Содержание
Требования к проволоке и ее диаметру
Стальная проволока для изготовления пружины, которая впоследствии будет подвергаться закалке, должна соответствовать требованиям, указанным в ГОСТ 14963-78. Согласно документу она классифицируется по таким признакам:
- способу навивки (холодным способом и горячим);
- способу отделки поверхности (без отделки и с отделкой);
- точности изготовления (нормальная и повышенная);
- классу механических свойств (общего и ответственного назначения);
- диаметру (от 0,5 до 14 мм);
- виду поставки (в прутках или мотках).
На промышленных предприятиях методом холодной навивки изготавливают пружины из проволоки, диаметр которой не превышает 16 мм, горячим способом – вплоть до 80 мм. При этом на производстве они навиваются с помощью вращающейся оправки, подающих роликов и одного или двух упорных штифтов.
Изготавливают изделия из проволоки марок 51ХВА, 70С3А, 65С2ВА, 60С2А, 65Г, 60ХВА с поверхностью шлифованной, полированной или без шлифования и полировки. По этому признаку и способу изготовления проволока выпускается в прутках или мотках таких групп:
- А, Б, В, Г, Е – со специальной отделкой;
- Н – без отделки.
Условное обозначение проволоки в технической документации и на сопроводительных бирках состоит из цифр и букв:
ХХХХХ (1) – Х (2) – Х (3) – Х (4) – ХХ (5) – ХХ (6) ГОСТ 14963-78 (7)
где:
- 1 – марка стали;
- 2 – способ отделки поверхности;
- 3 – точность изготовления;
- 4 — класс механической точности;
- 5 — способ навивки;
- 6 — диаметр в мм;
- 7 — обозначение стандарта.
Например, проволока с полированной поверхностью, изготовленная из стали 60С2А повышенной точности I класса для пружин горячей навивки диаметром 2,0 мм будет иметь следующее обозначение:
60С2А – А – П – I – ГН – 2,0 ГОСТ 14963-78
В государственном стандарте оговариваются допустимые предельные отклонения, овальность и недопустимость наличия определенных видов дефектов, а также способы упаковки и транспортировки.
Пружины для ремонта дверных ручек
Поворотные дверные ручки для межкомнатных и входных дверей как и многое другое не долговечны. В моём доме на восьми ручках Palladium за 9 лет лопнули четыре пружины. Раньше я покупал новую или собирал из двух одну. Новая в сборе стоит немало, поэтому пришлось искать варианты.
Полученные пружины имеют внешний диаметр 28 мм, внутренний 18 мм.

Для замены пружины потребуется знание устройства.

Для разборки ручки потребуется съёмник стопорных колец (который с оранжевыми ручками).

Перед разборкой нужно сфотографировать или запомнить расположение ограничительных шайб и пружин, для левой и правой ручек разное.

Шурупы М3*18мм, которыми крепятся дверные ручки, не калёные, поэтому у них легко слизываются шлицы, а также при установке часто их «экономят» и устанавливают по два. Для восполнения запаса есть позиция на Али.

После сборки перед установкой механизмы обязательно смазывают. Чтобы ручка как можно дольше работала безшумно, смазка должна быть не жидкая и не густая. Я опытным путём (из того что было в гараже) выбрал «консистентная смазка BMW 81229407629». Распыляется она в жидком виде, а после высыхания аэрозоля смазка становится полугустой и липкой.

Какую смазку из доступных посоветовать я не знаю. «Литол» не подходит — ручка быстро начинает слышно шоркать. Может быть кто-то из читателей посоветует.

На этом всё, спасибо за потраченное время.
Да, комплектные собачки быстро стали хрустеть и заедать, смазка не помогала. Поменял на Apecs, лет шесть уже — всё нормально.

APECS 5600-WC-G уже 17 лет нормально (хотя производитель только 3 года гарантию дает). Просто брать их нужно в комплекте с нормальными ручками — Apecs 5526-WC-AL-G/GM тогда и траблов не будет:

P.S. а кругляков этих что в шапке я ещё 20 лет назад халтуря в ЛЕНСПЕЦСМУ наелся — многие новоселы их тогда покупали, так мы с приятелем им как в поле чудес предлагали с ходу: не будем открывать черный ящик а давайте не открывая упаковок мы их выкинем сразу, а Вы пойдете купите новыенормальные которые мы Вам и поставим)))
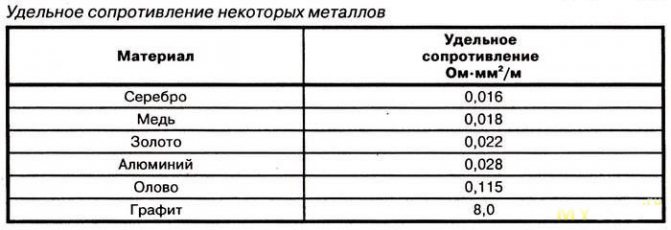
Что давным давно и делается — сжигаем графит (дуга), получаем фуллереновую сажу, химически чистим её и: читаем области применения. Если кратко, то можно получить суперпроводник. На языке пипла это те самые нанотехнологии
про которые Вам жужжал в 2007-9 году зомбоящик, а вовсе не нанотрусы от роснано и не ака-чубайс в белом халате шагающий по коридору кремля.
Так что понятие электрического «сопротивления» у графита штука относительная — только от степени очистки зависит. Можно и грязный для резисторов использовать, а можно и суперпроводимость почистив получить. По графиту скажу что мы сжигали получая фулерены — чем стержень мягче, тем больше в нем примесей, хуже проводимость и меньше выход фуллереновой сажи. Ну и наоборот. Кстати в РФ давно уже в карандашах вместо грифеля хрен знает что, а нормальный старый карандаш только у китайцев на али купить можно.
Инструкция по изготовлению
Существует масса способов для изготовления такого устройства. Главная идея их состоит в том, чтобы сэкономить деньги и используя ненужные подручные материалы сделать инструмент. На любом автомобильном рынке вам удастся найти гидравлическое устройство, которое легко используется при ремонте, но стоимость его высоковата как для маленького приспособления.Если вы покопаетесь в своем гараже, то обязательно сможете там найти ненужные на первый взгляд вещи. Проанализируйте, смогут ли они частично воссоздать ту конструкцию, которую вы видели на рынке. Гидравлические стяжки для амортизатора вряд-ли получится воссоздать, а вот заменить их механическим устройством – вполне реально.
Рассмотрим краткую инструкцию, как сделать стяжки для пружин амортизаторов своими руками.
Снимаем амортизатор переднего колеса и измеряем размер большой пружины, которая мешает замене. Измерение начинаем от первого большого витка и заканчиваем последним. Все данные записываем на листике бумаги, желательно в одной единице измерения (сантиметры или миллиметры), которая более вам удобна. Стяжки рекомендуется производить именно для передних колес, поскольку эти амортизаторы чаще всего ломаются и требуют починки.
Находим в гараже металлическую крепкую трубу диаметром 2 сантиметра и нарезаем ее на 4 куска длиной по 10-15 сантиметров.
Далее находим стандартный прут диаметром 0,7-1 сантиметр и режем его на части длиной 20-30 сантиметров. Таких коротких крепких прутов у вас должно получить 8 штук.
Находим штангу с резьбой или покупаем трубу диаметром 1,5-1,7 сантиметра и режем ее на 2 куска, длиной, равной полученному замеру в 1-м пункте, можно удлинить до 5 сантиметров. Если на выбранных трубках нет резьбы – нарезаем ее с помощью специального инструмента со всех краев каждого куска на протяжении 10-15 сантиметров.
Все края трубок и прутов обрабатываем так, чтобы избавиться от металлических заусениц, края должны быть ровными и гладкими.
Металлические пруты сгибаем одинаково так, чтобы они с одной стороны образовали крюк
Обратите внимание, что такие пруты очень крепкие и плохо гнуться, потому можно задействовать дополнительные инструменты.
Мобильной сваркой соединяем пруты и короткие трубки так, чтобы крючки находились равномерно по обе стороны от трубки. Лишние края прутов обрезаем, чтобы они были на одном уровне с трубкой
Получаем 4 небольших изделия из прутов и труб.
Полученные части одеваем на длинные трубки и закручиваем на концах большие гайки. Крючок одевается так, чтобы гладкая его сторона смотрела на край штанги.
Вот и вся работа, стяжка для амортизатора готова. Она подойдет как для переднего колеса, так и для заднего (если вы добавили лишних несколько сантиметров на штангу). Протестируйте ее на одном из амортизаторов и исправьте недочеты, если такие появились.
 Данная методика позволяет быстро соорудить механическое приспособление, которое способно сжать или немного разжать пружину амортизатора для его ремонта, замены или проверки. Единственный минус такого способа состоит в том, что мастер должен уметь пользоваться мобильной сваркой. Если такой аппарат отсутствует или вы не хотите его использовать – то можно соорудить схожее устройство без использования сложного механизма.Очень хорошим считается метод производства стяжек амортизаторов на основе старого крепкого домкрата. Если помните, такие устройства прилагались к старым моделям автомобилей советского времени. Схема работы его понятна, остается сделать так, чтобы одна часть домкрата могла крепиться к верхнему витку пружины амортизатора, а другая ветка – к нижнему. Это можно сделать за счет разных средств – посмотрите что присутствует в вашем гараже среди деталей и обязательно обнаружите что-то подходящее.
Данная методика позволяет быстро соорудить механическое приспособление, которое способно сжать или немного разжать пружину амортизатора для его ремонта, замены или проверки. Единственный минус такого способа состоит в том, что мастер должен уметь пользоваться мобильной сваркой. Если такой аппарат отсутствует или вы не хотите его использовать – то можно соорудить схожее устройство без использования сложного механизма.Очень хорошим считается метод производства стяжек амортизаторов на основе старого крепкого домкрата. Если помните, такие устройства прилагались к старым моделям автомобилей советского времени. Схема работы его понятна, остается сделать так, чтобы одна часть домкрата могла крепиться к верхнему витку пружины амортизатора, а другая ветка – к нижнему. Это можно сделать за счет разных средств – посмотрите что присутствует в вашем гараже среди деталей и обязательно обнаружите что-то подходящее.

Учитывайте, что приведенные способы производства стяжек не единственны в своем роде, их можно изменять или дополнять в зависимости от типа автомобиля, его модели, умений и желаний автовладельца. Стоит включить фантазию, чтобы данный механизм получился простым и не затейливым.
Как сделать пружину своими руками из проволоки и на производстве: описываем досконально

Стальные пружины могут быть разных конфигураций и не всегда можно приобрести нужного вида – товар достаточно редкий на рынке. По этой причине для своих нужд я их делаю самостоятельно.
Требования к проволоке и ее диаметру
Стальная проволока для изготовления пружины, которая впоследствии будет подвергаться закалке, должна соответствовать требованиям, указанным в ГОСТ 14963-78. Согласно документу она классифицируется по таким признакам:
- способу навивки (холодным способом и горячим);
- способу отделки поверхности (без отделки и с отделкой);
- точности изготовления (нормальная и повышенная);
- классу механических свойств (общего и ответственного назначения);
- диаметру (от 0,5 до 14 мм);
- виду поставки (в прутках или мотках).
На промышленных предприятиях методом холодной навивки изготавливают пружины из проволоки, диаметр которой не превышает 16 мм, горячим способом – вплоть до 80 мм. При этом на производстве они навиваются с помощью вращающейся оправки, подающих роликов и одного или двух упорных штифтов.
Изготавливают изделия из проволоки марок 51ХВА, 70С3А, 65С2ВА, 60С2А, 65Г, 60ХВА с поверхностью шлифованной, полированной или без шлифования и полировки. По этому признаку и способу изготовления проволока выпускается в прутках или мотках таких групп:
- А, Б, В, Г, Е – со специальной отделкой;
- Н – без отделки.
Условное обозначение проволоки в технической документации и на сопроводительных бирках состоит из цифр и букв:
ХХХХХ (1) – Х (2) – Х (3) – Х (4) – ХХ (5) – ХХ (6) ГОСТ 14963-78 (7)
где:
- 1 – марка стали;
- 2 – способ отделки поверхности;
- 3 – точность изготовления;
- 4 — класс механической точности;
- 5 — способ навивки;
- 6 — диаметр в мм;
- 7 — обозначение стандарта.
Например, проволока с полированной поверхностью, изготовленная из стали 60С2А повышенной точности I класса для пружин горячей навивки диаметром 2,0 мм будет иметь следующее обозначение:
60С2А – А – П – I – ГН – 2,0 ГОСТ 14963-78
В государственном стандарте оговариваются допустимые предельные отклонения, овальность и недопустимость наличия определенных видов дефектов, а также способы упаковки и транспортировки.
Расчет пружины
Для этого необходимо воспользоваться таблицей в разделе пружины, чтобы правильно выбрать диаметр стальной проволоки, количество витков и шаг. При этом огромную роль играет то, как должна работать новая пружина – на сжатие или растяжение.
Последняя разновидность пружин может иметь довольно сложную конструкцию, но и ее можно сделать самостоятельно.
Выполнив предварительные расчеты и выяснив толщину проволоки для стальной пружины, шаг и количество витков, а также определив конструкционные особенности и создав чертеж будущей пружины, можно переходить к практическим действиям.
Так же есть специальный софт для расчета всех параметров:
Типичные ошибки
Зажимаем оправку в патроне токарного станка. Вставляем конец стальной проволоки в отверстие в оправке, запускаем вращение и плотно наматываем стальную струну.
Проверив толщину пружины штангенциркулем, кусачками обрезаем проволоку и наблюдаем, как наша пружина увеличивается в диаметре.
К тому же снять ее с оправки будет довольно проблематично – для этого придется обрезать струну в самом начале витка.
Делаем правильно
Зажимаем проволоку на оправке с помощью винта.
Теперь нам необходимо создать натяжение стальной струны перед намоткой.
При помощи обычного куска плотного пластика зажать проволоку в держателе резцов будет недостаточно. Нам понадобится специальное приспособление с направляющей, в котором натяжение проволоки можно регулировать прижимной пластиной из мягкого металла (медь или бронза).
Также необходимо отрегулировать скорость вращения патрона токарного станка и перемещение рабочей платформы для получения нужного шага пружины.
Пружины для мозгоподелок своими руками
Привет всем мозгочинам! Хорошо, если нужные для ваших проектов пружины можно прикупить в магазине, но и тогда, сколько нужно их иметь в запасе, и какого размера и типа? К тому же покупные пружины порой подходят, а иногда очень трудно найти нужную, поэтому неплохо бы научиться делать их своими руками и эта статья поможет в этом!
Изготовление пружин хоть и кажется чем-то пугающим, но имея основные подручные инструменты и несложные знания любой самодельщик их может сделать. В этом руководстве я расскажу вам, как сделать некоторые пружины, сначала легким способом, а потом уже с помощью более разнообразного инструмента, но тоже не сложно.
Шаг 1: Типы пружин
На фото представлены несколько типов пружин, которые я покажу как сделать.
Слева — пружина растяжения, далее пружина сжатия, коническая пружина и пружина кручения.
Шаг 2: Основной способ
В первом и самом простом способе создания мозга пружин используются инструменты и материалы, показанные на фото. Используя их можно безопасно изготовить самые разнообразные пружины, и это:
- деревянная палочка диаметром 1.2см
- фортепьянная струна
- плоскогубцы с «опцией» откусывания проволоки
- ножовка
- струбцина
- шуруповерт
Шаг 3: Подготовка деревянной палочки
От деревянной палочки отрезаем часть длиной около 13см, и на одном из торцов делаем прорезь, в которую будет вставляться струна. Хорошо для этого подойдет палочка диаметром 1.2см, так как она отлично входит в патрон шуруповерта. Палочка меньшего мозгодиаметра не подойдет — она не сможет удержать фортепьянную струну.
Шаг 4: Изготовление пружины растяжения
Для наших целей лучше подходит шуруповерт, нежели дрель, потому что можно контролировать скорость вращения. В целях безопасности всегда пользуйтесь плоскогубцами, так как струна может спружинить и поранить вас!
Сначала струбциной крепим шуруповерт к верстаку, затем одной рукой контролируя кнопку включения шуруповерта, а другой удерживая мозгоплоскогубцы, накручиваем витки пружины, столько, сколько вам необходимо. Во время подачи струны плотно натягиваем ее, так пружина получится более качественной.
Шаг 5: Загиб концов
Накрутив пружину, с помощью плоскогубцев загибаем ее концы и получаем готовую пружину растяжения. Экспериментируя подобным образом можно получить пружины различных размеров.
Шаг 6: Пружина сжатия
Для создания пружины этого типа понадобится более длинная палочка, но тоже с прорезью на торце. При ее намотке между витками необходимо держать определенное расстояние, контролируется которое «на глаз», возможно придется немного попрактиковаться для получения качественной пружины, но мозго занятие это довольно интересное.
Изготовив такую пружину я опробовал ее — надел ее на деревянный стержень, а сверху поместил небольшой блок. Когда я нажал на него и отпустил, блок «пулей» улетел к потолку.
Шаг 7: Коническая пружина
Коническую палочку можно сделать при помощи шуруповерта и шлифовального станка.
Применяя всю ту же мозго технику, струна заправляется в прорезь конусообразной палочки, а затем происходит намотка. После того, как пружина намотана, обрезаются ее концы, и все, коническая пружина готова.
Чтобы получить качественный конус пружины я намотал две таких, и вторая получилась лучше.
Шаг 8: Пружина кручения
Для создания этой пружины я был вынужден использовать латунный стержень с прорезью, так как деревянный не выдерживал.
Чтобы сделать пружину кручения достаточно накрутить несколько катушек на необходимом вам расстоянии между ними. После этого, немного подогнув концы вы получите готовую пружину кручения.
Шаг 9: И в заключение
На фото показана пружина сжатия, которую я сделал с помощью латунного стержня, и еще несколько других, разных размеров.
Думаю, что данная мозготехника изготовления пружин не сложная, и надеюсь вам она пригодится в ваших самоделках. К тому же, она поможет сэкономить, если вам понадобится много пружин.
Благодарю за внимание и удачи в мозготворчестве!
Как изготовить и закалить пружину в домашних условиях
Практически каждый домашний мастер знает, что почти из любой проволоки возможно сделать пружину и с успехом ее использовать в быту. В основном проблем с самостоятельным изготовлением детали не возникает. Однако иногда возникают ситуации, в которых необходимо сделать либо пружину нестандартных габаритов, либо придать ей повышенную прочность и упругость. Для этого следует прибегнуть к операциям термообработки. Закалить пружину в домашних условиях вполне реально. Само собой, что самодельную деталь не стоит использовать в особо ответственных устройствах, работающих при повышенной нагрузке. Для таких целей рекомендуется использовать пружины, изготовленные в заводских условия. Но для домашнего применения в устройстве, работающем в облегченном режиме рассматриваемая технология вполне подходит.

Необходимые инструменты и материалы
Для того, чтобы изготовить и закалить пружину из проволоки своими руками необходимо:
- Стальная проволока. Диаметр подбирается исходя из необходимых характеристик будущего изделия.
- Обыкновенная газовая горелка.
- Слесарный инструмент: пассатижи, молоток и т.п.
- Тиски.
- Печка. Это может быть, при ее наличии, специальная или же обычная бытовая.
Облегчить процесс навивания спирали способны дополнительные приспособления, которые подбираются индивидуально в соответствии с размерами и жесткостью пружины.
Если использование и закалка предполагается из проволоки диаметром меньше 2 миллиметров, то она может предварительно не нагреваться. Она без проблем будет гнуться и без этой операции. Однако при этом до начала намотки рекомендуется ее разогнуть ее по всей длине и полностью выровнять.
При использовании проволоки диаметром более 2 миллиметров ее следует до начала работы обжечь. Без данной операции выровнять и навить ее будет проблемно.
Особенности операции
- Верно подобранная основа является залогом успеха. В заводских условиях для изготовления применяется сплав цветных металлов (65Г, 60ХФА, 60С2А, 70СЗА, Бр. Б2), легированная или углеродистая сталь. Во время домашнего изготовления оптимальной основой будет старая пружина необходимого диаметра.
- Для отжига лучше всего подойдет особая печь. При отсутствии таковой подойдет из кирпича или металла.
- Для охлаждения после нагрева рекомендуется применять трансформаторное масло. При его отсутствии подойдет веретенное.
Последовательность действий
1. Прежде, чем закалить проволоку для пружины следует проверить материал основы и убедиться, что используемая проволока углеродистой стали.
2. Процедура отжига, как сказано ранее, способна добавить пластичности. Это облегчит процесс выравнивания и намотки на оправку. Для этого можно особую печь или любую подходящую. В быту закалять возможно в наиболее подходящей конструкции (металлической или кирпичной). Для этого разжигается обычный костер и после в уголь помещается будущая пружина. После нагрева заготовки докрасна проволоку нужно изъять и позволить остыть естественным путем. Остывшая проволока будет существенно мягче и с ней можно будет комфортно работать.

3. Размягченную проволоку следует полностью выровнять и приступить к намотке на оправку подходящего диаметра. Во время проведения процедуры нужно контролировать плотное расположение витков друг к другу. Для упрощения можно пользоваться шуруповертом.
4. Для придания требуемой упругости потребуется провести закаливание. Благодаря этой термической обработке деталь получается более твердая и прочная. Закалка пружин предполагает их прогрев до температуры от 830 до 870 градусов. Для этого допускается пользоваться газовой горелкой. Ранее уже мы говорили про закалку металла в домашних условиях.
Дома вряд ли сыщется подходящий термометр, которым возможно точно определять температуру детали. Поэтому можно ориентироваться по цвету металла. Когда необходимая температура достигнута заготовка станет светло-красной. Рекомендуем посмотреть видео с подробным рассказом о температуре нагрева. После этого пружина помещается в охлаждающую среду (масло).
5. После закаленную пружинку требуется подержать в сжатом состоянии. Для этого необходимо от 20 до 40 часов.
6. В завершение провести обработку и подгонку до требуемых размеров.
Верное проведение подобного упрочнения позволит с успехом использовать пружину в домашних механизмах.
Закалка — пружина
Закалка пружины осуществляется в масле независимо от того, из какой стали, легированной или углеродистой, они изготовлены. После закалки пружины подвергаются отпуску. Для получения однородной структуры и одинаковой твердости по всей длине пружины отпуск следует осуществлять непременно в селитряных ваннах или в шахтных печах с искусственным перемешиванием воздуха. Очень часто пружины, отпущенные в камерных печах, в работе ломались вследствие неодинаковой твердости в различных их точках.
Закалка пружин производится в масле.
Закалка пружин производится в масле после нагрева их до температуры 850 — 860е и выдержки при этой температуре в течение 15 — 20 мин. Продолжительность отпуска составляет 30 — 40 мин.
Холодный способ изготовления
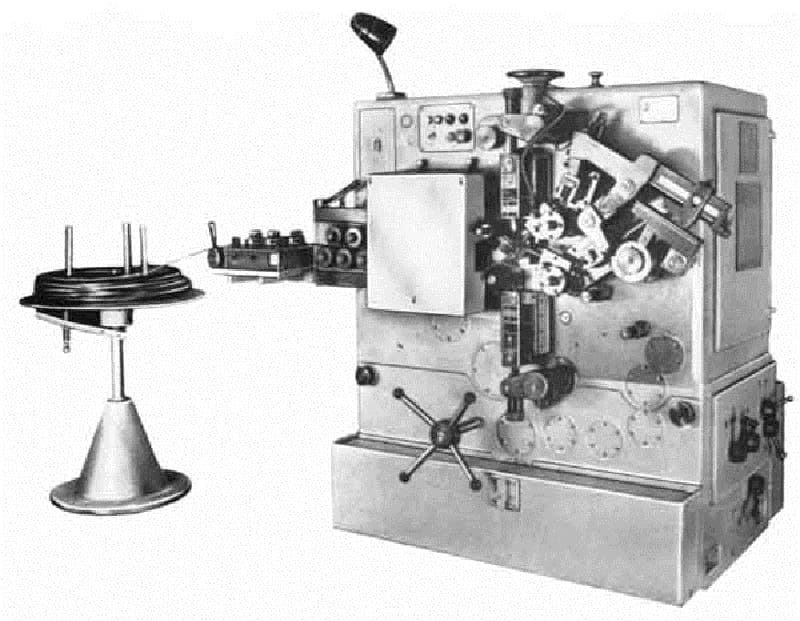
Технология навивки пружин на токарных станках в России считается более предпочтительной. Обусловлено тем, что горячий способ требует серьезных затрат связанных с приобретением дорогостоящего дополнительного оборудования. Холодный метод имеет ограничения по диаметру проволоки, он не превышает 16 мм. Оснастка для этого техпроцесса состоит из оправок, приспособленных для направления металлической нити на вращающейся катушке.

Вид зависит от формы пружины (цилиндрической, бочкообразной или конической). Приспособление для натяжения и направления проволоки представлено в виде двух вращающихся роликов. Причём верхний имеет винт, который позволяет регулировать натяг и направление. При холодной завивке пружин берется металл с необходимыми качествами, из него делают нужную деталь. В конце проводят термообработку с целью избавления от внутренних напряжений.
Сама технология выглядит так. Стальную проволоку подают через планку, установленную на суппорте оборудования, а конец фиксируется зажимом на оправке. Роликовое приспособление выполняет натяг металлической нити, который важен при изготовлении изделия. После включения станка, начинается намотка пружины, при этом скорость в зависимости от диаметра, используемого материла, находится в пределах 10 – 40 м/мин. Количество витков подсчитывается визуально или счетчиком. По окончании поделка подлежит мехобработке.
Это может быть технология торцовки для пружин сжатия абразивными кругами на специальных автоматах или на промышленных точилах. На изделиях другого профиля технологические концы подлежат обрубке или обрезке, используя специальное приспособление и соответствующий инструмент. Готовый продукт подвергается термообработке в электрических печах.
Технология термической обработки деталей зависит от материала. Для одних марок сталей отпуск и закалка, для других, в том числе и для бронзы – низкотемпературный отпуск, после которого поделки приобретают пружинящие свойства.
Готовую продукцию проверяют и испытывают на соответствие технологическим параметрам (растяжение, сжатие, изгиб, кручение). При необходимости или с согласия заказчика выполняется дополнительная обработка (гальваническое, лакокрасочное или другое покрытие).
Как сделать пружину в домашних условиях
Пружины очень часто используются при создании различных механизмов и конструкций. Их изготовлением занимаются специальные производства, поскольку только соблюдение всех технологических процессов может обеспечить нормальное функционирование пружины.
Тем не менее, изготовление пружин возможно и в домашних условиях. Для этого понадобиться изготовить несложное приспособление и подобрать правильный материал.

Подготовительный этап
Чтобы пружин отвечала необходимым требованиям, необходимо правильно выбрать материал. На производстве обычно используют сплавы цветных металлов, а также специальную легированную проволоку. Можно сделать маленькую пружину из другой пружинки, имеющей большей диаметр и размер.
Кроме того, необходимо подготовить оборудование и инструменты:
- газовая горелка для разогрева проволоки перед намоткой и последующего нагрева перед закалкой. В домашних условиях можно воспользоваться обычной газовой плитой, если снять с нее конфорки;
- тиски для фиксации оправки и слесарный инструмент;
- печь, пригодная для термической обработки пружины.
Если вы хотите изготовить пружину из проволоки, толщина которой менее 2 мм, то можно обойтись и без термической обработки. Скрутить пружину из более толстой проволоки без нагрева будет достаточно сложно.

Процесс изготовления
Чтобы изготовить проволоку нужного диаметра, потребуется взять оправку чуть меньшего размера. Это связано с тем, что после снятия пружины, она немного увеличивается в диаметре.
Все работы можно разделить на несколько этапов:
- Подготовка проволоки к намотке. Для получения лучшего результата, проволоку необходимо прокалить в печи. Металл должен раскалиться до красна, не вынимайте его до полного остывания.
- Проволоку необходимо намотать на оправку. Витки должны плотно прилегать друг к другу.
- Чтобы пружина сохранила форму, ее следует закалить. Для этого ее нагревают до светло-красного цвета, а затем опускают в техническое масло. Можно использовать трансформаторное или веретенное масло.
- После проведения закалки пружину нужно зафиксировать в сжатом положении и оставить ее на один или два дня.
У готовой пружины следует обточить концы на точильном круге, после этого работы по изготовлению пружины можно считать законченными.
Если у вас возникла необходимость в небольшой пружине, то ее можно изготовить самостоятельно. Но более крупные экземпляры лучше приобретать в специализированных магазинах.
Как Сделать Пружину Своими Руками из Проволоки смотрим в видео:
https://youtube.com/watch?v=-v5720p2DSM
Источник №1: http://rms.msk.ru/pruzhiny
Как сделать съемник пружин амортизаторов своими руками
Уважаемые посетители сайта «Самоделкин друг» сегодня мы с вами рассмотрим один из вариантов изготовления самодельного съемника пружин амортизаторов своими руками, а так же просмотрим пошаговые фото сборки пружинного съемника и видео.. Каждый автолюбитель кто хоть раз ремонтировал подвеску легкового автомобиля прекрасно знает, как непросто снимаются пружины амортизатора и чтобы выполнить эту операцию без специального инструмента придется изрядно изловчиться. А вот если немного подумать и применить смекалку, то простой съемник амортизационных пружин вполне можно изготовить самостоятельно и при этом с минимальными затратами, так сказать простой и бюджетный вариант инструмента облегчающего жизнь автомобилисту.
Устройство и принцип действия представленного съемника на самом деле довольно прост и понятен, за основу взята сжимающая сила винтовой стяжки пружины, а именно на шпильке установлены 2 металлических крюка которые зацепляются за пружину и под воздействием закручивания гайки пружина сжимается, а затем извлекается с стойки.
И так, давайте рассмотрим, что конкретно понадобится для сборки съемника.
Материалы
- металлическая труба 16-20 мм
- шпилька М-14
- уголок
- гайка 2 шт
- солидол
Инструменты
- сварочный инвертор
- дрель
- тиски
- молоток
- гаечный ключ
- УШМ (болгарка)
Пошаговая инструкция по созданию съемника пружин амортизатора своими руками.
Технология холодной навивки без закалки
Сначала необходимо сделать подготовительные операции. Перед тем, как из проволоки навивать заготовку, ее подвергают процедуре патентирования. Она заключается в нагреве материала до температуры пластичности. Такая операция готовит проволоку к предстоящему изменению формы.
В ходе операции навивки должны быть выдержаны следующие параметры:
- Внешний диаметр изделия (для некоторых деталей нормируется внутренний диаметр).
- Число витков.
- Шаг навивки.
- Общая длина детали с учетом последующих операций.
- Соблюдение геометрии концевых витков.
Холодная навивка без отпуска
Далее проводится стачивание концевых витков до плоского состояния. Это необходимо сделать для обеспечения качественного упора в другие детали конструкции, предотвращения их разрушения и выскальзывания пружины.
Следующий этап технологического процесса — термообработка. Холодная навивка пружин предусматривает только отпуск при низких температурах. Он позволяет усилить упругость и снять механические напряжения, возникшие в ходе навивки.
Исключительно важно точно соблюдать проектный график термообработки, тщательно контролируя температуру и время выдержки. После термообработки необходимо сделать испытательные и контрольные операции
После термообработки необходимо сделать испытательные и контрольные операции.
Далее по необходимости могут наноситься защитные покрытия, предотвращающие коррозию. Если они наносились гальваническим методом, изделия подвергаются повторному нагреву для снижения содержания водорода в приповерхностном слое.
Стяжка пружин амортизаторов своими руками просто и реально
Довольно часто случается так, что амортизаторы на автомобиле изнашиваются или выходят из строя. Это не удивительно, а причин таким последствиям может быть множество. В таком случае каждый владелец машины сталкивается с рядом неприятностей и единственным их решением может быть замена амортизаторов.
Провести ее можно в сервисном центре или у себя в гараже, однако для этого понадобится стяжка пружин (некоторые называют их спиралями амортизатора), для которых нужен специальный съемник, а также некоторые знания и умения.
Амортизатор
Как устроен амортизатор
Обязательной составляющей каждого амортизатора является пружина.
Существуют сейчас всевозможные прогрессивные виды данного механизма такие как, масляные или пневматические, однако в конструкцию каждого из них входит все тот же спиральный элемент, помогающий удерживать заданный уровень автомобиля над землей, а также облегчающий работу при нагрузке на само амортизирующее устройство.
Довольно часто случается так, что амортизатор находится в полном порядке, в то время как пружинящий элемент износился, потерял необходимую жесткость или вовсе лопнул. В таком случае нужна ее срочная замена, которую возможно провести своими руками только имею съемник.
Существует обратная сторона медали, когда с пружиной все в полном порядке, а нужно провести ремонтные работы с самим амортизатором, в этом случае съемник будет незаменим.
Что такое съемник
Съемник, это специальное устройство, которое позволяется проводить сжатие пружин амортизаторов, чтобы в дальнейшем можно было продолжать ремонтные работы.
Вариаций данного устройства существует масса, однако самый распространенный съемник для пружин – это две металлические рейки с нарезанной по всей их длине резьбой и закрепленные по обе стороны крюки, которые при повороте идут навстречу друг другу. Т.е.
когда нужно проводить сжатие пружин, достаточно просто проворачивать рейку, а закрепленные крюки будут стягивать пружину.
Существует еще более упрощенный метод съемника – ременной. В таком случае используются две “лягушки” с заправленными в них прочными тканевыми ремнями.
Ремни прокидываются на верхний и нижний виток пружин, далее владелец авто начинает работать “лягушками”, нажимая на каждую поочередно.
Впоследствии этих действий ремни натягиваются, и “спираль” начинает стягиваться, после чего можно проводить ремонтные работы.
Процесс стяжки пружин
начнем с того, что описанные выше съемники не единственные в своем роде, бывают еще несколько конфигураций этого устройство, его также можно сделать своими руками или просто купить. Однако без него стяжка будет сущим кошмаром и практически невыполнимым заданием.
Приступая же к выполнению этой операции необходимо, прежде всего, снять стойку с амортизатором, предварительно поставив автомобиль на домкрат и надежно его зафиксировав.
Далее съемник крепится на верхний и нижний виток пружин, и начинается работа руками. В зависимости от того, каков принцип работы вашего съемника, вы будете либо вращать какой-то его элемент, либо как в случае с “лягушкой” поочередно работать двумя педальками.
Что касается использования съемника, тот он призван облегчить весь процесс ремонта, ведь без него пришлось бы не только фиксировать стойку тисками, но еще и прилагать огромные усилия для сжатия пружин, нужно было бы, чтобы их кто-то держал, пока вы занимаетесь всем механизмом и т.д.
К тому же, используя данное приспособление, вы делаете процесс ремонта безопасным для себя, практически, исключая шанс срыва пружины.
Вывод
Процесс стяжки пружин амортизатора это та мера, с которой сталкивается каждый водитель, пожелавший провести ремонт амортизаторов своими руками, а не везти своего “железного коня” в автосервис.
Однако без съемника провести данную операцию не то чтобы совсем невозможен, но она будет сопровождаться массой сложностей и достаточно высоким риском для человека.
Если же использовать столь простое и не дорогое приспособление для стяжки, риск сразу же сводиться к минимуму, а сам процесс работы становится легким и быстрым.
Похожие записи:
 Как сделать глушитель своими руками из огнетушителя
Как сделать глушитель своими руками из огнетушителя
 Как отбить косу в домашних условиях молотком. используем подручные материалы
Как отбить косу в домашних условиях молотком. используем подручные материалы
 Чем отполировать лобовое стекло: какие есть варианты
Чем отполировать лобовое стекло: какие есть варианты
 Как правильно клеить обои в неровных углах комнаты, экономя деньги и нервные клетки
Как правильно клеить обои в неровных углах комнаты, экономя деньги и нервные клетки
 Как без штрафа пожарить шашлык в лесу, на даче и во дворе дома в 2021 году
Как без штрафа пожарить шашлык в лесу, на даче и во дворе дома в 2021 году
 Электронные ключи. электронный ключ на транзисторе
Электронные ключи. электронный ключ на транзисторе