Содержание
Аппарат для газовой резки и сварки
Газовая сварка предполагает нагрев детали до расплава пламенем высокой температуры. При этом применяются горючие газы — водород, природный газ, ацетилен. Отличительным свойством этих газов является хорошее горение на воздухе. Чаще всего в газосварочных аппаратах используют ацетилен, легко получаемый с помощью карбида кальция и воды. Температура горения этого газа 3200–3400 °C.
Достоинства газовой сварки и резки металлов:
- Несложная технология.
- Не требуется доступ к электрической сети, нет необходимости в использовании электрического тока.
- Оборудование, на базе которого выполняется сварка, достаточно несложно.
Следует, однако, отметить, что газовая сварка не обеспечит высокую скорость работ и производительность, ведь выполняется лишь вручную.
Серьёзное внимание при газовой сварке уделяется подготовке деталей, регулированию мощности горелки, установке её в нужное положение

Положения при сварочных работах своими руками
Конечно же, наиболее удобное положение для производства ручной дуговой сварки – сварка «в нижнем положении», то есть когда сварочный шов проходит по горизонтальной плоскости. Так процесс сварки проходит с полным контролем сварочной ванны, расплав и присадочный металл электрода ровно ложиться в сварочный шов. Именно поэтому опытные сварщики советуют новичка начинать свою сварочную «карьеру» с варки на столе, а не пытаться сразу варить конструкцию на месте из неудобных положений.
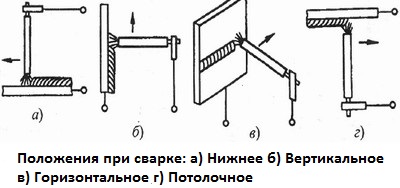
Часто приходится варить в вертикальном положении, либо горизонтально на вертикальной поверхности, это не очень удобно и в целом сложнее горизонтального положения. Вести шов лучше с верху вниз короткой дугой, при этом сварочную ванну делают небольшой, чтобы расплав и металл не стекал. Иногда возникает необходимость варить снизу, то есть потолочная сварка, но она очень сложна, поэтому новичку за нее лучше не браться.
Аппарат для точечной сварки
Сварка точечным способом является одним из видов контактных сварок термомеханического класса. Сам процесс состоит из нескольких моментов. Для начала детали, сложенные необходимым образом, помещаются между электродами и сжимаются друг с другом, после чего нагреваются до момента достижения пластичности и совместно деформируются. Скорость сварки в условиях завода — до 10 точек в секунду.
Детали разогреваются при помощи мгновенного (0,01–0,1 сек.) импульса тока сварки. Этот быстрый импульс даёт возможность достичь разогрева металла до расплавления, что приводит к возникновению объединённой для обеих деталей жидкой зоны. После прекращения действия тока детали по-прежнему совмещены, прижаты друг к другу до снижения температуры и отвердевания расплавленной точки. Сжатие деталей прекращается с задержкой по времени, для создания условий лучшей кристаллизации металла.
Достоинствами точечной сварки можно выделить экономичность, надёжность и прочность шва, несложность достижения автоматизации. К сожалению, подобного вида сварочный шов не обладает герметичностью, что ограничивает сферу его использования.

Напряжение
220В (1 фаза) – подключение происходит к обычной бытовой розетке. Подобное питание применяется в мало- и среднемощных аппаратах.

380В (3 фаза) – агрегат подсоединяется к особой розетке в цеховых помещениях.

220/380В (1/3 фаза) – такое оборудование универсально. Оно может работать и при 220В, и при 380В.


Для определения минимально необходимой мощности нужно:
- посмотреть в справочной литературе, какая сила тока необходима для данной толщины металлического листа;
- умножить это значение на напряжение сети;
- поскольку в процессе сварки происходит потеря мощности, полученную величину надо поделить на КПД сварочного агрегата (на 0,6 – для аппаратов трансформаторного типа и на 0,8 – инверторного).
Максимальное значение силы тока. Это наибольшее значение тока, который проходит через электроды при сварочных работах. Чем выше данный параметр, тем толще металл, с которым может работать оборудование. Величина максимального тока может колебаться в пределах от 25 А до 7000 А.


Дополнительное оснащение. В комплект сварочного оборудования помимо сварочного аппарата входят система принудительного охлаждения, кабели, горелка, маска, щётка-молоток, кейс.


В заключение можно отметить, что лучшее сварочное оборудование – это грамотно подобранное оборудование, подходящее к планируемому виду работ.

Инверторы
Аппараты этого типа называют также импульсными. Сегодня сварочные инверторы считаются одними из самых распространённых аппаратов из-за своего небольшого веса и общедоступности. И если ещё лет 10 назад инверторы были дороги и не очень надёжны, то сейчас эти недостатки устранены. Использование инверторной методики даёт сегодня уменьшение размеров трансформатора, повышение качественных свойств дуги, оптимизации КПД, снижение разбрызгивания металла при сварке.
Сварочный инвертор состоит из силового трансформатора, назначением которого является снижение сетевого напряжения до нужной величины, блока электросхем и дросселя-стабилизатора, нужного для минимизации пульсаций тока.
Напряжение питающей сети подаётся в инверторе на выпрямитель, на выходе которого блок схем трансформирует постоянный ток в переменный, обладающий высокой частотой. Этот, полученный на выходе силового блока, переменный ток подаётся на сварочный трансформатор высокой частоты, более компактный и лёгкий, чем обычный сетевой преобразователь. Напряжение на выходе сварочного трансформатора снова выпрямляется и подаётся на дугу.

Оборудование, инструменты, материалы
Прежде чем начинать изготавливать поделки из металла с помощью сварки, необходимо сделать предварительный эскиз изделия. Для этого понадобятся бумага и карандаш. Ну и конечно фантазия автора, которая является самым главным инструментом. Также можно выбрать один из эскизов, имеющихся в изобилии в интернете.
В качестве основного оборудования необходимо иметь сварочный аппарат и расходные материалы. Также для этого вида искусства понадобятся такие прозаичные вещи:
- Листовое железо необходимого размера.
- Болгарка, чтобы делать из листа железа необходимые выкройки.
- Дрель для сверления отверстий.
- Молоток для сбивания окалин.
- Зубило.
- Плоскогубцы.
- Ножницы по металлу.
- Стальные прутья различной длины.
- Шлифовальный круг для зачистки металла.
- Наждачная бумага.
- Рулетка.
Листовое железо должно быть тонким, чтобы его можно было с легкостью резать и гнуть. В качестве сварочного аппарата можно порекомендовать инвертор, работать с которым легко и приятно. Для декора могут понадобиться шайбы и болтики, а для соединения деталей гвоздики. Конкретный набор инструментов и деталей зависит от вида выполняемого изделия. Многое можно найти у себя в хозяйстве, недостающее нетрудно прикупить в магазине.
Для предварительной очистки поверхности металла необходимо средство, с помощью которого будет легко удалить ржавчину. Не следует забывать об экипировке сварщика. Требования безопасной работы являются одинаковыми, как для профессиональных работ, так и в том случае, когда предстоит изготовить небольшие поделки сваркой.
Покупать специальный костюм, называемый робой, для таких целей наверно будет излишним, но одежда умельца должна быть плотной, максимально закрывающей все участки тела. На голове должна быть шапочка, на руках брезентовые рукавицы, а на ногах — крепкая обувь на толстой подошве. Главный элемент грамотной экипировки — защитная маска. Наиболее удачно себя проявила маска под названием «Хамелеон».
Набиваем руку
Вначале необходимо потренироваться на небольших кусочках тонкого металла. Следует проводить с ними различные манипуляции, сваривать вместе два куска, отрабатывать технику ведения шва различными способами.
Полученный результат необходимо проанализировать. При появлении внешних дефектов попробовать изменять значение тока на сварочном оборудовании и выставлять различные режимы. Необходимо помнить, что поделки из сварки являются произведениями искусства и видимые недостатки и дефекты на них недопустимы.
Затем в качестве тренировки можно выполнить какое-либо небольшое изделие. Сразу приступать к изготовлению такого громоздкого сооружения, как садовая скамейка пока будет нецелесообразно.

Постепенно сложность работы следует увеличивать. После такой подготовительной работы можно приступать к своим задумкам.

Современный сварщик — это изобретатель
Похожий случай был и в Киришах на нефтеперерабатывающем заводе,когда бригада варила колонну по переработке нефти. Сделали работу близко к параметрам,указанным в карте,но чуть-чуть изменили настройки и на выходе получили лучшее качество изделия. Параметры,по словам Дениса,меняли вплоть до ведения электрода к горелке и режимов подачи проволоки,напряжения,динамики.
Нюансов в работе со сварочным аппаратом много,и все нужно знать и… чувствовать. Сам аппарат похож на компьютер,вот только в нем один показатель влияет на другой,и нужно знать,как все меняется при минимальной перенастройке. Каждый шов — поиск золотой середины и идеальных комбинаций для достижения главного результата — качества.
Нередко творческие изыскания приводят к тому,что сварщики становятся авторами новых технологий. Так было с Денисом и его коллегами,когда они разработали свою технологию на основе представленных документов. После пройденных испытаний и получения доказательств ее качества они получили право использовать ее в работе на других объектах.
Плазменная сварка
Плазменная сварка (резка) металлов — операция, в ходе которой происходит расплавление металла потоком плазмы. Плазма — это газ, в составе которого содержатся заряженные частицы, проводящие электрический ток. Газ ионизируется путём нагрева дугой, выходящей из плазмотрона. Чем более высокую температуру будет иметь газ, тем выше ионизация. Температура дуги в аппаратах плазменной сварки достигает десятков тысяч градусов.
Технология такая: к горелке в быстром темпе подаётся газ и электрический ток для формирования дуги. Резка происходит не только из-за расплавления металла, но и за счёт того, что скоростной ионизированный поток вымывает металл из зоны действия плазмы.

Кроме знания того, какие бывают сварочные аппараты, при выборе следует учитывать потребности пользователя. И если в автомастерской или на производстве может понадобиться профессиональный аппарат, то для бытовых нужд достаточно недорогого прибора.
Пила-аллигатор. Аккуратный профи
Молоток Шмидта. Доверяй, но проверяй!
Техника безопасности при точечной сварке
Главное при использовании аппаратов точечной сварки — соблюдение правил электробезопасности. При эксплуатации техники не должно быть оголенных контактов, нарушений изоляции кабелей. Все контакты при подключении аппарата к сети должны соответствовать номинальным параметрам, обязательно применение дифавтоматов и заземления.
При удерживании металлов используйте диэлектрические перчатки, рукоять клещей должна быть надежно заизолирована.
Средства защиты
Стандартный набор сварщика вполне подойдет для работы с точечной сваркой. Плотная роба, хлопчатобумажные или спилковые перчатки, прозрачный щиток или очки, респиратор или вытяжка — вот весь набор средств защиты.
Максимальный сварочный ток
От максимального сварочного тока зависят возможности оборудования для точечной сварки. Значение 3000 А позволит соединять детали с общим сечением до 3 мм. Аппараты с показателем 6000 А могут сваривать сталь до 4-5 мм. Промышленные станки 10000-16000 А разрешают соединять заготовки до 9 мм (в сумме).
Максимальная толщина свариваемых листов
Важный параметр, показывающий, какое максимальное сечение способен проварить аппарат. Если игнорировать это значение и применять оборудование на более толстых деталях, то качество соединения снижается. Параметр может указываться общий, например «5 мм», или разделяться на две части — «2.5+2.5 мм», что будет означать одно и то же. Есть промышленные версии, которые способны сваривать сразу три листа стали между собой. Тогда это обозначается как «3+3+3 мм».
Финансовый вопрос
От выбора правильного вектора работы сварочного цеха напрямую зависит размер доходов. Дело в том, что на первых этапах развития целесообразно будет сконцентрироваться на каком-то одном направлении, а по мере расширения бизнеса постепенно начинать осваивать другие. Можно выделить три основных вида деятельности сварочного цеха:
- Сварка мангалов, ограждений, декоративных решеток и различных хозяйственных предметов.
- Кузовной ремонт автомобилей.
- Оказание сварочных услуг строительным фирмам, муниципальным образованиям.
У каждого из этих направлений есть свои плюсы и минусы. В различных частях России они имеют разную степень востребованности, так что ваш выбор будет основываться на результатах мониторинга рынка сварочных работ в своём регионе. Теперь поговорим о конкретных цифрах, отражающих среднюю стоимость сварочных работ.
Один сантиметр шва, сделанного штучными электродами, стоит порядка 15 рублей. При аргонодуговой сварке – 25 рублей, точечной – 40 рублей. Очень хорошо оплачивается сварка труб – цена за один сваренный стык – от 200 рублей и выше. Стоимость сварки погонного метра обычной решетки или ограждения начинается от 2 тысяч рублей, декоративного изделия – от 3 тысяч. Погонный метр распашной решетки обойдется клиенту в 4 тысячи рублей, а кованной декоративной – от 8 тысяч. Вот такие приятные цифры!
Общероссийская практика показывает, что рентабельность сварочного цеха может достигать удивительной цифры в 80%! Это крайне высокий показатель для любого вида бизнеса. Срок окупаемости зависит от масштаба деятельности, но в среднем не превышает 1,5-2 года.
Особенности устройства агрегата
Как видно на фото сварочных инверторов, их конструкция довольно проста. Принцип работы подобных приборов базируется на применении импульсных преобразователей.

Схема сварочного инвертора состоит из:
- самого инверторного устройства;
- выпрямителей (низко- и высокочастотного);
- трансформаторного устройства;
- рабочего шунта;
- блока управления.

Мощность источника питания сварочного аппарата инверторного типа – 220 В. Особенности его работы заключаются:
- в преобразовании тока из постоянного в переменный;
- в понижении высокочастотного напряжения;
- в выпрямлении на выходе пониженного тока.
Принцип действия точечной сварки
Технология контактной сварки работает довольно просто — детали плотно сжимаются и через кратчайшее расстояние подается мощный электрический импульс. Металл разогревается, в точке соприкосновения образуется расплавленное ядро. Так как детали сжаты, происходит диффузия металлов. Ток выключается, точка остывает, металл кристаллизуется. Сварная точка получается прочной, при попытке разорвать соединение лопается материал рядом с точкой. Принцип работы аппаратов сварки — генерирование этого импульса и плотное сжатие деталей.
Чтобы импульс тока хорошо разогрел металл, он должен быть с большой силой и низким напряжением. Промышленные аппараты имеют характеристики: напряжение на контактах всего 1 — 3 Вольта, способны давать силу тока в 10 — 15 килоАмпер.
Устройство аппарата точечной сварки
Любой аппарат точечной сварки состоит из двух блоков:
- источник питания;
- зажимные клещи.
Чтобы получить мощный разряд при небольшом напряжении, потребуется трансформатор индукционного типа. Соотношение первичной и вторичной обмоток позволяет получить электрический импульс, достаточный для расплавления металла.
Зажимные клещи состоят из двух медных или графитовых контактов, расположенных на разных рычагах, и прижимного механизма. Прижимы бывают с разным приводом:
- Механические. Состоят из мощной пружины и рычага, сжатие металлов происходит за счет мускульной силы. Применяются в самодельных или бытовых аппаратах, не дают должного контроля за степенью сжатия, обладают малой производительностью.
- Пневматические. Наиболее популярны для переносных ручных аппаратов, легко регулируются при помощи изменения давления в воздушной магистрали. Недостаток — сравнительно медленные, не дают возможности изменения давления в процессе сваривания.
- Гидравлические. Не так популярны, гидравлический привод также медленный, но обладает большей широтой настроек, благодаря применению перепускных регулируемых клапанов.
- Электромагнитные. Самые «молниеносные», применяются как на ручных аппаратах, так и на больших стационарных. Позволяют регулировать сжатие металлов в процессе сварки, что позволяет добиться провара и отсутствия «выплесков» металла.
Клещи для точечной контактной сварки
Усложнение конструкции возможно при использовании контуров жидкостного охлаждения на нагруженных аппаратах, применении различных систем управления током и прижимом, роботизации перемещения электродов.
Где применяется
Точечную сварку применяют для соединения различных конструкционных металлов и сплавов. Особенности технологии — экологичность, скорость, надежность, легкость автоматизации — позволяют широко применять ее в:
- автомобилестроении для сборки кузовов;
- ювелирном деле для соединения деталей;
- микроэлектронике для спайки микросхем;
- производстве сварных арматурных каркасов для монолитных плит;
- производстве корпусов, деталей товаров народного потребления.
Преимущества и недостатки
Среди основных преимуществ точечной сварки особо выделяются:
- прочность соединения;
- технологичность;
- экономичность;
- возможность соединения как толстых, так и ультратонких деталей;
- возможность автоматизации и роботизации сварочного процесса;
- высокая культура производства и экологичность;
- универсальность в материалах и возможность масштабирования.
Среди недостатков можно выделить:
- сложность диагностики сварного соединения;
- требования к чистоте металлов при сварке;
- сложность настройки аппаратуры.
Это интересно: Машина контактной сварки — что это такое? Статья для новичков
Выбор сварочного аппарата для дома
Выбирая сварочный аппарат для дома, следует обращать внимание на большое количество критериев. В первую очередь следует начать с того, какие элементы и детали будут свариваться и из каких материалов они сделаны
Далее следует обратить внимание на толщину свариваемых листов, так как от нее будет зависеть мощность выбранного устройства
Это может быть, например, сварка на подготовленном стенде в мастерской или различные виды ремонтных работ в полевых условиях.
- Для большинства домашних применений идеальным выбором будет полуавтоматический сварочный аппарат, широко известный как мигомат.
- Сегодня большинство сварочных аппаратов MIG / MAG представляют собой инверторные устройства, по крайней мере, 2 в 1, и в дополнение к сварке MIG / MAG они также позволяют выполнять сварку MMA.
- Хорошо, если Migomat допускает сварку самозащитной проволокой, потому что такая возможность может пригодиться, например, при ремонте поврежденной петли в воротах.
- В настоящее время также существуют полуавтоматы с функцией сварки TIG, но следует помнить, что в большинстве случаев это требует дополнительных вложений в оборудование, а метод TIG реализуется на базовом уровне.
Самосварная мебель, элементы выхлопной системы, садовый мангал обязательно порадуют ваших друзей. Метод TIG идеально подходит для проведения различных видов ремонтных работ.
Преимущество метода TIG — это вышеупомянутое высокое качество и эстетика сварного шва, а также «чистота» самого процесса. Ключевым моментом в этом случае является определение групп материалов для сварки. Сварочный аппарат TIG AC / DC понадобится для сварки алюминия и его сплавов.
Инверторный сварочный аппарат MMA является альтернативой вышеупомянутым устройствам. Он подходит для различных видов сварочных работ и требует минимальных финансовых затрат для начала. Вероятно, это будет лучший выбор для простых, случайных сварочных работ.
Реклама сварочных работ
Мало быть высококлассным специалистом и качественно выполнять сварочные работы, чтобы о вашей компании узнали, — нужна реклама
Поскольку конкуренция высокая, предложений на рынке много, маркетингу нужно уделить особое внимание. В некрупных населенных пунктах основным маркетинговым ходом будет «сарафанное радио», когда довольные клиенты рекомендуют вас своим знакомым
Но на наработку положительной репутации уйдет какое-то время. В самом начале работы стоит подумать, как, кому и где вы будете предлагать свои услуги.
СоветИмеет смысл завести аккаунты в соцсетях, где можно общаться с потенциальными клиентами и получать заказы. Не лишним будет и свой сайт с описанием услуг, рассказом о компании, акциями.
Отличным способом выхода на рынок будет сотрудничество с компаниями, которые занимаются строительством и ремонтом зданий, если у них нет сварщиков. Такое партнерство может быть взаимовыгодным: вы получаете заказы, а партнер может предложить своим клиентам более широкий перечень услуг.
Разработайте систему лояльности для постоянных клиентов – скидочные или накопительные карты, подарки за приведенного «друга» и т.п.
Можно попробовать объявления на досках, а также в гаражах, подъездах, в коттеджных поселках. Кроме этого, можно разместить яркую броскую рекламу на автомобиле компании.
Виды сварки MIG / MAG
Сварка MIG / MAG (GMAW) происходит в среде защитного инертного или активного газа, а сварной шов выполняется плавящимся электродом в виде проволоки и материала, свариваемого из расплава.

К ее достоинствам можно отнести высокую эффективность процесса и высокое качество сварного соединения. Именно такая сварка (миг (Metal Inert Gas)/маг (Metal Active Gas)) нашла широкое применение в промышленности, на производстве и на ремонтных предприятиях. Это также хороший способ домашнего использования сварочного аппарата.

Именно на начальном уровне легко освоить такую технику сварки. Для сварки MIG / MAG полуавтоматические сварочные аппараты обычно называют migomat.
- Сварка самозащитной проволокой FLUX — разновидность, сочетающая в себе преимущества сварки MAG и MMA. Для сварки FLUX используется специально адаптированный полуавтоматический сварочный аппарат и самозащитная проволока.
- Процесс сварки аналогичен методу MAG, но благодаря компонентам, содержащимся в проволоке, не требует использования защитного газа.

После завершения сварки на сварном шве образуется шлак, аналогичный таковому при методе MMA. Образовавшийся слой шлака необходимо удалить механическим способом.

Соблюдение мер безопасности
Техника соблюдения безопасности при проведении такого рода работ находится на первом месте
При использовании простого молотка, конечно же, такие предосторожности не потребуются

А вот работа с металлическими листами потребует соблюдения определенных правил, чтобы не пораниться.

Вот почему необходимо наличие и очков, защищающих глаза, и перчатки. Усиленная экипировка просто необходима при проведении работ, связанных со сваркой. Здесь нужны специальные перчатки плюс щиток с защитной маской, не говоря уже о полноценной защитной одежде.

















Не стоит забывать о необходимости частого проветривания, тем более, когда для работы применяются лаки и краски.

Начинаем сварочные работы своими руками
Итак, все что надо для работы мы подготовили, самое время начать варить. Для первого раза лучше всего максимально упростить задачу: варим на столе в нижнем положении, детали — пластины (листовой металл) без фасок с прямыми кромками. Сварочный шов будет прямой в один слой, детали располагаем встык, используемые электроды – «двойка». Для простоты понимания сварочные работы мы разделили на этапы:
Этап первый. Все начинается с поджига дуги, для чего просто чиркаем электродом по свариваемым деталям. Данное движение напоминает поджиг спички, при этом чиркать следует с наклоном электрода к горизонту около 30-ти градусов и по направлению сварочного шва.

Этап второй. Разожженной дугой начинаем варить шов, для чего перемещаем ее к началу шва и ждем несколько секунд до расплавления металла. Определить, что металл расплавился просто, пятно на месте сварки приобретает желто-оранжевый цвет и покрывается рябью. Теперь остается формировать сварочную ванну, для чего электрод держим немного наклоненным в направлении шва.
Этап третий. Сварочная ванна формируется путем постепенного перемещения электрода от начала шва к его окончанию, то есть, как говорили выше, дожидаемся расплава металла и перемещаем на несколько миллиметров дальше, и так до конца шва.
Возможные дефекты сварочных соединений и швов
Электрическая сварка –это сложный процесс и не всегда все идет гладко.
В результате ошибок в работе швы и соединения могут иметь различные дефекты, среди которых:
- Кратеры. Небольшие углубления в валике сварочного шва. Могут появляться в результате обрыва дуги или ошибки в выполнении конечного фрагмента шва.
- Поры. Сварочный шов становится пористым в результате загрязнения кромок деталей ржавчиной, маслом и др. Кроме того, пористость может появиться при слишком быстром охлаждении шва, при высокой скорости сварки и при работе непросушенными электродами.
- Подрезы. Выглядят как небольшие углубления с обеих сторон шовного валика. Появляются при смещении электродов в направлении вертикальной стенки при сваривании угловых соединений. Помимо этого, подрезы образуются при работе длинной дугой или если значения сварочного тока слишком высоки.
- Включения шлака. Внутри сварочного валика находятся кусочки шлака. Это может случиться при загрязнении кромок, высокой скорости сварки или в том случае, если сварочный ток слишком мал.
Это наиболее часто встречающиеся дефекты сварочных швов, но могут быть и другие.
Типы
Переносное оборудование отличается малыми габаритами, не больше 18000 см3. Маленькому оборудованию соответствуют маленькие мощности.
- Максимальная толщина металлического листового свариваемого материала – не более 5 мм. Подобные аппараты пригодны для сваривания кузовных элементов или крупных металлических конструкций. Такое оборудование должно весить не больше 16 килограммов.
- Стационарное оборудование применяется в рамках производствах. В сравнении с переносными сварочными аппаратами обладают большими габаритами (до 300000 см3) и массой до 1 центнера. Большие мощности позволяют сваривать листовой металл сечением не более 10 мм.