Содержание
Разметка отверстий
Разметка центровых отверстий является одной из наиболее сложных операций в слесарном деле, что связано с высокой точностью. Для этих целей применяется несколько инструментов. Чаще всего это разметочный циркуль и центроискатель.
Циркуль используют в случаях, когда нет необходимости соблюдать высокую точность.
Приемы и последовательность их следующая:
- ножки циркуля разводят на расстояние, которое равняется радиусу заготовки.
- затем упирая оду ножку об края заготовки наносят штрих;
- повторяют это минимум 4 раза с разных сторон так, чтобы в центре образовался четырехугольник, центр которого является центром заготовки, и отмечается на глаз;
- затем с помощью кернера проделывается углубление.
Центроискатель — простой, но высокоточный инструмент. С его помощью проводятся всего две перпендикулярные линии, перенесение которых является центром заготовки.
При использовании, важно держать кернера вертикально, даже малейшее отклонение от оси повлияет на точность отметки. В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях. В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях
В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях.
Часто задаваемые вопросы
10.1 Что такое разметка данных?
Это процесс, в ходе которого сырые данные размечаются для дальнейшего машинного обучения. Как только данные размечены, алгоритм машинного обучения выявляет повторяющиеся паттерны, которые он может распознавать и в дальнейшем применять к новым сырым данным.
10.2 Почему разметка данных важна?
Разметка данных дает основу для модели машинного обучения. Чем точнее размечены данные, тем лучше модель станет работать в будущем.
10.3 Как научиться разметке данных?
Зависит от того, какую программу использовать. В каждом инструменте применяются свои методы разметки данных. Найдите подходящий инструмент и попробуйте.
10.4 Как выполняется разметка данных?
Зависит от того, какой именно софт для разметки данных вы используете, и данные какого типа размечаете.
10.5 Легко ли пользоваться программами для разметки данных?
Зависит от конкретной программы; некоторые инструменты проще в использовании, другие сложнее. Однако, в долгосрочной перспективе выгоднее могут оказаться те, чья кривая обучения сравнительно крутая.
10.6 Какие данные можно размечать для машинного обучения?
Сырые данные, в том числе, текст, изображения, видео и аудио.
10.7 Важна ли разметка данных для машинного обучения?
Если коротко – да! Разметка данных необходима для эффективной работы машинного обучения.
10.8 Сколько инструментов для разметки данных есть на рынке?
В настоящее время есть более десятка таких инструментов и платформ. Учитывая, как быстро растет рынок, вполне вероятно, что в будущем их станет больше.
10.9 Дорого ли размечать данные для машинного обучения?
Зависит от того, какой объем данных нужно разметить. Чем больше объем, тем выше цена.
10.10 Можно ли размечать данные для обработки естественного языка (NLP)?
Если коротко – да. Возможна разметка текста для задач машинного обучения, связанных с обработкой естественного языка.
Окрашивание как способ разметки
Не всегда допустимо и жесткое кернение. Его нельзя выполнить на поверхностях, которые должны сохранить первозданный вид, и в работе с заготовками, изготовленными из высокопрочных твердых сплавов. Выходом из положения может стать применение техники окрашивания. Но следует понимать, что эта методика не имеет ничего общего с маркировкой при помощи краски. В данном случае окрашивается вся поверхность заготовки, а полученный наружный слой служит лишь для упрощения нанесения контуров и насечных точек. После окрашивания используется тот же инструмент для разметки в виде керна, угольника или циркуля. Однако покрытие может формироваться только особыми стойкими составами. Это может быть медный купорос, разведенный мел или специальный быстросохнущий лак.
Актуальные вакансии «разметчик по металлу» в России
Число вакансий «разметчик по металлу» на сайте за 2 месяца
Распространенное требование для вакансии «разметчик по металлу»– это Полная занятость форма занятости. Минимальная заработная плата на должность разметчик по металлу компании за месяц составляет 45000 руб. Более привычным названием является «разметчик по металлу»/. Максимальная зарплата, предлагаемая кандидатам на эту специальность, составляет 56000 руб. На сайте есть и другие специализации категории разметчик по металлу, список самых востребованных вакансий:. Примерный размер зарплаты составляет 56000 рублей. Предлагаем данные по имеющимся вакансиям «разметчик по металлу» по Российской Федерации. Данная специализация относится к категории. В списке среди всех поисковых запросов по открытым вакансиям работа разметчик по металлу занимает 0 мест в рейтинге. Работодатели обычно указывают виды занятости по данной специализации: «Полная занятость», «частичная». Большой интерес вызывают вакансия «разметчик по металлу» в таких работодателей, как:
Число вакансий «разметчик по металлу» на сайте в городах Росcии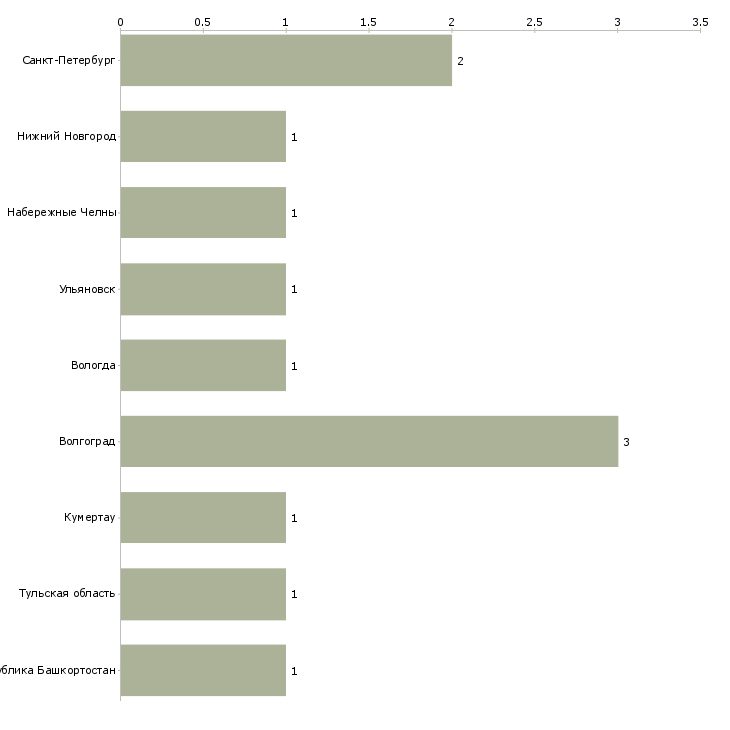
- «Объединенные машиностроительные заводы»;
- «Группа компаний Проф Эксперт»;
- «ООО Омега СПб»;
Медиана зарплаты по вакансии «разметчик по металлу» за 2 месяца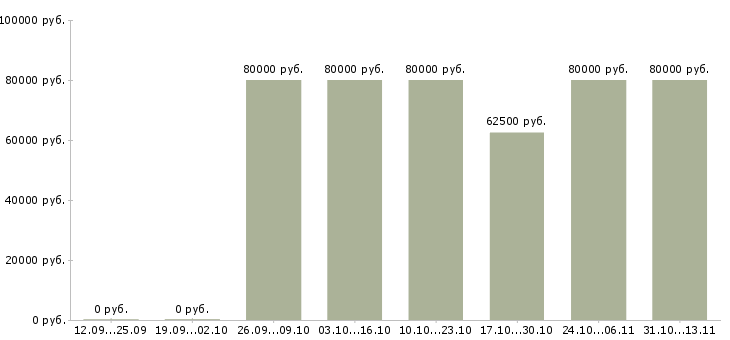
Вакансии «разметчик по металлу» по самой популярной форме занятости насчитывает 1 позиция. Медианный показатель уровня оплаты труда за последний статистический месяц составил 56000 руб. Наибольший интерес среди похожих вакансий вызывают следующие позиции:
График распределения вакансий «разметчик по металлу» по зарплате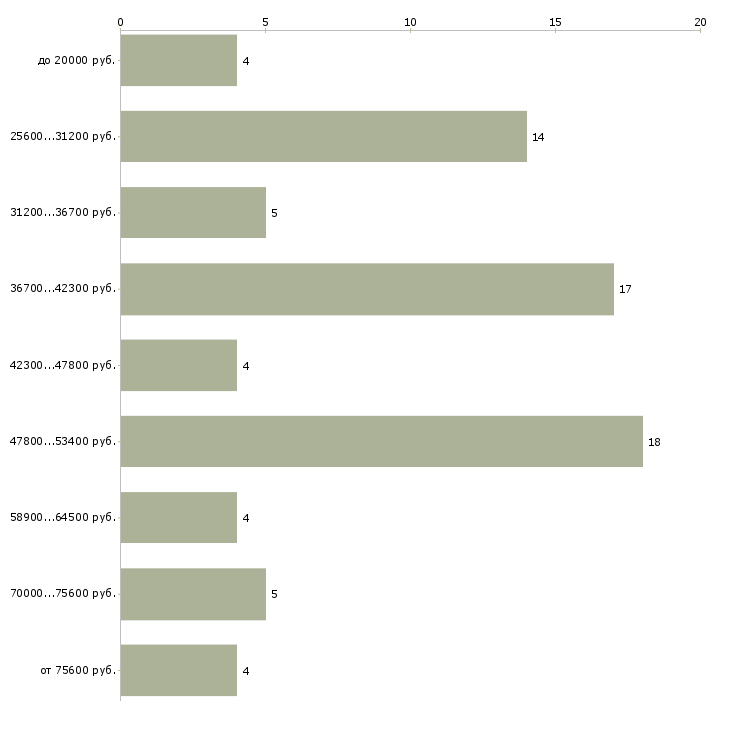
- «Разметчик»;
- «Рабочие на производство»;
- «На крупный завод требуются рабочие (станочники)».
Средняя зарплата по вакансиям по текущему запросу за месяц составляет 57300. Вакансию «разметчик по металлу» легче найти в регионах:
- «Санкт-Петербург»;
- «Набережные Челны»;
- «Республика Башкортостан»;
Количество вакансий «разметчик по металлу» насчитывает 6 позиций по стране.
Пространственная разметка
Пространственная разметка – это разметка поверхностей заготовки ( детали), расположенных в различных плоскостях и под разными углами, выполняемая от какой-либо исходной поверхности или разметочной риски, выбранной за базу.
Пространственная разметка, наиболее распространенная в машиностроении, по своим приемам существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что приходится не просто размечать отдельные поверхности детали. Пространственную разметку, как правило, производят на разметочной плите, являющейся искусственной плоскостью, при помощи которой достигается указанная увязка.
Пространственная разметка, наиболее распространенная в машиностроении, по своим приемам существенно отличается от плоскостной. Трудность пространственной разметки заключается в Том, что приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, а увязывать разметку этих отдельных поверхностей между собой. Пространственную разметку, как правило, производят на разметочной плите, являющейся искусственной плоскостью, при помощи которой достигается указанная увязка.
| Пространственная разметка ( размечена заготовка углового рычага. |
Пространственная разметка ( рис. 22) – это разметка поверхностей заготовки, расположенных в разных плоскостях под разными углами друг к другу ( см. гл.
Пространственная разметка – это разметка поверхностей заготовки ( рис. 174, б), расположенных в различных плоскостях и под различными углами друг к другу.
Пространственная разметка применяется для графических построений, осуществляемых на поверхности объемных заготовок, расположенных в разных плоскостях под различными углами друг к другу. При пространственной разметке приходится не только размечать отдельные элементы на одной поверхности ( стороне) детали, а увязывать разметку этих поверхностей ( плоскостей, осей отверстий их соосности, углов наклона между собой.
Пространственная разметка применяется для графических построений, осуществляемых при помощи пространственных кинематических цепей.
Пространственную разметку иногда называют объемной.
| Схема разметки на полу поковки колонны пресса. |
Ошибки пространственной разметки вызываются одновременным действием следующих причин: погрешностью угловой установки размечаемой установки; погрешностью установки рейсмаса по высоте и его отклонениями при перемещении по разметочной плите; применением несовершенных методов разметки; неточностью геометрических построений; неточностью разметочных инструментов и приспособлений.
Приемы пространственной разметки существенно отличаются от приемов плоскостной разметки. Особенность пространственной разметки заключается в том, что приходится не просто размечать отдельные поверхности заготовки, расположенные в различных плоскостях и под разными углами одна к другой, а увязывать разметку этих поверхностей между собой. Пространственную разметку, как правило, производят на разметочной плите. Установив соответствующим образом деталь на плиту и связывая разметку каждой плоскости детали с общей плоскостью разметочной плиты, тем самым увязывают разметку отдельных плоскостей между собой.
| Приспособления, применяемые для установки и закрепления заготовок на разметочной плите. а – призмы. б – угольник ] в – разметочный ящивд г – кли. вовидные подкладки. д – домкратикв. |
Для пространственной разметки применяют следующие инструменты: измерительную металлическую линейку, вертикальную измерительную линейку с подставкой, проверочные и разметочные угольники, чертилку, рейсмас, штангенрейсмас, циркуль, кернеры и молоток. Эти инструменты описаны в гл.
Отличие пространственной разметки от плоскостной состоит в том, что разметка отдельных поверхностей заготовок увязывается с ранее размеченными поверхностями посредством ориентировки разметочного инструмента и заготовки друг относительно друга при помощи разметочной плиты.
Гибка
Существуют ограничения, связанные с хрупкостью металлов. Радиус сгиба должен превышать толщину профиля иди детали в 25 раз, иначе возможны растрескивания, надломы. С толстостенными заготовками холодным методом не справиться, применяются методы горячей деформации в условиях производства или кузни. Обработка кромок перед горячим деформированием не делается, детали доводят после гибки.
Добиться точного угла сгиба вручную сложно. Это – механизированный этап подготовки металла. Листовой прокат пропускают через гибочные вальцы, гибочные автоматы. Холодная гибка применяется после предварительной подготовки изделий под сварку: снятия кромок, разметки, рассверливания отверстий, если они есть в чертежах или нужны для сборки конструкции.
Толстые полосы последовательно пропускают через 3-валковые или 4-валковые станки. Для придания формы профилю применяют правильно-гибочные прессы.
 Радиус сгиба должен превышать толщину профиля иди детали в 25 раз
Радиус сгиба должен превышать толщину профиля иди детали в 25 раз
Приемы разметки
Разметку выполняют на верстаке, рабочем столе или непосредственно на строительной площадке. Разметочные линии проводят карандашом или отбивкой намеленным шнуром, а риски — шилом, чертилкой, специальным косым ножом или широкой стамеской. Твердые карандаши используют для разметки древесины твердолиственных пород. При разметке нестроганых пиломатериалов лучше применять столярный или плотничный карандаш, у которого толстый сердечник, а его поперечное сечение имеет эллиптическую форму. Не следует применять химические карандаши, которые оставляют на древесине трудно стираемые следы. При проведении разметочной линии фаску карандаша необходимо прижимать к кромке направляющего инструмента (линейки, угольника, шаблона).
Для разметки окружности ножки циркуля с помощью линейки или штангенциркуля раздвигают на размер радиуса окружности. Находят и размечают центр окружности путем проведения двух взаимно перпендикулярных линий. Поставив одну ножку циркуля в центр окружности, вращением другой ножки проводят риску заданной окружности.
При выполнении плотничных работ разметочные линии наносят отбивкой по поверхности материала натянутым шнуром, натертым мелом или древесным углем. Для проведения нескольких коротких и параллельных друг друга рисок можно использовать скобу.
Разметка требует значительных трудозатрат и более высокой квалификации рабочего, поэтому нужно изготовлять шаблоны и применять разметочные приспособления.
Для разметки используют накладные шаблоны разного назначения. Они могут иметь различные формы, размеры и конструкции (плоские и коробчатые). Шаблоны изготовляют из досок, фанеры, твердых древесноволокнистых плит или из листового металла. Шаблоны должны иметь контуры (или вырезы) по форме размечаемых элементов, соединений деревянных деталей. Шаблон накладывают на размечаемую заготовку, а затем карандашом или чертилкой обводят необходимые контуры.
Разметку следует выполнять правильно и аккуратно. Она должна обеспечивать получение качественных заготовок и деталей требуемых форм и размеров при наименьшей трудоемкости их изготовления. При разметке необходимо предусматривать рациональный расход материалов при минимальном количестве образующихся древесных отходов (обрезков, опилок, стружек), стремиться к получению наибольшего полезного выхода заготовок и деталей из использованного материала.
Дополнительные приспособления
По протяжению рисок наносят точечные углубления, называемые кернами. Необходимость в них обусловлена двумя факторами. Во-первых, они улучшают видимость разметки. Во-вторых, кернеры обеспечивают фиксацию инструментов при последующих работах, повышая их точность. Для осуществления кернения создан ряд специализированных приспособлений.
Специальный высокоточный кернер оснащен стойкой с тремя ножками. Существуют варианты, оснащенные собственным грузом для воздействия на стержень.

В качестве одного из специализированных вариантов можно рассмотреть кернер Ю. В. Козловского. Это высокопроизводительный и высокоточный инструмент, рассчитанный на кернение при делении окружностей. Данное оборудование для разметки имеет внутри корпуса боек и пружину. Для фиксации бойка при настройке установлена резьбовая втулка. Ножки смонтированы на корпусе посредством пружины и винтов. Гайка обеспечивает возможность их одновременного перемещения. На ножках гайками закреплены сменные иглы.
Кроме того, существует автоматический кернер. Его стержень находится в корпусе с двумя пружинами и ударником с сухарем. Принцип функционирования приведен далее. При нажатии стержень противоположным концом упирается в сухарь. Вследствие этого ударник, поднимаясь, сжимает пружину. Соприкасаясь с заплечником, сухарь отходит от стержня. Под влиянием разжимания пружины ударник бьет по стержню, а пружина восстанавливает начальное положение. Автоматический кернер значительно упрощает работы благодаря тому, что не требует применения молотка.
Электрический кернер в качестве специфических элементов включает катушки с проволочной обмоткой и электропроводку. Прочие компоненты – те же, что и у других вариантов. При нажатии рабочей поверхностью пружина замыкает цепь, и вследствие прохождения тока сквозь катушку создается магнитное поле. Из-за этого ударник входит в нее и бьет по стержню. При отдалении инструмента от рабочей поверхности цепь размыкается, и ударник переходит в начальную позицию.
С целью выделения разметки ее окрашивают с применением специализированных составов. Их тип определяется материалом и свойствами поверхности. Обычно применяют такие составы, как быстросохнущие лакокрасочные материалы, водяной раствор мела, сиккатива и столярного клея, медный купорос. Материалы первого типа подходят для титановых, алюминиевых, медных сплавов с обработанными поверхностями. Для необработанных литых либо кованных деталей используют мел, либо раствор на его основе. Медный купорос подходит лишь для обработанного черного металла.
Помимо этого, для разметки требуются инструменты для монтажа и кантования заготовок по металлу.
Разметочные призмы имеют одну либо две выемки. Данные приспособления дифференцируют на варианты нормальной и повышенной точности. Они отличаются материалом: первые производят из сталей определенных марок, вторые – из чугуна. Для ступенчатых валов используют регулируемые призмы либо с винтовой опорой.
Таким образом, для слесарных работ подходят простые разметочные и измерительные инструменты, однако более сложное оборудование упрощает их и расширяет возможности.
Superannotate
Семантическая сегментация от 15 до 500 сегментовСегментация более сложного изображенияSuperannotate
- Цена: бесплатно для первых 100 изображений и для научных исследований. Платные версии Starter (до 10 тысяч изображений), Pro (неограниченные изображения) и Enterprise (без ограничений, специализированная настройка).
- Функции: обеспечивает и векторные аннотации (прямоугольники, многоугольники, линии, эллипсы, ключевые точки с шаблонами и кубоиды), и попиксельное аннотирование при помощи кисти. Поддержка изображений и видео. Также содержит множество других полезных функций выделений многоугольниками, фильтрации изображений, отслеживания объектов между кадрами и горячих клавиш.
- Управление проектами: Superannotate уже долгое время поставляет системы аннотирования с полным управлением, поэтому на основании своего опыта создал множество функций для управления проектами и контроля качества. Среди них управление уровнями доступа разных пользователей, возможность закреплять изображения для аннотирования и проверки, сохранение комментариев к изображениям и возврат их на аннотирование, и даже арбитраж администратора на случай, если аннотатор не согласен с контролем качества.
- Автоматизация: вероятно, лучшая часть инструмента — это функция суперпикселей. Она способна распознавать края объектов с чрезвычайно большой точностью, что сильно ускоряет семантическую сегментацию и сегментацию объектов по сравнению с другими инструментами. Единственная проблема заключается в том, что если границы между объектом и фоном нечётки, она больше тратит времени на манипуляции с сегментами, чем на выполнение самой работы. Также готовится к выпуску важная функция предварительной разметки, которая позволит пользователям использовать одну из моделей Superannotate, а позже и собственную (на данный момент доступно только для COCO). Также пользователи могут просто загружать вместе с изображениями собственные предварительно сгенерированные аннотации.
Что представляет собой разметочная операция?
Сразу следует определиться, что разметка – это не обязательно фиксация расстояния от одной точки до другой при устройстве той или иной конструкции. По мере усложнения производственных и строительных нормативов повышается и технологичность разметочных процессов. В ходе этого действия мастер на стройплощадке или оператор на производственной линии может определять параметры заготовки, характеристики ее расположения относительно других объектов и т. д. Современный инструмент для разметки позволяет фиксировать такие показатели, как длина, ширина, высота и угол.
Некоторые модели типа угольников также ориентированы на изначальное определение, насколько объект, его параметры или расположение соответствуют требованиям. Что касается разметочного процесса, то он в основном предполагает ручное обращение с измерительными и меточными приспособлениями. От пользователя, в свою очередь, требуется внимательность, аккуратность и тщательность в снятии и фиксации данных.
Технология сверления
Процесс предполагает последовательное удаление слоя металла в окружности заданного диаметра с помощью режущего инструмента. Сверление металла объединяет два вида движения – вращательное и поступательное. Чтобы получить необходимые размеры отверстия в металлических заготовках необходимо точно выдерживать следующие параметры технологического процесса:
- скорость вращения режущего инструмента;
- скорость горизонтального или вертикального перемещения (в зависимости от взаимного расположения заготовки и сверла).
Отверстие в металле получается с заданными параметрами только при правильно выполненной подготовительной и основной операции, а также выборе необходимого оборудования и режущего инструмента. Часто для получения требуемой точности выполняют предварительное сверление. Оно называется черновое. Производится операция с пониженным классом точности. Далее осуществляется операция чистовой обработки с применением высокоточных станков и инструмента для металлических заготовок.
Во всех случаях для получения необходимого отверстия применяют различные виды свёрл. На сверлильных станках патрон с зафиксированным сверлом вращается и подводится к поверхности заготовки. На металлорежущих станках сверло закрепляется в задней бабке станка, а заготовка вращается. Второй способ позволяет получить более высокую точность отверстия и стенок полученного отверстия.
В зависимости от задач для обоих методов применяют следующие виды свёрл:
- спиральные (наиболее распространённый вид этого инструмента);
- с напаенными пластинками на режущую кромку;
- центровочные;
- пушечные;
- перьевые (применяются для сверления отверстий в заготовках из любых пород древесины).
Спиральные свёрла своей поперечной кромкой оказывают давление на поверхность металла. На этот процесс приходится более 65% усилия при вращательном и поступательном движении. В этот момент происходит значительное повышение температуры, как поверхности заготовки, так и передней кромки сверла. Поэтому необходимо правильно соблюдать тепловой режим в процессе сверления.
Для ускорения процесса резания в спиральных свёрлах применяют так называемую двойную заточку. Она позволяет более эффективно работать по наиболее твердым маркам металла, в том числе по чугуну. Такая заточка приводит к увеличению ширины стружки, снижается величина главного угла, повышается стойкость и долговечность сверла.
Технология создания центровочных отверстий предполагает применение специальных центровочных свёрл. Они изготавливаются из инструментальной стали и имеют двустороннюю комбинированную конструкцию.
Нанесение на режущую кромку сверла пластин, обладающих повышенной прочностью, позволяет использовать их для сверления изделий из чугуна, металла повышенной твёрдости, плотных строительных конструкций (из бетона, камня, керамического гранита и так далее).
Перовые свёрла отличаются конструкцией режущей кромки. Она выполнена в форме пластин. Обычно они применяются для изготовления отверстий в древесных заготовках. Иногда специальные перовые свёрла применяются для изготовления отверстий в твёрдых поковках и некоторых видах литья.
Особенности инструментов по металлу
В работе с металлическими заготовками требуется особый инструмент, которым можно будет выполнять углубленные разметки и проводить контуры на твердотельной поверхности. Обычная маркировка не всегда себя оправдывает, поэтому та же чертилка для работы с металлом или угольник слесарный выполняются из высокопрочных марок стали. Это же относится и к штангенциркулям. Присутствие в их составе стойких к износу рабочих наконечников обусловлено не только обеспечением возможности выполнения углубленной в основу разметки. Мягкие металлы подвержены деформации, из-за которой утрачивается нормативная точность. По этой причине изготовители инструмента применяют победитовые напайки и делают основу из сталей специальных марок.

В плане технологических приемов измерения данный инструмент в целом соответствует аналогам, предназначенным для дерева
В конструкционном отношении разметочный инструмент по металлу практически идентичен тем же циркулям и рейсмусам, но важно учитывать и другую особенность. Корпусная основа в части рукоятки, к примеру, может быть универсальной. Используя разные насадки, мастер применяет ее и в операциях с древесными материалами, и в работе с металлом
Например, рейсмусы во многих моделях допускают оснащение металлическими износостойкими кернами
Используя разные насадки, мастер применяет ее и в операциях с древесными материалами, и в работе с металлом. Например, рейсмусы во многих моделях допускают оснащение металлическими износостойкими кернами.
Вспомогательные инструменты
При нанесении разметки используется множество дополнительных инструментов вроде линеек, шаблонов, угольников и т. д.
Разметочные угольники рассчитаны на оба типа разметки, выравнивание заготовки, работы с листовым и полосовым материалом. Такой инструмент представлен бруском 20х30 мм с линейкой 5х30 мм, встроенной под прямым углом в торец. Существуют угольники-центроискатели, нацеленные на разметку торцов круглых заготовок. Они включают две соединенные под углом планки, линейку, проходящую рабочим ребром через его середину, и соединительную планку.
Аналогичным приспособлением является центроискатель-транспортир. Он имеет близкую конструкцию, включающую линейку и перемещаемый по ней угольник. Как и угольник-центроискатель, данное приспособление предназначено для нахождения центров торцов цилиндрических деталей. К тому же оно обеспечивает возможность нанесения отверстия вне центра либо под углом.
Малка представлена шаблоном с переменным углом измерения. Выполнена в виде бруска прямоугольного сечения. На одном из его концов через прорезь закреплена линейка, а другой скошен под углом 45°.
Ерунок аналогичен малке, но отличается установленной на колодке под углом 45° линейкой. Подходит для разметки 135 и 45° углов.
Нутромер рассчитан на измерение пазов, внутренних поверхностей, отверстий. Данные инструменты, функционирующие по принципу радиусометра, представлены в нескольких вариантах конструкции. Так, индикаторные модели включают измерительное устройство и индикаторную головку, представленную обычно индикатором часового типа с двумя шкалами. Микрометрический нутромер имеет конструкцию аналогичную микрометру, включающую соединенные колпачком барабан и микрометрический винт, стебель с измерительным наконечником, стопор, предохранительный колпачок.
Складной метр, представленный набором шарнирно сочлененных линеек, используется для измерения. Метр-рулетка отличается от рулетки наличием миллиметровых делений. Может быть размещена в глухой либо открытой коробке. Лента представлена желобчатой линейкой, сохраняющей при разворачивании прямолинейность.
Масштабный высотомер применяется для измерения высоты плоскостей и отверстий. Включает стойку с неподвижной шкалой, оснащенной подвижной рамкой, и подвижной шкалой. Он значительно упрощает разметку, сокращая объем расчетов.
Для построения и измерения углов применяют транспортир, представленный металлическим кругом с градусными метками и рычагом с нониусом, соединенным с его центром.
Похожие записи:
 Вязание мужских носков крючком
Вязание мужских носков крючком
 Декор из гипса: особенности, виды, способы изготовления (35 фото)
Декор из гипса: особенности, виды, способы изготовления (35 фото)
 Самоделки для дачи поэтапно: инструкция с обзором лучших идей поделок для дачи, сада и огорода, фото, чертежи с описанием
Самоделки для дачи поэтапно: инструкция с обзором лучших идей поделок для дачи, сада и огорода, фото, чертежи с описанием
 Зарядно-пусковое устройство для автомобиля своими руками. схема
Зарядно-пусковое устройство для автомобиля своими руками. схема
 Как и чем убрать скотч на пластиковых окнах. 10 способов удаления
Как и чем убрать скотч на пластиковых окнах. 10 способов удаления
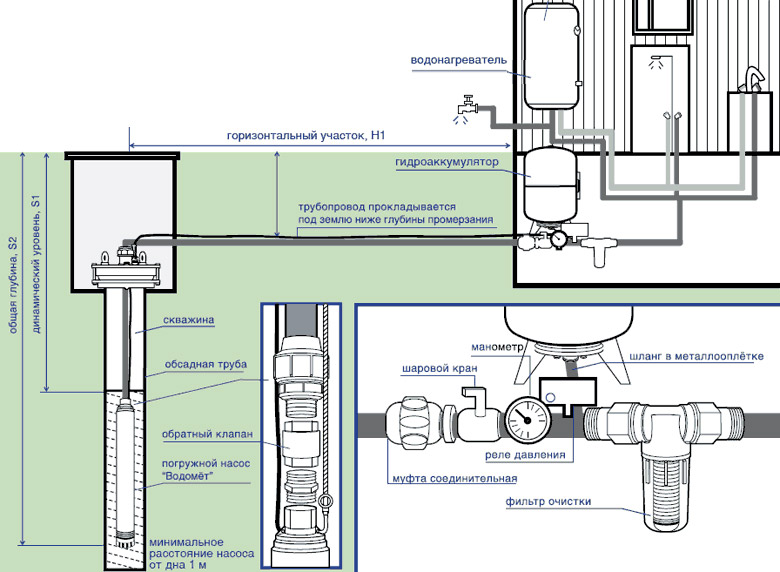 Водоснабжение частного дома своими руками
Водоснабжение частного дома своими руками