Содержание
Как выбрать напильник
Инструмент подбирается для конкретной работы. Он должен удовлетворять ряду требований:
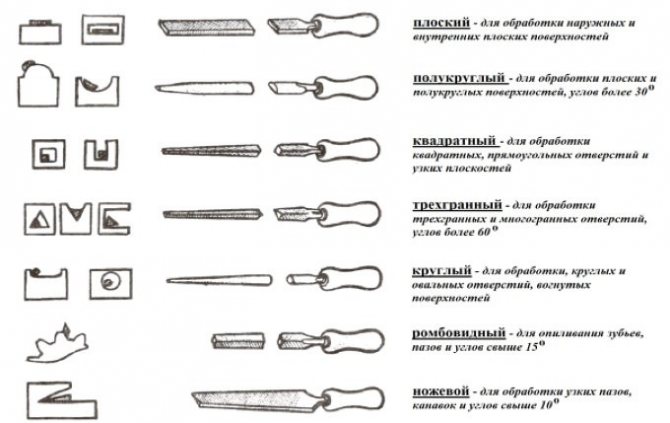
- Необходимо соответствие геометрии инструмента и предстоящего дела. Его форма является определяющим признаком. Работа с плоскостями выбирает подобную по очертаниям рабочую часть. При разделке отверстий круглых очертаний действует тот же принцип выбора, для прямоугольных пазов применяют квадратный напильник, пилы затачивают треугольным. Если предстоит создание сложной конфигурации с острыми внутренними углами, то лучше всего подойдёт ромбовидная форма. Эти устройства применяются при обработке зубьев различных шестерней. Обработка поверхности цилиндров большого радиуса изнутри выполняется полукруглыми или овальными инструментами.
- Длина и ширина рабочей части должны соответствовать характеру задачи и учитывать размеры детали. Большие зубья повышают производительность, мелкие зубья обеспечивают повышенную точность обработки.
- Требования к качеству поверхности определяют решение о номере насечки. Для первичной обработки пригодятся драчёвые напильники класса 1 с номерами 0 и 1. Личневые кл. 2 с маркировкой 2 и 3 используются на заключительных этапах. Бархатные 3, 4, 5 и 6 и с нумерованными насечками 4 и 5 выбираются при необходимости получить ювелирное качество изделия.
- Согласованно с материалом, намеченным к обработке, выбирается состав стали, из которой сделан инструмент. Чем выше твёрдость материала детали, тем более углеродистой должна быть сталь. Марка У13 имеет в своём составе 1,3% углерода. Значения показателей твёрдости у напильников для слесарных работ в диапазоне от 64 до 66 HRc, для заточных работ нужны значения от 65 до 67 HRc, у рашпилей для работы с мягким материалом твёрдость от 53 до 56 HRc. Термообработка напильника проводится в режиме, обеспечивающем создание работоспособной поверхности и более мягкой сердцевины. Тем самым обеспечивается прочность устройства на излом. Для работы с высоколегированными сталями и керамикой употребляют напильники с алмазным покрытием рабочей части.

Профессионалы советуют покупать инструмент, произведенный в России. Такая покупка обойдётся значительно дешевле импорта без ухудшения технических свойств. Отличные эксплуатационные показатели регламентируются нормами, прописанными в государственном стандарте ГОСТ 23726-79 «Инструмент металлорежущий и дереворежущий».
ГОСТ 23726-79 Инструмент металлорежущий. Правила приемки
1 файл 1,022.93 KB В арсенале настоящего мастера должна присутствовать вся номенклатура типоразмеров напильников.
✨40. УШМ удлиненная
Напоследок подборки покажу болгарку в оригинальном исполнении, сделана конструктивно таким образом, что редуктор находится на удлинённом расстоянии от двигателя.
Такое техническое решение позволяет отрезать или шлифовать детали до которых нет доступа другим инструментам.
Спасибо всем кто досмотрел подборку до конца, буду признателен за ваши лайки, комментарии и подписки на канал.
Иван Миров
Главный редактор , masterkin.ru
- Об авторе
Об авторе
Уже лет 20 работаю своими руками. Пробовал и сантехнику, монтаж конструкций, есть свое маленькое производство. Друзья постоянно спрашиваю как сделать разные вещи. Вот и делюсь я с вами своими идеями в интернете.
Как работают высечные ножницы «сверчок»
Представить работу высечных ножниц достаточно просто – по сути, ее можно сравнить с зубилом, которое делает пробои в металле с большой частотой. Еще одним сравнением может послужить современный электрический лобзик, в котором стандартная пилка с зубьями заменена пробойным штоком (зубилом). Такой принцип роботы, сочетающий в себе пробивной инструмент и лобзик, раскрывает широкие возможности и позволяет использовать инструмент данного типа даже для фигурного раскроя листового железа. Именно по этой причине современные строители используют «сверчок» для резки:
- металлочерепицы;
- профилированного настила;
- любой гладкой стали, когда речь идет о больших объемах работы.
Это не единственные причины, по которым насадка на дрель просечные ножницы получила широкое распространение в области строительства и ремонта.

Насадка на дрель “сверчок” фото
Описание устройства
Ленточный напильник простейшей конструкции состоит из следующих узлов:
- Приводной механизм. Он передает крутящий момент на ведущий ролик, который вращает шлифовальную полосу.
- Консоль. Представляет собой планку с несколькими роликами. Один из них является ведущим, а прочие выполняют функцию направления движения ленты электрического напильника. Крепится к приводному механизму с помощью кронштейна. На продвинутых моделях консоли крепятся на быстроразъемные соединения, а ведущий ролик является частью кронштейна.
- Замкнутая абразивная лента. Рабочий элемент напильника. Существует множество моделей в зависимости от области применения и степени обработки.
Наиболее распространенный тип привода – электрический, однако на многих промышленных предприятиях широко используются пневматические модели, работающие от сжатого воздуха. Конструкция напоминает обычную болгарку. Это послужило толчком к самодельному изготовлению ленточных напильников из угловых шлифовальных машин.
Вышеописанная конструкция справедлива в отношении бытовых электрических напильников. Бюджетные модели обладают только одним неоспоримым преимуществом – доступной ценой. Обычно они комплектуются маломощным двигателем, который требует охлаждения уже через 15 минут работы со средней нагрузкой. Профессиональные модели рассчитаны на длительный рабочий цикл. Встроенные функции плавного включения, регулировки скорости движения, а также быстрого монтажа абразивных элементов позволяют производить работы в комфортном режиме. А функция сбора пыли существенно продлевает срок эксплуатации устройств.
Почему лучше выбрать ножницы по металлу на дрель
Если предстоит разрезать листовой материал, то для таких целей лучше отказаться от применения болгарки. Насадки на дрель для резки металла в виде ножниц позволяют получить следующую выгоду:
- Качественная линия реза. Применение ножниц на дрели или шуруповерте позволяет получить максимально качественный рез при раскрое листового материала
- Насадка подходит не только для электрических дрелей, но и под аккумуляторные шуруповерты, а также пневматические инструменты
- Удобно проводить работы даже на крыше, если использовать аккумуляторную дрель или шуруповерт
- Отсутствует необходимость применения высокомощного электрического инструмента
- Возможность выполнять не только прямой, но и фигурный рез
- Универсальность, что позволяет использовать устройство для резки любого вида листового материала, причем не только металла
- Высокая производительность — резка тонколистовой стали дрелью с применением специальных ножниц позволяет не только получить аккуратный рез, но еще и достичь результата за короткое время
- Простота применения — чтобы научиться пользоваться насадкой, не понадобится проходить дополнительное обучение
- Простота обслуживания — приставка не требует специального ухода, так как имеет незамысловатую конструкцию. Чтобы начать пользоваться инструментом, достаточно насадку закрепить в патроне электроинструмента
Зная достоинства при использовании приставки для резки металла, можно принять соответствующее решение о необходимости ее приобретения. Многих интересует вопрос о том, какой толщины листовой материал могут пробивать ножницы для дрели.
Производители не рекомендуют применять приставки для раскроя листового материала, толщина которого превышает 3 мм. Однако стоит также понимать, что раскрой такого толстого металла снижает срок службы приставки, а также требует применения специального мощного электроинструмента.
Ножницами для дрели можно резать материалы с максимально-допустимой их толщиной (все зависит от производителя насадки):
- Алюминий — до 2 мм
- Нержавейка — до 1,2 мм
- Обычная сталь — до 1,8 мм
- Медь и латунь — до 1,5 мм
Чтобы выполнить фигурный рез высечными ножницами, понадобится наловчиться. Перед тем, как приступать к резке, необходимо потренироваться. Принцип работы высечных ножниц основывается на преобразовании вращательных движений патрона в возвратно-поступательные. Такими движениями приводится в действие нож, который отвечает за раскрой листового материала.
Ножницы для дрели и шуруповерта хотя и имеют много преимуществ, но при этом имеют доступную стоимость, поэтому каждый может позволить себе такое полезное приспособление. Если запланировали перекрытие дома или пристройки, используя для этого металлопрофиль или черепицу, то использование специальной приставки не только облегчит и ускорит работу, но еще и позволит провести манипуляции с высокой точностью и аккуратностью.
Это интересно!Применение болгарки для раскроя материала требует спускания мастера с крыши на землю, в то время как специальные приставки на шуруповерте позволяют проводить резку прямо наверху.
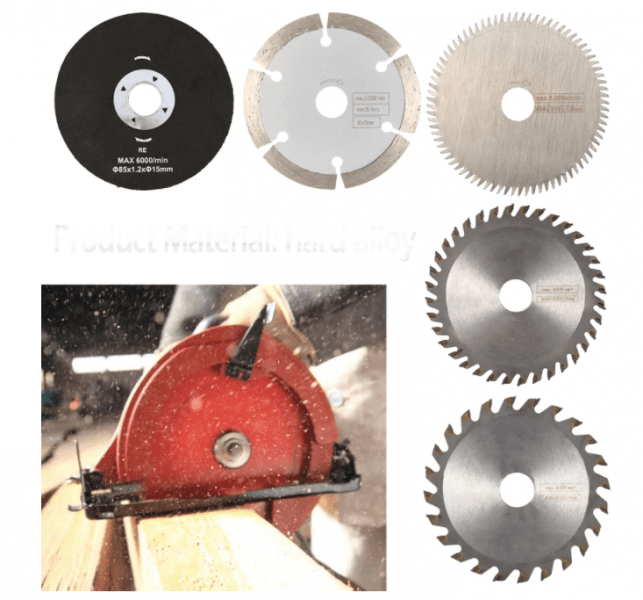
✨22. Циркулярные диски на УШМ
Эти диски предназначены для резки материалов из древесины при помощи УШМ и считаются самыми опасными и травмоопасными, так как имеют жёсткую редукторную передачу, в отличие от циркулярных станков с ременной передачей.

Конечно же при умелом использовании и соблюдении техники безопасности работать с циркулярными дисками 125 диаметра можно, так как любой взрослый человек способен удержать такую болгарку в руках при любом ударе, а более безопасно использовать для этих целей аккумуляторные болгарки, в которых уже встроена защита от заклинивания или удара.
Чего не скажу об использовании больших циркулярных дисках используемыех на мощных УШМ.
При использовании циркулярных дисков 125 диаметра на УШМ, обязательно используйте индивидуальные защитные средства: спец.одежду, перчатки, защитные очки или маску.
Диски изготовлены из высокопрочного металла, термостойкие и не деформируются март перегреве, зубья пилы очень острые, их конструкция позволяет делать рез гладким.
У меня имеется пару подобных дисков на болгарку 125, давно уже применяю их в работе по надобности.
На что обратить внимание при выборе оборудования
Ключевые параметры, влияющие на производительность и качество работ:
- Мощность. Имеет прямую зависимость от производительности. Чем выше данный показатель, тем быстрее будет происходить отделка детали. Мощность бытовых моделей редко превышает 600–700 Вт. Для инструмента среднего качества данный показатель будет равняться 1000–1200 Вт. Следует помнить, что мощные электродвигатели перегреваются гораздо реже.
- Ширина абразивного элемента. Зависит от условий эксплуатации. Для работы с узкими заготовками ширина 60 мм будет более чем достаточной. На больших площадях предпочтительнее использовать полосу шириной 100–110 мм. Для труднодоступных мест существуют специальные напильники, имеющие узкую рабочую зону (15–20 мм). Они регулируются по высоте для доступа к сложным соединениям.
- Длина шлифовальной ленты. Приобретается под имеющуюся модель электрического напильника.
- Количество оборотов. Базовый параметр. Именно от него зависит скорость обработки заготовки. Домашние модели имеют скорость 150–350 м/мин. У промышленных устройств данный показатель регулируется в диапазоне от 150 до 700 м/мин. Ответственные работы лучше проводить на низких оборотах: это не даст снять лишний слой. Помните, что материалы с маленькой плотностью шлифуются гораздо быстрее.
- Габариты и вес. От данных параметров зависит удобство эксплуатации. Вес бюджетных аппаратов составляет 3,5–4 кг. Масса отдельных профессиональных напильников достигает 6–7 кг.
Рассмотрим некоторые модели.
«Энкор» ЛМЭ-4 330 457
Шлифовальная машина «Энкор» ЛМЭ 330 457 – продукт известного российского производителя. Отличается малым весом и компактными размерами. Вес агрегата – 1 кг при мощности двигателя 330 Вт. Подходит для работы с любыми материалами. Максимальная скорость вращения – 520 м/мин. Довольно высокий уровень шума – 92 дБ. Габариты абразивной ленты (длина*ширина) – 457*13. Имеется система пылеулавливания с возможностью подключения пылесоса. Замена расходных элементов не требует дополнительных приспособлений. Отличный ленточный напильник для домашнего пользования.
Makita 9031
Ленточный напильник «Макита» относится к профессиональным агрегатам. Мощность двигателя составляет 550 Вт. Скорость плавно регулируется в диапазоне от 200 до 1000 м/мин. Габариты абразивной ленты (длина*ширина) – 533*30. Вес – 2,1 кг. Имеет кнопку для непрерывной работы. Идеально подходит для тщательной обработки плоскости в условиях ограниченного пространства. Возможно изменение угла наклона направляющей до 100º.
Виды напильников и их назначение
По этому признаку выделяют:
- 1-й класс. Это «драчёвые», используются при слесарных работах — для грубой и точной обработки металла. Номера насечек №0 и №1.
- 2-й – «личневые», их назначение — чистовая отделка, насечки №2 и №3.
- 3-й, 4-й, 5-й и 6-й классы с насечкой №4 и №5. У них название «бархатные», ими выполняют ювелирную отделку изделия.
- Спецназначения — способные формировать сложную геометрию;
- Надфили – для работ на малых площадях;
- Рашпили – ориентированные на работы с деревом и пластмассами;
- Машинные и ленточные скомпонованные с двигателями.

Виды напильника по форме
Формы рабочей части слесарные напильники классифицируются как типы:
- А – плоский, похожие на сплющенный прямоугольник;
- Б – плоские с узким носом;
- В – четырёхгранный (квадратный);
- Д – круглые сечения;
- Е- полукруглые (второе имя «овальные напильники»);
- Ж — ромбические;
- З – трёхгранный (другое название треугольный (имеют ещё название «ножовочные напильники») с сечением равностороннего или тупоугольного треугольника.
Тип «напильник речной» в классификации отсутствует.
Рабочая часть напильника варьируется по длине от 100 мм до 400 мм.
Виды и размер насечек
Международная практика применяет «качественную классификацию», учитывающую, сколько зубцов умещается на одном сантиметре длины рабочего полотна. Они формируются на болванке-заготовке.
Разные типы напильников имеют отличающиеся насечки. По их различию маркировка выполняется номерами по классам от 0 до 5.
Драчёвые №0 и №1 за одно рабочее движение сдирают слой металла толщиной 0,1 – 0,2 мм. Их не рекомендуется использовать при работе с твёрдыми материалами.

№2 и №3, называемые «Личными», одним проходом удаляют стружку 0,02 – 0,03 мм. Они участвуют в тонких работах и отделке деталей из мягких сталей.
Напильник с мелкой насечкой («Бархатный») №4 и №5 снимают материал на толщину 0,025 мм – 0,01 мм. Применяются для финишной полировки поверхности.
Чаще на изделие наносится двойная перекрёстная насечка. Дополнительная мелкая наносится поверх глубокой основной. Их направления составляют угол 70 градусов с продольной осью. Двойной ряд не только лучше и быстрее обдирает слой металла, но и измельчает стружку.
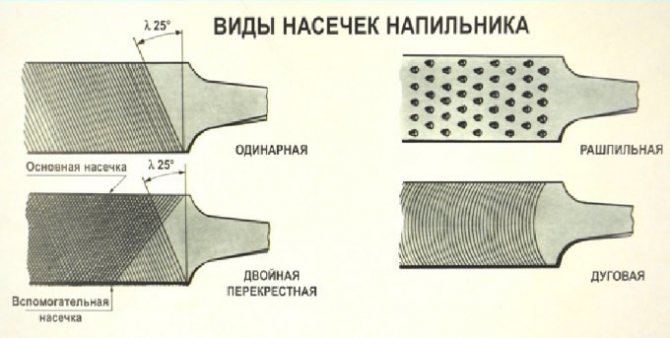
Точечная насечка называется «рашпильной». Она формируется фрезерно-дуговым способом. Отношение высоты зуба к её шагу должно быть не меньше 0,5.
Насечка у плоского напильника находится на грани и на ребре.
Материал напильника
Напильники изготавливают из углеродистой инструментальной стали. Используются марки: У10, У12, У13, ШХ15, содержащие от 1 до 1,5 % углерода. Этот металл обладает повышенной твёрдостью. Сталь ШХ15, кроме того, содержит добавку марганца в количестве примерно 0,2-0,4 %, хрома — не более 1,5 %. Это обеспечивает конечному продукту необходимую износостойкость.

Высокие механические качества напильнику обусловлены не только выбором марки стали, но и соответствующим режимом термообработки. Изготовленный инструмент проходит термообработку при определённой температуре по временному графику. Рабочая поверхность проходит закалку без отпуска.
Как сделать электронапильник из болгарки
В специализированных магазинах можно приобрести заводскую насадку на болгарку. Устройство стоит довольно дорого, поэтому имеет смысл изготовить его самостоятельно. Наиболее распространенными материалами для электронапильников, сделанных своими руками, являются:
- листовой металл;
- профильная труба;
- фанера.
Рассмотрим особенности их использования подробнее.
Листовой металл
Работы по сборке электронапильника из данного материала предусматривают использование сварочного аппарата и токарных работ. Готовое изделие отличается высокими характеристиками, не уступающими заводским моделям.
Самостоятельная работа не всегда приводит к желаемому результату. На многих интернет-ресурсах можно найти готовые чертежи устройств с расчетом затрат материалов и прочими данными. Процесс изготовления выглядит следующим образом:
Разметка станины
Особое внимание следует уделить посадочному отверстию, диаметр которого может отличаться в зависимости от модели УШМ. На чертеже он показан красной стрелкой
Рекомендуем сделать переходную пластину из стали толщиной не менее 3 мм.
Подготовка натяжной планки и роликов. Для изготовления роликов нужен токарь. Натяжная планка – работа своими силами.
Сборка электронапильника.

Приводом готового устройства может служить не только УШМ, но и любой электродвигатель достаточной мощности.
Профильная труба
Сборка электронапильника своими руками из профильной трубы также требует проведения сварочных работ. Этапы изготовления:
- Сварка каркаса. Готовое изделие должно напоминать букву У.
- Крепление роликов на концах каркаса.
- Монтируем ведущий вал на болгарку.
- Натягиваем абразивную ленту.
- Электронапильник готов к работе.
Учитывая надежность конструкции, можно найти агрегату множество применений:
- финишная обработка поверхности после сварки;
- шлифовка деревянных деталей;
- устранение перепадов бетонных стен.
Фанера
Это самый доступный материал для изготовления электронапильника своими руками. Основой конструкции служит толстостенная фанера – недорогой экологически чистый материал. Основная сложность сборки заключается в изготовлении роликов электронапильника. Без фрезерного станка процесс создания роликов займет не один час. Готовые ролики поддаются шлифовке, после чего выполняют запрессовку подшипников.

Материалом для основания также является фанера. В ней вырезают посадочное отверстие под болгарку и места крепления роликов. Для увеличения срока эксплуатации электронапильника, собранного своими руками, можно лакировать готовое изделие.

Электронапильник, собранный своими руками, – незаменимый помощник домашнего мастера. Однако следует помнить, что данное устройство является источником повышенной опасности. В процессе эксплуатации не забывайте пользоваться средствами индивидуальной защиты: очками, респиратором и перчатками. Если у вас дома есть электронапильник, сделанный своими руками, разместите в блоке комментариев схему его строения – этим вы поможете всем тем, кто только планирует его собрать.
Какие бывают размеры кругов для УШМ Бош, Интерскол и не только
Практически все крупные компании производят болгарки с охватом максимального количества работ — от бытовых до промышленных образцов. Каждому виду соответствует свой размер инструмента. Помимо производства УШМ, такие производители (Бош, Метабо, Интерскол и другие) освоили параллельный выпуск расходного материала. Они подбирают специальный состав и типоразмер расходника с целью максимально обеспечить эффективность работы конкретной производимой ими модели.
Внешний и посадочный диаметр, максимальная и минимальная величина
Наиболее ходовая линейка размеров УШМ состоит из таких величин.
Внешний диаметр. Наиболее предпочтительными являются размеры: 115 мм, 125 мм, 150 мм, 180 мм, 200 мм и 230 мм. В редких случаях для выполнения, например, ювелирных работ с мелкими деталями применяют портативные аккумуляторные УШМ с диаметрами 76 мм или 100 мм.
Минимальный диаметр 115 мм применяется для простых работ в виде обработки труднодоступных поверхностей в домашнем хозяйстве. Большей возможностью в выполнении различных бытовых работ обладают УШМ с кругом диаметром 125 мм.
Диаметр 230 мм используется в профессиональном контексте УШМ для производства солидных объемов работ, например, в строительстве. Круги с диаметром более 230 мм устанавливаются на стационарном оборудовании.
Толщина. Отрезные круги находятся в пределах толщин от 0,8 мм до 5,0 мм. Причем у большего диаметра должен быть круг соответственно с большей толщиной.
Следует знать! Тонким диском легко резать, но он и чаще ломается.
Посадочный диаметр. Стандартный посадочный диаметр у расходников УШМ равен 22,23 мм. В подавляющем большинстве он одинаков для всех типоразмеров дисков. Редко можно встретить посадочные диаметры 10 мм, 13 мм, 16 мм из-за ограниченного применения УШМ с меньшим, чем 100 мм диаметром. Посадочный диаметр 32 мм используется с кругами 300 мм и больше на стационарном оборудовании.
Нету электронапильника? Не проблема, сделаем из болгарки!

Сегодня мы рассмотрим, как сделать простой ленточный шлифовальный станок из болгарки. Этот станок имеет не очень широкую шлифовальную ленту, а предназначен в основном для ручной работы. Впрочем, вам никто не запрещает его закрепить и использовать как стационарный.
Что касается сверлильного станка, то тут сложнее, автор с помощью него изготавливает крепежный кронштейн, а также вырезает ведущее колесо из дерева.
Материалы и инструменты, которые использовал автор для самоделки:
Список материалов:
— толстая стальная пластина; — три подшипника; — стальная ось; — стальная пластина; — стальные трубки (одна должна заходить в другую); — пружина (для натяжения ремня); — фанера; — винты; — длинная гайка (с резьбой как на валу болгарки); — краска; — эпоксидный клей.
Список инструментов:
— болгарка; — митральная пила; — плоскогубцы; — сварка ; — сверлильный станок ; — метчик; — дремель ; — рашпиль; — наждачная бумага; — токарный станок; — тиски.
Процесс изготовления приспособления:
Шаг первый. Делаем крепежный кронштейн
Одним из самых сложных задач в этом деле является крепежного кронштейна, который удерживает всю конструкцию на болгарке. Он устанавливается вместо передней ручки болгарки. Впрочем, если у вас есть весь необходимый инструмент, то ничего сложного в этом нет. Вы можете пойти более простым путем при изготовлении этого кронштейна. К примеру, его можно сделать из обычной стальной пластины, согнув ее под размер, а потом к ней можно приварить еще одну пластину для крепления все конструкции. В общем, решений масса, рассмотрим, как это сделал автор.
Снова обращаемся к помощи сверлильного станка и сверлим отверстие под стягивающий болт. После этого зажимаем заготовку в тиски и нарезаем метчиком резьбу под болт. В принципе, можно просто просверлить сквозное отверстие, а потом стянуть болтом с гайкой.
Шаг второй. Делаем ведущее колесо
Ведущее колесо делается из фанеры, если она недостаточно толстая, можно использовать штук. Вырежьте нужно количество кругляков на сверлильном станке, а потом склейте и стяните винтами с обеих сторон для верности.
Теперь можно переходить к шлифовке колеса. Зажимаем в токарном станке болт, а на него накручиваем колесо. Включаем станок и формируем профиль колеса. По центру оно должно быть большего диаметра, чем по краям. Благодаря этому условия шлифовальный ремень при работе не слетает с приспособления. Завершите работы с помощью наждачной бумаги.
Шаг третий. Носовая ось
В носовой части приспособления тоже находится колесо, то есть ведомое колесо. Оно сделано из трех подшипников. Под них вам нужно найти ось. Чтобы закрепить все это дело, берем пластину и сверлим в ней два отверстия чуть меньшего диаметра, чем выбранная ось. Смысл в том, чтобы потом напрессовать эти пластины на ось. Вырежьте две детали из пластины и обточите их, как сделал автор.
Что такое напильник и для чего предназначен
Напильник – это универсальный слесарный инструмент. Позволяет решить целый спектр задач.
- Зачистка деталей от ржавчины.
- Снятие грязи и краски с поверхности деталей.
- Доведение заготовки до необходимого размера.
- Заточка инструмента.
- Зачистка силовых контактов электрооборудования от нагара.
- Шлифовка поверхностей.
Что собой представляет такой инструмент? Это небольшой брусок металла с насечками. На одном конце выполнен хвостовик для ручки из дерева или пластмассы.
При изготовлении напильников ориентируются на ГОСТ 1465–59. Он регламентирует использование в производстве этих изделий определённого вида металла:
- легированной хромистой стали (марки ШХ 15 или 13Х);
- улучшенной нелегированной стали (марки У10А или У13А).
Для качественной обработки металлических деталей существуют напильники по металлу. Виды насечек позволяют решить широкий спектр задач. Это обработка не только высокопрочных сплавов, но и работа с керамикой, пластмассой, деревом, резиной или кожей. Различны и требования к точности и чистоте обработки.
Какую насечку выбрать
- Простая (одинарная). Подойдёт для обработки мягких металлов или пластмасс. Такой материал легко снимается и может быстро забить пространство между насечками. Но только не в этом случае.
- Напильник с перекрёстной или двойной насечкой. Служит для работы с деталями из твёрдых сплавов. Например, чугун, бронза.
- Рашпильная, точечная насечка. По виду зуба такой инструмент называется рашпиль или драчевый напильник. Он всегда большого размера (250–350 мм). Имеет крупную насечку. По форме различают полукруглый, круглый или плоский. Хорош для работы с резиной, кожей, деревом. Для точной обработки и шлифовки не подойдёт.
- Есть дуговой вид насечек напильников. Применяется для обработки деревянных деталей.
ГОСТ 1465–59 регламентирует шесть номеров насечек:
- Крупная. Это № 0 и 1. Используют для грубой обработки поверхности. Такой инструмент, его ещё называют драчевый напильник, за один проход снимает слой толщиной 0.05–0.1 мм. Для точной обработки не подходит.
- Насечка № 2 и 3 позволяет работать точнее. Снимает слой 0.02–0.06 мм. Точность обработки будет соответствовать этому параметру.
- Чистовая подгонка размера возможна насечками № 4 и 5. Здесь возможна точность 0.01–0.005 мм. Именно столько материала снимается с заготовки за один проход инструмента.
Теперь видно, что этим инструментом можно делать довольно много работы. Он неприхотлив и универсален. Незаменим там, где «бессилен» электроинструмент и всегда готов выручить мастера в сложной ситуации.
Как сделать ручку напильника
Ручка инструмента должна быть удобна. Сделать своими руками из дерева просто. Последовательность такая:
- Выстругать или выточить на токарном станке ручку. Размер и форму каждый мастер подбирает индивидуально. Она должна хорошо лежать в руке слесаря. Дерево берётся высохшее, средней плотности, нехрупкое. Оптимальный вариант – сосна.
- Наконец, куда будет вставляться хвостовик напильника, надеть металлическое кольцо. Его можно сделать, отрезав 1 см от трубки подходящего диаметра. Без него, при насаживании ручки на хвостовик, ручка расколется.
- Просверлить отверстие по оси ручки со стороны кольца на глубину равную ¾ длины хвостовика напильника. Сверло должно быть диаметром ½ средней толщины хвостовика.
- Насаживая ручку, следить за совпадением осей двух деталей.
Читать также: Лист стальной 5мм вес 1м2
Зачастую приходится обрабатывать фигурные поверхности, с изгибами и острыми внутренними углами. Для выполнения каждой из таких работ выбирают соответствующий инструмент, выпускаемый согласно ГОСТу.
Предназначение и описание инструмента
Основной сферой применения для таких инструментов является обработка металлических и прочих заготовок. Список работ для них включает несколько операций:
-
Очистка различных поверхностей от въевшейся грязи и ржавчины.
- Черновая и финишная полировка.
- Доработка изделия до конечных размеров.
- Шлифование мест ударов, срезов, заусенцев, сварных швов.
- Зачистка окисленных контактов.
- Заточка зубьев пил и ножовок.
Такие работы выполняются при помощи соприкосновения граней приспособления с нанесёнными насечками и поверхности обрабатываемого материала. Увеличивая силу нажатия, число движений и скорость перемещения напильника можно повысить глубину обработки.
Разновидностей таких инструментов много и каждый используется для конкретных нужд. Применение напильника не по назначению ухудшает качество обработки и снижает срок его службы.
О том, какие бывают напильники, знают все. За долгие годы применения внешний вид приспособления и область использования кардинально не изменились. Даже на современных высокотехнологичных предприятиях множество работ по конечной доводке изделий производится напильниками.
По своей сути напильник — это режущий инструмент, который выглядит как стальная заготовка с насечками и насаженной рукояткой или заострённым концом для неё. Она бывает сделана из дерева или пластика и присутствует в составе конструкции в целях обеспечения удобного и безопасного рабочего процесса.
Основная масса таких инструментов имеет прямоугольную, треугольную или округлую форму, но другие виды не исключаются.