенности, материал, инструменты
Технология работы с внутренней и наружной резьбой
Восстановление резьбы с помощью состава «Холодная сварка» предполагает использование двухкомпонентной смеси. Каждый компонент помещен в небольшой тюбик. Этапы работы можно представить в виде следующих шагов:
- Вскрыть упаковку, достать все, что входит в состав;
- Обезжирить поверхности, приготовленные для работ (первый тюбик);
- Исключить возможность появления на деталях налета;
- Резьба очищается анти адгезионным составом (второй тюбик);
- Перемешивание смесей из двух тюбиков на специально приготовленной поверхности не из металла. Для перемешивания потребуется шпатель;
- Полученную массу располагают на резьбе, деталь вворачивается, чтобы придать зубцам нужную форму и внутри, и снаружи;
- Оставить деталь для высыхания;
- Выдержать время, указанное в инструкции.
Для получения нужного результата проверяется температура среды, влажность воздуха.
Потом деталь выкручивается и проверяется качество проделанной работы.
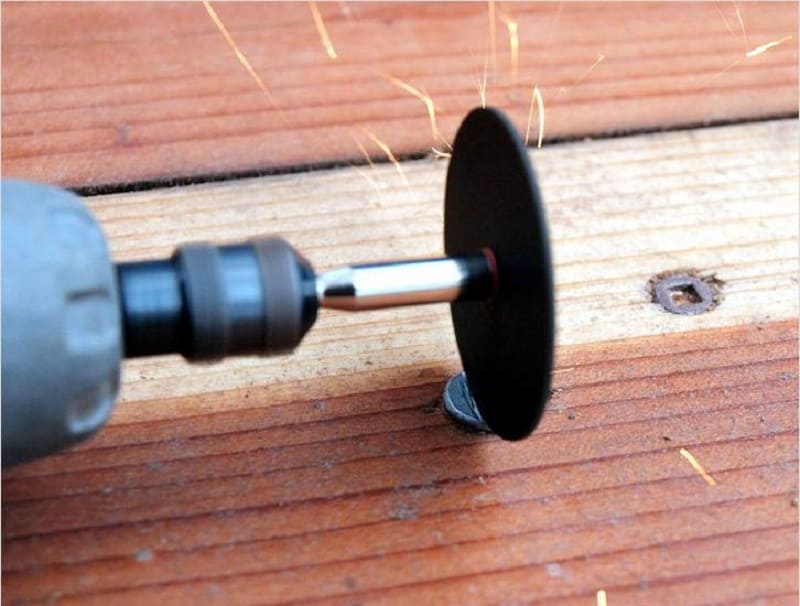
Использование болгарки и дрели
Когда все возможные варианты исчерпаны, а задача как выкрутить болт осталась не решённой, приступают к самому радикальному средству. В ход идёт шлифовальная машина, называемая болгаркой и электрическая дрель с набором свёрл.
На болгарку закрепляют обрезной круг по металлу (лучше тонкий с алмазным напылением). С его помощью срезают шляпку у самого основания. Затем используют дрель со сверлом. Диаметр сверла выбирают исходя их диаметра стержня. Целесообразно провести предварительное высверливание меньшим диаметром. Затем использовать сверло равное по диаметру размеру стержня. Высверливать необходимо аккуратно.
Резьбу после этих операций предстоит восстанавливать заново.
Подготовка
Прежде чем начать выкручивать воспламенители, необходимо подготовиться. Во-первых, надо подождать, пока полностью остынет двигатель. Алюминиевая головка цилиндров в нагретом состоянии расширяется и зажимает в резьбе свечи зажигания, поэтому выкрутить их невозможно. Кроме того, холодный агрегат обезопасит вас от ожогов.
Для процедуры выкручивания необходимо приготовить следующие инструменты и материалы:
- динамометрический ключ;
- специальный шестигранник;
- компрессор;
- масло WD -40.
После того как двигатель остынет, надо отсоединить все контакты. С помощью специальных средств и чистой тряпки, надо тщательно очистить от грязи место нахождения нагревательных элементов, чтобы ничего не упало в свечной колодец.
 Компрессором с тонкой трубкой или другим прибором, нагнетающим воздух, надо продуть сам колодец. Это надо делать очень тщательно, так как обычно в гнезде много мусора и грязи. После продувки в гнездо надо залить масло WD -40. Оно смажет резьбу и облегчит выкручивание. Приступать к работам можно спустя 10-15 минут после того, как будет залито масло.
Компрессором с тонкой трубкой или другим прибором, нагнетающим воздух, надо продуть сам колодец. Это надо делать очень тщательно, так как обычно в гнезде много мусора и грязи. После продувки в гнездо надо залить масло WD -40. Оно смажет резьбу и облегчит выкручивание. Приступать к работам можно спустя 10-15 минут после того, как будет залито масло.
Ремонт шлицевых соединений
Шлицевые соединения по сравнению со шпоночными имеют меньшие напряжения смятия на гранях шлицев и большую прочность валов. При сборке шлицевых соединений не требуется пригонки. Наибольшее распространение имеют шлицевые соединения с прямобочной формой шлицев, в некоторых случаях стали применяться шлицевые соединения с эвольвентной формой шлицев, которые обладают по сравнению с прямобочными повышенной прочностью.
Сборку шлицевых соединений следует начинать с осмотра состояния шлицев обеих деталей. Забоин, задиров или заусенцев в шлицевом соединении допускать нельзя.
В неразъемных шлицевых соединениях целесообразно перед напрессовкой охватывающую деталь нагреть до 80–120 °С. После установки охватывающей детали на шлицах соединение следует проверить на биение. Легкоразъемные и подвижные шлицевые соединения, кроме проверки на биение, проверяют еще на качку. Сопряжение шлицев ответственных соединений проверяют также «на краску».
Продукция «Локтайт»
Эта компания также хорошо известна своей качественной и эффективной продукцией. Но в отличии от Helicoil, восстановитель резьбы «Локтайт» — это полностью химическое вещество. Фиксаторы резьбовых соединений этого бренда знает каждый.
Для решения любых проблем с резьбами компания предлагает анаэробные составы. Это однокомпонентные жидкие материалы с различной степенью вязкости. Они способны длительное время оставаться в своем исходном состоянии, а также быстро затвердевать в небольших зазорах соединяемых деталей или же в резьбе. Чтобы жидкая резьба начала полимеризоваться, нужно соблюсти два условия. Так, необходимо наличие ионов металла, а также минимальный контакт с воздухом. Как использовать восстановитель резьбы Loctite? Достаточно нанести состав на одну из соединяемых поверхностей в таком количестве, которого достаточно для полного заполнения ремонтных зазоров испорченной резьбы.
Восстановитель резьбы после полимеризации представляет собой твердую термореактивную пластмассу, которая отличается особыми свойствами. Так, она устойчиво выдерживает любые вибрации и ударные нагрузки, соединение имеет хорошую герметизацию, устойчиво выдерживает коррозионные и другие агрессивные воздействия.
Производятся данные составы в виде стика, внутри которого содержится густая паста. Достаточно нанести смесь на ремонтируемый узел и после полимеризации резьба будет восстановлена.
Недостатки и преимущества
Каждый метод имеет свои достоинства и недостатки. Примером назовем следующее:
- Холодная сварка и полимеры могут использоваться в случае, когда нельзя изменить диаметр отверстия. Однако, получающиеся витки характеризуются низкой прочностью.
- Метчик используется только в случае, когда можно немного увеличить отверстие. При этом получаются качественные и прочные витки.
- Вкладыши позволяют расширить область применения режущего инструмента, но восстанавливаемая резьба также не рассчитана на большую нагрузку.
В целом можно сказать, что существует просто огромное количество способов восстановления крепежных элементов. Выбор проводится в зависимости от того, где оно используется и какая нагрузка оказывается.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Пишут , что : так как многие пользуются техникой с бензиновым двухтактным двигателем в силу конструктивных особенностей приходится часто выкручивать свечу из головки блока, что приводит к повреждению резьбы в свечном канале. Свеча имеет строго определенный диаметр резьбы (М14) и поэтому рассверлить посадочное отверстие или использовать ввертыш для восстановления не получится. В большинстве случаев материалом головки блока служит алюминий, достаточно мягкий металл и ремонт резьбы путем прохождения метчиком не приносит желаемого результата.
В таких случаях Вам поможет так называемая жидкая резьба – полимерный состав, который предназначен для ремонта свечных каналов. Вы можете использовать восстановленное резьбовое соединение после 24 часов полимеризации. Так же соединение остаётся полностью разборным, причем адгезия к стали у состава меньше, чем к алюминию. Это говорит о том, что вы, приложив первоначальные усилия сможете вывернуть свечу зажигания или болт из восстановленного алюминиевого корпуса.
Кто пользовался ? Какие впечатления ? Ваше мнение?
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
Всю сознательную жизнь чиркаю по резьбе на свече мягким карандашом,нанося графит,свеча всегда нормально откручивается без повреждения резьбы. Это совет как предотвратить,а не как уже устранить.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
Обычно мажу графитовой смазкой.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
| Автор (—.pppoe.avangarddsl.ru) Дата: 09-03-13 11:36 |
Я тоже, но тут требуется починить.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
Тогда вертыш или спиральная вставка.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
| Автор (—.pppoe.avangarddsl.ru) Дата: 09-03-13 12:19 |
Я так понял, что ЭТА не внушает ?
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
Может конечно, что то уже придумали, но я такого еще не слышал.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
Чушь это всё.Я на триммере пытался воспользоваться подобной хренью, в итоге свеча выстрелила мимо подругиного уха сразу при заводке.Хорошо, не в глаз.Есть спецкомплекты с метчиком и ввёртышами (футорками), как на фото.Стоит немного, помогает реально.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
Совсем не внушает.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
Думаю что подобные примочки существуют как аварийно/временная мера,типа добраться до сервиса.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
Я народу делаю ввертыши из бронзы , наружный диаметр м18 шаг 1.5 , претензий не было ни разу. Почему- то в основном на Газелях. А этой химии веры нет, так как очень большой температурный перепад у двигателя. Металл не выдерживает, а полимер – сомнительно.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
Читать также: Из чего сделана нержавеющая сталь
Вообще,часто эпоксидным составам приписываются какие то волшебные свойства,хотя практически любая из них при 70-90 градусаж теряет прочность.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
«так как многие пользуются техникой с бензиновым двухтактным двигателем в силу конструктивных особенностей приходится часто выкручивать свечу из головки блока, что приводит к повреждению резьбы в свечном канале.» – с хуеееев ли баня то упала? Правильными руками хоть мильон раз выкрути, резьбе до лампочки апсолютно, а кривыми и на первом разе девушку испортить моно
Как восстановить резьбу метчиком с сохранением ее диаметра и места расположения
Если же нужно восстановить резьбу с сохранением ее диаметра, используйте один из следующих методов.
Заваривание отверстия с последующим нарезанием новой резьбы
Этот способ применяют редко из-за того, что прочность полученной по этой технологии новой резьбы будет ниже. Еще данный метод выбирают при отсутствии специальных приспособлений (ввертышей и спиральных вставок).
Этот способ восстановления резьб включает в себя следующие этапы.
Удаление старой резьбы путем рассверливания.
Заваривание отверстия. Выбор технологий зависит от материалов деталей.
Для заваривания отверстий в стальных изделиях используют электродуговую или газовую сварку в защитных средах.
При работе с чугунными деталями газовую или электродуговую сварку применяют в холодном состоянии или при общем/местном нагреве.
В качестве присадок используют электроды (МНЧ-1, ОЗЧ-1, ЦЧ-1), чугунные прутки с повышенным содержанием кремния и иные материалы.
Обработка отверстия заподлицо основным металлом.
Нарезание новой резьбы.
Обратите внимание! При работе с алюминиевыми изделиями этот способ восстановления резьбы обычно не применяют. Это связано с тем, что металл при сварке активно поглощает газы
В наплавленных слоях образуются поры. При сильной усадке появляются трещины.
Восстановление резьбы при помощи ввертыша
Ввертыши — это специальные цилиндрические приспособления, имеющие резьбу нужного диаметра и шага внутри и крупную — снаружи. Такие изделия изготавливают из стали, латуни, бронзы, меди и иных материалов. На финальных стадиях производства ввертыши закаливают и дополнительно упрочняют.
Фотография №2: ввертыш для восстановления резьбы
Если нужно восстановить резьбу с сохранением диаметра при помощи ввертыша, действуйте так.
Рассверлите отверстие. Сверло нужно подобрать таким образом, чтобы диаметр получившегося отверстия позволял нарезать резьбу для вкручивания ввертыша.
Нарежьте резьбу метчиком. Соблюдайте перечисленные выше правила.
Вкрутите ввертыш. Его нужно установить заподлицо. Если это невозможно, профрезеруйте деталь и удалите выступающую часть приспособления.
На границе новой резьбы и ввертыша нанесите засечки при помощи керна. Это предотвратит самопроизвольное выкручивание приспособления.
Восстановление резьбы при помощи спиральной вставки
Спиральные (их также еще называют проволочными и пружинными) вставки также часто используют для восстановления поврежденных резьб.
Фотография №3: спиральные вставки для восстановления резьбы
Эти приспособления имеют с внутренних сторон высокоточные ромбические резьбовые профили. Практически все модели оснащены специальными поводковыми язычками, предназначенными для вкручивания приспособлений.
Для изготовления таких изделий используют особо прочную высококачественную нержавеющую сталь. Это дает гарантию устойчивости восстановленной резьбы к деформациям и коррозии.
Восстановление резьбы при помощи спиральной вставки включает в себя 4 этапа.
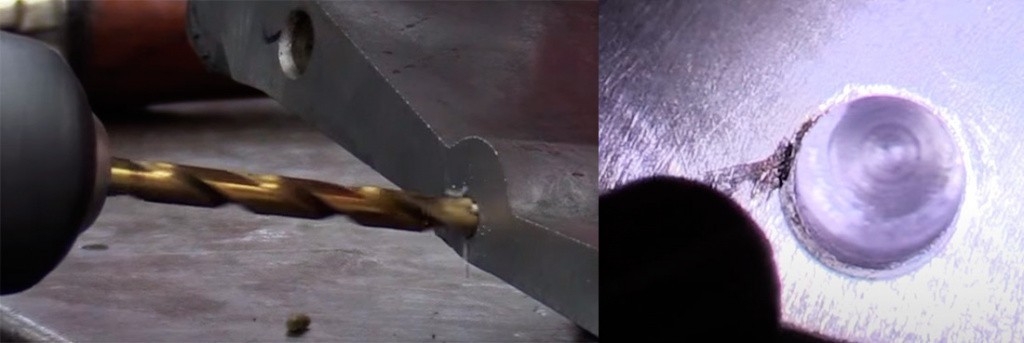
Сверление. Рассверлите отверстие. Выбирайте диаметр режущего инструмента по таблице, которую производители прилагают к спиральным вставкам.
Изображение №1: рассверливание отверстия под спиральную вставку
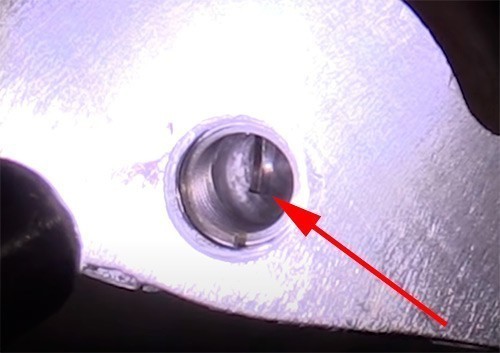
Формирование резьбы
Обратите внимание! Для нарезания резьбы используйте специальные метчики, которые отличаются от стандартных и поставляются со спиральными вставками. Соблюдайте все правила и рекомендации
Изображение №2: формирование резьбы под спиральную вставку
Монтаж приспособления. Оденьте спиральную вставку на входящий в комплект поставки специальный инструмент и вкрутите ее в отверстие.
Изображение №3: вкручивание спиральной вставки в отверстие
Удаление поводкового язычка. От него можно избавиться при помощи специального инструмента (его также поставляют производители). Для удаления язычков со вставок больших диаметров подойдут обычные плоскогубцы.
Использование профессиональных спиральных резьбовых вставок имеет следующие преимущества.
В месте посадки вставки обеспечивается необходимый натяг. Это полностью предотвращает выкручивание. Приспособления располагаются в принимающих резьбах практически без зазоров. В использовании клея для дополнительной фиксации изделий нет необходимости.
За счет упругости вставок нагрузки и напряжения распределяются равномерно. Это создает идеальные условия для передачи усилий между болтами и приемными резьбами.
Спиральные вставки универсальны. Их применяют не только для восстановления резьб но и при необходимости усиления соединений. Спиральные вставки используют при работе с изделиями из низко- средне и высокопрочных металлов, а также пластика и древесины.
Ремонт резьбы в свечном отверстии. Казань.
Стоимость работ в нашем сервисе — от 1000 рублей за одно отверстие (стоимость деталей и материалов включена)
Основное правило при замене свечей зажигания – закрутить свечу на несколько оборотов от руки! Если свеча легко закручивается от руки – это говорит о том, что она идет по резьбе – дальше можно работать инструментом.
Если же свечу начинать закручивать сразу с помощью инструмента (свечной ключ, вороток с головкой и т.п.) свеча может пойти не по резьбе. И если продолжать вкручивать свечу с усилием – резьба в свечном отверстии будет повреждена. Иногда ее можно частично восстановить, особенно если свечу не глубоко вкрутили не по резьбе. Но если свечу смогли закрутить не по резьбе до упора – придется устанавливать ремонтную втулку – футорку.
Итак, имеем автомобиль с поврежденной резьбой в свечном отверстии. Для начала пробуем пройти отверстие метчиком М14х1,25. Вкручиваем свечу, затягиваем ее моментом 31-35 Н-м. Если свеча не провернулась в отверстии – значит повезло. В следующий раз нужно быть особо внимательным при замене этой свечи.
Если восстановить резьбу не удалось, свеча не затягивается требуемым моментом и проворачивается – приступаем к установке ремонтной втулки. Готовые ремонтные втулки можно приобрести в магазине автозапчастей. Длина втулок бывает разная — выбирайте под свои свечи. Последний виток полностью закрученной свечи не должен выступать за край резьбы ремонтной втулки.

Специально для ремонта понадобятся: сверло 16,5 мм, метчик 18х1,5, ремонтная втулка. Если головка блока с глубокими свечными колодцами ( ВАЗ 2112, ЗМЗ 405, 406) необходимо снимать головку с двигателя. На 8-клапанных моторах ВАЗ 2114, Калина, Гранта есть доступ к свечным отверстиям – головку блока снимать не обязательно.

Выставляем поршень ремонтируемого цилиндра в ВМТ (верхнюю мертвую точку). Контролируя отверткой через свечное отверстие, смещаем поршень на 2-3 см. вниз (во избежание повреждения поршня прошедшим сверлом или метчиком). Ставим сверло по оси отверстия с максимально возможной точностью. Угол наклона по вертикали и горизонтали легче контролировать относительно вкрученных свечей в соседних цилиндрах.
Начинаем сверлить отверстие с минимальным нажимом на дрель. Торопиться не стоит – лучше медленней, но точнее. Будьте осторожны! Не допускайте глубокого проскакивания сверла в цилиндр – можете повредить поршень или стенку цилиндра!
Далее метчиком М18х1,5 нарезаем резьбу. Не торопимся. Проходим поступательно-возвратно, 2/3 оборота по часовой, 1/3 оборота против часовой стрелки. Каждые 3-4 витка выкручиваем метчик для очистки от стружки и для смазки. Смазываем моторным маслом, масло жалеть не надо.
После нарезания резьбы тщательно продуваем цилиндр сжатым воздухом. Промываем резьбу бензином, продуваем еще раз.
Раньше мы сажали втулки на резьбовой герметик Локтайт. Но в настоящее время предпочитаем белый казанский герметик. Он лучше уплотняет и герметизирует резьбу, и при повышенных температурах схватывается не хуже холодной сварки. Кстати, холодную сварку тоже можно использовать для фиксации ремонтных втулок.
Как отремонтировать резьбу с сохранением ее прежнего диаметра?
В настоящее время найден простой и надежный способ восстановления резьбы, который уже достаточно давно используют во всем мире. В нашей стране он, к сожалению, медленно набирает популярность, как по причине нашей неосведомленности, так и из-за невозможности приобрести в магазинах специальные пружинные вставки и вспомогательный установочный инструмент.
Комплект инструментов для восстановления резьбы
Разработкой и изготовлением вставок занимаются многие известные производители. Изделия разных фирм могут незначительно различаться по названию (ввертыши, футорки), конструктивному исполнению и материалу, но принцип действия и технология установки одинакова для всех. В продаже можно найти не только комплекты ввертышей различных длин, диаметров и шага резьбы, но и целые наборы для восстановления резьбы, в которые помимо вставок входят сверла, метчики, установочное приспособление и оправка для обламывания монтажного поводка. Такие решения предлагает немецкий производитель металлорежущего инструмента «Volkel» и российский «Дело Техники». У некоторых брендов подобная технология и инструмент называется «системой», например:
- система V-coil
- система Recoil
- система HeliCoil
Как это работает?
- Проволочные вставки для ремонта резьбовых отверстий представляет собой спирально свернутую проволоку из нержавеющей стали с ромбовидным поперечным сечением. Ромбовидный проволочный профиль позволяет внешней части витков ввинчиваться в приемную резьбу в корпусе во время установки. На внутренней части футорки витки образуют новую стандартную резьбу с углом 60°. Наружный диаметр футорки в свободном состоянии больше принимающей резьбы, поэтому витки спирали сжимаются, когда она ввинчивается в корпус. Подобно пружине сжатые витки пытаются разжаться относительно стенок резьбового отверстия корпуса. Возникающий в результате натяг в месте посадки помогает удерживать установленный вкладыш и предохраняет от вывинчивания.
- Вставки снабжены поводковым язычком, который используется для их ввинчивания в подготовленную приемную резьбу. Специальный установочный инструмент захватывает его и использует в качестве привода. После установки поводок будет не нужен и легко обламывается.
- В основании язычка сделана небольшая насечка, которая немного уменьшает площадь поперечного сечения проволоки. Когда нужно будет удалить язычок, насечка поможет легко обломить его в этом месте.
Похожие записи:
 Двухуровневые натяжные потолки: фото в интерьере, виды, цвета, формы, дизайн, подсветка
Двухуровневые натяжные потолки: фото в интерьере, виды, цвета, формы, дизайн, подсветка
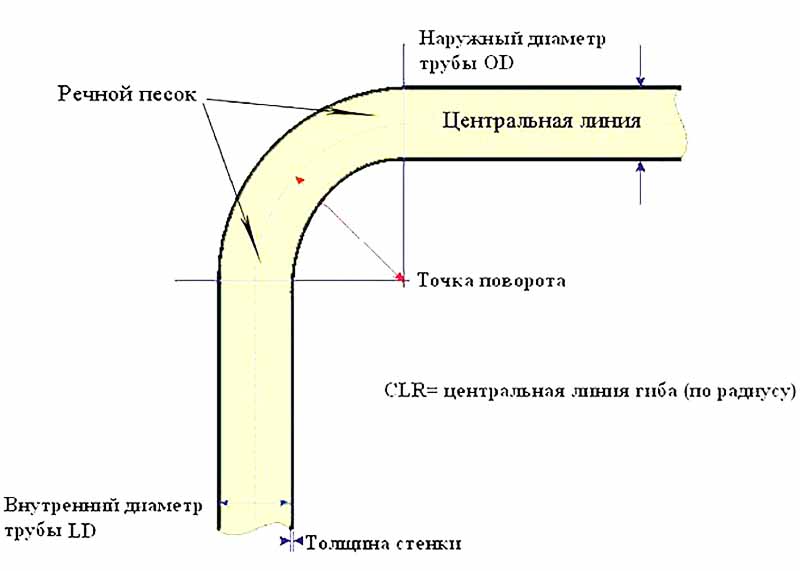 Гибка профильной трубы без использования трубогиба дома
Гибка профильной трубы без использования трубогиба дома
 Ловушка для крыс своими руками
Ловушка для крыс своими руками
 Как сшить домашние тапочки
Как сшить домашние тапочки
 Обои в современном стиле: тенденции и советы по выбору (100 фото)
Обои в современном стиле: тенденции и советы по выбору (100 фото)
 Схемы плетение брелка из веревки. брелок
Схемы плетение брелка из веревки. брелок