Содержание
Зачем нужны станки для гибки?
Есть листовой металл. А есть различные профили – гнутый листовой металл самой разнообразной форма и назначения типа желобов, коньков, карнизов и других кровельных профилей. Разница в стоимости листового материала и готовых гнутых деталей различается в несколько раз.
Стало быть, гнуть листы самостоятельно – дело выгодное экономически и с профессиональной точки зрения. Когда выгодно не покупать, а делать самим – довольной редкая ситуация в современном техническом мире с узкой специализацией любого производства.
 Гибка профилей на станке.
Гибка профилей на станке.
Простота исполнения, высокая производительность и экономическая эффективность – отличная комбинация преимуществ, которыми обладают самодельное гибочное оборудование разных типов.
Давайте разбираться и приводить в порядок информацию по металлическим «гибочным» вопросам и способам их решения.
Приспособления для гибки арматуры

Сегодня придумано довольно много всевозможных станков для гибки арматуры. Все они работают по одному принципу, но имеют свои конструктивные и технические особенности.
Наиболее популярным вариантом гибочного станка является устройство с центральным и упорным роликом, между которым закрепляется арматура. Изгибание изделия происходит с помощью третьего ролика. Гибка может проводиться как по часовой стрелке, так и против нее. С помощью такого станка вы можете придать арматуре нужный угол изгиба. Чтобы пруток сгибался не по всей длине, а только в определенном месте, имеется упорный ролик, ограничивающий площадь изгиба.
Современные мастера используют два основных вида гибочного станка:
- Ручные устройства;
- Станки с механическим приводом.
Все механические устройства выглядят примерно одинаково и имеют схожие схемы строения. Здесь имеется вал, который расположен вертикально. На него надевается диск с зафиксированными на его поверхности изгибающим и центральным пальцами. На стойке гибочного станка есть специальный ролик, в который во время процесса изгибания упирается заготовка.
Существует специальная технология сгибания арматуры с помощью подобных устройств. Пруток помещается между изгибающим и центральным пальцами. Затем диск начинает поворачиваться, а пруток упирается в ролик. Здесь вступает в работу изгибающий палец, который начинает гнуть изделие вокруг центрального ролика.
Все станки отличаются между собой мощностью и способностью согнуть ту или иную арматуру. Выделяют три группы устройств для гибки:
- Легкой арматуры (диаметр от 3 до 20 мм):
- Тяжелой арматуры (диаметр от 20 до 40 мм):
- Сверхтяжелой арматуры (диаметр от 40 до 90 мм).
Каждый из вышеперечисленных станков нужен для определенных целей. Например, на моделях последней группы можно гнуть сразу несколько прутков. Это очень удобно, если вам нужно обработать большое количество заготовок. На сегодняшний день производители предлагают даже универсальные станки, с помощью которых можно гнуть арматуру 3-миллимитровую арматуру, так и 90-миллимитровую. Некоторые покупают станки с гидравлическим приводом, который дает больше пространства для работы. С помощью такого устройства можно не просто гнуть прутки, но и создавать сложные конструкции из арматуры. При желании из прутка можно сделать даже кольцо.
Такое профессиональное оборудование помогает производить действительно качественную гибку арматуры. Благодаря такому станку вы сможете изгибать прутки даже на 180 градусов. Кроме того, заготовки не будут иметь заломов и складок, из-за которых их нельзя будет использовать в строительстве.
Ручные станки для сгибания арматуры также популярны среди мастеров. Производители предлагают как небольшие переносные модели, так и более тяжелые стационарные. Если вам нужно согнуть арматуру для своих нужд, можно воспользоваться специальным приспособлением либо трубогибом. С их помощью вы сможете выполнять несложные работы, например, гнуть прутки с диаметром не более 14 мм. Как правило, такие станки устанавливаются на столе или верстаке, где ими удобно пользоваться. Тем, кто планирует производить гибку арматуры на постоянной основе, такое устройство не подойдет. Для этих целей необходимо приобретать более дорогое и профессиональное оборудование.
В целом, выбор станка для сгибания арматуры зависит от двух основных факторов. Первый – это диаметр заготовок, а второй – количество обрабатываемых изделий. Если вы подберете неправильное устройство, это может стать причиной появления дефектов на поверхности прутков. Под излишним воздействием они будут ломаться или сжиматься гармошкой
По этой причине крайне важно сразу определиться с типом арматуры, которую вы собираетесь гнуть, и, исходя из этого, выбирать станок. Также не забудьте сделать правильную настройку оборудования, чтобы получить более качественный и точный изгиб прутков
Несколько простых способов гибки арматуры

Арматура не всегда используется для возведения серьезных построек. Если вы собираетесь возвести небольшое сооружение, которое не будет создавать большие нагрузки на фундамент, гибку можно осуществлять и без специальных устройств.
Многие задумываются над вопросом, как согнуть арматуру, если нет возможности собрать даже простейший станок. В этом случае прутки можно гнуть и своими руками, но их диаметр не должен превышать 8 мм. Кроме того, необходимо учитывать, что качество гибки будет не очень хорошим
Также при неосторожном обращении с заготовками она может отпружинить и нанести вред вашему здоровью
Если же вы все-таки решились согнуть арматуру своими руками, это можно сделать с помощью элементарных средств. Например, для этого можно использовать две стальные трубы. Одна из них играет роль рычага, а вторая является упорным элементом. Эту трубу можно зафиксировать в тисках или вкопать в землю для надежности. После этого можно аккуратно начать гнуть арматуру до тех пор, пока она не примет нужный изгиб.
В случае, если качество прутков вам не очень важно, их можно сгибать и нерекомендованными способами. В частности, вы можете надрезать их в месте сгиба или нагреть пруток
Для этого часто используется паяльная лампа. Если вы работаете в одиночку, стоит закрепить арматуру в тисках. При наличии помощника он может подержать заготовку. Сгибать нагретую арматуру можно с помощью молотка или собственных рук.
В некоторых случаях гибку прутков осуществляют с помощью деревьев. Если поблизости есть два растущих рядом дерева, то их также можно использовать для этого дела.
Выбор способа сгибания целиком зависит от вас. Эксперты настоятельно рекомендуют производить гибку прутков для фундамента на специальном оборудовании. В этом случае вы получите надежную арматуру, которая выдержит серьезные нагрузки. Не экономьте на этом этапе, так как от качества материалов будет зависеть ваша безопасность и жизни других людей.
Ручной рычажный трубогиб
Если вам нет надобности в таком сложном устройстве, а требуется только согнуть стальную круглую трубу небольшого размера, то можно сделать простой рычажный механизм. Он предназначен для гибки труб с тонкими стенами.
Смотрите видео инструкцию по изготовлению.
Мы тоже решили попробовать собрать этот трубогиб своими руками. Нам потребуется: вал с круглым профилем, прижимной ролик, металлический лист на 8 для станины, шпильки, гайки.
Кто-то может сделать данное устройство на глаз, но лучше подготовить чертёж трубогиба или найти подходящий вариант в интернете. Мы решили работать по чертежу.
Чертеж вилки рычага
Приступаем к изготовлению:
- Делаем заготовки для вилки. Размер вилки зависит от расстояния между колёсами, точнее от посадочного места трубы, оно должно равняться её диаметру плюс 1–2 мм. Вырезаем из металлического листа и шлифуем:
- станину и крышку для вала;
- упор для станины и небольшую подставку для крышки;
- две прямоугольных пластины, по краям которых делаем отверстия под шпильки.
Ну вот, рычажный трубогиб готов, оказалось, что сделать его самостоятельно под силу практически любому домашнему мастеру.
Пошаговое руководство по армированию фундамента своими силами
Бетон, хоть и является прочным материалом, устойчив лишь к некоторым видам нагрузок. Постоянное сжатие, которое испытывает фундамент под весом дома, и сдавливание в мерзлом грунте он переносит отлично. Но стоит приложить разнонаправленные или просто неравномерные усилия, как в монолите появляются трещины, и он разрушается.
Бетон хрупок и самостоятельно не может переносить ни изгибов, ни растяжения. Чтобы увеличить сопротивляемость бетонных конструкций именно таким нагрузкам, выполняется армирование фундамента металлическими стержнями. Стальная решетка, собранная из прутьев и повторяющая форму основания принимает на себя изгибающее давление, препятствуя деформации бетона.
По направлению усиливающих стержней выделяют два вида армирования:
- Горизонтальное – компенсирует нагрузки, которые оказывают на основание вес постройки и встречное давление грунта. Поскольку максимальное давление принимает на себя поверхность фундамента, именно здесь нужны самые толстые стержни (10-16 мм).
- Вертикальное – усиливает армировку углов и тех частей конструкции, где преобладает боковое давление. Применяется и при монтаже буронабивных свай.
Естественно, что максимальный эффект достигается только при одновременном использовании этих двух методов. От армирования можно отказаться, если строительство ведется на очень прочных крупнообломочных и скалистых грунтах, не склонных к пучению. Но для принятия такого решения должно быть правильно рассчитано техническое обоснование. Если это не сделано, армировку исключать из технологии нельзя.
Усиление разных оснований
1. Ленточный фундамент при относительно небольшой ширине почти не испытывает поперечных нагрузок, а вот продольные изгибающие усилия на длинных участках ленты возникнут непременно. Поэтому для него вертикальное и поперечное армирование можно выполнять из стержней меньшего диаметра (6-8 мм), но для продольных прутьев необходимо правильно сделать расчет. Их диаметр будет находиться в пределах 10-14 мм.
2. Свайный или столбчатый фундамент и вовсе нетребователен к арматуре – для него достаточно использовать 1-4 рифленых прутка сечением 8-10 мм. Фундамент, связанный с железобетонной подушкой большой ширины, испытывает изгибающие нагрузки по своей оси. Для их компенсации в нижней части пяты по инструкции следует укладывать дополнительную поперечную арматуру.
3. Монолитные плиты, всей плоскостью опирающиеся на грунт, неравномерно нагружаются сверху. В результате давление на поверхность бетона во всех точках фундамента будет разным, а в некоторых случаях сумма нагрузок и вовсе будет работать на скручивание плиты. Здесь должна использоваться одинаково толстая арматура и для продольной, и для поперечной укладки.
Особого внимания требует армирование углов ленточного фундамента и примыканий. В этих точках не должно быть обычных перекрестных соединений продольных стержней. В углах укладываются согнутые прутья, которые перевязываются внахлест с теми, что расположены на прямых участках бетонной коробки.
Строго запрещено гнуть арматуру своими руками, делая в ней надрезы или самостоятельно разогревая прутки. Для стальных изделий применяется только технология холодной гибки.
Расчет армирования для каждого фундамента выполняется отдельно, на основании схем и геодезических данных конкретного участка. Монтаж сетки «на глаз» могут позволить себе только многоопытные профессионалы, все остальные рискуют допустить в технологии ошибки. Тогда при недостатке армирования фундамент окажется недолговечным, а при его избытке – слишком дорогим.
Основные требования к конструкции стального каркаса:
- Размер ячеек от 20 до 30 см (в 2-3 раза больше класса крупности щебня в бетоне).
- Если длина участка превышает 3 м, диаметр изделий для продольного армирования подбирается не меньше 12 мм.
- Поперечные стержни должны быть на 100 мм короче ширины опалубки, чтобы по бокам оставалось по 50 мм для заливки бетона. Диаметр поперечин не меньше 6 мм или 8 – если высота каркаса превышает 80 см.
- Вертикальные прутки делаются короче высоты опалубки на те же 100 мм.
- Все перехлесты арматуры выполняются вразбежку, то есть в верхнем поясе армирования они не должны находиться над соединениями нижней сетки.
Плотность и схема армирования рассчитывается на основании выбранного типа фундамента и тех условий, в которых он будет работать. Чтобы самому сделать такой расчет, нужно следовать инструкции:
УМЕНЬШИТ РАСХОД до 50%! Это нужно знать каждому!
Устройство приводного арматурогиба
Выпуском подобной техники занимаются многие отечественные и зарубежные фирмы. Стоит отметить ручные арматурогибы производства Stalex (Польша, линейка DR), Afacan (Турция), отечественные устройства типа LMG от компании Ангстрем с ручным и электрическим приводом, ручные арматурогибы АРГ-1 и пр.
Устройство и работу арматурогиба, оснащённого комбинированным (электрическим и пневматическим) приводом рассмотрим на модели SB6-12 (Китай). Приводной арматурогиб включает в себя следующие узлы:
- Кассету под пруток.
- Ролики для подачи.
- Привод.
- Гибочно-отрезную балку.
- Фиксаторы.
- Встроенный компрессор.
- Гибочный инструмент.
- Пульт управления.
- Узел удаления готового изделия из рабочей зоны.

Арматурогиб работает по следующему принципу. Выбирается требуемая программа гиба из имеющихся, после чего автоматически устанавливаются размеры заготовки и ход гибочно-отрезной балки. Пруток размещают по упорам и включают электродвигатель, в результате чего происходит одновременные рез и правка арматурного стержня. Ролики продвигают на позицию реза следующую часть прутка, которая одновременно перемещает отрезанную заготовку в гибочную матрицу. Ход гибочных ползунков выполняется сжатым воздухом, который подаётся от компрессора. В процессе возвратного хода согнутое изделие при помощи сбрасывателя удаляется из зоны деформирования.
Оборудование подобного класса используется на специализированных предприятиях и крупных мастерских, которые выполняют заказы в массовом количестве.
2 Устройства для гибки арматурных прутков
За историю развития технологий строительства и металлообработки человечество изобрело далеко не одно приспособление для гибки арматуры. Принцип действия у всех одинаков, а отличие состоит в конструкциях оборудования и диаметре сгибаемой арматуры, зависящих от модели.
Деталь, подвергаемую изменению, фиксируют между центральным и упорным роликом (валом) устройства. Третьим роликом (гибочным) металл изгибают в нужную сторону на требуемый угол. Закругление можно делать как по часовой стрелке, так и против. Препятствием для деформации вдоль всей длины служит упорный вал, не позволяющий провернуться или сдвинуться незадействованной части заготовки.
Основных вариантов оборудования два:
- ручные модели;
- с механическим приводом.
Приводные станки, кроме специальных, действуют по одной схеме. Рабочим органом является диск, который насажен на вертикальный вал и вращается в горизонтальной плоскости. На диске установлены изгибающий и центральные пальцы – между ними закладывают арматуру. Упорный ролик закреплен на стойке – арматура упирается в него при вращении диска и изгибается вокруг центральной втулки под действием изгибающего пальца, который двигается по наружной поверхности прута.
Станки отличаются по мощности, производительности и подразделяются на 3 группы в зависимости от назначения:
- для легкой арматуры – диаметр прутков 3–20 мм;
- тяжелой – 20–40 мм;
- сверхтяжелой – 40–90 мм.
Подобное устройство для гибки арматуры способно согнуть несколько прутков одновременно. Выпускается также оборудование для диаметров 3–90 мм. Если необходимо изготовить сложную конструкцию с переменными углами сгиба, то лучше всего подойдет гидравлический станок. Он позволяет гнуть прутки более качественно, без образования на поверхности заготовки изломов и складок, сопровождающих напряжение металла. На таком станке можно выполнить изгиб под углом до 180°.
Выбор оборудования для гибки определяется диаметром арматуры и объемом работ. Прежде чем приступить к обработке металла, следует учесть, что разные части прутка подвергаются различным напряжениям, внешняя – растяжению, а внутренняя – сжатию. Неправильный выбор станка или его неграмотное применение могут привести к появлению не только складок и изломов, но и к повреждению арматуры. Поэтому необходимо точное определение всех размеров заготовки, соответствующая настройка оборудования и правильная фиксация в нем прутка.
Принцип работы устройства
Станок используется в строительной сфере для армирования бетона при помощи прутьев из прочной стали. Раньше эта процедура проводилась вручную и требовала дополнительных физических усилий, современные станки позволяют сгибать прутья различного сечения под нужным углом максимально быстро. Для функционирования станка требуется задавать нужный режим. С его помощью обрабатывают элементы из углеродистой и арматурной стали, в том числе полосы из металла, прутья с резьбой и сортовой прокат.
Схема работы и характеристики станков идентичны независимо от их вида. Стандартная конструкция имеет три ролика: центровой, упорный и гибочный. Процедура сгибания осуществляется вокруг центрового ролика, в то время пока опорный удерживает изделие на месте. Заготовку размещают на рабочем диске,а после запуска арматура фиксируется роликом гибочного типа. После выбора режима происходит сгибание изделия под нужным углом. Когда операция будет завершена, арматурогиб отпускает обработанную деталь.
Виды оборудования
Выпускаются два типа:
- Механические приспособления.
- Приборы с электрическим приводом.
Ручной гибочный станок и приводной аппарат предназначены для придания арматуре необходимой конфигурации для последующего использования в железобетонных работах.
Схема действия обоих видов устройств едина: деталь жестко фиксируется между центральным и упорным валом. Последний не дает заготовке провернуться или сдвинуться. Деформация на нужный угол производится при помощи третьего, гибочного ролика. Закругление осуществляется в любую сторону – по часовой стрелке и против нее.
Если ручной агрегат работает на угол не более 90°, реже – до 110°, то электрический гибочный станок для арматуры дает возможность регулировки в диапазоне от 5° до 180°, при этом потери прочностных показателей металла при предельных значениях изгиба не превышают 10%.
Гибкие материалы: Что такое гибкая битумная черепица
1. Простейшая конструкция. По сути это стандартный трубогиб, применяемый для арматуры небольшого диаметра – до 12 мм, реже до 20.
2. Относительно небольшой вес – в среднем около 15-25 кг.
3. Мобильность. Относится к категории переносного оборудования и устанавливается на любое ровное основание или верстак.
5. Возможность сборки самодельного станка.
Схема ручного оборудования простейшая – рычаг и несколько валов, при небольшой сноровке несложно сделать его самостоятельно. Для этого к металлическому основанию (станина, плита) нужно приварить штырь круглого сечения или уголок, который возьмет на себя роль упора. Затем изготавливается поворотная стальная платформа, которая оснащается рычагом, центральным и гибочным валом.
Агрегат, сваренный на плиту, можно отнести к переносным вариантам. Для него обязательно надо предусмотреть методы крепления. Например, это могут быть отверстия под болты для последующего прикручивания к основанию.
1. Высокая производительность. На операцию требуется не более 10 секунд.
2. Работа с прокатом любого диаметра. Выпускаются станки для легкой арматуры сечением до 20 мм, тяжелой – 22-40, сверхтяжелой – 40-80.
3. Мощность электропривода – до 5 кВт.
4. Наличие системы автоматического управления. Участие оператора минимальное и предполагает несколько ступеней защиты. Некоторые модели снабжаются смешанным управляющим блоком, поэтому агрегат может работать как в ручном, так и в авторежиме.
5. Стационарность. Гибочный станок устанавливается на ровной, сухой, жестко фиксированной платформе, строго центрируется. Частые перемещения не приветствуются.
6. Приличный вес – достигает 400 кг.
7. Высокая цена – начинается от 85000 рублей и выше. Б/у устройства можно брать в аренду с посуточной (от 1000 рублей) или помесячной оплатой (от 25000) с обязательным внесением залоговой стоимости.
Оборудование для гибки арматуры делится на:- стационарные станки;- мобильные станки.Стационарные станки имеют гораздо большую производительность и мощность в сравнении с мобильным оборудованием. На стационарных моделях можно обрабатывать арматуру большого диаметра, которую на ручном станке не представляется возможным обработать. Мобильные виды отличаются небольшими размерами и весом, но меньшей производительностью. Являются оптимальным решением для частного строительства.
Станки для сгибания арматуры
Люди уже давно стали использовать станки для гибки металла. Например, из арматуры можно согнуть петли, хомуты, кольца и другие необходимы и полезные изделия. Конструкция этого оборудования отличается, но принципиально технологический процесс у всех одинаковый.
Специальное оборудование обычно применяется в ситуациях, когда руками согнуть арматуру невозможно из-за ее толщины. Прут закрепляется между центральным и упорным валом инструмента, после чего металл загибается под воздействием гибочного вала в нужную сторону. Деформация может происходить как в одну, так и в другую сторону. Упорный вал служит преградой для изменений всей поверхности и не дает провернуться незадействованной части основной заготовки.
Если использовать для сгибания тиски или клинья, то редко достигается нужная точность изгиба, а с помощью ручного арматурогиба можно все сделать намного быстрей и точней. Станок может согнуть металлический прут толщиной от 12 до 25 мм, это зависит от модели станка и его конструкции.
Ручное оборудование предназначено для сгибания арматурной стали в холодном состоянии. Промышленным способом сейчас изготавливаются два вида станков:
- Стационарные
- Переносные
Также можно изготовить гибочный станок и своими руками, имея чертеж и необходимые подручные средства. Можно воспользоваться специальными видеороликами, где поэтапно видно, как происходит весь процесс создания станка. По стоимости он обойдется дешевле промышленного станка, а по своим техническим показателям не будет уступать готовому, поэтому станет хорошей альтернативой промышленному аналогу.
Приспособление для гибки арматуры своими руками
ipmet.ru » Своими руками » Станок для гибки арматуры своими руками » Приспособление (ручной станок) для гибки арматуры своими руками
Принцип действия всех конструкций ручных приспособлений для гибки металла (иногда их называют ручными станками) один и тот же: используется «рычаг первого рода». Если у вас имеется:
- желание (инициированное потребностью) создать гибочное приспособление для арматуры;
- слесарные навыки;
- необходимый инструмент (в том числе слесарный верстак с тисками)
— то вы обратились по адресу. С нашей подсказкой вы сможете создать приспособление (ручной станок) для гибки арматуры своими руками. Приспособление предлагаемой конструкции может изгибать стальную арматуру диаметром ≤ Ø 15 мм.
Какой потребуется инструмент
Кроме набора слесарного инструмента, который имеется у всякого мастеровитого хозяина для выполнения «работ по дому и на даче», потребуются:
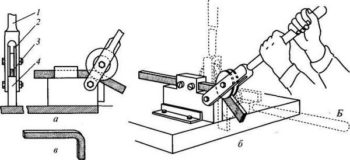
Описание гибочного приспособления
Гибочное приспособление состоит из двух частей:
- неподвижной. Она называется основание;
- подвижной. Она называется рычаг.
Обрабатываемый стержень размещается между оправками и деформируется под воздействием установленного на рычаге штифта. Величина усилия определяется длиной ручки рычага (обычно длина около 500 мм) и физическими возможностями слесаря. При необходимости, следует предусмотреть возможность удлинения ручки (например, пустотелой трубой).
Технология изготовления приспособления для гибки арматуры
Необходимо подготовить оправки 3 штуки Ø 20 мм и штифт Ø 25 мм длиной по 50 мм каждый (смотри чертежи). На штифт должен свободно одеваться рычаг. Достигается это обработкой размера Ø 25 мм на штифте при помощи абразивного станка.
Основание
Для основания вырезаем стальную пластину толщиной ≥ 10 мм (чертёж пластины смотри ниже). Сверлим на ней отверстия:
- Ø 20 мм для оправки;
- Ø 25 мм для штифта.
Основа гибочного приспособления.
Если вы являетесь счастливым обладателем прочного и крепкого верстака, то можете просверлить в основании 4 отверстия Ø 8…10 мм (на чертеже обозначено Ø 8 мм) для крепления приспособления к нему.
Если прочность верстака вызывает сомнение, то следует основание приварить к уголку 100 х 100 (мм) длиной 1000 мм и уже в уголке сверлить для крепления указанные выше отверстия.
В просверленные отверстия Ø 20 мм и Ø 25 мм вставляем оправку и штифт (как показано на чертеже) и привариваем.
Рычаг
Для рычага вырезаем стальную пластину толщиной ≥ 10 мм (чертёж пластины смотри ниже). Сверлим на ней отверстия:
- Ø 20 мм для оправки;
- Ø 25 мм для штифта.
Рычаг гибочного приспособления.
Привариваем к рычагу оправку и ручку Ø 20 мм и длиной 550 мм. Для предотвращения производственного травматизма, на конец ручки можно надеть какую-нибудь защиту (например, пластиковую пробку от шампанского).
Заключение
После проведения всех работ, следует места сварки очистить карщеткой от сварочного шлака. Все острые кромки следует «завалить» при помощи мелкого напильника.
Приспособление будет эксплуатироваться на улице, а поэтому следует предусмотреть антикоррозионное покрытие – в данном случае достаточно пентафталевой краски типа «ПФ» (только не забудьте подготовить поверхность – очистить соответствующим растворителем).
В месте соединения рычага со штифтом поверхности следует смазать любой консистентной смазкой (солидол, автол, жировая смазка и т. п.). За состоянием этого узла следует следить постоянно и смазывать его (это значительно облегчит вашу работу и продлит «жизнь» приспособлению).
Правила эксплуатации
Принцип действия этого приспособления предельно прост – его легко понять, если посмотреть на фотографию. Следует соблюдать простые правила техники безопасности:
не следует обрабатывать стальную арматуру диаметр, которой ≥ Ø 15 мм;до начала работы следует проверять техническое состояние приспособления. Если ослабли крепления оправок или штифта, необходимо выполнить ремонт и только потом приступать к работе;
рабочее место должно быть освобождено от всего лишнего.
На видео показано, как это работает, станок немного другой, но суть ясна.
Выполнение этих несложных требований сбережёт ваше здоровье.
;
Сайт: https://мосмонолит.рф/;
Адрес: 117997, Москва, ул. Обручева, дом № 21;
Телефоны: +7-(495)-647-92-71, +7-(495)- 647-69-81;
Почта
Компания продаёт ручной станок для гибки арматуры диаметром до 16 мм. Стоимость: 3999,00 рублей.
Какие схемы существуют?
Существует две установленные схемы продольной установке арматуры:
- В четыре прута;
- В шесть прутьев.
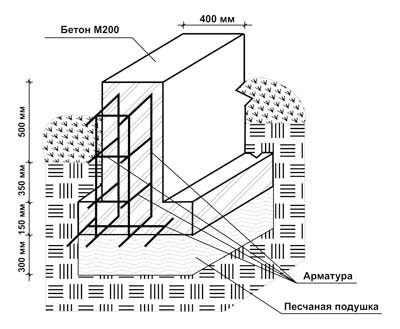
Если принять ширину основания для фундамента более чем 500 мм, то используется вторая схема. Это зависит от норм, которые предписывают рядом расположенные стержни укладывать с интервалом 400 мм друг от друга.
При возведении фундамента любой высоты применяется два пояса армирования:
- Верхний.
- Нижний.
Типовые схемы по устройству углов и Т-образных примыканий применяются хомуты:
- В виде «Г» элементов.
- В виде «П» элементов.
На рисунке изображен чертеж схемы армирования ленточного фундамента с применением Г и П элементов:

Гнутые элементы должны быть продолжением основных продольных прутьев и «наслаиваться» на них на 600-700 мм, но не короче 50 диаметров арматуры. Шаг арматуры в местах расположения углов вычисляется по соотношению: 0,75 х высоты фундамента.
Выбор и расчет
При армировании необходимо использовать арматуру класса АIII. Она отличается рифленой поверхностью. Ее применяют для продольных и поперечных хлыстов, а также в упрочнении углов.
Такой тип, по сравнению с гладкой, имеет лучшую сцепляющую способность с бетоном. Гладкие класса АI применяют для вертикальных элементов.
Допустимо применять только горячекатаную сталь марок:
- Ст3кп;
- 35ГС;
- 35Г2С;
- 32Г2Рпс;
- 22Х2Г2АЮ;
- 22Х2Г2Р;
- 80С;
- 20ХГ2Ц.
В настоящее время помимо стандартных металлических прутков применяют арматуру из стеклопластика. Ее прочность выше, чем у стальной. Но такой тип чаще используется в крупногабаритном строительстве для уменьшения нагрузки.
Упрощенный план расчета:
-
Чтобы рассчитать сечение рабочих прутьев необходимо взять 0,1% площади сечения фундамента, а именно, для фундамента длиной:
- менее 3м применимо сечение в 10мм;
- более 3м — сечение необходимо применять не менее 12 мм, но не более 40 мм.
- Горизонтальная арматура составляет более 25% толщины рабочего прутка (минимальное значение 6 мм).
-
Вертикальные стержни рассчитываются согласно высоты фундамента:
- менее 0,8м принимается сечение в 6мм;
- более 0,8м принимается сечение в 8мм и более.
Данные формулы применимы только при возведении небольших построек. Габаритные строения в соответствие со СНиП требуют учитывать запас арматуры для обеспечения достаточной прочности.
Еще больше информации о расчете арматуры в видео:
Похожие записи:
 Как сделать картофелекопалку для мотоблока своими руками?
Как сделать картофелекопалку для мотоблока своими руками?
 Как поменять, разобрать и снять с дрели без ключа разные виды патронов
Как поменять, разобрать и снять с дрели без ключа разные виды патронов
 Букет из бумаги своими руками. пошаговые инструкции + 700 фото
Букет из бумаги своими руками. пошаговые инструкции + 700 фото
 Как сделать плетень: характеристики забора и материалы для его изготовления
Как сделать плетень: характеристики забора и материалы для его изготовления
 Мангал из кирпича своими руками (125 фото): выбор материала, схемы и чертежа. описание, как сложить простой практичный мангал
Мангал из кирпича своими руками (125 фото): выбор материала, схемы и чертежа. описание, как сложить простой практичный мангал
 Бомбарда (оснастка сбирулино). правильный монтаж оснастки и техника ловли. рыбалка
Бомбарда (оснастка сбирулино). правильный монтаж оснастки и техника ловли. рыбалка