Содержание
Основные параметры диска для циркулярной пилы
Наружный (внешний) диаметр
Определяется внутренним размером защитного кожуха  – диск с большим диаметром не установится на пилу с меньшими габаритами кожуха. Основные размеры режущего инструмента для ручных циркулярных пил располагаются в диапазоне 130-250 мм. Внешний диаметр на скорость резки не оказывает существенного влияния, но определяет глубину прорезания. С увеличением пропила значительно нагружается двигатель, происходит нагрев металла диска и самого обрабатываемого изделия.
– диск с большим диаметром не установится на пилу с меньшими габаритами кожуха. Основные размеры режущего инструмента для ручных циркулярных пил располагаются в диапазоне 130-250 мм. Внешний диаметр на скорость резки не оказывает существенного влияния, но определяет глубину прорезания. С увеличением пропила значительно нагружается двигатель, происходит нагрев металла диска и самого обрабатываемого изделия.
Внутренний, посадочный диаметр
Имеет несколько размеров: 16, 20, 22, 30, 32. Важный параметр – диаметр должен соответствовать размеру силового вала на пиле, под которую подбирается диск. На некоторых моделях дисков расположены дополнительные отверстия, фиксирующие диск на штифтах.
Количество зубьев на диске
Влияет на такие параметры, как скорость резки и  чистота обработки. С уменьшением количества зубьев скорость обработки увеличивается, улучшаются условия для отвода стружки, но ухудшается чистота пропила. При увеличении числа зубьев рез получается более чистым, но возрастает нагрузка на двигатель. Условно по количественному соотношению диски можно разбить на три группы:
чистота обработки. С уменьшением количества зубьев скорость обработки увеличивается, улучшаются условия для отвода стружки, но ухудшается чистота пропила. При увеличении числа зубьев рез получается более чистым, но возрастает нагрузка на двигатель. Условно по количественному соотношению диски можно разбить на три группы:
- большое количество резцов, находится в диапазоне 80-90 шт.;
- среднее количество (40-80 шт.);
- малое количество (10-40 зубьев).
Диски со средним количеством резцов относят к универсальному типу. Ими можно обрабатывать мягкую и твёрдую древесину, выполнять поперечные и продольные резы, применять для обработки различных изделий из древесины.
Наклон зуба
Определяется отклонением от радиуса диска  поверхности режущей кромки. При отклонении к тыльной стороне зуба наклон называется отрицательным, при обратной стороне наклона – положительным. Для продольного пиления целесообразнее применять зуб с положительным наклоном, так как в процессе обработки происходит своеобразный захват материала, наезд диска на деталь, что способствует более быстрому резу заготовки в целом. Наклон зуба подразделяют:
поверхности режущей кромки. При отклонении к тыльной стороне зуба наклон называется отрицательным, при обратной стороне наклона – положительным. Для продольного пиления целесообразнее применять зуб с положительным наклоном, так как в процессе обработки происходит своеобразный захват материала, наезд диска на деталь, что способствует более быстрому резу заготовки в целом. Наклон зуба подразделяют:
- стандартный наклон – угол изменяется от 5° до 15°;
- положительный, агрессивный наклон составляет 15-20°;
- обычный, отрицательный угол лежит в диапазоне от 0° до -5°.
Конфигурация зубьев
Каждый тип резца сконструирован и выполнен для решения определённой задачи. Подразделяются:
- Плоский резец – применяется для быстрого продольного пиления мягкой или твёрдой древесины, имеет обозначение FT.
- Сменный резец – имеет последовательно чередующийся сменный наклон зубьев в одну или другую сторону. Резцы дают ровный и достаточно чистый пропил. Применяется для поперечного и продольного реза древесины, обработки фанеры, ОСП, ДСП и композитных плит, обозначаются символом ATB.
- Комбинированный резец – это последовательная смена групп из сочетания четырёх сменных резцов (ATB) и одного плоского (FT). Обозначаются как Combi. Этот тип диска относят к универсальным из-за возможности выполнять разные виды пропилов.
- Трапециевидный плоский резец – выполнен из следующих друг за другом плоских зубьев. Более высокий заточен под трапецию, низкий является плоским. Применяется для обработки древесины и изделий из неё, для полимерных материалов и мягких цветных металлов. Имеет обозначение TCG.
- Сменный резец с увеличенной наклонной боковой частью – разработан для обработки материала, склонного к раскалыванию, а также для чистового поперечного пиления. Обозначается HiATB.
Толщина диска
Определяет фактическую ширину пропила. Стандартный размер составляет 3,2 мм. Кроме этого, толщина диска сказывается на прочности самого режущего инструмента. Уменьшение параметра приводит к тяжёлым режимам работы, перегреву диска и к поломке. Больший размер вызывает повышенный расход обрабатываемого материала, то есть «перевод в стружку».
Дисковые пилы применяются при обработке различных материалов. Соответственно и режущий инструмент выполняется под конкретные задачи.
Принципы и углы заточки дисковых пил
Пила имеет четыре главных угла заточки дисковой пилы по рабочей части. Рассматриваемые углы, как и сама форма зуба, можно назвать основными эксплуатационными характеристиками. Каждый зуб можно охарактеризовать следующим образом:
- передний и задний угол;
- углы среза передней и задней поверхности.
Значения вышеуказанных параметров зависят от назначения распиливающего приспособления, типа материала заготовки.
Поверхности зуба дисковой пилы
По вышеуказанным параметрам можно выделить несколько пил:
- для выполнения продольной резки. В данном случае передний угол должен иметь показатель от 15° до 25°.
- при выполнении поперечной резки рассматриваемый показатель должен быть от 5° до 10°.
- универсальный вариант рекомендуется затачивать под углом 15°.
При длительном использовании пилы из твердосплавного материала значительный износ происходит на самой верхней режущей кромке. При рассмотрении плоскости зуба стоит отметить, что больший износ касается передней поверхности.
Типы зубьев дисковых пил
Выполнение заточки дисковых пил в домашних условиях
Наточить пилу можно своими руками без использования специального точильного станка, который имеет большую стоимость и используется по предназначению достаточно редко по причине использования твердосплавного материала при создании режущей кромки. Однако просто держать круг в руках нельзя, так как нужно добиваться определенных параметров среза для обеспечения необходимого показателя эффективности работы.
Для фиксации зубчатого круга в строго заданном положении используется обыкновенная плоская подставка. Она имеет нижеприведенные особенности:
- Поверхность плоской подставки должна совпадать с уровнем оси заточного диска.
- Зубчатый круг располагаем на подставке так, чтобы плоскость затачивания находилась перпендикулярно к полотну пилы.
- Рассматриваемое приспособление для зубьев, расположенных под определенным углом, оснащают поворотным шарниром.
Читать также: Токарный станок своими руками чертеж
Рассматриваемое приспособление позволяет проводить фиксацию обрабатываемого элемента по отношению к используемому абразивному материалу. При помощи цветного маркера проводится нанесение разметочных линий, которые позволяют выбрать правильный угол. Также необходимы тиски, в которых крепится созданное приспособление для фиксации.
https://youtube.com/watch?v=dVPVHi9M8JM
Общие правила заточки циркулярной пилы
Чтобы заточить диски для циркуляционной пилы, нужно не допускать их сильного изнашивания, а именно радиус округления резца не должен быть более 0.2 мм. Далее придерживаются таких основных правил:
- Подвергают обработке в первую очередь основные грани, из которых больше изнашивается передняя.
- В крайнем случае, при сильном износе боковых граней, их подправляют.
- За один раз снимают не более 0.15 миллиметров толщины металла пилы.
- При доводке граней электрическим инструментом не допускается перегрев металла, в случае чего его свойства ухудшаются.
- Для обеспечения максимального ресурса жизни пилы, когда ее можно затачивать до 30 раз, следует точить обе грани: и переднюю, и заднюю, – снимая одинаковое количество металла.
- Не допускается заточка пил циркулярки не предназначенными для этого инструментами, например болгаркой и диском для резки металла.
После проведения основных операций заточки можно доработать зубья тонкой наждачкой. Проверка качества заточки инструмента происходит в рабочих условиях. Если все в порядке, раскрой материала будет чистым, гладким, без видимых дефектов и почернений.
Заточка пил своими руками в домашних условиях
Во время работы с диском главное – не испортить режущей поверхности, а это может легко произойти, если рука дрогнет, нарушится угол подачи. Во избежание негативных последствий следует изучить методы заточки, и тогда все получится правильно. Различают ручной метод восстановления режущих элементов дисковой пилы и метод с применением заточного оборудования.
Ручной способ
Самостоятельно заточить зубцы вручную при помощи напильника, чтобы это было качественно, можно в том случае, если они не имеют скоса, то есть поверхность передней грани перпендикулярна поверхности полотна. Процесс выглядит так:
- Из плотной древесины заготавливают брусок сечением где-то 50х50 мм и длиной 100 мм. Стороны бруска должны располагаться строго перпендикулярно друг относительно друга.
- Отмечают маркером любой зуб, который будет отчетным и первым в обработке.
- Пильное полотно зажимают в тисках вместе с брусом таким образом, чтобы передняя грань обрабатываемого элемента была заподлицо и в одной плоскости с поверхностью бруса (брус в этом случае выступает направляющей для напильника).
- Тонкий напильник (его толщина должна позволять свободно вмещаться во впадину между соседними зубьями) прикладывают к обрабатываемой поверхности зуба и одновременно к бруску и методичными движениями вперед и назад проводят заточку.
- Так постепенно натачивают каждый зуб, следя за состоянием бруса и при выработке его поверхности смещая немного плоскость.
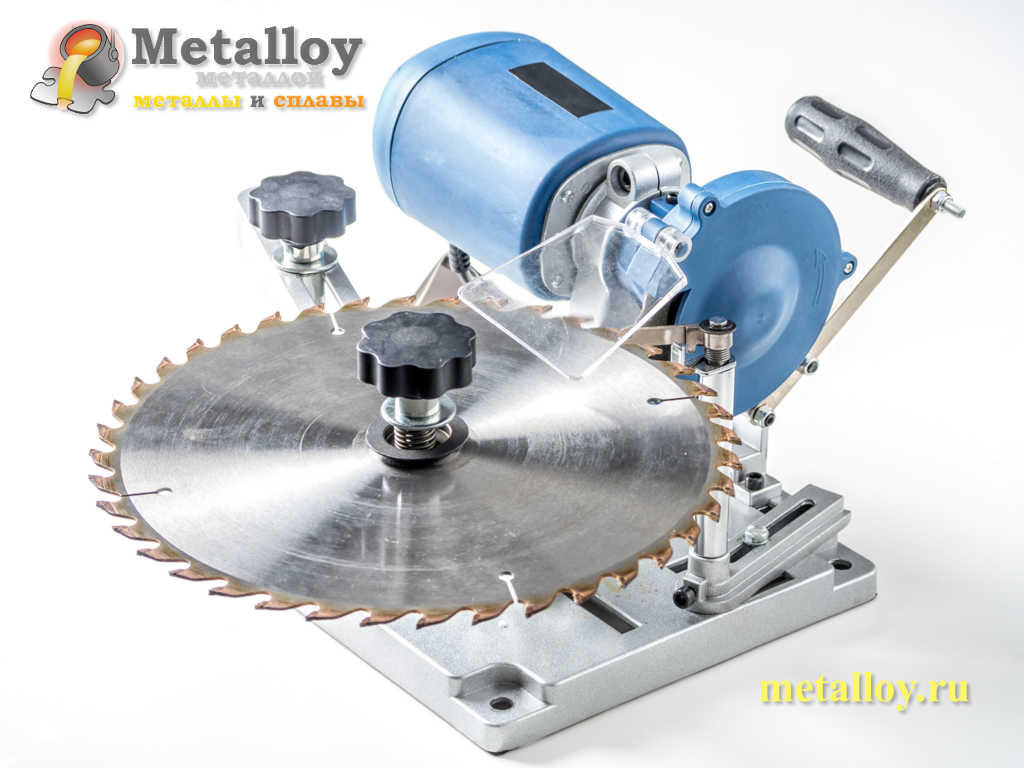
Использование станков

С помощью специального станка дисковые пилы точатся очень легко и быстро. Главное – здесь не нужно следить за углом подачи диска. Один раз его выставив, оператор лишь должен перемещать зубья в область обработки и делать легкие прижимы плоскости зуба к вращающемуся алмазному диску.
На таком оборудовании можно проводить заточку дисковых пил с твердосплавными напайками и обычных дисковых пил. Самый простой станок для заточных операций циркуляционных пил имеет такие конструктивные элементы:
- Электропривод с системой крепления заточного диска – это стационарная часть оборудования.
- Подставку, которая перемещается по направляющим, – ее задача подавать полотно пилы в область обработки.
- Фиксатор пильного диска на подставке, который призван удерживать полотно в неизменном положении при его подаче к заточному диску.
Поиск записей с помощью фильтра:
Принципы выбора
Станочное оборудование для пильных дисков необходимо выбирать на основе следующих принципов:
- функциональных и технических характеристик станков;
- допустимых диаметров устанавливаемых кругов для заточки;
- точности, диапазона выставления угла точения;
- мощности электродвигателя;
- габаритов, массы оборудования;
- производителя, предоставляемых сроков гарантийного и сервисного обслуживаний;
- уровня автоматизации;
- ремонтопригодности оборудования;
- соответствие станков нормам безопасности при заточке.
Преимущества и недостатки
Преимуществами станков для заточки дисковых пил являются:
- высокая скорость затачивания;
- равномерная заточка, точность обработки;
- регулировка угла точения;
- простота настройки, обслуживания оборудования;
- не требуется наличие опыта проведения подобного вида работ;
- контроль надавливания на точильный круг.
Недостаток — необходимость использования набора точильных кругов, которые нужно переставлять в зависимости от особенностей профиля режущих кромок. Необходимы точильные круги со следующими параметрами:
- толщина — от 16 до 40 мм;
- диаметр — от 100 до 250 мм (промышленные варианты до 650 мм).
Производители и стоимость
Производством станков для заточки занимаются следующие производители:
- Kaindl (Германия);
- WTG (Китай);
- ABM (Турция);
- LAKFAM (Польша);
- Griggio (Италия);
- ООО «Камский Берег» (Россия);
- ЗАО «Липецкое станкостроительное предприятие» (Россия);
- ОАО «Астраханский станкостроительный завод» (Россия).
Стоимость точильного оборудования по России:
- промышленный полуавтоматический — от 588 тыс. руб.;
- компактный с ручной настройкой — от 17 тыс. руб.;
- автоматический промышленный — от 2,683 млн. руб.
Компактный станок для заточки дисков
Как заточить диск на циркулярной пиле с победитовыми напайками
Часто мастера покупают круги, которые обладают повышенной устойчивостью к износу за счет наличия специальных напаек из победита. Эти напайки продлевают срок службы расходного материала, однако не делает его вечным. Победитовый слой наносится на звенья при помощи специальной напайки. За счет напайки усложняется геометрическая форма зуба, поэтому и процесс затачивания также утяжеляется. Восстановление остроты зубьев необходимо выполнять с учетом точной выдержки.

Чтобы заточить зубья на диске с твердосплавными напайками, понадобится произвести сглаживание режущей кромки до величины 0,3 мм. Чтобы выполнить качественную заточку зубьев с твердосплавными напайками, специалисты рекомендуют использовать для этого специальное оборудование, а также заточные круги с алмазным напылением. Если использовать абразивный круг, то он быстро сотрется, прежде чем диск с напайкой получится заточить.
При восстановлении остроты звеньев учитываются следующие факторы:
- Заточку пильных дисков надо выполнять не только передней, но и задней плоскости. Начинать необходимо непосредственно с передней части
- Победитовая напайка при наточке должна плотно соприкасаться с заточным алмазным кругом
- Время соприкосновения должно быть не более 5 секунд. Учитывать время необходимо для того, чтобы избежать перегревания металла. Если металл будет перегреваться, то произойдет его закаливание, а также снижение твердости
https://youtube.com/watch?v=2qQ9l8SyLRI%3F
При затачивании нужно также учитывать, что толщина стачиваемого материала не должна быть более 0,15 мм. Если правильно выполнять процедуру, то до полного износа диска с победитовыми напайками проводится не менее 30 заточек.
Это интересно! При заточке дисков нужно учитывать, что зубья могут иметь отрицательный и положительный угол. Если зуб имеет отрицательный угол, то заточить его в домашних условиях труднее, чем положительный.
О рациональности восстановления остроты дисков с напайками нужно принимать решение самостоятельно, так как стоимость заточного круга с алмазным напылением порой дороже, чем приводное электрооборудование.
Недорогие станки от 5 до 30 тыс. рублей
К категории недорогих станков для заточки дисковых пил относятся как легкие малогабаритные устройства с упрощенной конструкцией и небольшой мощностью привода, так и популярные полнофункциональные модели. Все они представляют собой российские бренды, произведенные в Китае, и в целом имеют неплохие отзывы. Станок JMY 8-70 в России также продается под индексами MTY 8-70 и LTT JMY 8-70.
| № | Модель | Макс. диаметр (мм) | Мощность привода (Вт) | Вес (кг) | Тип управления | Цена (руб.) |
| 1 | «Калибр Мастер» ЭЗС-110 Дм | 400 | 110 | 2,4 | ручное | 6 000 |
| 2 | EINHELL BT-SH 90/350 | 350 | 110 | 5,7 | ручное | 6 500 |
| 3 | JMY 8-70 | 550 | 250 | 42 | ручное | 18 000 |
| 4 | «Кратон» SBS-600 | 600 | 370 | 54 | ручное | 25 000 |
| 5 | «Энкор Корвет» 472 | 600 | 370 | 45 | ручное | 27 000 |
Признаки того, что пила затупилась
Учитывая тот факт, что ножовка в процессе использования подвергается постоянным нагрузкам, ее зубья со временем притупляются. Степень эффективности работы тупым инструментом заметно меньше. Помимо этого, пользоваться такой ножовкой не следует по следующим причинам:
- снижается производительность. При распиловке дерева больше затрачивается сил мастера и его времени;
- ухудшается точность выполнения работ. Тупыми зубьями практически невозможно ровно и аккуратно распилить древесину. Особенно трудно работать с такой пилой в саду;
- опасность использования ножовки. В процессе эксплуатации инструмент будет застревать, сходить с линии распила, заклинивать, что увеличивает вероятность получения травмы.

Ножовку надо срочно наточить, если появился характерный тупой звук, округлились кончики зубьев, не получается произвести распил древесины. Если инструментом стало тяжело работать, то лучше прекратить пилить, осмотреть его и приступить к решению вопроса о заточке.
Как Точить Диск От Циркулярки
Заточка дисковых пил
Материал и характеристики твердосплавных зубьев
В российских пилах в роли материала для режущих пластинок употребляются спеченные вольфрамокобальтовые сплавы марок (6, 15 и пр. цифра значит процентное содержание кобальта). У 6 твердость 88,5 HRA, у 15. 86 HRA. Зарубежные отечественные изготовители используют свои сплавы. Твердые сплавы состоят в главном из карбида вольфрама сцементированного кобальтом. Свойства сплава зависят не только лишь от его хим состава, да и размера зерна карбидной фазы. Чем меньше зерно, тем выше твердость и крепкость сплава.
Укрепляют твердосплавные пластинки к диску высокотемпературной пайкой. В роли материала для пайки, скорее всего, употребляются серебряные припои (ПСр-40, ПСр-45), в худшем случае. медно-цинковые припои (Л-63, МНМЦ-68-4-2).
Геометрия твердосплавных зубьев
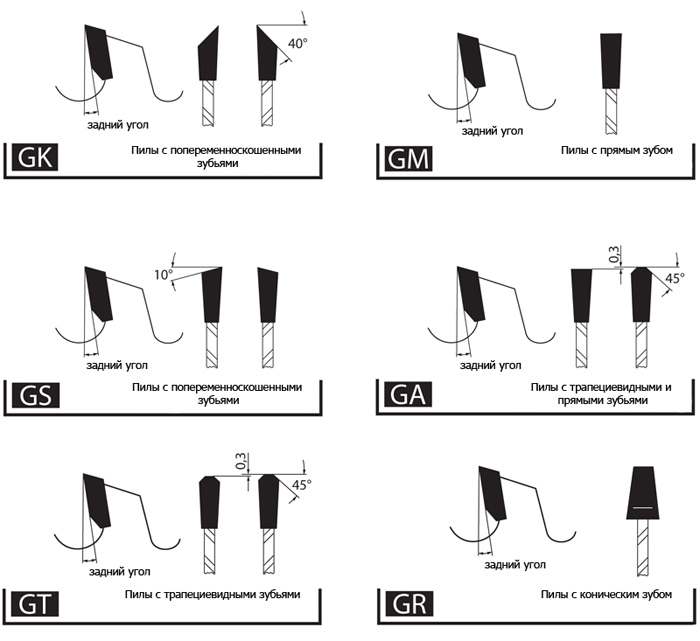
По форме различают последующие виды зубьев.
Прямой зуб
. Обычно употребляется в пилах для продольного резвого пиления, когда качество не имеет особенного значения.
Косой (скошенный) зуб
с левым и правым углом наклона задней плоскости. Зубья с различным углом наклона чередуются друг с другом, по причине чего именуются попеременноскошенными. Это более всераспространенная форма зуба. Исходя из величины углов заточки, пилы с попеременноскошенным зубом употребляются для пиления разных материалов (дерева, ДСП, пластмасс). как в продольном, так и поперечнике. Пилы с огромным углом наклоназадней плоскости употребляются как подрезные при резке плит с обоесторонним ламинированием. Их внедрение дает возможность избежать сколов покрытия на краях пропила. Повышение угла скоса понижает усилие резания и уменьшает опасность сколов, но сразу уменьшает стойкость и крепкость зуба.
Зубья имеют наклон не столько задней, зато фронтальной плоскости.
Трапециевидный зуб
. Особенностью этих зубьев является относительно неспешная скорость затупления режущих кромок сравнительно с попеременноскошенными зубьями. Обычно они используются в купе с прямым зубом.
Чередуясь с последним и немного возвышаясь над ним, трапециевидный зуб делает предварительное пиление, а прямой, последующий за ним. чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями используются для резки плит с обоесторонним ламинированием (ДСП, МДФ и пр.), и конечно для пиления пластмасс.
Конический зуб
. Пилы с коническим зубом являются вспомогательными и употребляются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.

Обычно передняя грань зубьев имеют плоскую форму, однако сейчас имеются пилы и с вогнутой фронтальной гранью. Они используются для чистового поперечного пиления.
Углы заточки зубьев
Значения углов заточки
определяются предназначением пилы. т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой фронтальный угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в рамках 5-10°. Универсальные пилы, созданные для поперечного и продольного пиления, имеют усредненное значение фронтального угла. обычно 15°.
Величины углов заточки определяются не только лишь направлением распила, зато твердостью распиливаемого материала. Чем выше твердость, тем меньше должны являться фронтальный и задний углы (меньше заострение зуба).
Фронтальный угол вам больше понравятся не только лишь положительным, да и отрицательным. Пилы с таким углом употребляются для раскроя цветных металлов и пластмасс.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
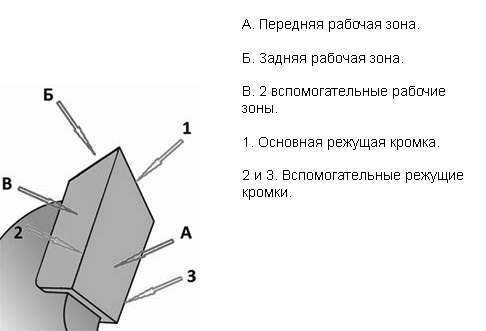
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Виды разводки зубьев циркулярной пилы
Перед тем как выполнить заточку циркуляционной пилы, нужно проверить, есть ли разводка зубьев. Для этого штангенциркулем замеряют ширину зуба, а затем в заготовке из твердой древесины делают небольшой пропил и замеряют его ширину. Если циркуляционный диск разведен, то пропил должен быть шире, чем зуб. В противном случае зубья пилы необходимо разводить до момента проведения операций по заточке.
Сложность процесса разводки обусловлена необходимостью отводить зубцы в сторону на одинаковое расстояние. Этого можно добиться, применяя заводское приспособление для разводки циркуляционных пил. Каждый зуб нужно начинать разводить с середины его размера. Для разных по плотности древесных материалов степень разводки зубьев должна быть своя, но, не углубляясь в подробности, можно сказать, что на распиловку мягких пород разводят шире, чем на твердые.
Различают три основных способа разводки:
- Разводка зачищающего типа. Этот метод сводится к тому, что зуб через два остается на своем месте без изменения, остальные отклоняют в разные стороны. Такая подготовка пилы хороша для работы с твердотельной древесиной.
- Вариант классической разводки, когда поочередно зубья пилы отводят то вправо, то влево. Этот универсальный способ можно применять практически для всех типов пил.
- Так называемая волнистая разводка, отличительной чертой которой является отведение зубцов не на строго определенное расстояние от центра, а на разные расстояния с отклонением в пределах 0.3–0.7 миллиметров.
Общие требования к заточке
Для обеспечения качественного результата и безопасности работы эксперты рекомендуют соблюдать ряд правил:
- диск необходимо надежно зафиксировать в таком положении, чтобы все зубья были отчетливо видны;
- элемент ложен плотно прилегать к дискам и удерживающим брусьям;
- обязательно контролирует равномерность съема металла по профилю зубьев;
- во избежание разогрева и деформации материала диск не должен прижиматься к точильному кругу;
- при использовании алмазных точильных элементов обязательно используют охлаждающую жидкость;
- перед заточкой диск очищают от загрязнений моющими растворами.
При соблюдении всех правил процедуры до полного износа диска можно проводить 25-30 заточек.
Наклон заточки зубьев
Под данным понятием понимают угол отклонения режущей кромки зуба от радиуса диска. Величина показателя индивидуальна для каждого рабочего элемента. Ее обычно указывают в паспорте или на боковине.
Выделяют следующие виды углов:
- Положительный – обозначается маркировкой POZ 10, составляет от 15 до 20 градусов. Увеличивает подачу агрегата, но делает разрез грубым
- Отрицательный – маркируется символами NEG-5. Варьируется в диапазоне от 0 до -5 градусов. Диски с отрицательным углом наклона обладают медленной скоростью, но качество распила выше.
- Нулевой. Элементы с таким показателем используют для резки металла.
Если вы планируете пилить древесину в продольном направлении, то выбирать нужно первый вариант, в поперечном – второй тип дисков. Режущие круги с углом 15 градусов считаются универсальными. Они способны выполнять распил материала вдоль и поперек.
 Заточка зубьев предполагает обязательную разводку зубьев
Заточка зубьев предполагает обязательную разводку зубьев
Разводка зубьев
Первым этапом процедуры выступает проверка расстояния между зубьями диска. Его подгон осуществляют под тот тип материал, с которым чаще придется работать. Для обработки твердых пород древесины зубцы разводят на расстояние в 1.5-2 раза больше, чем толщина полотна. При работе с мягким материалом данная величина должна превышать толщину в 2-3 раза.
При выполнении разводки нужно следить, чтобы зубцы были отогнуты равномерно. При их расположении на разном расстоянии от центра будет происходить постоянное заклинивание режущего круга, что уменьшит скорость распиловки, отразится на качестве реза в худшую сторону.
Разводку рекомендуют осуществлять специальным приспособлением с одноименным названием. Наличие упора не позволит отогнуть зуб на большее расстояние, чем предусмотрено стандартом.
Все зубцы делятся на 2 группы. Сначала выполняют разводку элементов одного типа, а затем остальных, поэтому их загиб осуществляют через один по всей длине режущего полотна в противоположные направления.
Популярные производители
На современном рынке полно предложений от производителей. Но есть компании, которые проверены временем. Именно их продукции отдают предпочтение владельцы циркулярных пил. Краткий список популярных брендов таков:
CMT. Компания появилась на территории Италии в далеком 1962 году. Производство перенесено в Китай, а в Европе остался лишь головной офис.
«Макита». Годом основания фирмы стал 1915. С тех пор прошло много времени, но японская продукция по-прежнему популярна по всему миру.
«Бош». Это название давно стало символом непревзойденного качества. Пильные диски под торговой маркой Bosh — желанные гости в каждой домашней мастерской.
«Атака». Организация появилась в 1998 году на территории России. Ее по праву можно назвать старейшим поставщиком расходников на отечественном рынке.
Metabo. Название произошло от немецкого наименования ручной дрели. Сборка первой продукции началась в Германии после 1924 года.
Dewalt. Победное шествие компании по планете стартовало в США. Начиная с 1922 года под брендом выпускают оснастку для электроинструмента.
В передовых технологиях разобраться непросто. Изготовители оснастки постоянно совершенствуют свои производства. Предлагаем посмотреть видео, которое поможет сделать правильный выбор и узнать много полезной информации:
Похожие записи:
 Проверенные лайфхаки, как легко удалить ржавчину с металлической поверхности
Проверенные лайфхаки, как легко удалить ржавчину с металлической поверхности
 Каркасный дом своими руками: пошаговая инструкция строительства в одиночку
Каркасный дом своими руками: пошаговая инструкция строительства в одиночку
 Вибростол своими руками
Вибростол своими руками
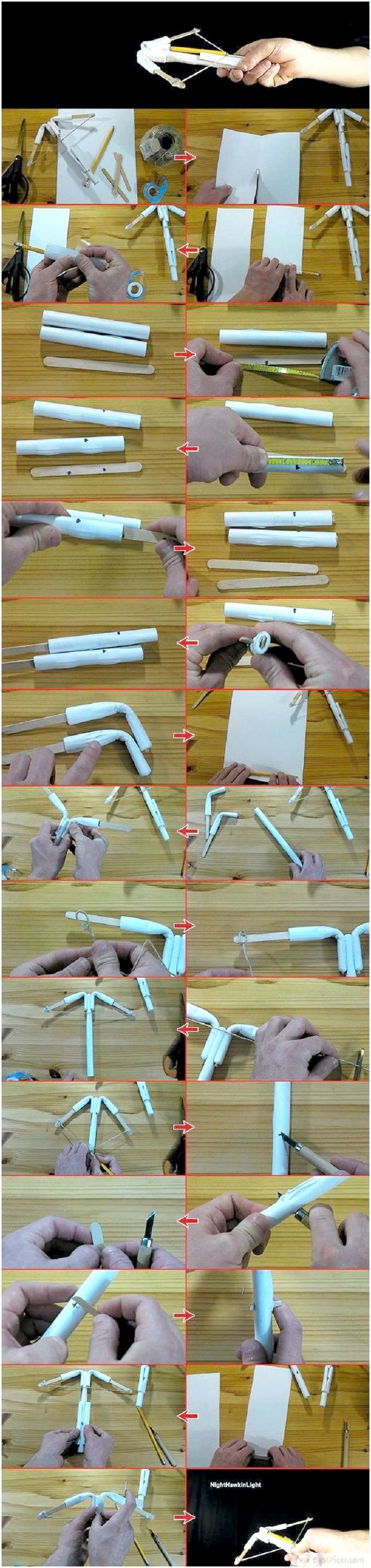 Чертежи дробовиков. резинкострел в виде дробовика своими руками
Чертежи дробовиков. резинкострел в виде дробовика своими руками
 Изготовление и установка цепей противоскольжения на уаз
Изготовление и установка цепей противоскольжения на уаз
 Корнеобразователь для черенков: обзор лучших
Корнеобразователь для черенков: обзор лучших