Содержание
Как загнуть край металлического листа?

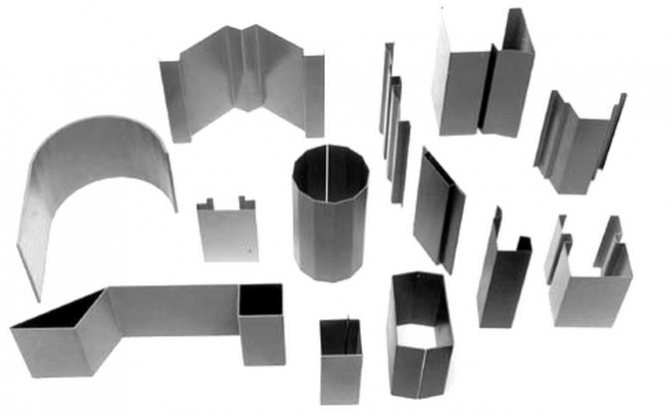
Как производится гибка металла своими руками? При выполнении строительных работ часто бывает нужно выполнить сгиб металлических элементов. Например, бывает необходимо согнуть листовой металл или трубы. Трубы, имеющие небольшой диаметр, сгибают при помощи тисков.
Часто при выполнении строительных работ возникает необходимость согнуть трубы большого диаметра. Для такой работы нужны специальные станки, которые выполняют сгибание труб и металлических листов. Сгибаемый элемент при этом не получает повреждений.
При гибке деталей учитывают пластичность материала, его толщину, определяют радиус кривизны.
Как ровно согнуть лист металла своими руками?
Для изготовления скобы методом гибки применяют следующие инструменты и материалы:
- тиски;
- металлический лист;
- оправа;
- молоток;
- электропила по металлу;
- брусок.
Заранее по схеме вычисляется длина полосы заготовки и выполняется расчет сгибания металлического листа. В расчете на каждый загиб делается запас по 0,5 мм толщины и по 1 мм на сгиб торцов в сторону. По заранее составленной схеме выпиливается заготовка и делается отметка места загиба. Для того чтобы согнуть материал используют тиски с угольниками.
Сначала на уровне изгиба нужно зажать в тисках заготовку. Затем при помощи молотка осуществляется первый загиб. Заготовка переставляется в тисках и зажимается оправой вместе с бруском, после чего выполняется второй загиб.
Заготовка изымается и делается отметка длины лапок скобы. Ее, вместе с бруском, оправой загибают и одновременно отгибают обе ее лапки. Треугольником уточняют изгиб. Если он выполнен неправильно, изгиб следует исправить при помощи бруска оправы и молотка. Когда процедура загиба закончена, конструкцию подпиливают до нужных параметров.
Как ровно согнуть лист металла: изготовление станка своими руками
Для того чтобы создать устройство, позволяющее в домашних условиях выполнить изгиб металлического листа необходимо подготовить следующие материалы и инструменты:
- уголок 80 мм;
- болты;
- металлическая балка двутавр 80 мм;
- петли;
- сварочный аппарат;
- струбцины;
- рукоятки;
- стол.
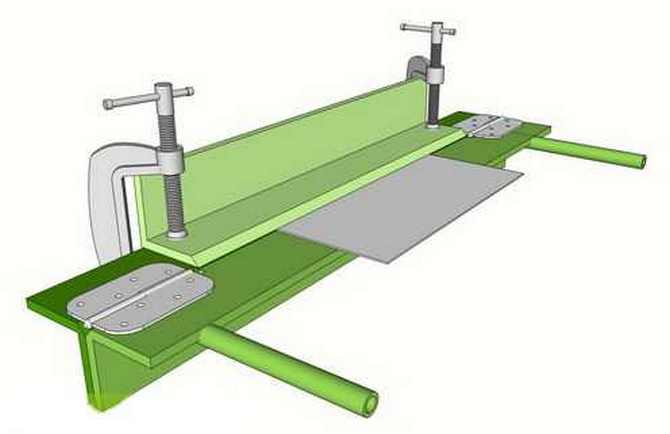
Все работы начинаются с подготовки основы самодельного станка из профиля – двутавра 80 мм. После этого сверху к двутавровой балке прикручивается уголок 80 мм на два болта. Во время сгибания он будет крепить заготовку. Под уголок приваривается три петли от стальных дверей, вторые половинки которых приваривают к самому уголку.
Чтобы выполнить гибку, к уголку привариваются две рукоятки по 800 мм, при помощи которых можно будет поворачивать станок. Листогиб прижимается к столу при помощи двух струбцин. Прижимной уголок откручивается. Затем укладывается заготовка, а уголок перемещается на место.
При необходимости его можно будет приподнять, не снимая при этом. После этого материал продевают между двутавром и уголком. Металлический лист аккуратно выравнивается. Затягиваются болты и при помощи поворота заготовка сгибается на требуемый угол.
Самодельный станок – устройство не универсальное, так как его используют для сгибания листов маленькой толщины. Если есть необходимость в загибе материала с большой толщиной, следует применять станки, выполненные на производстве.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
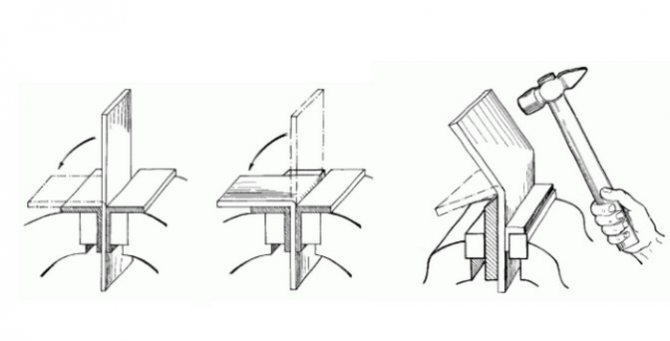
После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.
Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.
1 Способы деформирования алюминия
Гибка металла предполагает воздействие на него некоторых нагрузок. Этот технологический процесс позволяет придать заготовке необходимую форму. Делается он ручным, механическим способом либо с применением специального оборудования. Ручной метод предполагает использование киянки, слесарного молотка и различных металлических оправок. Чтобы согнуть металл по этой технологии, придется потратить много сил и времени, да и качество изгиба может не отличаться высокой точностью, особенно если нет навыков в этой области.
Кузнечно-прессовочное оборудование позволит гнуть деталь с небольшим радиусом. К достоинствам способа относится высокая точность обработки и скорость. Но намного проще согнуть металл с помощью специальных станков. Одним из популярных способов формирования профиля выступает формовка и холодное профилирование. Эти операции делают на специальном оборудовании. Алюминиевый лист пропускают между валками, которые и формируют заданный изгиб.

Гибка в штампе идет следующим образом. Заготовку фиксируют между двумя рабочими инструментами без зазора. Затем прилагается усилие, и лист приобретает форму вышеуказанных инструментов. Гнуть алюминий таким образом совершенно несложно. Но стоит сказать, что оба метода подходят только для крупносерийного производства, так как необходимо много времени для переналадки оборудования.
Если необходимо гнуть различные элементы, то лучше всего подойдет свободная гибка. В этом случае алюминиевый лист вдавливается под нагрузкой пунсона (рабочего инструмента, расположенного сверху) в V-образный ручей матрицы. Этот способ известен как гибка в воздухе, потому что металлический элемент соприкасается с краями ручья нижнего инструмента и непосредственно пуансоном, а остальное пространство занимает воздух. Такая технология позволяет согнуть огромное количество различных деталей за короткий промежуток времени.
Благодаря современному оборудованию с ЧПУ можно свести человеческие усилия к минимуму. Оператору остается всего лишь задать необходимую программу. Кроме того, эта технология позволяет гнуть заготовки различной толщины на одних и тех же станках. Еще появляется возможность производства деталей самой сложной формы. Однако и этот процесс имеет некоторые недостатки. Прежде всего если необходимо согнуть тонкий лист, то углы могут получиться менее точными, чем при работе с толстыми заготовками. Да и точность повторений зависит от качества обрабатываемого материала. Таким способом лучше гнуть алюминий толщиной более 1,25 мм.
Как правильно согнуть трубу из нержавейки

При монтаже систем отопления и водоснабжения из труб необходимо выполнять сгибы и переходы. Обработке могут быть подвержены профиля круглого и квадратного сечения. В зависимости от толщины стенок труб, сечения профиля, радиуса загиба подбирается метод выполнения обработки.
Особенности гибки труб
Гибка профиля из нержавеющей стали проводят несколькими способами:
- ручной;
- механический;
- холодный.
В процессе обработки могут возникать негативные последствия, которые пагубно повлияют на трубную конструкцию. В зависимости от материала, из которого изготовлен профиль, внутреннего диаметра, а также радиуса загиба отличается и степень дефектов. Перед тем как согнуть трубу из нержавейки подбирается метод обработки.
При загибе профиля необходимо помнить, что запрещается применять нагрев металла.
Негативные последствия гибки
К недостаткам при обработке трубы из нержавеющей стали относятся:
- Изменение параметров внешних и внутренних стенок радиуса. В результате образования напряженности в металле, внешние стенки подвергаются истончению, а внутренние сжатию.
- Значительное ослабление происходит при овализации заготовки. Такое явление может отрицательно сказываться при монтаже трубопровода для перемещения пульсирующей жидкости или газа.
- Проявление складок на внутренней стороне наблюдается в результате увеличения толщины профиля. При таком дефекте внутренний поток вещества столкнется с повышенным сопротивлением связанное с уменьшением диаметра трубы. Складки способствуют появлению коррозии, прочность конструкции снизится.
При выполнении обработки трубного профиля применяют некоторые методы защиты от повреждений:
- внутренний ограничитель сохраняет целостность заготовки;
- внешние упоры способны сохранит внешние поверхности профиля.
Для предотвращения дефектов рекомендуют применять внешние и внутренние ограничители.
Методы гибки
Применение ручных или промышленных приспособлений зависит от количества заготовок и параметров сгиба. Чтобы согнуть нержавеющую трубу используют следующие методы:
- Наматыванием можно обработать заготовку сечением от 1 см до 4,26 см, при этом создается различная конфигурация. Для сохранения формы профиля применяют ограничители, состоящие из частей.
- При помощи обкатки сгибают детали диаметром не более 15 см, а также большой толщины стенок. Обработка ведется в результате перемещения ролика вокруг статичного основания.
- Для того, чтобы придать трубе форму кольца или спирали необходимо применить метод вальцовки. Заготовка гнется в результате перемещения между роликами.
- Для предотвращения образования дефектов при гнутье профиля применяется способ растяжения. Концы трубы закрепляют, растягивают и сгибают.
- Для выполнения опорного метода используют пару стоек, на них укладывается труба. При помощи домкрата и шаблона придается форма трубе. Максимальный диаметр до 35,1 см.
- В результате нагнетания внутрь детали избыточного давления воды могут проявляться напряжения, которые делают нержавейку пластичной. Форму придают также при помощи шаблона вручную.
- Заготовку проталкивают через неподвижный и подвижный ролик. При изменении расстояний между роликами изменяется радиус изгиба.
В качестве внутренних ограничителей могут применяться такие приспособления, как пружины, металлические тросы, а также вода или масло. В роли смазки могут использоваться эмульсии, предотвращающие проявление коррозии.
Принципы гибки в домашних условиях
Чтобы согнуть трубу без трубогиба в домашних условиях, необходимо выполнить следующее:
- Предварительно изготавливают пружину из проволоки сечением не более 4 мм. Она должна свободно проходить внутри заготовки.
- На один конец пружины подвязывают проволоку для того, чтобы в дальнейшем изъять ее из профиля. Деталь помещают в трубу непосредственно в участок подверженный обработке.
- Выполняют гнутье заготовки при помощи подготовленной матрицы или шаблона. Для увеличения усилия применяют удлинитель на противоположном конце.
- После гнутья из профиля вынимают пружину.
Для предотвращения дефекта профиля можно применять воду или песок. Материал заливают или засыпают внутрь трубы и герметично закрывают с двух сторон. Заготовку рекомендуется заморозить при этом вода обратиться в лед. Загиб проводят вручную, в дальнейшем лед растает, останется слить жидкость.
Соблюдение требований безопасности и технологии позволяет получить необходимые формы заготовки без дополнительных приспособлений и подготовки.
Как правильно согнуть трубу из нержавейки Ссылка на основную публикацию
Как согнуть листовой металл своими руками
Металлические заготовки сегодня выпускаются согласно определенным стандартам, поэтому изначально получить готовое изделие таким способом не получиться. Особенно это касается листового проката, имеющего форму плоского листа определенной толщины.

Данные материалы в дальнейшем применяются для получения конкретных изделий, необходимых для решения конкретной задачи. Приобрести лист из нержавеющей стали можно в специальных магазинах или напрямую с завода.
Гибочный станок. Преимущества
Деформация металла зачастую предполагает не только изменение формы, но снижение качественных характеристик. Поэтому гнуть листовую сталь желательно только с помощью специальных станков.
Они имеют относительно простую конструкцию и состоят из нескольких элементов:
- струбцины;
- щечки и основания;
- кронштейна, сварного прижима и оси;
- уголка пуансона.
Применение таких инструментов для гибки, имеет несколько преимуществ:
- сохранение высокой прочности заготовки;
- возможность создания цельной заготовки;
- образование угла происходит без шва и т.д.

Алгоритм гибки
Сегодня листовые заготовки можно гнуть несколькими способами, которые отличаются применяемым для этого оборудованием:
- Относительно тонкие листы можно деформировать с помощью молотка, плоскогубцев или киянки. Для этого следует организовать определенный упор, по торцу которого и будет выполняться гибка. Это может быть обычный стол, на краю которого и располагается лист.
- Для придания заготовке различной и точной формы, а также для сталей большой толщины применяются специальные прессы роликового типа или гидравлические вальцы. С помощью этих механизмов можно получить разную форму и придать необходимых угол.
Следует отметить, что принцип гибки остается один и тот же. Здесь меняется только физическое усилие, которое может быть, как выполняемым человеком, так и автоматизированными устройствами.
В домашних условиях можно согнуть относительно тонкие листы. Чтобы придать им точную форму, их зажимают в тисках и уже на них производят остальные операции. Согнуть лист в полукруг можно с помощью круглой трубы, по контуру которой следует гнуть металл.
При выполнении всех подобных операций желательно придерживаться основных правил безопасности. Это позволит избежать травм и получить качественную и ровную деталь. Когда необходимо получить очень сложную форму, тогда решить данную проблему следует доверять специалисту с необходимым оборудованием.
stroybud.com
К каждому слою свой подход
В условиях мастерской все, конечно, проще.
На самом деле, конечно же, решение вопроса как гнуть фанеру не рассчитывается с точностью до слоя, но определенная доля истинности в названии главы все же есть. Объяснимся: существует ряд сложностей при выгибании фанеры, которые связаны именно со структурой материала, а также с технологическими особенностями процесса сгибания.
А именно:
- Чем фанера тоньше, тем работать с ней легче. Однако, объективности ради, надо учитывать и тот факт, что для конструирования, к примеру, арок, фанера должна быть минимум 10 мм, то есть вам уже необходимо изогнуть достаточно серьезную слоенку (см.также статью Арка из фанеры своими руками – базовые техники);
- Изначально слои шпона расположены под разными углами друг к другу именно для того, чтобы увеличить стойкость материала к изгибам;
- В условиях мастерских и специальных цехов изгиб и необходимая кривизна достигаются достаточно просто: деталь практически пропитывается паром и затем попадает под воздействие своеобразных тисков, которые выгибают ее до нужного радиуса кривизны.
Все это реально, но существуют два момента которые необходимо учитывать:
- Первое – древесина очень быстро остывает, это в равной степени относится и к фанере;
- Второе – очень сложно добиться равномерного нагревания всей детали, поэтому данный тип подойдет к небольшим фрагментам с изгибами, скорее всего для производства криволинейных поверхностей мебели или других небольших изделий.
Каким образом гнуть
Изгиб зависит от предназначения фрагмента.
Итак, как загнуть фанеру без лишних хлопот?
Существует две основные технологии:
- Паром, (что уже было описано);
- В ванной с горячей водой.
Вторая технология намного проще, позволяет спокойно выложить необходимый фрагмент в ванную, или другую достаточно большую емкость и оставить ее в горячей воде на полчаса. Эффект будет гарантирован, так как древесный шпон под воздействием воды и температуры размягчается, а фанерная деталь приобретает необходимую эластичность.
Возьмите полосу из фанеры необходимой толщины и замочите ее в ванной. Проверяйте состояние фрагмента каждые 5 минут на изгиб, если по истечении определенного времени (в пределах получаса) фрагмент нормально гнется, значит именно этого времени достаточно для замачивания всего рабочего фрагмента.
Размягченную деталь можно установить на стационарное место, прикрепив саморезами и оставить до полного высыхания, это в случае если вы изготавливаете фальш колонну, простую арку или другую деталь, которая не требует дополнительных сложных конструктивных вставок.
Несколько слов о сложных конструкциях
Изгиб — дело тонкое.
Арка арке рознь, как и криволинейная конструкция другой криволинейной конструкции. Часто домашние мастера прибегают к сложным, комбинированным решениям с использованием накладного орнамента и прочих элементов декора. При этом вся конструкция собирается в единый ансамбль, а уж потом он монтируется и укрепляется на стационарном месте.
Материал замачивают, выгибают насколько это возможно, затем оставляют до полного высыхания. Затем все повторяется снова до тех пор, пока деталь не приобретает задуманную кривизну. Крепление к шаблонам.
Существует несколько базовых технологий закрепления заготовок после вымачивания.
Мы не станем повторять их все, остановимся только на той, которую считаем наиболее приемлемой по следующим причинам:
- Если вы не устанавливаете заготовку сразу на стационарное место, значит вам необходим точный, ровный изгиб и комбинированное решение;
- Максимально выигрышный результат может обеспечить только заранее подготовленная болванка или шаблон;
- Фиксация на шаблоне гарантированно избавит вас от необходимости переделывать или исправлять деталь.
В данном случае речь идет именно о фиксации фрагмента на шаблоне до полного высыхания. Сделать сам шаблон достаточно просто, кстати, вариантов изготовления также существует очень много.
Вот один из них:
- Возьмите деревянные рейки длиной равной длине детали;
- Из ДСП или дерева вырежьте несколько фрагментов (от 3 и более, в зависимости от длины изгибаемого листа фанеры) и укрепите их к рейкам;
- На готовый каркас саморезами закрепите фанерную слоенку и оставьте до полного высыхания.
О работе с крупными листами
Вариант с распилами.
Иногда возникает необходимость изогнуть своими руками большой лист фанеры. Это происходит при оформлении арочного свода значительной длины или другой подобной формы.
В этом случае делается следующее:
Обслуживание оборудования и техника безопасности
При работе с промышленным оборудованием нужно соблюдать технику безопасности:
- Перед работой с сотрудниками проводится инструктаж.
- В механизированных станках для запуска рабочих механизмов применяется электронное управление. Таким образом снижается риск получения травмы при работе.
Важно периодически смазывать подвижные элементы машинным маслом, чтобы увеличить срок эксплуатации листогиба. Станки для гибки металла, используются как на предприятиях, так и в частных мастерских
При выборе оборудования нужно учитывать размеры и толщину обрабатываемых заготовок. От этого зависит вид, размер и характеристики станка.
Как загнуть лист металла в домашних условиях
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Как сделать листогиб своими руками
Разнообразные листогибочные операции – важная часть общих работ по строительству или ремонту собственного дома. Без применения специального оборудования качественно их выполнить невозможно.
Для одноразовой гибки листовых заготовок допустимо арендовать подходящее приспособление у соседа или знакомого. Но при частом выполнении подобных процедур целесообразнее иметь под руками ручной листогибочный станок собственного изготовления.
https://youtube.com/watch?v=FtaIKHdZ3dQ
При наличии определённых навыков, инструмента и помещения сделать самодельный листогиб не так уж ложно.
Модель самодельного листогиба
Составление технического задания
Благодаря возможностям Интернета можно достаточно быстро подыскать необходимый комплект чертежей, а на канале даже посмотреть рекламно-информационные ролики об устройстве и принципе действия требующегося агрегата.
Однако все эти материалы являются строго индивидуальными, а потому предназначались их авторами под конкретные листогибочные операции. Поэтому перед сооружением листогиба своими руками необходимо сделать правильный выбор его будущих технических характеристик.
Главными из них должны быть следующие:
- максимальная ширина изгибаемого металла, мм;
- наибольшая толщина заготовки, мм;
- желаемый диапазон углов гибки;
- габаритные размеры механизма (длина, ширина, высота);
- требуемая точность гибки.
Непосредственный выбор предельных значений перечисленных параметров зависит от условий применения станка, который будет гнуть изделия из листовых металлов.
В частности, при сооружении кровли придётся, скорее всего, иметь дело с оцинкованной жестью или сталью толщиной не более 1 мм.
При обработке меди чаще употребляется ещё более тонкий лист или полоса, а при изготовлении своими руками ограждений и перил, наоборот, толщина металла может составлять 2 — 3 мм.
При выборе оптимальной ширины заготовки – листа или полосы – следует исходить из того, что ширина детали редко когда превысит 1000 мм (в крайнем случае смежные заготовки затем можно будет соединить в фальц с помощью того же станка).
Чертеж самодельного листогибочного станка
Самым сложным пунктом технического задания считается выбор оптимального диапазона значений углов гибки металлов. Если с верхним пределом – 180° – всё понятно, то нижнее значение должно быть выбрано весьма грамотно.
Естественным следствием гибки большинства листовых металлов в холодном состоянии является пружинение – самопроизвольное уменьшение фактического угла гиба в связи с упругими свойствами деформируемого металла.
Пружинение зависит от:
- Пластичности материала: например, для низкоуглеродистой стали максимальный угол пружинения составляет 5 — 7°, а для высокоуглеродистых – до 10 — 12°. Ещё больше пружинят легированные стали и сплавы. В частности, для алюминиевого сплава АМг6 наибольшее пружинение может составлять 12 — 15°;
- Толщины изгибаемой детали: с уменьшением толщины металла пружинение снижается;
- Угла гибки: при уменьшении данного угла пружинение практически всех металлов возрастает. В частности, при сравнительно малых углах гибки (до 15 — 20°) согнуть заготовку из большинства видов листовых металлов и сплавов обычным способом на заданную величину вообще невозможно: приходится использовать агрегаты с одновременным продольным растяжением листа. Такие станки своими руками сделать неосуществимо: потребуется установка и отладка специального гидравлического привода. Поэтому в подобных случаях проще изгибать деталь обычными ударами киянки по, например, деревянной матрице.
- Чертеж-схема самодельного листогиба
Технология загиба листового материала
Процесс рассмотрим на примере изготовления крышки для коптильни. Толщина листа в нашем случае 2 мм.

Сделайте разметку на листе. На каждый изгиб предусмотрено 35 мм, для загиба рекомендуется вычесть из этого размера по 4 мм. Соответственно, на листе надо нарисовать прямоугольник 508×308 мм, изгибы получатся длиной по 31 мм. Под линейку проведите линии.

Чтобы лист можно было легко согнуть, необходимо прорезать небольшие канавки. Наденьте защитные очки или маску и болгаркой ровно пройдитесь по линиям, глубина резания примерно один миллиметр, но не более. Толщина диска 1 мм.

Поменяйте диск на 2,5 мм и еще раз пройдитесь по линиям. Пользоваться двумя дисками надо по двум причинам.
- Тонким диском намного легче работать, он дает ровный срез, проще контролировать глубину.
- Широкий диск увеличивает пропил, что позволяет загибать металл без упора о кромки.
Прорежьте одну сторону угла, полностью они срезаются после изгиба.

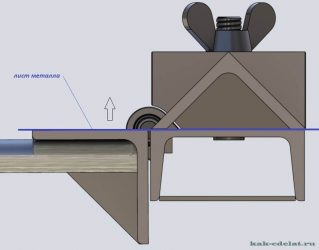
Приступайте к гибке листа. Точно по линии пропиливания положите его на профиль, согните вначале одну сторону, затем противоположную.

Обстукивайте постепенно по всей длине, гните медленно, не пытайтесь сделать сразу большой угол.



Повторите операции с оставшимися краями листа. Если линия получилась не идеальной, то поставьте деталь на ребро и подровняйте проблемные места.
Проверьте изделие. Все в норме – отрежьте болгаркой оставшиеся хвостики.

Проварите места срезов на углах. Болгаркой уберите окалину, потеки металла и острые края, придайте товарный вид.

2 Коротко о профессиональном оборудовании для гибки
Сейчас создано немало станков и сравнительно простых приспособлений для ГЛМ. Самые элементарные из них дают возможность получать в домашних условиях П-образные (швеллеры) и Г-образные (уголки) изделия. О них речь пойдет ниже. А вот промышленные предприятия обычно эксплуатируют разное по конструкции гибочное оборудование, называемое прессами. Они могут быть:
- Ротационными. Такие вальцовые агрегаты гнут листы в процессе их передвижения между специальными валками. Ротационные станки бывают стационарными и переносными. Их применяют для изготовления малых количеств больших по длине и габаритам заготовок.
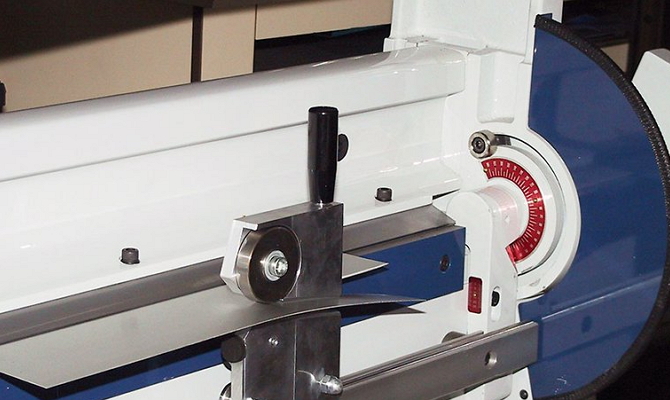
- Поворотными. Листовой металл в этих прессах гнется за счет наличия в их конструкции гибочных балок и двух плит – неподвижной снизу и поворотной сверху. Такое оборудование идеально годится для обработки изделий с не очень сложным рельефом и с небольшими геометрическими размерами.
- Обычные прессы с пневматическим либо гидравлическим приводом. Они подходят для производства массовых и мелкосерийных партий изделий. Изгиб листов в них выполняется между пуансоном и матрицей, что дает возможность работать даже с толстыми металлическими заготовками. Гидравлические листогибы эксплуатируются чаще, чем их пневматические «собратья».
 Стационарный ротационный станок
Стационарный ротационный станок
Ротационное оборудование считается самым современным. Оно работает автоматически (смотрите видео). Для его использования оператору не нужно выполнять расчет требуемого для операции усилия. Станки с поворотной балкой также являются высокоавтоматизированными. Обычные же прессы требуют активного участия человека в работе. Оператор должен подавать листы по одному на станок, контролировать положение заготовки на матрице в строго определенном положении. Такое оборудование часто используется на небольших предприятиях, работающих с металлическими изделиями.
Пошаговая инструкция по изготовлению оцинкованной трубы своими руками
Расчет размеров
Стандартный лист из оцинкованной жести имеет размеры 1000×2000мм, либо 1250×2500мм, хотя можно найти и другие раскрои.
Ширина заготовки рассчитывается по формуле:
Таким образом, для изготовления трубы диаметром 100мм понадобиться заготовка шириной
К полученной чистовой длине прибавляем загиб 15мм и получаем необходимую величину для раскроя -300мм.
Рис. 1. Выкройка листа для трубы диаметром 100мм.
Схема формирования фальца выглядит следующим образом:
Выкраивание заготовки
После вычисления необходимых размеров выкраивается заготовка будущего изделия. Для этого:
Лист жести раскладывается на горизонтальной поверхности, наносится разметка ровными линиями, строго по размерам полуфабриката.
Для трубы диаметром 100мм по одному краю листа отмеряются друг за другом отрезки 340 и 330мм (см.рис.1). Такие же отрезки, но в противоположной последовательности размечаются на противоположной стороне. Все перпендикулярные линии следует проводить с помощью угольника.
Не забывайте прибавлять 15-20мм к ширине изделия на загиб!
Жесть режется на прямоугольники согласно чертежу.
Формирование профиля
Полученные прямоугольные заготовки необходимо «превратить» в трубу. Для этого сформируем ее профиль.
Этапы формирования профиля:
По всей длине заготовки, с отступом 5мм с одного края и 10мм – с другого , проводятся две линии. Эти линии – границы загиба фальцев.
Под фальцем или фальцевым замком в нашем случае подразумевается вид соединения краев трубы;
- Загибаем края по отмеченной линии, строго под углом 90 0 . Используем для этого металлический уголок, совмещая линию сгиба с ребром уголка. Начинаем плоскогубцами, продолжаем киянкой;
- Проходим молотком по всей длине, постепенно формируя будущий шов;
- На сгибе шириной 10мм делаем еще один загиб в форме буквы Г. Ширина верхней планки 5мм, расположение – строго параллельно заготовке;
- После формирования фальцев переходим к корпусу трубы. Заготовку укладываем на пушку и с помощью молотка придаем листу круглую форму.
Обработка стыковочного шва
Финальный этап — обработка (обжим) стыковочного шва. Для этого следует верхнюю часть Г образного фальца загнуть вниз, оборачивая ей противоположный край. В результате получается складка из нескольких слоев металла, которую необходимо прижать к трубе по всей длине.
В заводских условиях дополнительную прочность шву придают специальными металлическими заклепками.