Содержание
Последовательность сборки самодельного полуавтомата
Подающий механизм
Согласно информации от мастеров-умельцев, одной из самых сложных задач при самостоятельном изготовлении сварочного аппарата полуавтоматического принципа действия является создание надежного и эффективного механизма подачи проволоки. В общем случае он представляет собой катушку, соединенную с валом маломощного электропривода посредством прижимного роликового устройства. Бывает достаточным применение электродвигателя, устанавливаемого на дворники ветрового стекла автомобиля. При выборе привода следует отдавать предпочтение двигателям одностороннего вращения.
Все элементы подающего механизма монтируются на толстостенной текстолитовой пластине (толщиной не менее 8-10 мм). Катушка фиксируется посредством одного-двух шарикоподшипников на валу соответствующего диаметра, закрепленного в корпусе. На вал электродвигателя насаживается ролик, который с двух сторон фиксируется шариковыми подшипниками. На выходе узла необходимо установить направляющую с диаметром отверстия чуть большим, нежели размер используемой проволоки.
Функционирование регулятора подачи проволоки осуществляется следующим образом:
Проволока со свободно закрепленной катушки протягивается через направляющий элемент и прижимается с оптимальным усилием одним из роликов. Усилие должно быть таковым, чтобы обеспечивалось протягивание сварочной проволоки без проскальзывания, но не чрезмерным, способным привести к увеличению механической нагрузки на электропривод, что может легко вывести его из строя. Для такого эффекта следует использовать пружину на регулируемом резьбовом соединении.
Схему управления подачей проволоки лучше всего реализовать посредством классического тиристорного блока с диодным мостом, рассчитанным на ток, превышающий значение в 10А. При прочих выполненных условиях данный узел способен подавать сварочную проволоку большинства типоразмеров, используемых при бытовой сварке (от 0.8 до 1.6 мм), причем скорость протяжки можно регулировать самому (в зависимости от диаметра расходного материала).
Доработка заводского инвертора
Переделка схемы сварочного полуавтомата из агрегата инверторного типа заключается в доработке его трансформатора. Для этого необходимо обмотать его первичную катушку полосой из тонкой меди в термоизоляционной обмотке. Обычный медный провод нельзя использовать в этих целях ввиду высоких температур, способных привести к повреждению ПВХ-изоляции.
Катушку вторичной цепи трансформатора также следует адаптировать под новые задачи, намотав для этого поверх существующей обмотки три слоя такой же проволоки, изолируемых между собой фторопластовой лентой. Для увеличения проводимости токов необходимо спаять между собой стандартные выводы катушки с дополнительными обмотками.
Горелка
Этот элемент для полуавтоматической сварки можно сделать самостоятельно. Но лучше воспользоваться готовыми заводскими решениями производителей данного оборудования, установив в самодельный сварочный аппарат стандартную горелку, оснащенную сварочными рукавами (для инертного газа и проволоки), поскольку этот узел является одним из самых ответственных за качество осуществляемых сварочных процессов.
Баллон
Конечно, лучше использовать стандартный баллон с инертным газом, поскольку только такой продукт способен соответствовать всем требованиям безопасности. Однако подобные емкости чрезмерно громоздки и достаточно дороги, поэтому многие домашние умельцы нашли выход: для нечастой эксплуатации полуавтоматического сварочника в качестве баллона (только для углекислого газа) применяют огнетушитель, соединенный с редуктором с помощью специального резьбового переходника.
Изготовление сварочного аппарата
На сегодняшний день практически невозможно и довольно-таки трудно сварить металл или обработать его надлежащим способом, не применяя сварочное оборудование. После того, как вы сделаете сварочный аппарат своими руками, вы сможете выполнять любые работы с металлическими изделиями.
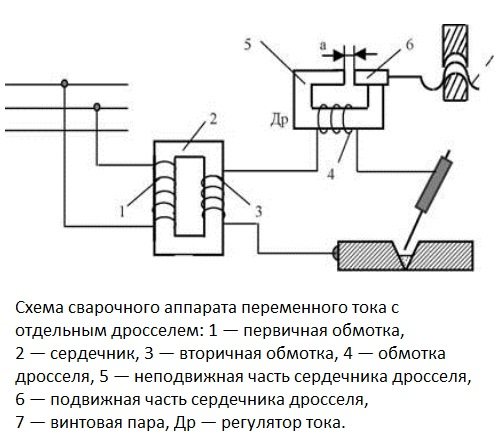
Схема трансформатора с отдельным дросселем.
Чтобы изготовить качественный агрегат необходимо обладать знаниями и навыками, которые помогут понять схему сварочного аппарата постоянного тока или переменного, что является двумя вариантами сборки оборудования.
С целью домашнего использования лучше всего узнать, как сделать мини сварку.
Удобнее вызвать мастера или приобрести уже готовый агрегат, однако иногда это бывает слишком затратно, поскольку на выбор модели по различным параметрам, таким как масса для сварочного аппарата, количество вольтов на сварочный аппарат определить достаточно трудно.
Существует несколько типов сварочных аппаратов: работающих на переменном токе, постоянном, имеющие три фазы либо инверторные. Чтобы выбрать один из вариантов и начать сборку необходимо, рассмотреть каждую схему первых 2-х типов
Во время подготовительного процесса необходимо обратить внимание на стабилизатор напряжения
На переменном токе
Чтобы изготовить самодельные сварочные аппараты необходимо подобрать показатель напряжения, самое лучшее это 60 вольт, ток лучше всего регулировать от 120 до 160 ампер.
Можно самостоятельно определить значение сечения необходимого провода для изготовления первичной обмотки трансформатора, который должен подсоединяться к сети в 220 вольт.
Сечение по параметрам площади не должно быть больше 7 мм2, поскольку к вниманию стоит отметить возможный перепад напряжения и возможной дополнительной нагрузки.
Исходя из вычислений, оптимальным размером диаметра жилы из меди под первичную обмотку, который уменьшает действие механизма, является 3 миллиметра. При выборе алюминия для провода, сечение умножается на значение 1,6.
Стоит отметить, провода нужно обмотать тряпкой, поскольку они должны быть изолированы. Дело в том, что под увеличением температуры провод может расплавиться и возникнет короткое замыкание.
При отсутствии необходимого провода, есть возможность заменить его жилой немного тоньше, приматывая её парно. Однако необходимо помнить, что обмотка толщина увеличится, из-за чего размеры сварочного оборудования будут большими. Под вторичную обмотку применяют большой толщины провод с большим количеством жил из меди.
На постоянном токе
Электрическая схема сварочника на постоянном токе.
Некоторые сварочные аппараты работают при помощи постоянного тока. Благодаря такому агрегату можно сваривать чугунные изделия и конструкции из нержавеющей стали.
Чтобы создать своими руками сварочный аппарат постоянного тока может потребоваться не больше получаса. С целью преобразования самоделки с переменным током, нужно, чтоб вторичная обмотка была подключена с выпрямителем, который собирается на диоде.
В свою очередь, диод должен выдерживать ток с 200 ампер и обладать хорошим охлаждением. Чтобы подровнять значение тока можно воспользоваться конденсаторами, имеющие определенные характеристики и особенности напряжения. После этого агрегат собирается последовательно по схеме.
Дроссели используют в регулировке тока, а контакты, чтоб присоединить держатель. Дополнительные детали используются в передаче тока от внешнего носителя на место сваривания.
Монтаж радиоэлементов
Осталось собрать устройство. Поскольку компонентов в схеме не так много, можно размещать их не на печатной плате, а навесным монтажом с креплением к радиатору, то есть к корпусу устройства. К штыревым ножкам подпаиваемся моножильным медным проводом достаточно большого сечения, затем место соединения укрепляется 5–7 витками тонкой трансформаторной проволоки и небольшим количеством припоя ПОС-61. После остывания соединения оно изолируется тонкой термоусадочной трубкой.

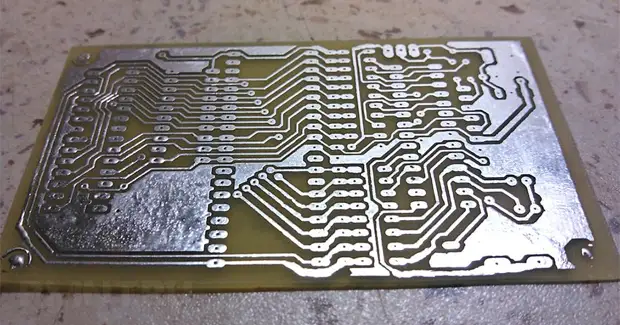
Схемы высокой мощности и со сложным вторичным контуром могут потребовать изготовления печатной платы, на краю которой в ряд размещены транзисторы для свободного крепления к теплоотводу. Для изготовления печатки пригоден стеклотекстолит с толщиной фольги не менее 50 мкм, если же покрытие более тонкое — усиливайте цепи низкого напряжения перемычками из медного провода.

Изготовить печатную плату в домашних условиях сегодня просто — программа Sprint-Layout позволяет рисовать обтравочные трафареты для схем любой сложности, в том числе и для двухсторонних плат. Полученное изображение распечатывается лазерным принтером на качественной фотобумаге. Затем трафарет прикладывается к очищенной и обезжиренной меди, проглаживается утюгом, бумага размывается водой. Технология получила название «лазерно-утюжной» (ЛУТ) и описана в сети достаточно подробно.
Вытравливать остатки меди можно хлорным железом, электролитом или даже поваренной солью, способов предостаточно. После вытравливания припекшийся тонер нужно смыть, просверлить монтажные отверстия сверлом в 1 мм и пройтись по всем дорожкам паяльником (под флюсом), чтобы залудить медь контактных площадок и улучшить проводимость каналов.
рмнт.ру
Определяем нагрузку и закупаем компоненты
Крайне важно понимать, почему инвертор — это не просто трансформатор напряжения, а также почему существует столь разнообразный перечень подобных устройств. Прежде всего помните, что подключив трансформатор к источнику постоянного тока, вы ничего не получите на выходе: ток в АКБ не меняет полярности, соответственно, явление электромагнитной индукции в трансформаторе отсутствует как таковое
Первая часть схемы инвертора — входной мультивибратор, имитирующий колебания сети для совершения трансформации. Собирается он обычно на двух биполярных транзисторах, способных раскачать силовые ключи (например, IRFZ44, IRF1010NPBF или мощнее — IRF1404ZPBF), для которых важнейший параметр — предельно допустимый ток. Он может достигать нескольких сотен ампер, но в целом вам достаточно умножить значение тока на вольтаж аккумуляторной батареи, чтобы получить ориентировочное количество ватт выходной мощности без учёта потерь.
Простой преобразователь на основе мультивибратора и силовых полевых ключей IRFZ44
На основе полученной базы можно собирать и другие схемы, отличающиеся частотой и чистотой выходного сигнала. Подбор компонентов для высоковольтной части схемы сделать проще: токи здесь не такие высокие, в ряде случаев сборку выходного мультивибратора и фильтра можно заменить парой микросхем с соответствующей обвязкой. Конденсаторы для нагрузочной сети следует использовать электролитические, а для цепей с низким уровнем сигнала — слюдяные.
Вариант преобразователя с генератором частоты на микросхемах К561ТМ2 в первичном контуре
Стоит также заметить, что для увеличения итоговой мощности вовсе не обязательно закупать более мощные и стойкие к нагреву компоненты первичного мультивибратора. Задачу можно решить увеличением числа преобразовательных контуров, включенных параллельно, но для каждого из них потребуется собственный трансформатор.
Вариант с пареллельным подключением контуров
Принцип работы
Принцип работы полуавтомата прост. Он будет понятен даже новичку, так что внимательно изучите эту информацию. Она пригодится для сборки самодельного аппарата.
Итак, все начинается с подачи горелки в зону сварки. Горелка совмещает в себе два устройства: из своего сопла она подает защитный газ и проволоку одновременно. Количество газа сварщик регулирует вручную, а вот проволока подается в полуавтоматическом режиме (отсюда и название «полуавтомат»). Именно поэтому в процессе у сварщика всегда занята лишь одна рука. Та, что держит горелку.

Как мы уже сказали, одновременно с проволокой в сварочную зону подается газ. В смеси газов между концом проволоки и поверхностью металл образовывается электрический разряд, благодаря которому плавится заготовка и сама проволока. Расплавленный металл смешивается с расплавленной проволокой. Далее можно формировать шов.
В данном случае проволока необходима и без нее сварка просто невозможна. Газ так же нужен, он защищает сварочную ванну от кислорода, поступающего извне. Но если у вас нет возможности использовать газ, вы можете взять специальную порошковую проволоку и варить только ею.
Сварочный выпрямитель — особенности работы и сборки
Для выполнения отдельных видов сварочных работ, например, с нержавейкой, применение переменного тока, выдаваемого трансформатором, не применяется. Для работы с такими металлами необходима подача постоянного напряжения. Кроме того, резка постоянным током уменьшает расход электродов, а при сварке предотвращается разбрызгивание металла.
Для выполнения работ в таких условиях применяют сварочные выпрямители, которые позволяют варить током прямой и обратной полярности. Если есть опыт по монтажу электронных схем, то такое устройство также можно собрать самостоятельно.
Основой сварочного выпрямителя станет тот же понижающий трансформатор. Отличие заключается в наличии выпрямляющей электронной схемы. При желании можно переделать уже описанный сварочный трансформатор или собрать универсальное устройство, которое позволит варить и переменным, и постоянным током.
Простейшая схема электронной части сварочного выпрямителя выглядит так:
Принципиальная схема сварочного выпрямителя
При сборке таких устройств следует учитывать такие особенности конструкции:
Основная часть устройства — выпрямительный мост из силовых мощных диодов. Они подключаются согласно схеме с обязательным учётом полярности.
Сглаживание пульсации тока выполняется за счёт фильтра, выполненного на конденсаторе и дроссельной катушке
Обращаем внимание — компоненты должны иметь 2,5 – 3 запас по допустимому напряжению.
При работе с высокими токами происходит нагревание элементов. Чувствительны к перегреву полупроводниковые диоды. Поэтому их устанавливают на радиаторы, которые позволят увеличить интенсивность отвода тепла.
При заключении аппарата в корпус становится обязательным применение вентилятора, позволяющего повысить эффективность охлаждения.
Поэтому их устанавливают на радиаторы, которые позволят увеличить интенсивность отвода тепла.
При заключении аппарата в корпус становится обязательным применение вентилятора, позволяющего повысить эффективность охлаждения.
Дроссель в подобных конструкциях выполняют в виде отдельной выносной катушки индуктивности, которая подключается по мере необходимости. Отметим, что установка выпрямителя не препятствует изменению силы сварочного тока при помощи регулятора положения катушек вторичной обмотки.
Как видите, сложностей в самостоятельной сборке сварочного аппарата нет. Но заниматься такими устройствами стоит только в том случае, если есть опыт в конструировании простых аппаратов, работающих с меньшими токами. В противном случае доверьте сборку специалисту или купите заводской сварочный аппарат.
Сварочный аппарат из микроволновки:
https://youtube.com/watch?v=videoseries
Предназначение
В инверторе для сварки дроссель необходим, чтобы создать на электроде электрическую дугу. Поджиг происходит при достижении определенного уровня напряжения.
Сварочный дроссель увеличивает сопротивление, что смещает фазы между током и напряжением и позволяет производить более плавный поджиг. Сам по себе этот факт часто позволяет избежать прожигания заготовки, особенно если сварке подвергаются детали из тонкого листового металла.
Плавное изменение силы тока позволяет не испортить заготовку резкой подачей завышенной мощности, оптимально установить температуру дуги и, соответственно, не допустить разбрызгивания металла при сохранении нужной глубины обработки.
Другое ценное его свойство — это частичная защита от нестабильного напряжения в сети.
Примером может служить электрод MP-3, вольтаж для возгорания которого должен составлять 70 В. Выходной дроссель для сварки может существенно облегчить работу с этим электродом для инвертора, который выдает всего 48 В в режиме холостого хода.
Это происходит благодаря явлению самоиндукции. Устройство индуцирует ЭДС (электродвижущую силу), которая вызывает пробой воздуха и вспыхивание сварочной дуги, стоит только поднести присадку на расстояние в несколько миллиметров от поверхности металла.
Дроссель для сварки подключается ко вторичной обмотке трансформатора в аппарате. Его можно использовать в аппаратах любого типа — как в самодельных, так и заводского изготовления, работающих по любому принципу — инверторных, с понижающим трансформатором и тому подобное.
Настройка инвертора, используемого для полуавтоматической сварки
Если вы решили сделать своими руками сварочный полуавтомат, используя для этого инвертор, необходимо предварительно обесточить данное оборудование. Чтобы такое устройство не перегревалось, следует разместить его выпрямители (входной и выходной) и силовые ключи на радиаторах.

Силовые диоды на дополнительных радиаторах
После того как все вышеперечисленные процедуры выполнены, можно соединить силовую часть устройства с его блоком управления и подключить его к электрической сети. Когда индикатор подключения к сети загорится, к выходам инвертора следует подключить осциллограф. С помощью этого прибора надо найти электрические импульсы частотой 40–50 кГц. Время между формированием таких импульсов должно составлять 1,5 мкс, что регулируется изменением величины напряжения, поступающего на вход устройства.
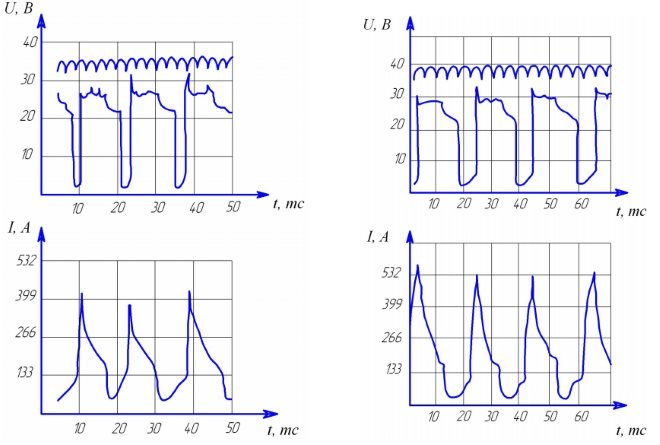
Осциллограмма сварочного напряжения и тока: слева на обратной полярности, справа – на прямой
Необходимо также проверить, чтобы импульсы, отражающиеся на экране осциллографа, имели прямоугольную форму, а их фронт составлял не более 500 нс. Если все проверяемые параметры соответствуют требуемым значениям, то можно подключать инвертор к электрической сети. Ток, поступающий от выхода полуавтомата, должен иметь силу не менее 120 А. Если величина силы тока меньше, это может означать то, что в провода оборудования подается напряжение, величина которого не превышает 100 В. При возникновении такой ситуации необходимо сделать следующее: протестировать оборудование путем изменения силы тока (при этом надо постоянно контролировать напряжение на конденсаторе). Кроме того, следует постоянно контролировать температуру внутри устройства.
После того как полуавтомат протестирован, необходимо проверить его под нагрузкой. Чтобы сделать такую проверку, к сварочным проводам подключают реостат, сопротивление которого составляет не меньше 0,5 Ом. Такой реостат должен выдерживать ток силой 60 А. Сила тока, который в такой ситуации поступает на сварочную горелку, контролируется при помощи амперметра. Если сила тока при использовании нагрузочного реостата не соответствует требуемым параметрам, то величину сопротивления данного устройства подбирают эмпирическим путем.
Особенности эксплуатации
Самодельная сборка нагревателя – это лишь половина дела
Не менее важное значение имеет правильная эксплуатация получившейся конструкции. Изначально, каждый такой прибор представляет определенную опасность, поскольку он не способен самостоятельно контролировать уровень нагрева теплоносителя. В связи с этим, каждому нагревателю требуется определенная доработка, то есть установка и подключение дополнительных контрольных и автоматических устройств
В связи с этим, каждому нагревателю требуется определенная доработка, то есть установка и подключение дополнительных контрольных и автоматических устройств.
В первую очередь выход трубы оборудуется стандартным набором устройств, обеспечивающих безопасность – предохранительным клапаном, манометром и приспособлением для отвода воздуха. Следует помнить, что индукционные водонагреватели будут нормально работать лишь при наличии принудительной циркуляции воды. Самотечная схема очень быстро приведет к перегреву элемента и разрушению пластиковой трубы.
Во избежание подобных ситуаций, в нагревателе устанавливается термостат, подсоединенный к устройству аварийного отключения. Опытные электротехники используют для этих целей терморегуляторы с температурными датчиками и реле, отключающие цепь при достижении теплоносителем заданной температуры.
Самодельные конструкции отличаются довольно низкой эффективностью, поскольку вместо свободного прохода, на пути воды имеется препятствие в виде частиц проволоки. Они почти полностью перекрывают трубу, вызывая повышенное гидравлическое сопротивление. При нештатных ситуациях возможны повреждения и разрыв пластика, после чего горячая вода непременно приведет к короткому замыканию. Обычно такие нагреватели используются в небольших помещениях, в качестве дополнительной системы отопления в холодное время года.
Использование индукционных катушек вместо традиционных ТЭН в отопительном оборудовании позволило значительно увеличить КПД агрегатов при меньшем потреблении электроэнергии. Индукционные нагреватели появились в продаже относительно недавно, к тому же по достаточно высоким ценам. Поэтому народные умельцы не оставили эту тему без внимания и придумали, как сделать индукционный нагреватель из сварочного инвертора.
Особенности работы инвертора
Сварочный инверторный аппарат — это блок питания, который применяется сейчас в компьютерах. Электрическая энергия преобразовывается в инверторе следующим образом:
- Напряжение переменное преобразуется в постоянное.
- Ток постоянной синусоиды преобразовывается в переменный с высокой частотой.
- Снижается значения напряжения.
- Ток выпрямляется с сохранением требуемой частоты.
Данная схема сварочного инвертора позволяет снизить его массу и уменьшить габариты. Известно, что старые сварочные аппараты работают по принципу снижения величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. Благодаря большой силе тока есть возможность сваривать металлы дуговым способом. Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры.
Для решения данной проблемы предложили схему сварочного инвертора. Принцип основывается на повышении частоты тока до 60 или всех 80 кГц. За счет этого снижается вес и уменьшаются габариты устройства. Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами.
Переменный ток передается на понижающий трансформатор после прохождения через транзисторы. В качестве трансформатора при этом используется катушка, уменьшенная в сотни раз. Катушка используется, потому что частота тока, подающегося на трансформатор, уже увеличена в тысячу раз полевыми транзисторами. В итоге получаются аналогичные данные, как при работе трансформаторной сварки, но с большой разницей в габаритах и массе.
Простой инвертор 12-220 до 400 ватт, схема
Сегодня покажу процесс постройки компактного преобразователи напряжением 12 на 220 вольт со стабилизацией выходного напряжения. Сразу скажу, что этот преобразователи выдаёт на выходе постоянное напряжение к нему можно подключать всё кроме устройств содержащих в своем составе сетевые железные трансформаторы или двигатель переменного тока.
Наш преобразователь может обеспечить выходную мощность в 120 ватт, хотя при желании с некоторыми изменениями можно получить и до 400 ватт об этом расскажу походу.
Из недостатков; отсутствует защита от коротких замыканий, поэтому по входу и по выходу стоит добавить предохранителей. Возможно в дальнейшем доработаю схему и присобачу сюда электронную защиту.
Теперь о конструкции;
Это повышающий двухтактный DС-DС преобразователь, основой служит шим контроллер SG3525, в отличие от старой доброй TL494 эта микросхема имеет мощный выход и способна управлять полевыми транзисторами с большой ёмкостью затвора без дополнительного драйвера.
Выходы микросхемы нагружены затворами полевых ключей, ключи в свою очередь управляют импульсным трансформатором, обратная связь то напряжение организовано на паре стабилитронов и оптроне, стабилитроны задают нужное значение выходного напряжения,
Оптопара — любая в моём случае выдрана из компьютерного блока питания, на корпусе подобных оптронов имеется ключ в виде точки, он также нарисован на печатной плате чтобы начинающие не перепутали подключения.
Полевые транзисторы в этом образце стоять IFRZ44, хотя можно и более мощные. Ключи устанавливаются на общий радиатор, притом их нужно изолировать от радиатора с помощью слюдяных прокладок.
Так же имеется индикаторный светодиод и функция защиты от обратной полярности, организована эта функция на базе обыкновенного диода, который попросту запирается в случае если вы перепутайте полярность питания.
Трансформатор… — его намоточные данные;
В этом варианте использован сердечник от компьютерного блока питания с реальной габаритной мощностью не более 130 ватт.
Первичная обмотка намотана жгутом из 4 проводов по 0.6 миллиметров, в каждом плече пять веков.
Поверх поставил изоляцию из термостойкого скотча.Вторичная обмотка намотана проводом 0,5 миллиметров содержит 105 витков, через каждые 30 витков также поставил изоляцию.
В выходной части использован двухполупериодный выпрямитель на базе импульсных диодов FR107, подойдут любые импульсные или быстродействующие диоды с током не менее 1 Ампера и с обратным напряжением не менее 400 вольт.
Правильно собранный инвертор почти что не нуждаются в настройке, перед сборкой нужно проверить все компоненты на работоспособность.
До пайки трансформатора стоит проверить наличие импульсов на затворах полевых ключей, лишь после этого подключается импульсный трансформатор.
Ток холостого хода всего в 50-60 ма, это очень хорошо даже для такого маленького инвертора. Всё это благодаря обратной связи и шин управления.
Минимальное напряжение питания 8-9 вольт, следовательно такой инвертор может сильно разрядить ваш АКБ, поэтому советую отслеживать напряжение на последнем или дополнить схему простой функцией защиты от пониженного напряжения.
Для увеличения выходной мощности полевики нужно заменить на более мощные, скажем на IRF3205, добавить вторую пару, заменить силовой трансформатор, также выходной выпрямитель, электролитический конденсатор и естественно предохранитель. В итоге схема будет выглядеть следующим образом.
С таким раскладом инвертор может развивать мощность в 300-400 Ватт.
Плата в формате lay. скачать…
Аккумуляторные батареи
Инвертор 12 в 220, сделанный самотоятельно не может работать сам по себе. Для преобразования напряжения в 12 вольт, его нужно вначале откуда-то получить. Таким источником электроэнергии служат аккумуляторные батареи свинцово-кислотного типа. Эти химические устройства способны регулярно выполнять отдачу больших токов, не утрачивая своей работоспособности за 12-15 циклов зарядки и разрядки.
Чтобы АКБ преждевременно не вышла из строя, ее напряжение отслеживается с помощью контроллера, предотвращающего чрезмерный разряд. Однако, следует помнить, что в родных АКБ бесперебойников используется гелевый электролит, а в автомобильных батареях – жидкий. Поэтому режимы зарядки у них различаются. Токи, пропускаемые сквозь гель, не подходят для жидкого электролита. Таким образом, источник бесперебойного питания будет регулярно не до конца заряжать автомобильный аккумулятор, и он быстро выйдет из строя. Во избежание подобных ситуаций, у инвертора 12 в 220 на основе ИБП в комплекте должно быть отдельное зарядное устройство для АКБ. Его также возможно сделать самостоятельно.
Мощность аккумуляторной батареи выбирается в соответствии с основными целями и задачами преобразователя напряжения. Этот показатель рассчитывается как мощность, отдаваемая потребителям, разделенная на КПД инвертора. В любом случае следует не допускать полной разрядки аккумулятора, устанавливать для этой цели специальные ограничители работы или контроллеры. При отсутствии этих приборов, конструкция инвертора должна соответствовать возможностям имеющейся батареи.
В среднем кислотные аккумуляторы могут работать без заметной потери своего ресурса в течение 2 часов при токе 12 А и мощности 60 А/ч, 24 А – 120 А/ч, 42 А – 210 А/ч. Учитывая имеющийся КПД преобразования допустимая долговременная мощность нагрузки будет соответственно 120, 230 и 400 Вт. На короткое время может быть подключена повышенная нагрузка, тогда мощность возрастает примерно в 2,5 раза. Однако, после такой интенсивной работы, батарея должна отдыхать как минимум 20 минут.
Таким образом, правильно рассчитанный самодельный инвертор и соответствующий аккумулятор нужной мощности непременно дадут желаемые результаты. Для постоянной работы эти устройства не годятся, но вполне способны решить проблему энергоснабжения нужных потребителей в течение достаточно продолжительного периода времени.
Инвертор с 24 в 220 вольт
Расчет времени работы инвертора от аккумулятора
Что такое инвертор напряжения
Гибридный инвертор
Трехфазный инвертор
Автомобильный инвертор с 12 на 220
Блок питания
Одним из важнейших элементов блока питания сварочного инвертора является трансформатор, который мотается на феррите Ш7х7 или 8х8. Это устройство, обеспечивающее подачу стабильного напряжения, формируется из 4 обмоток:
- первичной (100 витков провода ПЭВ диаметром 0,3 мм);
- первой вторичной (15 витков провода ПЭВ диаметром 1 мм);
- второй вторичной (15 витков провода ПЭВ диаметром 0,2 мм);
- третьей вторичной (20 витков провода ПЭВ диаметром 0,3 мм).
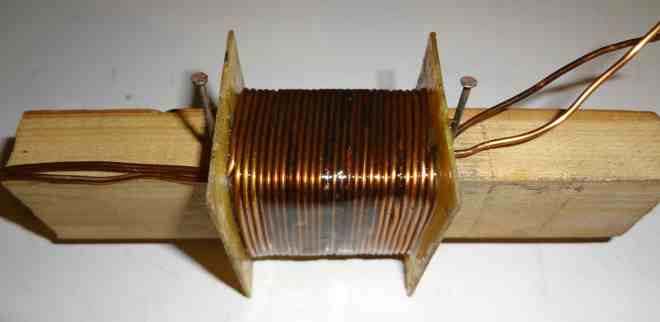
Процесс намотки силового трансформатора
После выполнения первичной обмотки и изоляции ее поверхности при помощи стеклоткани, на нее наматывают слой экранирующего провода, витки которого должны ее полностью перекрывать. Витки экранирующего провода (он должен иметь такой же диаметр, как и провод первичной обмотки) выполняются в том же направлении. Такое правило актуально и для всех остальных обмоток, формируемых на каркасе трансформатора. Поверхности всех обмоток, наматываемых на каркас трансформатора, также изолируются друг от друга при помощи стеклоткани или обычного малярного скотча.
Чтобы величина напряжения, поступающего от блока питания на реле, находилась в пределах 20–25 В, необходимо подобрать резисторы для электронной схемы. Основной функцией блока питания сварочного инвертора является преобразование переменного тока в постоянный. Для этих целей в блоке питания используются диоды, собранные по схеме «косого моста».
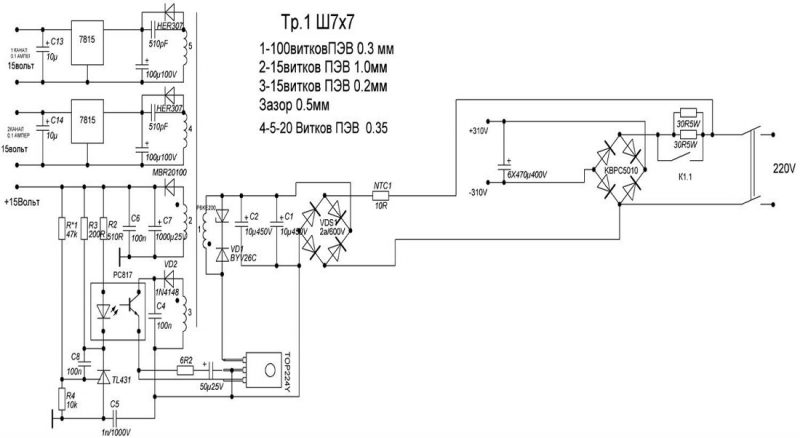
Схема блока питания инвертора (нажмите для увеличения)
В процессе работы диоды такого моста сильно нагреваются, поэтому их обязательно надо монтировать на радиаторах, в качестве которых можно использовать охлаждающие элементы от старых компьютеров. Для монтажа диодного моста необходимо использовать два радиатора: верхняя часть моста через слюдяную прокладку крепится к одному радиатору, нижняя через слой термопасты – ко второму.
Выводы диодов, из которых сформирован мост, должны быть направлены в ту же сторону, что и выводы транзисторов, при помощи которых постоянный ток будет преобразовываться в высокочастотный переменный. Провода, соединяющие эти выводы, должны быть не длиннее 15 см. Между блоком питания и инверторным блоком, основу которого и составляют транзисторы, располагается лист металла, прикрепляемый к корпусу аппарата при помощи сварки.

Закрепление диодов на радиаторе
Достоинства и недостатки сварочных аппаратов инверторного типа
Инверторный сварочный аппарат, как и любая другая техника, имеет свои достоинства и недостатки.
Схема сварочного аппарата инверторного типа.
К основным преимуществам этого оборудования, которое так умело заменило обычный трансформатор, можно отнести:
- За счет нового подхода к производству конструкций инверторного типа для сваривания металлов, а также новому контролю за током большинство моделей весит от 5 до 12 килограмм, в отличие от трансформаторов, которые имеют вес в 18-35 килограмм.
- У данных устройств есть достаточно высокий показатель КПД. Это происходит благодаря тому, что аппарат потребляет минимальное количество энергии для нагрева всех систем и механизмов. К примеру, трансформатор для сварки быстро нагревается, что приводит к перегреву и выходу из строя оборудования.
- В некоторых электросхемах трансформатора, также как и в инверторах, сварка может проходить при помощи электродов вне зависимости от его вида.
- Рассматриваемые устройства, за счет повышенного показателя КПД, тратят электроэнергию вдвое меньше, нежели простой трансформатор для сваривания.
- Многие современные оборудования имеют в своей структуре опции, благодаря которым минимизируется процесс совершения ошибок мастера во время технологических работ. К таким опциям можно отнести антизалипание и быстрый розжиг дуги.
- В некоторых устройствах встроена функция программирования, благодаря которой мастер с точностью и максимальной оперативностью регулирует режим работы во время сварочного процесса конкретного вида.
- Наличие высокое универсальности данных конструкций обуславливается регулированием всех систем, используя ток в широком диапазоне. Это дает возможность применять оборудование, что сваривает разнометалловые детали и выполняет процедуру с любой технологией.
У схем инверторных сварочных аппаратов также имеются и недостатки.
Они заключаются в следующих аспектах:
- Инверторные оборудования сваривания на рынке стоят достаточно дорого, до 50% больше, чем цена классических трансформаторов для сварочных работ.
-
Принципиальная электрическая схема инверторного сварочного аппарата подразумевает, что чаще всего будет ломаться такой механизм, как транзистор.
Он является достаточно уязвимой деталью, что влечет за собой ремонт стоимостью до 60% от стоимости всего оборудования. Из этого можно сделать вывод, что ремонт сам по себе – дорогое удовольствие. -
Поскольку принципиальные электросхемы у инверторов, чтобы сваривать материал, являются достаточно сложными, специалисты не советуют их эксплуатировать во время плохой погоды, либо на морозе, чтобы не вывести из строя механизмы и сохранить аппарат на долгий период.
Для сварочных работ в поле либо других открытых пространствах необходимо организовать и соорудить специальное закрытое место с отоплением, где можно будет воспользоваться данным агрегатом для сваривания.