Содержание
Повреждение подшипников и профилактические мероприятия
Обычно, если подшипники качения эксплуатируются правильно, они достигают своего прогнозируемого усталостного срока службы. Однако, часто подшипники выходят из строя преждевременно в результате ошибок, которых можно было избежать. В отличие от усталостного разрушения, преждевременное разрушение вызвано ошибочным монтажом, несоблюдением правил эксплуатации, недостаточной смазкой, проникновением инородного вещества или повышенным тепловыделением. Например, одной из причин преждевременного выхода из строя является скол на кромке, который может появиться вследствие недостаточной смазки, использования неподходящего смазочного материала, несовершенной системы смазки, проникновения инородного вещества, ошибки при монтаже подшипника, чрезмерных отклонений формы вала или вследствие комбинации перечисленных факторов. Если на данный момент известны все условия, путем изучения природы неполадки и возможных причин ее возникновения могут быть приняты соответствующие профилактические меры как до, так и после поломок, вне зависимости от особенностей применения, условий работы и условий окружающей среды. Удачные профилактические меры снизят или предотвратят повторное возникновение подобных неполадок.
Ремонт моторов
Эксплуатационный ремонт сводится только к регулировкам отдельных узлов. Выполняется техническое обслуживание, при котором заменяют фильтрующие элементы и расходные материалы.
Проверяют работоспособность систем питания, искрообразования, охлаждения, смазки. Современные ДВС оборудованы датчиками, которые регистрируют имеющиеся отклонения от номинальных значений. Используя соответствующие диагностические приборы, проводят экспресс-анализ всех систем ДВС. По возможности восстанавливают регулировки, отлаживают режимы работы.
Двигатели при регулярном выполнении технического обслуживания могут гарантированно работать в течение десятка лет и более. Для проведения капитального ремонта производители предусматривают мероприятия по восстановлению работоспособности.
Наибольшему износу подвержены:
- Цилиндры ДВС. Внутри них происходит процесс горения. Температура горючих газов достигает до 2200…2500 ⁰С. Часть металла может выгорать. На внутренней поверхности образуются задиры, повреждается зеркало цилиндра.
- Изнашиваются поршни, они совершают миллионы возвратно-поступательных движений. В результате происходит износ по наружной поверхности. Уплотнение достигается использованием компрессионных и маслосъемных колец, изготавливаемых из ковкого чугуна. Канавки, в которые устанавливают кольца, изнашиваются.
- Нагрузку от поршней получают шатуны. Они опираются на поршневые пальцы и шатунные шейки. В зоне контакта происходит износ. Увеличивается зазор в пальцах и шатунных шейках.
- Коленчатый вал устанавливается на опоры, после совершения нескольких десятков миллионов оборотов изнашиваются коренные шейки. Зазоры увеличиваются. Моторное масло перестает поступать к шатунам и вытекает через неплотности снова в картер.
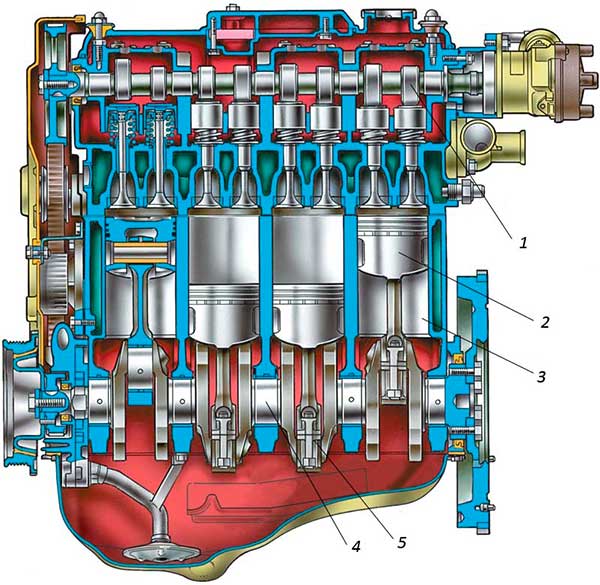
Двигатель в разрезе:
1 – распределительный вал; 2 – поршень; 3 – цилиндр; 4 – коренная шейка коленчатого вала; 5 – шатунная шейка коленчатого вала.
Многие детали заменяются довольно легко. Производители ДВС, кроме базовых деталей, производят еще дополнительную партию комплектующих, изготовленных с ремонтными размерами:
На место изношенных поршней устанавливают новые.
На хонинговальных станках выполняется полировка внутренней поверхности цилиндров, восстанавливается форма
Внимание! Некоторые производители поступают проще, они комплектуют моторы новыми съемными цилиндрами. Остается только приобрести рем-комплект, и заменить поршневую группу.
Заменяют поршневые пальцы, предварительно растачивают посадочные отверстия в головке шатунов.
Шлифуют шатунные и коренные шейки коленчатого вала
У большинства производителей предусмотрены по 3…4 ремонтных размера вкладышей. Поэтому реальный моторесурс может быть продлен в 3…4 раза по сравнению с базовым.
После проведения всех операций собирают двигатель. Ставят его на родной автомобиль.
Схема диагностики коленвала:
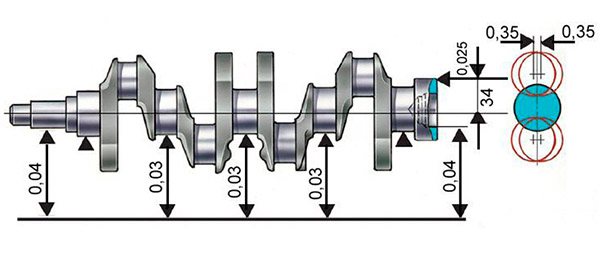
Теоретически все выглядит довольно прекрасно. При правильной эксплуатации сердце автомобиля способно работать десятилетиями. Но реальность часто доказывает, что после сравнительно небольшого пробега могут возникнуть проблемы, которые устранить простыми способами затруднительно. Требуется восстанавливать самый сложный узел – коленчатый вал. Это самая дорогая деталь в двигателе. Она нагружается сильнее всех. Поэтому необходим сложный дорогостоящий ремонт.
Проверка подшипника
Учитывая, что на него приходится значительна часть нагрузки на автомобиль, я всегда с особой тщательностью слежу за его состоянием
Важно не пропустить первые признаки повреждения. Почему это имеет большое значение? Хотя бы из-за того, что неисправность подшипника приводит к нарушению в механизме развала-схождения. Что, как известно, влияет на безопасность вождения, способствует более быстрому износу
Что, как известно, влияет на безопасность вождения, способствует более быстрому износу .
Я заметил нехарактерный металлический звук, проезжая «лежащего полицейского». Стук был не постоянный, время от времени исчезал, но потом вновь возобновлялся. В холодное время года характерный стук более отчетлив. Собственно, по своему опыту знаю, что проверять состояние стоит после каждых 20 тысяч километров пробега автомобиля. Проверка никогда не вызывала у меня затруднений – ее процесс достаточно прост.
Берусь за опорник рукой и качаю слегка машину. Если слышится нехарактерный стук – деталь пришла в неисправность, ее стоит заменить. В случае, когда Вы не уверены в поломке, можно снять защитные колпаки и пальцами прижать верхнюю деталь штока передней стойки, при этом за крыло, качая автомобиль.
Вот при этих действиях, если подшипник изношен, будет слышен отчетливый стук и ощущаться люфт. Если есть кого попросить о помощи, то этого человека можно посадить на руль и попросить положить руки на виток передней пружины и повернуть рулевое колесо. В случае износа, послышится щелчок и будет ощутима отдача в ладонь. Тех, кто до последнего не замечает стук, не проверяет исправность опоры, будет ожидать неприятный сюрприз. Ее поломка в таком случае обойдется в кругленькую сумму, ведь к всему прочему еще придется менять капот (его пробьет стойка).
Метод №1
Методика восстановления посадочного места подшипника:
Замерьте величину h1, h2 и h3. Подготовьте маячки для центрирования (рисунок №1).
Расточите посадочное место на 1-2 мм величины с диаметром (рисунок №2)
- Используя CLEANER S, обезжирьте посадочное место.
- Подготовьте WEICON TI или WEICON SF, согласно инструкции.
- Первый слой втирайте в поверхность движением «крест-на-крест».
- Второй слой следует наносить с избытком – до толщины большего износа. Установите маячки в композит.
- На подшипник нанесите тонким слоем, используя кисть, смазку WEICON F 1000илиWEICON Р 500. В завершении, подшипник нужно запрессовать в композит.
- Через 30-60 мин уберите излишек композита. При необходимости подшипник можно выбивать по истечении 3-4 часов.
При требованиях точности, в качестве центрирования можно использовать «грибок» или вал. Если необходимо собрать сложный узел или механизм, с учетом дальнейшей корректировки подшипника, используйте металлполимеры с длительной полимеризацией. Для срочного ремонта, рекомендуем, применять наши эпоксидные композиты cбыстрой полимеризацией, например WEICONSF или WEICONWR.
Электроискровое напыление порошка
При плазменном напылении происходит заметный нагрев детали. Чтобы не перегревать весь коленвал, предусматривают иной способ организации припайки частиц. Подаваемый порошок прикатывается роликом.
Между роликом и деталью создается разность потенциалов. Она небольшая, здесь важна сила тока. Она достигает десятков Ампер. В результате в зоне контакта температура увеличивается до 1900…2200 ⁰С. При таких значениях между частицами и порошком образуется прочная диффузионная связь. Теперь покрытие будет удерживаться довольно прочно.
На практике проверено, что получаемая поверхность не представляет идеальное зеркало. При рассмотрении под микроскопом видны небольшие точки. Оказывается, свободное пространство заполняется смазкой. В результате происходит влажный контакт между сопрягаемыми поверхностями.
Установка для электроискрового напыления:

Внимание! Установлено, что обычный двигатель ВАЗ 2106 (1600 см³) совершил пробег более 1200000 км. Его устанавливали в три кузова автомобилей
Те проработали до полного износа, а сам мотор после разборки показал, что износ коренных и шатунных шеек не превысил 0,01…0,02 мм. При таких параметрах не требуется перетачивание до следующего ремонтного размера.
Наплавка электрической дугой
Когда износ выходит за допустимые значения, то восстановить одной шлифовкой невозможно. Нужно восстановить изначальный диаметр, а только потом приступать к проточкам и шлифовальным работам.
Самый простой способ заключается в наплавке. Используют специальные электроды, изготовленные из легированных сталей. После наплавки получают наплавленный слой высокой твердости.
Наплавляемые швы:
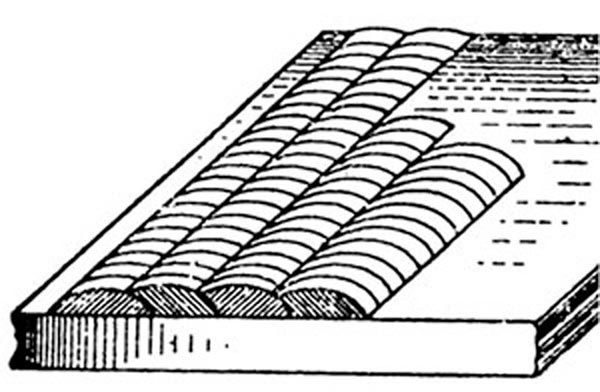
При выполнении этой операции стремятся выполнить несколько основных требований.
- Нужно отрегулировать процесс так, чтобы основной металл, расположенный на шейках, проплавлялся минимально. Здесь возможны варианты изменения наклона электрода. Его позиционируют в разных направлениях.
- При наплавлении поверхностный слой должен минимально перемешиваться с телом детали. Тогда не произойдет перегрев, который может привести к деформации коленвала и нарушению его геометрии.
- При проведении наплавки сразу после завершения наплавления слоя на определенной шейке нужно оперативно охладить деталь. Поэтому производственный цикл может иметь высокую продолжительность, требуется частое охлаждение изделия.
- Выполняя наплавку, необходимо минимизировать толщину наплавляемого слоя. Последующая обработка механическими приспособлениями обязана быть минимальной. Поэтому сварочное оборудование наносит слой, измеряемый долями миллиметра.
Технология наплавки на поверхность детали:

Несколько ремонтных предприятий, разбросанных по стране, производят восстановление коленчатых валов и других деталей методом наплавки. Особенно актуальна подобная работа для импортных автомобилей, у которых возникают трудности с приобретением ремонтных комплектов запасных частей (у некоторых подобные опции не предусмотрены вообще, изготовитель предусматривает полную замену ДВС).
Внимание! Некоторые предприниматели организуют подобные ремонтные подразделения в своих пунктах технического обслуживания автомобилей. Как показывает практика, такие небольшие производства востребованы
Они дают существенную прибыль для основного производства.
Что делать, если ослаблено посадочное место под подшипник – три метода восстановления
Для реставрации посадочного места подшипника (от 1 мм в диаметре) используется пастообразный композит, наполенный сталью, WEICONA (wcn10000005).
При высоких нагрузках и температурах эксплуатации восстанавливаемой поверхности, допустимо использование:
- WEICON Ti (wcn10430005-34) пастообразный композит, наполненный сталью с длительной полимеризацией;
- WEICON SF (wcn10250005-34) эпоксидный композит (паста) с быстротвердеющей сталью для быстрого ремонта;
- Универсальный очиститель для обезжиривания поверхностей CLEANER S (wcn15200005);
- Разделительный жидкий агент WEICON F 1000 (wcn10604025) для гладких поверхностей.
Подбор двухкомпонентного эпоксидного композита WEICON осуществляется согласно технической таблице, представленной выше и требуемых технических характеристик для восстанавливаемой поверхности.
Если объем ремонта небольшой или носит разовый характер, рекомендуем применить Mould Release Agent (wcn11450400-34) для всех случаев, где необходимо защитить поверхность от прилипания металлополимера. Для грубых и текстурных поверхностей оптимально использование разделительного агент-воска WEICON Р 500 (wcn10604500).
Основные приемы монтажа подшипников
При монтаже подшипников необходимо особо тщательно следить за чистотой рабочего места, монтажного инструмента и сопрягаемых деталей.
При сборке следует обратить внимание, чтобы на деталях были предусмотрены элементы, которые обеспечивали бы более точный и облегченный монтаж и демонтаж подшипника. Вот некоторые из них:
- на шейке вала и у расточки корпуса или стакана должны быть фаски;
- поверхность опорных шеек под подшипники качения с внутренним кольцом качения и без внутреннего кольца должна быть не ниже 46 HRC;
- диаметр шейки вала под посадку внутреннего кольца подшипника должен быть больше, чем диаметры предыдущих участков вала, чтобы кольцо подшипника свободно проходило через них.
В отдельных случаях допускают равенство номинальных диаметров участков вала, посадочного места и расположенного перед ним. Однако при этом обработка обоих участков должна быть выполнена с различными допусками так, чтобы нагретый в минеральном масле до t=100°С подшипник проходил свободно на посадочное место.
Посадка подшипников на валы, в гнезда корпусов деталей может быть выполнена вручную, с помощью ручных, гидравлических или пневматических прессов, с подогревом в горячем масле (80-90°С) или с охлаждением твердой углекислотой – сухим льдом (температура мину. 11-80°С).
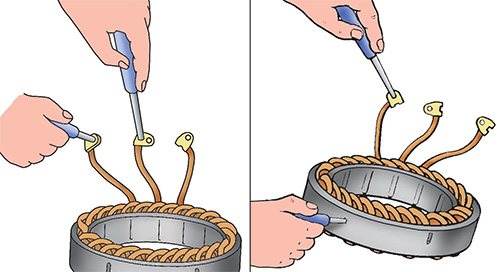
Для запрессовки шарикоподшипника на шейку вала могут быть использованы ручные приспособления – монтажные стаканы и оправки (рис. 1; а, б, в). Применение оправок обеспечивает равномерную посадку подшипника на шейку вала, предотвращает перекос при установке и предохраняет подшипник от повреждений. Для запрессовки подшипников на валы, имеющие на конце резьбу, часто используют гаечные и винтовые устройства (рис. 1, г).
При всех способах монтажа подшипников на валы и в корпусы необходимо соблюдать следующие основные правила.
Прикладывать усилие запрессовки только к тому кольцу подшипника, которое устанавливается на посадочное место с натягом (рис. 1, д).
Рис. 1. Приспособление для запрессовки подшипников: а – запрессовка подшипника с помощью оправки и ручного пресса; б – с помощью стакана 1 и кольца 2; в – с помощью ручной оправки; г – с помощью гаечного устройства; 1 – гайка; 2 – корпус; 3 – шайба; 4 – державка
При одновременной установке подшипника на вал и в корпус усилие запрессовки передавать через оба кольца (рис. 1; б, в).
Для установки кольца подшипника на посадочное место без перекоса усилие запрессовки должно распределяться равномерно по всей торцовой поверхности кольца. Для этой цели следует пользоваться специальными монтажными оправками, трубами или кольцами. При установке подшипника при помощи молотка и медной выколотки необходимо наносить удары поочередно по всем точкам монтируемого кольца, причем каждый последующий удар наносить в диаметрально противоположной зоне торца кольца.
Не следует применять таких способов монтажа подшипников, при которых усилие запрессовки может передаваться на тела качения, а также не следует наносить удары молотком непосредственно по кольцам подшипников.
Монтажные приспособления должны быть выполнены так, чтобы при запрессовке подшипников усилия не передавались на сепаратор.
При прогреве подшипников, монтируемых на валы, следует применять ванны с электрическим подогревом или сдвоенные баки; один из баков (внутренний) наполняется маслом, а другой (наружный) – водой, которую доводят до кипения. Прогрев подшипников ведется в минеральном масле, нагретом до 80-90°С. Прогрев корпусов осуществляют погружением их в нагретое масло либо путем обдувки горячим воздухом.
Существенную роль в обеспечении нормальной работы подшипниковых узлов имеет правильное крепление колец подшипников на валу и в корпусе.
Вращающееся кольцо подшипника на валу не должно проворачиваться, так как это ведет к износу посадочных мест. Это достигается гарантированным натягом.
Для предотвращения перемещения под действием осевого усилия кольца закрепляются на валу с помощью специальных устройств.
При наличии больших осевых усилий и высоких угловых скоростей крепление колец подшипников должно быть особенно надежным. Следует помнить, что осевое крепление колец не может обеспечить закрепление их от проворачивания, если не предусмотрена надлежащая посадка.
Метод №2
Этап 1: Подготавливаем поверхность
Технология разработана для восстановления посадочного места подшипника в корпусе, в т.ч. для подшипников качения и скольжения.
К сведению: Данный способ не подходит для подшипника гидродинамического типа.
Технологические этапы ремонта:
- Механическое очищение поврежденного посадочного места.
- Обработку механическим методом рекомендуем проводить за счет расточки корпуса, используя борштангу или абразивный инструмент, как на рисунке №3.
Чистая поверхность должна соответствовать параметрам шероховатости Ra-20 мкм
Этап 2: Обезжириваем поверхность
Завершив механическую подготовку, обработайте поверхность универсальным очистителем CLEANER S. Для заказа очистителя используйте арт.wcn15200010
Обезжиривать поверхность рекомендуется чистой тканью, предварительно смоченной в очистителе. Процесс очистки повторить по необходимости.
Контроль за чистотой поверхности проверяется смоченной в очистителе чистой белой тканью – следов не должно оставаться.
Этап 3: Подбор композитного материала для ремонтных работ
Композиционный материал следует выбирать, основываясь на нагрузках, воздействующих на подшипник (рисунок №4):
Выбирая полимерный материал, рассчитайте удельную нагрузку на посадочное место. Воспользуйтесь таблицей тех.характеристик и подберите полимерный материал, удовлетворяющим Вашим требованиям.
Этап 4: Обработка поверхности кондуктора
- Подбирайте втулку в соответствии с диаметром и допуском на него. Поверхность рекомендуется отшлифовать для снижения шероховатости. Недопустимо наличие рытвин.
- Обработайте поверхность втулки смазкой WEICON F 1000(купить по артикулу wcn10604025) или примените WEICON Р 500(купить по артикулу wcn10604500).
Втулка может быть разъемной и состоять из 2-х половинок. Однако следует иметь разжимное устройство, которое будет прижимать кондуктор к поврежденной плоскости.
Аналогом втулки может служить сам подшипник. Его поверхность предварительно следует обработать смазкой для разделения F 1000 или Р 500.
Этап 5: Наносим материал и устанавливаем втулку
- Подготовьте материал, согласно инструкции.
- Нанесите тонким слоем и тщательно вотрите его в шероховатую поверхность.
- Полимерный материал нанести толщиной, которая обеспечит предельную связку с поверхностью втулки.
- Установите втулку в корпус, как на рисунке №6 так, чтобы металлополимер сформировал необходимую плоскость, выдавив избыток. Излишки удалите шпателем.
Крышки и уплотнения для подшипников
Осевое положение вала в корпусе определяется с помощью торцовых крышек. Торцовые крышки должны быть достаточно прочными, чтобы выдержать осевые нагрузки, передаваемые валами через наружные кольца подшипников.
Крышки подшипников изготовляют из чугуна марки СЧ15. Различают крышки глухие и с отверстиями для прохода валов (рис. 13). Крышки изготовляются с центрирующим выступом и без него. Центрирующий выступ обычно контактирует с наружным кольцом подшипника для фиксирования положения вала в корпусе. Наружный диаметр выступа равен диаметру расточки под подшипник по посадке h9, а внутренний соответствует размеру t в стакане. Толщина и наружный диаметр фланца, диаметр, на котором расположены отверстия, и их количество определяются так же, как для стакана.
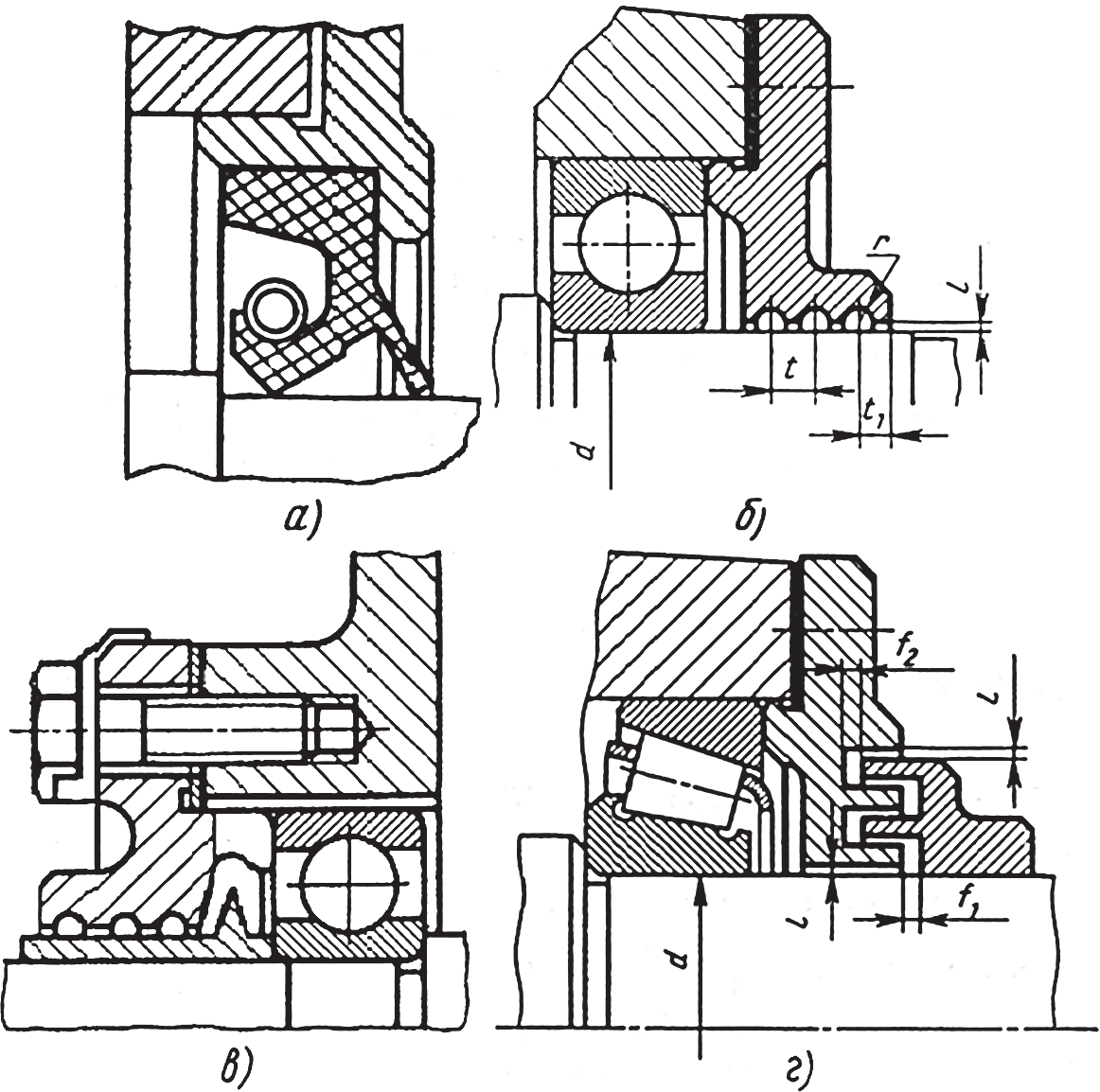
Рис. 13. Уплотнения валов, размещаемых в крышках: а – манжетное; б – щелевое (l=0,2…0,4; t=4,5…6; r=1,2…2); в – центробежное; г – лабиринтное (l=0,2…0,4; f1=1…2; f2=1,5…3)
Если крышка не контактирует с подшипником, то она может быть выполнена без центрирующего пояска (плоской). Если крышка выполнена с отверстием для прохода вала, то она отличается тем, что в ней, как правило, предусматривается место для установки уплотнения, которое защищает подшипник от попадания грязи и от вытекания смазки (рис. 13, а). Наличие уплотнения и деталей крепления подшипника на валу определяет в осевом сечении конфигурацию торцовой наружной и внутренней поверхности крышки (рис. 13).
Так как щелевые уплотнения недостаточно надежно защищают подшипники от попадания пыли и грязи, то их применяют для подшипников качения машин, работающих в чистой и сухой воздушной среде. Лабиринтные уплотнения (рис. 13, в) – самые надежные, особенно при больших частотах вращения валов. Уплотнения, основанные на действии центробежной силы (рис. 13; а, в, г), применяют в качестве наружных и внутренних. В ответственных случаях применяют комбинированные уплотнения (в). Уплотнения манжетные резиновые для валов приведены в табл. 4.
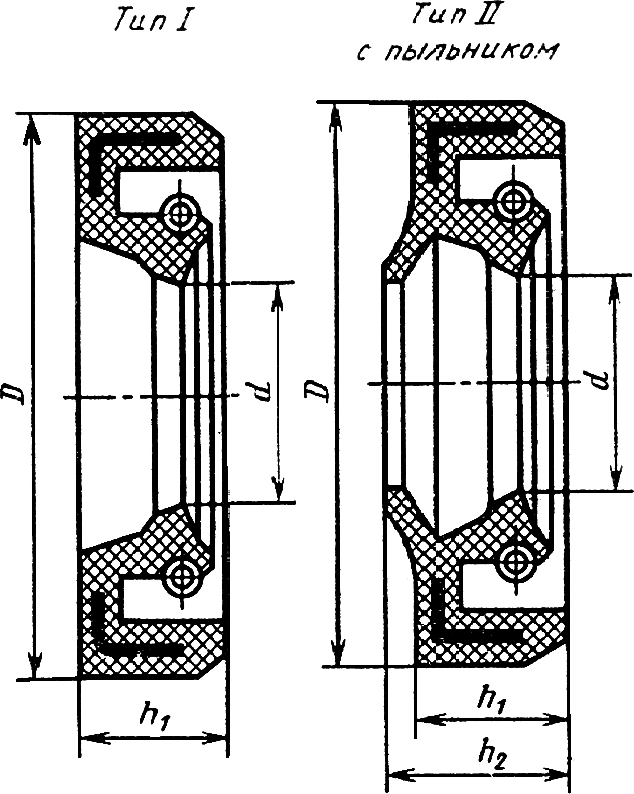
Таблица 4. Уплотнения манжетные резиновые для валов
| Манжета резиновая армированная, мм | d | D | h1 | h2 |
 |
20; 21; 22 | 40 | ||
| 24 | 41 | |||
| 25 | 42 | |||
| 26 | 45 | |||
| 30; 32 | 52 | |||
| 35; 36; 38 | 58 | 10 | 14 | |
| 40 | 60 | |||
| 42 | 62 | |||
| 45 | 65 | |||
| 48; 50 | 70 | |||
| 52 | 75 |
Для предотвращения вытекания смазочного материала из корпуса редуктора или выноса его в виде масляного тумана и брызг применяют различные уплотняющие материалы и устройства. Разъемы составных корпусов герметизируют специальными мазями, наносимыми на плоскости разъема перед сборкой корпуса. Во фланцевых соединениях, когда положение фланца не определяет осевой зазор в подшипниковом узле, могут применяться также мягкие листовые прокладочные материалы.
В настоящее время для герметизации фланцевых соединений широко применяют уплотнения в виде резиновых колец круглого сечения (рис. 14, а).
Для герметизации стыков типа фланец-корпус с центровочным буртом применяют установки колец в канавку (рис. 14, б), в торец (рис. 14, в) и в фаску (рис. 14, г). Установка колец в канавку занимает больше места в осевом направлении, но удобна при совмещении с регулировочными прокладками между фланцем и корпусом для осевого зазора, поскольку в этом случае изменение толщины прокладок не связано с деформацией сечения кольца, которым производится уплотнение по посадочной поверхности. Размеры установочных мест под резиновые уплотнительные кольца круглого сечения приведены в табл. 5. Эти же кольца можно применять для нецентрованных плоских стыков (не обязательно круговых). Для этого на одной из соединяемых деталей должна быть выполнена канавка. Пример кругового уплотнения показан на рис. 14, д.
Таблица 5. Размеры сечений круглых колец и установочных мест для них
| Размеры | Диаметр кольца, d, мм | |||
| 2,5 | 3,0 | 3,6 | 4,6 | |
| D | 24-54 | 25-100 | 28-205 | 36-260 |
| b | 3,6 | 4,0 | 4,7 | 5,6 |
| h | 1,85 | 2,35 | 2,8 | 3,7 |
| с | 2,0 | 2,0 | 2,5 | 2,5 |
| а | 3,5 | 4,5 | 5,0 | 6,0 |
| е | 1,85 | 2,2 | 2,6 | 3,3 |
| М | 3,3 | 4,2 | 5,0 | 7,2 |
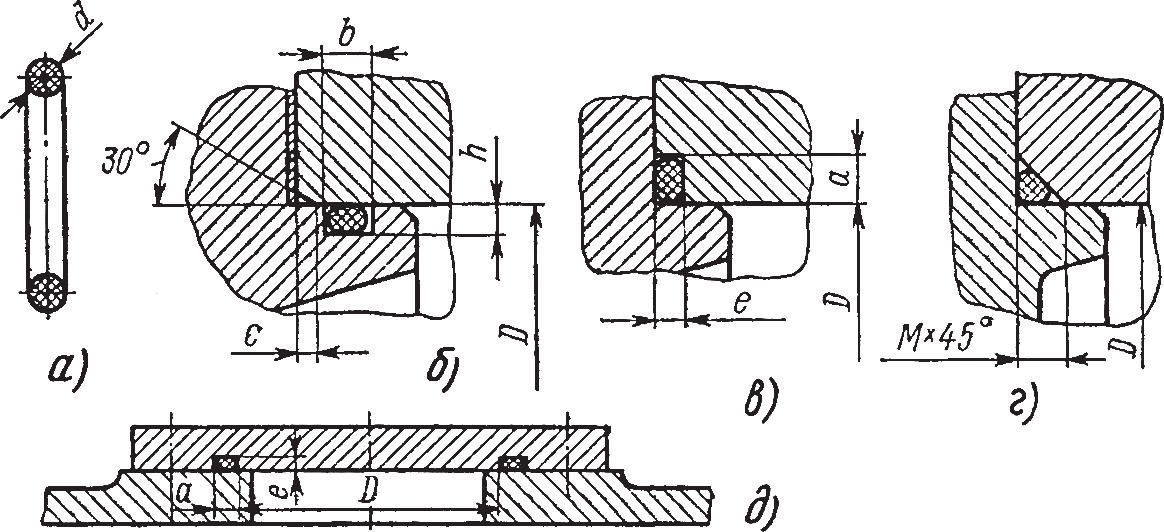
Рис. 14. Уплотнение круглым кольцом
Три метода восстановления посадочного места подшипника
Металлополимеры или двухкомпонентные эпоксидные металлопластики WEICON – продукты, предназначенные для быстрого и долгосрочного ремонта, восстановления и техобслуживания металлических поверхностей, узлов и деталей. Используя металлопластики, можно проводить следующие работы:
- ликвидация повреждений от коррозии, в т. ч. точечной;
- создание моделей, инструментов и форм, противостоящих высокотемпературному режиму;
- проведение капремонта металлических поверхностей, а также заделка трещин;
- восстановление посадочных мест подшипников и вал-втулочных соединений;
- ремонт изделий из различных металлов, бетона, пластика и резины.
В вашем браузере отключен JavaScript
Даже самая маленькая деталь в устройстве скутера выполняет свою, порой очень важную, функцию. Например, подшипники колеса скутера, несмотря на свой небольшой размер и простоту конструкции, фактически обеспечивают комфортное передвижение транспортного средства. Ведь вращение — основное движение в большинстве систем такого транспортного средства (колес, коленчатого вала, руля, редуктора) обеспечивают разные виды подшипников:
- конические;
- радиальные;
- шариковые;
- роликовые;
- игольчатые.
Рассмотрим более подробно устройство подшипников колес скутеров.
Переднее колесо любой модели скутера вращается благодаря специальным колесным подшипникам, которые рассчитаны на весь срок службы данной мото техники. Смазка этого узла находится внутри закрытого контура подшипника и не подлежит замене на протяжении всего срока эксплуатации колеса.
В отличие от переднего, заднее колесо вращается с помощью подшипников вала редуктора, которые находятся в картере вариатора. Данная система смазки требует постоянного контроля, систематической замены и доливания масла.
Симптомы износа колесных подшипников и их диагностика
При износе или повреждении подшипников переднего или заднего колес управляемость скутера снижается, причем происходит это плавно и незаметно. Определить явный износ удается только при езде на значительной скорости и при выполнении маневров (обгона, поворота или разворота). Если колесо плохо слушается руля, скутер заносит или водит из стороны в сторону при нормальной (не изношенной) резине, то необходимо проверить в первую очередь исправность подшипников переднего и заднего колес.
Чтобы произвести диагностику переднего колеса нужно:
- установить скутер на центральную опору;
- приподнять перед, чтобы колесо оказалось в подвешенном виде;
- провернуть колесо несколько раз по ходу;
- покачать само колесо из стороны в сторону.
Если при таких манипуляциях колесо идет туго, слышны посторонние звуки (стук, скрежет, шум, треск), а при покачивании есть наличие люфта – наверное, повреждены подшипники.
Аналогично следует проводить и диагностику заднего колеса, однако при наличии тех же характерных симптомов заменять придется подшипники вала редуктора (для большинства моделей скутеров).
Замена подшипника переднего колеса скутера
Самая распространенная схема расположения колесных подшипников — на распорной втулке, поэтому процесс их замены будем рассматривать именно на этом примере.
Чтобы заменить оба подшипника переднего колеса нужно:
- установить скутер на основную подножку;
- приподнять переднее колесо так, чтобы оно не касалось земли;
- демонтировать переднее колесо, предварительно отсоединив от него элементы тормоза и других систем;
- обязательно нужно снять тормозной диск, так как при дальнейших манипуляциях он может быть поврежден;
- расположить колесо на столе или другой плоской поверхности;
- зафиксировать колесо так, чтобы оно не скользило по поверхности, но двигалось по кругу;
- вооружиться металлическим пробойником или просто старой отверткой и молотком;
- упереть пробойник во внутреннюю обойму втулки и нанести по нему точный резкий удар молотком;
- постукивать нужно по всему выступу втулки, при этом двигаясь по кругу;
- извлечь с обратной стороны выбитый подшипник вместе с втулкой.
Аналогично выбивается и другой подшипник, после чего необходимо промыть и прочистить внутренние поверхности колеса. После очистных процедур можно приступать к установке новых подшипников.
Для этого необходимо установить распорную втулку на свое место и запрессовать оба подшипника по очереди с помощью головки подходящего размера. При этом инструментальная головка должна воздействовать только на наружную обойму. После проведенного монтажа обязательно следует установить новый сальник ступицы, ведь от его состояния напрямую зависит длительность службы подшипника.
Колесо с новыми подшипниками можно устанавливать на скутер и проводить монтаж всех отсоединенных прежде систем. Результатом проделанной работы является то, что:
- отсутствует люфт;
- колесо отлично крутится и не «заедает»;
- отсутствует шум, стук, скрежет и другие посторонние звуки;
- в разы улучшилась управляемость скутером.
Замену подшипников переднего колеса скутера необходимо проводить примерно после каждых 15 — 18 тысяч километров пробега. Новые подшипники должны соответствовать параметрам и техническим характеристикам снятых со скутера. Лучше всего использовать оригинальные подшипники, но если таких никак не достать — можно использовать качественные аналоги. Также не стоит покупать такие детали, бывшие в употреблении или на рынке автомобильных запчастей — такие подшипники имеют очень сомнительное качество.
Восстановление посадочного места под подшипник
Во всех механизмах, агрегатах и машинах, работающих по принципу создания и передачи вращательных движений, в своей конструкции имеют подшипники.
Подшипниковый узел – это конструктивная часть агрегата, на которую возлагаются следующие функции:
- составлять опорную площадку для валов
- передавать значительные крутящие моменты
- выдерживать значительные радиальные и осевые нагрузки
- быть устойчивыми к воздействиям динамических нагрузок
Требования, предъявляемые к подшипникам
К подшипникам предъявляются следующие требования:
- работать с минимальными шумовыми эффектами
- не создавать вибрацию посадочных мест, и как следствие, всего агрегата в целом
- иметь минимальный объем эксплуатационного обслуживания
- работать в широком диапазоне рабочих температур и частот вращения
- обеспечивать минимальные потери на трение
- обеспечивать долговечную и надежную работу всего агрегата в целом
В зависимости от конструкции, подшипники имеют различные модификации. Наиболее востребованными считаются подшипники качения.
Устройство подшипников качения
Подшипники качения, в зависимости от формы тела качения, могут быть шариковыми, роликовыми или игольчатыми. Каждый из этих видов состоят из наружного и внутреннего кольца, сепаратора и тела качения (шарика, ролика или иглы).
Кольца имеют дорожку качения, по которой перемещается тело качения. Сами кольца жестко крепятся на конструкциях агрегатов. Наружное кольцо, своей внешней стороной закрепляется на корпусе агрегата, обычно в подшипниковых узлах. Внутреннее кольцо, закрепляется на наружной поверхности вала агрегата.
Таким образом, для работы подшипника необходимо иметь два посадочных места: в корпусе и на силовом валу агрегата.
Требования к посадочным местам электродвигателя
Для того чтобы подшипники имели высокую прочность соединения, их посадочные места должны удовлетворять следующим требованиям:
- посадочная площадка обеспечивает прочность соединений поверхностей и препятствует смещению кольца
- посадка должна быть с натягом. Такие условия предупреждают проворачивание колец. Это оберегает подшипник от смятия
- подшипник имеет нормированную шероховатость, размерность и форму
- подшипник имеет нормированные размеры диаметров вала и корпусных отверстий
- площадки должны быть хорошо отполированные. Это исключает смятие или срез микронеровностей во время запрессовки подшипников
- форма посадочной площадки должна быть в пределах нормативных допусков
- подшипник имеет входные фаски с небольшим углом конусности. Это обеспечивает плавность посадки подшипника
Любое отклонение от перечисленных требований может привести к повреждению самого подшипника, а, следовательно, вызвать серьезные проблемы с самим агрегатом.
Профессиональный ремонт электродвигателей
Таким образом, при появлении незначительных признаков нарушения работы посадочных мест, следует провести диагностику и выявить причины.
Эту работу могут выполнить работники нашей фирмы. Кроме того, при необходимости восстановить все посадочные места под подшипники.
Организация обеспечена парком измерительной техники, а также технологическим оборудованием для выполнения восстановительных работ посадочных мест на следующих видах электродвигателей:
- переменного и постоянного тока во взрывозащищенном и взрывобезопасном исполнении
- трехфазных и однофазных асинхронных и синхронных до 1000 В
- на всех типах промышленных электродвигателей выше 1000 В
- на асинхронных двигателях однофазного исполнения
Виды восстановительных работ
Восстановление посадочных площадок под подшипники может выполняться по следующим технологиям:
- метод наплавки металла — на изношенную поверхность наплавляется слой металла. После этого часть металла снимается с помощью металлообрабатывающих станков. Затем посадочное место подгоняется под заданные размеры путем тонкой механической обработки и шлифованием. Такая технология применяется в основном при значительном износе поверхности. Технология простая, но довольно затратная
- метод полимерного заполнения — эта технология применяется не так давно. Изношенная поверхность заполняется полиэфирной смолой с последующей механической обработкой. Полимерный состав быстро затвердевает, обладает высокой прочностью и теплоустойчивостью. Хорошо поддается механической обработке.
Проверка подшипников
После запрессовки и обработки подшипников необходимо произвести проверку овальности и конусообразности отверстий в двух взаимно перпендикулярных направлениях в двухтрех поясах с помощью индикаторного нутромера (рис. 4, а), а также соосность с помощью калибра 1 (рис. 4, б).
Рис. 4. Проверка отверстий подшипника: а – проверка овальности индикаторным нутромером; б – проверка соосности отверстия калибром; 1 – калибр; 2 – буртик; 3 – щуп
Если отверстия несоосны, между торцовой поверхностью узла и одним краем буртика 2 калибра будет зазор, величина которого определяется щупом 3 или же закрашиванием нижней части буртика калибра.