Содержание
Электроэрозионная обработка металлических поверхностей
Гравировка электроискровым карандашом – это способ нанесения буквенного или цифрового рисунка на металлическую поверхность путем ее точечного разрушения высокой температурой, возникающей при электрическом разряде. Этот вид обработки называется электроэрозионной.
Строение электроискрового карандаша
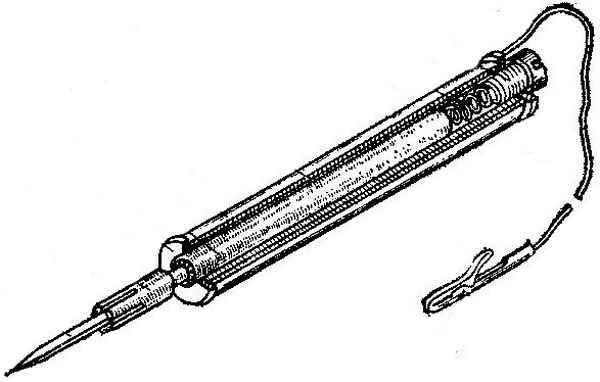
электрокарандаш часто собирают в домашних условиях, поскольку принцип сборки достаточно прост при наличии схемы и необходимых деталей. Карандаш маркировочный состоит из:
- стального сердечника;
- каркаса (полой трубки из меди, латуни или бронзы), с обеих сторон покрытого изоляционным материалом (щечки). Длина каркаса составляет – 90мм;
- катушки – формируется путем наматывания проволоки до полного заполнения каркаса. Внешний вывод катушки – медный многожильный изолированный провод, конец которой снабжен однополюсным штекером для подключения к источнику питания;
- пружины, которая одним концом упирается в сердечник, другим – в пробку, завинченную в полость каркаса;
- стального электрода (иглы), укрепленного на конце сердечника.

Принцип работы электромаркера
Перед началом гравировки металлическую поверхность детали очищают от грязи, жира и окисных пленок для повышения проводимости металла. Затем деталь соединяют с одним из выводов трансформатора, а ко второму подключается штекер внешнего вывода катушки электроискрового карандаша. Поверхность гравируемой детали покрывается тонким слоем диэлектрика (керосин или скипидар).
Прикосновением острия иглы цепь замыкается, образовывая искру, которая оставляет след на металле. А благодаря возникшему электромагнитному полю сердечник втягивается внутрь, размыкая цепь. Перемещением иглы по заданной траектории получается надпись или красивый рисунок. Ошибки, которые возникли при работе, в конечном итоге устраняются путем шлифовки металла.
Необходимая величина тока для разных металлов устанавливается в зависимости от их теплопроводности.

Особенности электроискрового карандаша
Электроискровое перо применяется как на производстве, так и в быту, поскольку обладает рядом преимуществ, среди которых:
- компактность;
- малое потребление электроэнергии;
- не искажает и не деформирует поверхность металла, даже при небольшой толщине;
- эффективен при работе с любым теплопроводящим металлом.
Электроискровой карандаш по металлу может стать не только необходимым инструментом для дела, но и возможностью приобрести интересное хобби. Ведь подарок с собственноручной гравировкой наверняка станет одним из самым оригинальным и ценным.
Выбор технических характеристик станка
Описывающие технологические свойства станков данной модели параметры являются: точность выполнения операций, перемещения по координатам, режимы и скорость подач, режимы резания и нагрузки, наличие механизированной смены инструмента, возможность установки дополнительного оборудования, потребляемая мощность. Приводимые данные по производительности, чистоте поверхности и энергоемкости относятся к обработке различных по величине площадей на режимах, обусловливающих отсутствие участков оплавления и покрытия, т. е. при оптимальных плотностях токов.
Рассмотрим основные технологические характеристики. Например, скорость съема металла на максимальных режимах при обработке стали составляет в среднем 600 мм3/мин и близка к предельно возможной для этого способа обработки металлов. Удельный расход энергии на жестких режимах составляет 20-50 квт-ч/кг диспергированного металла. Износ инструмента по отношению к объему снятого металла достигает 25-120 и более процентов. Чистота поверхности на мягких режимах достигает 4-го класса при скорости съема 10-15 мм3/мин. Дальнейшее повышение чистоты поверхности сопровождается резким уменьшением скорости съема. Так, при получении 5-го класса чистоты поверхности, производительность электроискрового способа обработки меньше 5 мм3/мин. Удельный расход энергии на мягких режимах в десятки и сотни раз выше, чем на жестких.
При обработке твердого сплава производительность процесса на мягких режимах, примерно, в два-три раза меньше, чем при обработке стали, однако при этом получается несколько лучшая чистота поверхности. Применение более жестких режимов при обработке твердых сплавов лимитируется образованием на них трещин.
Принцип работы электроэрозионного станка
После того как выше были рассмотрены конструктивные аспекты существующих электроэрозионных станков, следует разобраться в принципе их работы. Нельзя не упомянуть, что процедуры обработки деталей, которые применяются на устройствах такого типа, позволяют достигать просто поразительных результатов.
Для начала пару слов о том, что такое электрическая эрозия, ведь как мог уже догадаться читатель из названия станка, именно эта реакция стоит в основе работы таких устройств.
Разрушение верхнего слоя поверхности материала под влиянием внешнего воздействия, осуществляемого электрическими разрядами, называется электрической эрозией. Именно этот процесс и стал основой для обработки различных материалов и деталей
, который называется электроэрозионным.
Сама электроэрозионная обработка осуществляется путём изменения размеров, формы, шероховатости и свойств поверхности обрабатываемой заготовки под влиянием электрических разрядов в результате электрической эрозии, воздействующих на заготовку при обработке.
Из-за того, что в зоне разряда действуют весьма высокие температуры (8000 — 12000 градусов по Цельсию), металл подвергается следующим изменениям
: нагрев, затем последующее расплавление и даже частичное испарение. Для того чтобы получить такие высокие температуры в зоне разряда, создаётся большая концентрация энергии, которая достигается благодаря генератору электрических импульсов. Сам процесс электроэрозионной обработки происходит в рабочей жидкости, а именно в дистиллированной воде. Она заполняет пространство между имеющимися электродами. Одним из этих электродов является сама заготовка, а вторым — электрод-инструмент (электрод трубчатый).
Под действием сил, которые возникают в канале разряда, а также благодаря тому, что электрод быстро вращается, происходит выброс уже жидкого и парообразного металла из зоны разряда в окружающую его рабочую жидкость, а затем его застывание в ней с образованием отдельных мелких частей. В заготовке, под действием импульса тока, образуется отверстие. Кроме этого, можно наблюдать угар электрода-инструмента
, происходящий параллельно образованию отверстия.
Следует заметить, что электрод-инструмент обязательно должен быть изготовлен из материала с высокой эрозионной стойкостью. Такими материалами, которые обладают таким важным качеством и которые способны обеспечить стабильность протекания процесса электроэрозии, являются: вольфрам, графит, алюминий, латунь, медь и графитовые материалы. Обычно в таких станках используются медные или латунные трубчатые электроды.
Конструкция станка
Все элементы электрической схемы необходимо надежно закрепить в корпусе из диэлектрика, в качестве материала желательно использовать фторопласт или другой с похожими характеристиками. На панель можно вывести необходимые тумблеры, регуляторы и измерительные приборы.
На станине нужно закрепить держатель для электрода (должен быть закреплен подвижно) и обрабатываемой детали, а также ванночку для диэлектрика, в которой и будет проходить весь процесс. Как дополнение можно поставить автоматическую подачу электрода, это будет очень удобно. Процесс работы такого станка очень медленный, и для проделывания глубокого отверстия уходит много времени.
Принцип работы электромаркера
Поверхность металла, подлежащая маркировке, должна быть тщательно очищена от жировых загрязнений и окисных плёнок. Последние заметно ухудшают проводимость металла, что вынуждает увеличивать напряжение в межэлектродном промежутке
Разряд получается малой скважности, однако с более грубыми лунками, что ухудшает качество маркировки. Мощность искрового разряда регулируется ступенчатым переключателем
Оптимальными для данных целей считаются следующие геометрические характеристики лунки:
- Ширина – 0,2…2,0 мм;
- Глубина – 0,15…20 мкм;
- Скорость перемещения маркера по поверхности — до 10 мм/с.
В комплект некоторых моделей электромаркеров по металлу входит также стальная плита, снабжаемая креплениями для фиксирования детали, которая подвергается маркировке.

Последовательность работы с электромаркером по металлу такова. Прибор через автономный блок питания подключается к бытовой электросети напряжением 220 В и частотой 50 Гц. Маркируемая деталь зажимом «крокодил» присоединяется к металлической плите. Вибрационное устройство с целью защиты глаз оператора закрывается специальным фильтром, после чего электрографическое перо подносится к поверхности, которая покрыта тонким (2…3 мм) слоем жидкого диэлектрика. Вначале производится пробный разряд, при котором устанавливается оптимальная скорость перемещения электрографического карандаша по поверхности изделия. По мере перемещения пера смачиваются диэлектриком новые участки обработки.
Для настройки электрографического маркера по металлу необходимо произвести следующие действия:
- Настроить частоту вибратора на требуемый режим. Для этого пользуются (в зависимости от типоразмера и производителя данных устройств) одним из следующих способов: либо оптимизируют звуковой сигнал (при снижении частоты колебаний допустимое значение межэлектродного зазора увеличивается), либо регулируют частоту путём изменения яркости сигнальной лампочки.
- Переключателем устанавливают необходимую величину тока. Обычно она максимальна для металлов с низкой теплопроводностью (большинство цветных металлов и сплавов), и меньше – для алюминия, стали или чугуна.

- Перемещением электрода-инструмента по необходимой траектории движения, производят маркировку. Габаритные размеры символов не имеют ограничений.
- При работе с электромаркером следует помнить, что увеличение, сверх необходимого, напряжения и тока электрического разряда ускоряет износ электрода, и не приводит к существенному увеличению производительности процесса. Особенно интенсивен износ в случае короткого замыкания цепи (случается при недостатке или отсутствии жидкости-диэлектрика на маркируемой поверхности изделия). Для ориентировки можно пользоваться нормативными значениями износа 0,05…0,2 мм на одно клеймение.
- Для исправления ошибочного нанесённого знака поверхность необходимо прошлифовать.
Применение электрокарандаша требует от оператора определённых навыков и опыта работы. Длительность непрерывного использования электроискрового маркера принципиально не ограничивается, хотя при продолжительности работы устройства более 30…40 минут блок генератора импульсов разогревается. Замена изношенного катода-инструмента производится при отключённом приборе. Электромаркер по металлу не должен эксплуатироваться в помещениях, относительная влажность воздуха в которых превышает 75%.
Далее: Опасный электрический карандаш на 220 вольт
Данное устройство на 220 вольт отличается от предыдущей модификации своей опасностью. Его применение не только опасно, но и не оправдано, так как вполне эффективны электроискровые карандаши с тем же принципом действия, но с понижающим трансформатором с выходным напряжением на 12-20 вольт.
Для наглядности приведем здесь видео с данным устройством
Обратите внимание, что даже сам автор едва не касается незащищенной рукой металлических частей предмета, к которому подведен ток с опасным напряжением 220 вольт. Если делать свою конструкцию такого электроискрового карандаша, то следует обязательно включить в цепь понижающий трансформатор и довести его до напряжения 12-20 вольт
Скачайте разработку такого устройства с трансформатором из №11 журнала Радио, 1971 год.
Как известно, стержень карандаша состоит из графита. Графит, пропускает ток. Это свойство можно применить для для рисования на любых токопроводящих поверхностях под электрическим током. Рисунок получается очень качественный и его невозможно удалить простыми способами.
Для эксперимента потребуется простой карандаш, два кусочка провода, на конце которого находится крокодильчик, кусок провода с вилкой, простая лампочка с патроном, резиновые перчатки, любая поверхность из металла, на которую будет выполнен рисунок.
Для того, чтобы превратить простой карандаш в электрический, нам потребуется на другом его конце подсоединить провод к графитовому стержню. Для этого нужно снять ластик и просверлить его по центру. Далее пропускаем провод через отверстие в ластике, вставляем ластик с проводом обратно. Провод, который идет от карандаша подсоединяем к одному выводу лампочки. Провод от вилки подсоединяем к другому выводу лампочки. Провод, на который крепится крокодил, подсоединяем к другому проводу вилки. Теперь можно цеплять крокодил к нашей металлической заготовке и наносить рисунок карандашом. Чтобы не испортить заготовку, можно нанести рисунок сначала простым карандашом, а потом уже работать электрическим. Не следует забывать о безопасности, надевать резиновые перчатки
Внимание! Применение выше описанного устройства на 220 вольт опасно! Используйте схемы с безопасным напряжением и током
В заключение для полной картины приведем промышленный образец электроискрового инструмента для гравировки
Как сделать электроискровой станок своими руками?
#1
Для тех, кто не в курсе возможностей такого агрегата, целесообразно указать, что только с его помощью можно выполнять отверстия любого диаметра на самых твердых и прочных материалах, вне зависимости от их толщины и плотности. Кроме того, электроискровой станок способен гравировать поверхности, затачивать насадки инструментов, выполнять самые тонкие просветы и щели и даже высверливать резьбовые инструменты, которые сломались и безнадежно застряли, делая дальнейшее использование устройства невозможным. Вполне естественно, что наличие такого агрегата на подсобном хозяйстве открывает совершенно новые горизонты возможностей, однако стоимость и габариты готовых электроискровых станков делают их, мягко говоря, трудно доступными. Однако, подобное положение вещей не должно заставлять мастера отказываться от своей мечты, ведь при большом желании можно попытаться изготовить такое устройство самостоятельно.
#2
На самом деле в этом нет ничего сложного, да и себестоимость самодельного электроискрового станка приятно удивит своей бюджетностью, ведь в ход можно пустить многие имеющиеся в наличии подручные средства. Однако, перед тем, как приступить к выполнению поставленной задачи, целесообразно более подробно описать устройство электроискрового станка, а самое главное, принцип его действия. Так, вся суть работы данного приспособления сводится к полному либо частичному разрушению обрабатываемой поверхности, которое происходит в результате воздействия импульсного электроразряда. Говоря проще, металл или любой другой материал попросту расплавляются от выделяемого установкой тепла, причем для усиления эффекта желательно использовать вспомогательную жидкость. Так, в идеале на потенциально контактное место наносить обычный керосин, который всегда найдется на хозяйстве.
#3
Между тем, вспомогательная жидкость способна не только омывать само место соединения вибрирующей насадки и обрабатываемой поверхности, но и смывать все продукты эрозии. Что касается электродов, то в их качестве лучше всего использовать специальные стержни из такого жесткого материала, как латунь, причем они должны иметь ту же форму и габариты, что и у выполняемого отверстия. Не должно возникнуть трудностей и с принципиальной схемой электроискрового станка, ведь при желании подробный аналог подобного рода мини-установки можно отыскать на любом интернет-ресурсе. Так, весь принцип работы готового устройства подразумевает собой следующий процесс: контактный «плюс» разрядного конденсатора подводится к обрабатываемой детали, в то время, как его же «минус» подключают к самому инструменту, после чего приводится в действие электромагнитный вибратор.
#4
В результате выделяемых искр удается блокировать сварку инструмента с обрабатываемой поверхностью, которая для обеспечения элементарных мер безопасности закрепляется в специальном зажимном устройстве, оборудованном дополнительным электрическим контактом со специальной «ванночкой». Для того, чтобы собрать силовой трансформатор своими руками, лучше всего использовать сердечник (модификация Ш-32), выполненный из обычных трансформаторных стальных листов с толщиной набора не менее 4 сантиметров. Что касается самих подмоток, то первичная должна содержать не менее тысячи витков (отвод на 650 витке), в то время как вторичная — до 200 витков. В первом случае лучше всего использовать стальные провода модификации ПЭВ/0,41, а во втором — ПЭВ/2, диаметр которых составляет целых 125 миллиметров.
#5
Не следует забывать и о таком важнейшем нюансе, как обеспечение промежуточной экранирующей обмотки, предусматриваемой между первичной и вторичной обмотками. Небольшие трудности могут возникнуть с созданием емкости конденсатора, которая должна расположить в себе сразу два приспособления по 50 Вольт каждое. Что касается реостата, то максимальное сила тока, на которую он рассчитан, составляет от трех до пяти Ампер, причем использовать следует лишь приспособление с нахромовой обмоткой.
Лучшие модели. Как выбрать

В настоящее время наиболее распространены на рынке пять моделей ЭМ. Приведем их характеристики в нижеследующей таблице.
| Название модели | Фирма-производитель, Страна | Размер наносимой лунки, мкм | Максимальный размер символа, мм | Рабочее напряжение, В | Рабочая сила тока, мА | Мощность, Вт | Средняя цена, по сост. на нач. 2019 года |
|---|---|---|---|---|---|---|---|
| EVZ-021 | Josef Solnar (Чехия) | 10×10 | До 50 | 220…230 | 200 | 20 | 15000 |
| Прогресс-001 | Завод «Прогресс» (Россия) | 10×10 | Неограничен | 220…230 | 400 | 50 | 8000 |
| EVZ-022 | Josef Solnar (Чехия) | 20×50 | Неограничен | 220…230 | 450 | 50 | 20000 |
| AG25/3 | Arglo AG (Швейцария) | 20×20 | Неограничен | 4 | 5000 | 25 | 20000 |
| AG50/6 | Arglo AG (Швейцария) | 20×50 | Неограничен | 6,5 | 6500 | 50 | 25000 |
При выборе ЭМ обычно руководствуются соотношением параметров цена — производительность — ремонтопригодность. Поэтому в нашей стране обычно выбирают устройство производства Санкт-Петербургского завода «Прогресс» — электромаркер по металлу «Прогресс — 001».
Шпиндельные узлы станка
Шпиндель выполнен в виде массивного ротора, с расположенной внутри него крепежной цангой, а в верхней точке полости, образованной двумя встречно обращенными коническими поверхностями, установлен заборник(улавливатель) рабочей жидкости. Такая конструкция шпинделя улучшает условия работы на станке.
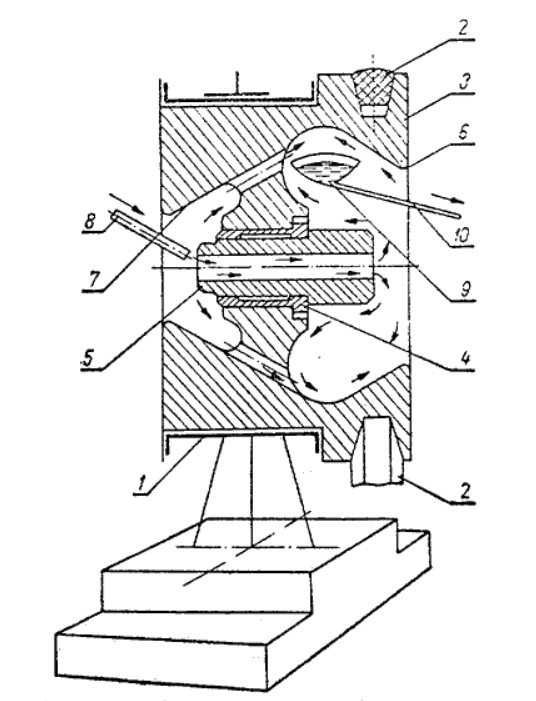
Рис.1 – Шпиндель электроискрового станка
В скользящем подшипнике 1 расположен вращающийся посредством клиноременной передачи 2 шпиндель 3, выполненный в виде ротора, в концентрической расточке которого расположена на напряженной или тугой посадке цанга 4, для крепления по внешней поверхности обрабатываемой детали 5. Внутренняя полость ротора образована двумя встречно обращенными коническими поверхностями 6 и 7, Рабочая жидкость, подаваемая от гидронасоса по трубке 8 в отверстие обрабатываемой детали, под действием центробежных сил вращающегося шпинделя собирается на периферии внутренней полости (кармана) ротора, откуда через заборник 9 по трубке 10 поступает в фильтрующий элемент гидронасоса.
Направляющие станка
Направляющие служат для перемещения по станине подвижных узлов станка, обеспечивая правильность траектории движения заготовки или детали и для восприятия внешних сил. Во всех металлорежущих станках применяются направляющие: скольжения, качения, комбинированные, жидкостного трения, аэростатические.
Предъявляющие требования: первоначальная точность изготовления, долговечность, высокая жесткость, высокие демпфирующие свойства, малые силы трения, простота конструкции, возможность обеспечения, регулирования зазора-натяга.
В зависимости от расположения направляющие делятся также на горизонтальные, вертикальные, наклонные.
Принцип рассматриваемого метода обработки
Особенностью обработки электроискровой установкой можно назвать то, что испарение металла происходит из-за воздействия определенного заряда на поверхность заготовки. Примером подобного воздействия можно назвать замыкание конденсатора на металлической пластинке – образуется лунка определенных размеров. Электроэрозионный разряд создает высокую температуру, которая просто испаряет металл с поверхности. Стоит отметить, что станок из этой группы уже используется на протяжении последних 50 лет в различных сферах промышленности. Главным условием использования подобного электроискрового станка можно назвать то, что заготовка должна быть изготовлена из определенного металла. При этом учитывается не степень обрабатываемости, а электропроводящие свойства.
Электрокарандаш по металлу своими руками
Это видео посвящено интересному устройству, которое названо автором “самодельная электрическая чертилка”. Электрокарандаш по металлу предназначен для нанесения надписей и рисунков на токопроводящих материалах. Для его питания нужно всего 12 вольт. Другая особенность данного карандаша в том, что это конструкция имеет автоматический прерыватель с подвижным электродом. По сути это устройство является давно известным электроискровым карандашом. Его не так сложно изготовить своими руками, не имея для этого сложного оборудования. Рассмотрим конструкцию. Главным образом она состоит из электрического реле на 12 вольт. К реле прихвачена гайка, в которую, в свою очередь, вкручивается металлическая трубка с обжимкой. Внутри трубки находятся цилиндр, шток, вольфрамовый электрод. Этот электрод применяется для сварки в среде аргона.
Необычные дешевые инструменты в этом китайском магазине.
Как работает электрокарандаш. К одному из выходов электрического реле подсоединяем минус. К второму выходу нужно припаять корпус реле. Необходимо сделать так, чтобы вольфрамовый электрод соприкасался с корпусом.
В реле установлена пружинка. После вытягивания она возвращает всю конструкцию обратно. Ход равен одному-двум миллиметрам. После подключения плюса к заготовке, для начала работы электрической чертилки необходимо коснуться вольфрамовым электродом заготовки. Тем самым замыкается цепь, втягивается электрическое реле, которое влечет за собой и вольфрамовый электрод. После размыкания цепи происходит электродуга. Это происходит быстро, с большой частотой, что повышает качество рисунка.
Рекомендуется сначала нанести рисунок на поверхность простым карандашом. Это необходимо для того чтобы увеличить точность работает.
Как сделать электроискровой карандаш
Для работы данного устройства также понадобится понижающий трансформатор на 10-12 Вольт. Смысл устройства заключается в том, что при прикосновении стальной иглы с металлом возникает искра, которая и оставляет след на поверхности металла.
Чтобы сделать электроискровой карандаш своими руками будут нужны:
- Понижающий трансформатор;
- Медная или латунная трубка;
- Пружина;
- Медная проволока для намотки катушки;
- Стальная игла для изготовления электрода.
Корпусом устройства служит латунная трубка, в которую вставляется сердечник с медной обмоткой. Один из выводов катушки припаивается к электроду, а другой, во избежание повреждения, спаивается с более толстым проводом для его подключения к понижающему трансформатору.

В схеме также присутствует пружина, которая все время отталкивает электрод, когда тот убирается от поверхности металла. Пружина изготавливается из стальной проволоки и устанавливается между электродом и катушкой. Для соединения с выводом катушки следует предусмотреть пластину, которая бы замыкала контакт.
Лучшие производители и бренды

Среди компаний, занимающих передовые позиции на отечественном рынке канцелярских товаров, самую большую популярность завоевали одиннадцать производителей и поставщиков.
Staedtler
Немецкая марка, известная с 1835 года. Продукция компании предназначена, прежде всего, для инженеров и конструкторов, работающих с чертежами, а также представителей отрасли художественного искусства.
Faber-Castell
Еще один немецкий производитель, чья продукция славится далеко за пределами Германии. На рынке с 1761 года. Кстати, товары под маркой Faber-Castell в России продаются с дореволюционных времен.
BRAUBERG
Популярный немецкий бренд. На рынке представлено более 3 тысяч позиций канцелярских товаров для офисов и домашнего использования этой торговой марки. На территории России продукция BRAUBERG с 2000 года.
ErichKrause
Российский бренд с немецким названием принадлежит , которая основана в 1994 году. Считается одним из лидеров по производству и поставке канцелярских принадлежностей на территории России.
SchoolФормат
Торговая марка, появившаяся в 2006 году, принадлежит отечественному производителю – ФАРМ. Компания заявила о себе в 1991 году, в настоящий момент имеет 28 представительств в разных регионах страны.
EAGLE
Компания Tung Yung International Ltd – владелец бренда, известного уже полвека. Стиль и функциональность обеспечивают популярность моделей этой марки. В настоящее время EAGLE представляет более 200 позиций офисных принадлежностей.
Berlingo
Торговая марка принадлежит одному из крупных производителей канцелярских принадлежностей с одноименным названием. Как заявлено на официальном сайте компании, продукция производится «на лучших фабриках Европы и Азии с использованием экологичных материалов и современных технологий».
Юнландия
Отечественный бренд. Собственник марки – группа . Линейка товаров для дошкольников и младших школьников разрабатывается по международным стандартам и имеет развивающий контент.
Attache
Еще один российский бренд, история которого началась с 1997 года. Марка принадлежит . Предприятие выпускает базовую офисную продукцию. В магазины канцелярских товаров регулярно поступают новинки этого бренда, причем цены вполне бюджетные.
Джик-Турбо
SoulArt
Компания OffGroup, представляющий бренд, появилась в Москве в 2008 году, и через несколько лет заняла свою нишу на рынке канцелярских принадлежностей для школьников и студентов.
Решая, какой фирмы лучше купить товар, стоит вспомнить эти торговые марки. Известный бренд априори предполагает качество продукции, ведь лучшие производители дорожат репутацией.
Принцип работы

Основные этапы работы ЭМ:
Очистка обрабатываемой поверхности от грязи, жира и оксидной пленки. Это нужно сделать для увеличения проводимости металла и возможности использования сравнительно небольшого рабочего напряжения в пространстве между электродами.
Внимание! Если проводимость металла будет низка (например, из-за загрязнения его поверхности), то потребуется увеличение рабочего напряжения
А это приведет к малой скважности разряда и более грубым следам обработки на металле. Подключение обрабатываемой металлической детали к ЭМ с помощью зажима и кабеля
Подключение обрабатываемой металлической детали к ЭМ с помощью зажима и кабеля.
Внимание! Часто в комплект поставки ЭМ входит особая металлическая пластина. На ней удобно размещать деталь и подключать к ней кабель питания. Покрытие поверхности металла однородным слоем минерального масла
Масло, являясь диэлектриком, помогает сконцентрировать выделяемую тепловую энергию и ощутимо снизить прилагаемое усилие для отрыва электрода от поверхности в случае его залипания. Кроме перечисленного масло помогает избежать короткого замыкания
Покрытие поверхности металла однородным слоем минерального масла. Масло, являясь диэлектриком, помогает сконцентрировать выделяемую тепловую энергию и ощутимо снизить прилагаемое усилие для отрыва электрода от поверхности в случае его залипания. Кроме перечисленного масло помогает избежать короткого замыкания.
Внимание! Категорически не рекомендуется использовать вместо минерального масла другие жидкости, например, воду или вовсе электролиты
На приборе выставляются стартовые рабочие характеристики тока: 30 В, 40 мА.
Внимание! Большинство современных ЭМ относится ко второму классу электробезопасности
Необходимо тщательно соблюдать стандартные предосторожности при работе с электрооборудованием. Также нельзя работать в помещениях с повышенной влажностью (более 70%)
Также нельзя работать в помещениях с повышенной влажностью (более 70%)
Регулируется частота колебаний вибратора (согласно инструкциям производителя).
Производится тестовое касание детали рабочей частью ЭМ. В зависимости от необходимых параметров наносимых лунок меняются настройки прибора.
Внимание! На большинстве современных ЭМ присутствует защитный экран — он предотвращает поражение глаз ярким светом электрической искры. Но надеяться только на него не стоит, как и проявлять излишнюю беспечность. Производится собственно нанесение цифровой, буквенной или иной информации на поверхность
При этом скорость перемещения рабочей части ЭМ по обрабатываемой поверхности должна колебаться от 1.5 до 10 мм в секунду.
Производится собственно нанесение цифровой, буквенной или иной информации на поверхность. При этом скорость перемещения рабочей части ЭМ по обрабатываемой поверхности должна колебаться от 1.5 до 10 мм в секунду.
Внимание! Нормальный износ рабочего электрода не должен превышать 0.2 мм за одну обработку среднего объема. При более интенсивном износе электрода нужно изменить рабочие параметры в сторону их уменьшения.. После завершения работы ЭМ обесточивают и отсоединяют от обрабатывавшейся детали
Ее поверхность очищается от масла.
После завершения работы ЭМ обесточивают и отсоединяют от обрабатывавшейся детали. Ее поверхность очищается от масла.
Еще один способ травления изображения
Метод, при котором применяется ватный тампон, зачастую используется для мелких символов, если же надпись располагается по всей длине лезвия, или нужно более глубоко вытравить рисунок, применяется конструкция в виде ванны. Емкость не должна быть металлической, это уменьшит риск поражения током. Можно использовать полиэтиленовую 2-х литровую бутылку от любого напитка, отрезав сверху часть емкости
Важной деталью является источник тока. Им может быть зарядное устройство для телефона или автомобильного аккумулятора
Для травки используется поваренная соль. Для раствора необходимо размешать в горячей воде 5 больших ложек соли. В качестве катодов берутся полоски тонкой стали, которые располагаются в ванной с двух сторон гравируемого изделия. Если же изображение с одной стороны, то достаточно разместить один электрод, который должен быть больше вытравливаемой площади. Пластины нужно прочно прикрепить к проводникам тока, иначе катод отключится, и рисунок некачественно протравится. Проводник-анод следует прикрепить к ножу и поместить изделие в емкость с электролитом между пластинами. Затем включить питание и подождать 25-30 минут. В связи с большим объемом рисунка силу тока нужно увеличивать. Время проведения процедуры зависит от желаемой глубины изображения. Процедура требует внимания и терпения.

Гравировка на ножах — это отличное украшение любой коллекции ценителей клинков. Каждый мужчина будет рад обладать оружием, имеющим свой характер и боевой дух.
Принцип работы станка
Первичная обработка болванки и снятие основных объемов материала происходит на токарном или фрезерном станке с ЧПУ. Принцип работы электроэрозионного оборудования в том, что металл обрабатывается разрядами тока, появляющимися между заготовкой и инструментом. В качестве резца используется натянутая проволока.
С целью снижения износа резца создаются униполярные электроимпульсы. В зависимости от длины импульса выбирается полярность, так как при небольшой продолжительности быстрее изнашивается отрицательный электрод, при повышенной — изнашивается катод. Фактически при обработке применяются оба принципа создания униполярных электроимпульсов: на болванку подают переменно положительный заряд и отрицательный. Вода уменьшает температуру инструмента (проволоки) и уносит продукты разрушения.
Под воздействием высокочастотных импульсов эрозия проходит равномерно по длине зазора, постепенно расширяя самое узкое место. Постепенно инструмент (проволоку) или деталь продвигают в необходимом направлении, увеличивая площадь воздействия. Обработать по этому принципу можно деталь из любого материала, пропускающего электричество.
Похожие записи:
 Как сделать грядки из досок
Как сделать грядки из досок
 Секреты конструкции стола с эффектом бесконечности, виды подсветки
Секреты конструкции стола с эффектом бесконечности, виды подсветки
 Черенкование винограда: заготовка, нарезка, посадка, уход
Черенкование винограда: заготовка, нарезка, посадка, уход
 Как быстро и правильно зачистить провод от изоляции
Как быстро и правильно зачистить провод от изоляции
 Как правильно пользовать ручной или стационарной швейной машинкой
Как правильно пользовать ручной или стационарной швейной машинкой
 Как сделать чемодан для инструментов своими руками
Как сделать чемодан для инструментов своими руками