Содержание
Способы нарезания резьбы
Нарезание резьбы на трубе можно производить несколькими способами:
-
нарезание резьбовыми гребенками или резьбовыми резцами;
- накатывание с помощью круглых или плоских плашек;
- нарезание резьбонарезными головками, метчиками или плашками;
- шлифование с помощью абразивных кругов;
- фрезерование путем резьбовых специальных фрез.
Мы предлагаем рассмотреть самый распространенный и простой способ нарезки резьбы на трубах с применением клуппа (резьбонарезной инструмент).
Итак, прежде чем приступить к самому процессу нарезки, надо подготовить инструменты необходимые для этой работы.
Инструменты для нарезки резьбы на трубе:
Клупп + набор резьбовых фрез (плашки). Это специальный инструмент для нарезки резьбы, он снабжен несколькими комплектами режущих радиальных плашек.
Они в свою очередь имеют разный диаметр, подходящий к той или иной канализационной или водопроводной трубе (для внешней нарезки резьбы);

Электрический резьбонарезной клупп
- Метчик (для внутренней нарезки резьбы);
- Газовый ключ или тиски (для фиксации трубы);
- Машинное или любое смазочное масло;
- Шлифовальная машинка для работы по металлу с обрезным диском.
Последовательные действия по нарезке внешней резьбы на трубе
- Для начала, воспользовавшись шлифовальной машинкой, нужно отрезать один конец трубы, на котором имеется старая резьба или коррозия.
Чтобы получился перпендикулярный срез (он необходим для навинчивания переходников и для удобства нарезания), трубу держим газовым ключом или зажимаем в тиски, предварительно сделав разметку.

Срезание коррозийного края трубы
- Далее следует сделать край трубы чуть тоньше, то есть срезать фаску, чтобы плашки корректнее накрутились на трубу. Для хорошего скольжения плашек по трубе, смазываем машинным маслом место будущей резьбы.
-
Затем следует переключить держатель плашек в нужное направление (по часовой стрелке) и собственно нарезаем резьбу.
Сразу нарезать всю резьбу на трубе не стоит, сделав несколько витков надо прокрутить клупп в обратную сторону, освобождая, таким образом, трубу от металлических опилок.
Не желательно резьбу делать более 1 см, этого хватит, так как тройники, фитинги и уголки в своем большинстве имеют резьбу именно 1 см.

Конечный результат нарезки внешней резьбы
- После проделанной работы, резьбу необходимо протереть от масла и удалить с нее металлическую стружку.
В том, как на трубе нарезать резьбу, особых сложностей нет. Вы наверняка успели в этом убедиться, прочитав изложенный выше материал.
Нарезка внутренней резьбы на трубе
Для внутренней нарезки резьбы нужно знать точный диаметр отверстия. Таким образом, подбирается необходимый размер метчика. Глухое отверстие (его глубина), должно быть несколькими миллиметрами больше длины резьбы.
После того, как диаметр сверла определен следует:
- Перед нарезанием резьбы метчиком, просверлить отверстие. Здесь нужно следить за положением сверла, которое должно находиться в вертикальном положении к поверхности заготовки.
- В просверленное отверстие вводим в вороток метчик и медленно, аккуратно нарезаем резьбу.Следует заметить, что метчики могут быть двух вариантов:
- №1 – для черновой резьбы. Его конструкция такова, что он снимает до 70% металлической стружки;
- №2 – для чистовой резьбы. Снимает остальные 30%.

Метчики (нарезка внутренней резьбы)
- Исходя из этого, сначала нужно воспользоваться метчиком №1, а далее пройтись метчиком №2. А также следует помнить о том, что метчики необходимо смазывать машинным маслом.
Контроль качества
Чтобы удостовериться в том, что заготовка была обработана правильно, необходимо воспользоваться резьбовыми шаблонами. С их помощью проверяется шаг резьбы.
Но для комплексной оценки применяется резьбовой калибр. Для удобства его устанавливают в стойке, и настраивают по эталону или шаблону, затем проверяется ход самой детали.
Также можно воспользоваться самым простым и часто используемым методом. Берётся гайка или болт, и прокручивается по выполненной детали.
Если походу движения на резьбе заметны задиры, или нужно прикладывать больше усилий, тогда вы допустили погрешность в работе. Теперь вы уже знаете, как пользоваться токарным станком для выполнения различных гаек, болтов или резьбовых соединений.
Резьбонарезной набор для труб и правила его пользования
Существенно упростить задачу по нарезанию резьбы можно приобретя специальный набор для труб. Он идеально подходит для применения в домашних условиях. Примером можно назвать клупп – немного измененная плашка, которая применяется вместе с трещоткой и направляющей. В набор могут включаться различные приспособления:
- Монолитные представлены корпусом цилиндрической формы с внутренним отверстием. Для работы также в комплект включают специальный плашкодержатель.
- Раздвижные состоят из резцов, расстояние между которыми можно регулировать при необходимости. Применяется для нарезания резьбовой поверхности в несколько проходов, за счет чего повышается качество.
Лерка выбирается в зависимости от диаметра трубы и направления резьбы. Процесс нарезания характеризуется следующими особенностями:
- Специальный инструмент, называемый клуппом, устанавливается в трещотку.
- На режущую часть также наносится масло, которое упрощает ход рабочей части.
- На край обрабатываемой трубы устанавливается направляющая.
- Трещотка вращается вокруг оси, за счет чего происходит образование резьбы.
- Во время механической обработки масло время от времени добавляется.

Резьбонарезной набор для труб
Стоит учитывать тот момент, что приспособление после длительной эксплуатации может затупится. Именно поэтому нужно следить за состоянием режущей кромки.
Требования закона к заказчику и исполнителю
Поскольку неисправный газопровод является источником опасности для жизни людей, законодатели определили заказчика – инициатора обрезки или переноса газовой трубы и исполнителя. К последнему закон предъявляет особые требования
Поэтому на них стоит обратить отдельное внимание
Кто должен подавать заявление?
До 2005 года в РФ за состояние газовых труб и подключенного к ним оборудования несли ответственность муниципальные службы газа. Позже закон переложил ее на собственников жилья: за внутридомовыми сетями в многоквартирных домах стали следить управляющие компании, а за внутриквартирными – собственники или арендаторы.
В частных домовладениях это также стало обязанностью владельцев. Поэтому, перед тем как укоротить газовую трубу на кухне, необходимо определить собственника.

На рисунке визуализировано разграничение ответственности между УК и жильцами. При этом платежи за обслуживание внутридомового оборудования внесены в ежемесячные квитанции. А вот за манипуляции с внутриквартирными сетями, в том числе и за обрезку труб, жильцы платят отдельно
Подтверждение этого правила можно найти в Постановлении №410 от 14.05.2013, отредактированном правительством РФ 6 октября 2021 года.
Согласно общим положениям этого постановления, заказчиком при обрезке трубы в квартире или частном домовладении может стать собственник квадратных метров или арендатор. При этом аренда должна быть обязательно оформлена официально.
Кто имеет право выполнять работу?
Так же четко в правительственном документе определен исполнитель. Это специализированная организация, выполняющая обслуживание и ремонт газового оборудования по договору с владельцами или управляющей компанией. Кроме того, взять на себя обрезку труб может и компания-поставщик.
Закон предъявляет следующие требования к исполнителю:
- присутствие в штате прошедших аттестацию сотрудников с профильным образованием;
- наличие производственных инструкций по проведению газоопасных работ;
- обязательное использование контрольно-измерительного оборудования.
Все средства и приспособления, использующиеся мастерами газовой службы, должны проходить регулярную калибровку по утвержденному в организации графику.
Как видно из приведенного выше перечня, требования к исполнителю достаточно высоки. Поэтому выполнять укорачивание газовых труб самостоятельно или при помощи посторонних лиц, не имеющих лицензии, не стоит.
На нержавеющей трубе
Часто при изготовлении труб применяется нержавеющая сталь. Она характеризуется высокой прочностью и устойчивостью к воздействию коррозии. Однако, присутствие большого количества легирующих элементов приводит к снижению степени обрабатываемости. Именно поэтому с нарезанием резьбы может возникать довольно много трудностей.
Упростить процесс нарезания можно при обильном применении смазывающего вещества. Кроме этого, нужно выбирать плашку или метчик из износостойкого материала, который не будет тупится в процессе обработки.
В заключение отметим, что необязательно обладать какими-либо навыками или иметь специальные инструменты для получения резьбы на поверхности труб
Важно правильно использовать выбранный механизм нарезания резьбы, а также следить за наличием смазывающего вещества. Стоит учитывать, что недостаточное количество смазки может привести к заклиниванию плашки или метчика
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Делаем резьбу своими руками
Подготовка
Перед тем, как нарезать резьбу на трубе своими руками, необходимо провести ряд подготовительных работ:
- отрезать кусок трубы нужного размера. Если производится замена какого-либо участка трубопровода, то требуется аккуратно вырезать трубу, пришедшую в непригодность;
Срез трубы должен быть перпендикулярен ее стенкам. В противном случае резьбовое соединение будет не надежным.
- участок трубы, где будет нарезаться резьба, очищается от краски, ржавчины и так далее. Все посторонние отложения мешают проведению работы;
- с конца трубы снимается фаска для облегчения работы плашки.
Начальный этап нанесения резьбы
Нарезаем наружную резьбу клуппом
Нарезка резьбы на трубе клуппом проходит следующим образом:
- подбирается клупп соответствующего диаметра. Для корректного подбора оборудования применяется штангенциркуль;
- внутренняя поверхность клуппа и подготовленный участок трубы обрабатываются машинным маслом;
- клупп вставляется в металлическую трубу, облегчающую работу по его вращению. Держатель входит в набор для нарезки резьбы на трубах;
- если происходит первоначальная сборка трубопровода, то труба фиксируется в тисках. Если нужно нарезать резьбу на водопроводной трубе при реконструкции водопровода или иной инженерной системы, произвести нарезку можно непосредственно на установленной трубе;
- клупп устанавливается на подготовленную трубу и начинается его вращение, то есть процесс нарезки резьбы.
Сделав несколько поворотов вокруг трубы необходимо отвести клупп в обратном направлении приблизительно на 90º. Это позволит удалить с будущей резьбы снимаемую стружку.
Изготовление резьбы при помощи клуппа
После окончания резки масло необходимо полностью удалить.
Наглядно посмотреть на процесс нарезки резьбы клуппом можно на видео.
Нарезка резьбы плашкой
Плашка для нарезания резьбы на трубах может быть:
- круглой формы. Для нанесения резьбы на трубы различного диаметра используются отличные по размерам плашки;
- раздвижной. Использование такой плашки помогает в нарезании резьбы на трубах различных диаметров. Для раздвижной плашки применяется специальный держатель.
Различные плашки для нанесения резьбы
Плашки для нарезания резьбы на трубах используются более часто, так как имеют меньшую стоимость.
Перед тем, как нарезать резьбу на трубе плашкой (леркой), нужно подготовить трубу описанным выше способом. Затем можно проводить саму процедуру по следующей схеме:
- при помощи штангенциркуля подобрать нужную по диаметру плашку;
- смазать внутреннюю часть лерки и поверхность трубы любым доступным материалом;
- закрепить плашку в специальном держателе. Лерки для нарезания резьбы на трубах должны быть прочно закреплены в держателе. В противном случае резьба получится неровной, что приведет к образованию течи в месте соединения;
- плашкодержатель вращается в нужном направлении. После нескольких витков необходимо, как и предыдущем случае, избавиться от скопившейся стружки. Для этого инструмент немного поворачивается в обратном направлении;
- после нанесения резьбы труба и используемый инструмент очищаются от смазки.
На начальной стадии используются черновые плашки, которые четко прорезают трубу, но не дают большой точности резьбы. Окончательная нарезка производится чистовой плашкой.
Нанесение резьбы при помощи лерок
Нарезаем внутреннюю резьбу
Чтобы сделать внутреннюю резьбу, требуется:
- подготовить отверстие. Оно должно быть чистым и не содержать никаких покрытий и посторонних отложений. Отверстие смазывается;
- подобрать метчик по диаметру;
- установить метчик в отверстие, при этом следует соблюдать вертикальность нарезного оборудования. Начать вращение метчика по часовой стрелке.
Процедура нарезки резьбы внутри трубы
Для нанесения внутренней резьбы требуется использовать два метчика: черновой и чистовой. Черновой метчик удаляет около 70% стружки, а чистовой оставшиеся 30%.
Резьбу на металлической трубе можно сделать своими руками. Для этого потребуется покупка специального инструмента и небольшое количество времени. Проведение работы доступно не только для профессионалов, но и для простых пользователей.
Причины обрезки газовой трубы
Наиболее распространенный мотив – проведение ремонта, во время которого принимается решение изменить положение плиты или установить новое оборудование. Все это может сподвигнуть хозяев на укорочение газовой трубы.
Кроме того, инициатором может выступить представитель газовой компании, на законных основаниях требующий выноса прибора учета в зону видимости.

В старых домах можно наблюдать такую картину: отвод от газовой трубы мешает удобному расположению штор или модулей кухонного гарнитура. Это тоже часто становится причиной обрезки
Он же может потребовать укорачивания из-за несоответствия устаревших коммуникаций современным правилам. Нормативы регулярно обновляются, а собственники жилых помещений крайне редко самостоятельно отслеживают внесенные изменения.
Требуемое оборудование
Нарезка резьбы метчиком вручную возможна только при наличии следующего инструмента:
- Электрической дрели, которая способна работать на низких оборотах.
- Высококачественного сверла, диаметр и угол заточки которого подбирается по табличным значениям или высчитывается.
- Для снятия с краев отверстия фаски потребуется зенковка или сверло большого диаметра.
- Одного или целого комплекта (в зависимости от типа) метчиков соответствующего размера.
- Ручного держателя, который подходит для применяемого инструмента.
- Слесарных тисков, в которых будет осуществляться фиксация изделия. При нарезании резьбы происходит снятие определенного слоя металла, что возможно исключительно при прикладывании большого усилия. Если заготовка или готовое изделие будут плохо зафиксированы, то качество обработки будет низким.
- Керна и молотка.
- Для того чтобы упростить поставленную задачу, рекомендуется использовать машинное масло для смазывания как самого инструмента, так и обрабатываемой поверхности. Если не использовать машинное масло или другое вещество, обладающее аналогичными свойствами, то процесс может существенно затянуться.
- Ветоши.
После нахождения всего необходимого можно приступать к непосредственному выполнению работ.
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.

Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
Это интересно: Выбор электрического отбойного молотка — познаем главное
Вариант №2: Резьба нарезанная вручную
Нарезка резьбы на трубах вручную выполняется с помощью таких инструментов и материалов:
- плашкодержатель
- плашка для черновой резьбы
- плашка для чистовой резьбы
- смазочный материал: солидол, машинное масло или «народное средство» – кусочек сала
- болгарка или хороший напильник
У новичка может возникнуть справедливый вопрос: для чего нужны две плашки? Дело в том, что их еще называю проходной и чистовой. Применяют их по той причине, что это облегчает сам процесс нарезки. А, кроме того, уменьшается износ самого инструмента, что тем более актуально, если проанализировать его качество.
Порядок выполнения работ при ручной нарезке:
-
- Нарезка резьбы на трубы начинается с обязательного мероприятия – снятия фаски, на том конце, где будет резьбовое соединение.
- На место резьбы и зубья плашки наносится смазка.
- Плашкодержатель с закрепленной на нем проходной плашкой с силой прижимается к трубе, так чтобы создалось зацепление.
- Устройство нужно вращать по часовой стрелке – выполняется нарезка резьбы (примерно, 5 оборотов). Если в процессе возникнет большое сопротивление, то можно сделать пол-оборота назад. Стружка обломается и вновь крутить по часовой стрелке станет легче.
В работу задействуется чистовая плашка, которая также предварительно смазывается. Порядок действий повторяется, как и при черновой нарезке.
Вращательные движения при нарезке выполняются по часовой стрелке
Сравниваем плашки между собой
Какая лерка лучше без проблем определит и непрофессионал
На фото представлены две плашки: одна высококачественная, а другая – дешевая. В принципе, разница видна даже невооруженным глазом, и какие либо комментарии вряд ли нужны. Лишь заметим, что недорогой инструмент будет выполнять хорошую резьбу непродолжительное время, буквально через несколько случаев применения нанесенная резьба уже не будет иметь нужную глубину.
Какой должна быть сама труба?
Перед тем как сделать резьбу на трубе, необходимо выполнить определенную подготовительную работу. Это в первую очередь касается труб, которые уже использовались. Если она была окрашенной, то от слоя краски нужно избавиться. Тоже самое следует сделать и со слоем строительного материала, застывшего на внешней поверхности трубы.
По окончанию нарезки резьбы нужно вооружиться фонариком и тщательно осмотреть полученное соединение. Если в работе трубы б/у, то очень даже может быть, что в швах резьбы образовались сквозные прорези по причине износа материала. Тогда нужно будет подумать о другом варианте соединения трубопровода или вообще замене поврежденного участка.
Зачем вообще нужна резьба?
Мы вроде бы и разобрали два самых популярных варианта нарезки резьбы на трубу, но может возникнуть логичный вопрос о том, зачем это вообще нужно, если практически все трубопроводы сегодня выполняются из пластика различных видов, во всяком случае, в быту? Ответ очень прост – соединить металлическую трубу и пластиковую можно только посредством резьбового соединения, и никак иначе. А такие конструкции пока встречаются в индивидуальном жилище очень часто.
Виды резьбовых соединений
Прежде всего, следует отметить, что особых навыков для выполнения данных действий иметь не нужно. Но уметь отличать вид резьбы на трубе нужно
Например, важно различать дюймовую и метрическую накатку, левую и правую. Вообще видов существует большое количество, но чаще всего применяется именно эти – дюймовая и метрическая
Отличительные характеристики дюймового и метрического вида выглядят следующим образом.
Дюймовый тип резьбы на трубах:
- Все элементы измеряются дюймами.
- Наличие профиля в форме равнобедренного треугольника с углом в 55 градусов на верхнем углу.
- Присутствующий большой шаг. Следовательно, такой профиль крупнее и такой тип нарезки отличается более высокой прочностью.
Метрический тип:
- Все элементы измеряют в миллиметрах.
- Профиль отличается формой равностороннего треугольника.
- Более мелкий шаг.
Ниже рассмотрим каких видов бывает резьба.
- Правой. Это если гайка закручивается на болт по ходу часовой стрелки.
- Левой. Гайку в этом случае закручивают в обратном направлении.
Высококачественного нарезания на трубе можно достичь только при условии, что безошибочно выбран объем сверла или стержня для изготовления отверстия.
Каждая резьба на трубах характеризуется индивидуальными параметрами, которые регламентируются ГОСТом 621181.
Так, например коническая резьба по требованиям ГОСТа отличается выступом витков. Также данными нормативными документами определяется и канавка при нарезании. И по ГОСТу 621181 определяют профиль нарезания.
Подготовительный этап
Для того чтобы работа по получению резьбы не вызывала много трудностей, следует провести тщательную подготовку к подобной технологической операции. Все применяемые методы, связанные с нарезанием внутренней резьбы, предусматривают то, что заранее уже было получено отверстие требуемого диаметра. Получить стандартный размер резьбы можно при создании отверстия согласно таблице соответствия. К примеру, для резьбы М10 создается отверстие диаметром 8,5 мм.
Часто встречается ситуация, когда следует получить резьбу нестандартного размера. В этом случае проводится расчет требуемого диаметра отверстия по универсальной формуле. Вычисления проводятся следующим образом:
Изучается маркировка применяемого инструмента
Нужно уделить внимание типу нарезаемой резьбы, шагу и диаметру.
Определить требуемый диаметр отверстия при использовании метчика М5Х0,75 можно следующим образом: 5−0,75=5,25 мм.. Проще всего провести работу в случае, когда нужно получить стандартную резьбу, так как вся необходимая информация может быть взята из различных таблиц нормативной документации
 Проще всего провести работу в случае, когда нужно получить стандартную резьбу, так как вся необходимая информация может быть взята из различных таблиц нормативной документации.
Проще всего провести работу в случае, когда нужно получить стандартную резьбу, так как вся необходимая информация может быть взята из различных таблиц нормативной документации.
Для получения качественного отверстия нужно правильно выбрать сверло. При сверлении рекомендуется использовать оборудование, которое препятствует возникновению биения при работе. Выбирая сверло, стоит помнить, что оно должно иметь качественную заточку. Специалисты рекомендуют подбирать угол заточки в зависимости от того, какой твердостью обладает обрабатываемый материал. С повышением показателя твердости увеличивается и рекомендуемый угол заточки, но он не должен превышать значение 140 градусов.
Диаметр сверла под резьбу (таблица)
SVERLA.info » Статьи » Диаметр сверла под резьбу
Цветом выделен основной шаг резьбы
| Метрическая резьба, М | |||
| Метчик | Сверло | Метчик | Сверло |
| М1.4х0.3 | 1.1 | М14х1.25 | 12.8 |
| М1.6х0.35 | 1.25 | М14х1 | 13 |
| М2х0.4 | 1.6 | М16х2 | 14 |
| М2.5х0.45 | 2.05 | М16х1.5 | 14.5 |
| М3х0.5 | 2.5 | М16х1.25 | 14.8 |
| М3.5х0.6 | 2.9 | М16х1 | 15 |
| М4х0.7 | 3.3 | М18х2.5 | 15.5 |
| М4х0.5 | 3.5 | М18х2 | 16 |
| М5х0.8 | 4.2 | М18х1.5 | 16.5 |
| М5х0.5 | 4.5 | М18х1 | 17 |
| М6х1 | 5 | М20х2.5 | 17.5 |
| М6х0.5 | 5.5 | М20х2 | 18 |
| М7х1 | 6 | М20х1.5 | 18.5 |
| М7х0.5 | 6.5 | М22х2.5 | 19.5 |
| М8х1.25 | 6.8 | М22х2 | 20 |
| М8х1 | 7 | М22х1.5 | 20.5 |
| М8х0.75 | 7.2 | М24х3 | 21 |
| М8х0.5 | 7.5 | М24х2 | 22 |
| М9х1.25 | 7.8 | М24х1.5 | 22.5 |
| М9х1 | 8 | М27х3 | 24 |
| М10х1.5 | 8.5 | М27х2 | 25 |
| М10х1.25 | 8.8 | М27х1.5 | 25.5 |
| М10х1 | 9 | М30х3.5 | 26.5 |
| М11х1.5 | 9.5 | М30х3 | 27 |
| М11х1.25 | 9.8 | М30х2 | 28 |
| М11х1 | 10 | М30х1.5 | 28.5 |
| М12х1.75 | 10.2 | М33х3.5 | 29.5 |
| М12х1.5 | 10.5 | М33х3 | 30 |
| М12х1.25 | 10.8 | М33х2 | 31 |
| М12х1 | 11 | М33х1.5 | 31.5 |
| М14х2 | 12 | М36х4 | 32 |
| М14х1.5 | 12.5 | М42х4.5 | 37.5 |
Методы получения резьб
Резьбы на токарном танке нарезают разными способами в зависимости от типа соединения и размера детали:
- накаткой роликом;
- с применением плашек и метчиков;
- резцами.
При накатывании профильный твердый ролик выдавливает в теле метиза канавку, приподнимая металл выступа. Способ отличается высокой производительностью. Сама нить прочная за счет образующегося на поверхности наклепа. Таким способом можно изготавливать метизы из низкоуглеродистых пластичных сталей на автоматических линиях. Для накатки при изготовлении малых партий деталей, профильный ролик может устанавливаться на токарный станок. Диаметр ограничен 24–30 мм.
Нарезание резьбы на токарных станках осуществляется специальным инструментом: метчиками и плашками. Метод высокопроизводительный. Не зависимо от типа резьбы и количества заходов, она изготавливается за один проход. Повышение прочности и точности достигается использованием на диаметрах более 14 мм пары инструментов: чернового и чистового.
Резцом выполняются резьбы любого профиля. Диаметр и вес детали ограничивается техническими характеристиками станка.
Для точения конических резьб на конусе резьбового соединения применяется специальный инструмент и резец. Станок должен иметь все узлы, необходимые для настройки нарезки конических резьб. По таблицам, расположенным на передней бабке или верхней панели коробки передач, выставляется шаг резьбы. Деталь стачивается на конус по наружному размеру резьбы. Угол заточки 120⁰. Глубина резания регулируется салазками. После касания резца выставляется по лимбу.
В отдельных конически соединениях применяется нарезка метрической резьбы по конусу. Ход резца параллельно обрабатываемой поверхности выставляется поворотом салазок.
Полезные советы
Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника
Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
Колонны из двутавровой балки
Оборудование для резки арматуры
Как выбрать электрод для ручной электродуговой сварки
Рез электрическим клуппом
Кроме ручного инструмента получил широкое распространение и электрический. Преимуществом подобного варианта исполнения можно назвать высокую производительность. Работа при его применении имеет следующие особенности:
- Обрабатываемая часть тщательно подготавливается.
- Обеспечивается надежное крепление заготовки.
- Механизм крепится в начальной точке.
- Проверяется свободность хода направляющих и направление вращения режущей части.
- Первые витки нарезаются в толчковом режиме.
На инструменте можно установить основные параметры, к примеру, длину реза. Особенности применения зависят от его функциональности и других эксплуатационных характеристик.
Пару слов о ГОСТ по трубной резьбе
В условиях работы с газообразными и жидкими средами, согласно ГОСТ 6111, при необходимости внедрения разъёмных соединений в схемы трубопроводов, допускается изготовление таких соединений на резьбовой основе.
Возможным является исполнение не только трубной, но и конической резьбы (ГОСТ 3662).
 Пример производства конической трубной резьбы на технологическом переходнике. Подобные приёмы используются в сантехнике нередко. По эксплуатационным показателям коническая резьба выделяется в лучшую сторону относительно иных видов
Пример производства конической трубной резьбы на технологическом переходнике. Подобные приёмы используются в сантехнике нередко. По эксплуатационным показателям коническая резьба выделяется в лучшую сторону относительно иных видов
Несмотря на редкое применение конической резьбы в трубных соединениях, она считается более удобной по характеристикам навинчивания/свинчивания.
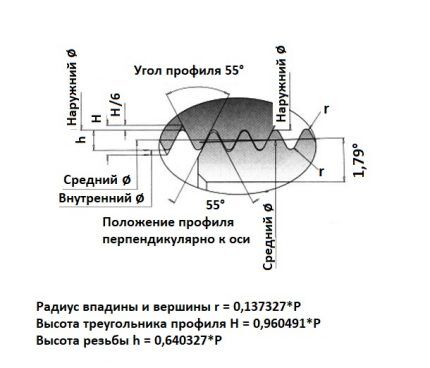
Следует напомнить, что угол конусности конической резьбы напрямую связан с такими параметрами, как шаг и диаметр. Допустимое значение этого угла не может быть меньше 26°. Стандартное значение угла вершины профиля на конической резьбе – 60°.
Трубные резьбы отличаются характерной особенностью – они имеют скруглённую вершину профиля. При соблюдении стандартов нарезки, величина закругления составляет 10% размера радиуса резьбы.
При такой технологии нарезки удаётся добиться существенного снижения внутренних напряжений на малой площади металла, занимаемой резьбовым профилем.
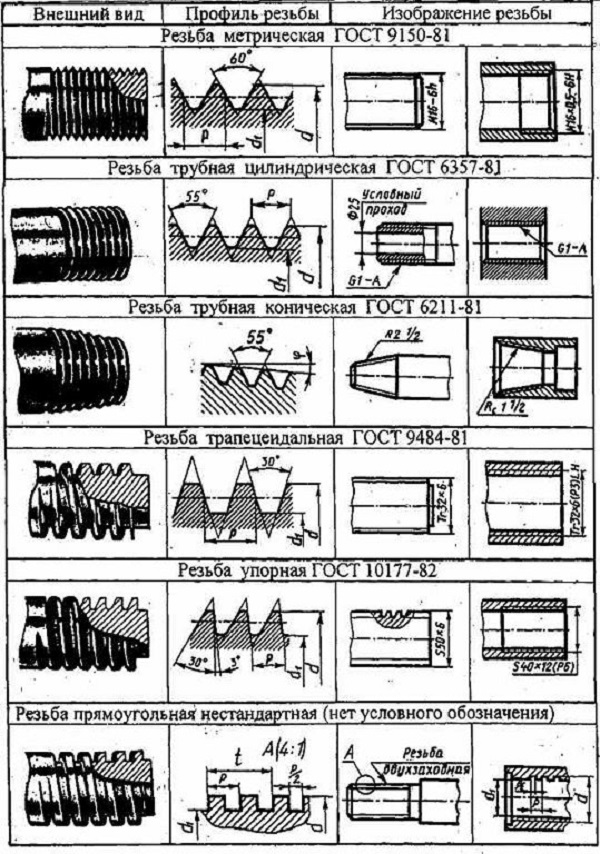
Установленными допусками ГОСТ 6357, наряду с цилиндрической и конической резьбой предусматривается исполнение на трубах метрической резьбы.
Здесь стандарт угла наклона составляет 55°, чем обусловлено увеличение числа витков на участке по длине равным участку с другим видом резьбы.
В результате получается соединение с более высокой степенью герметичности, но трудоёмкость при пользовании такими соединениями увеличивается.
 Метрическая резьба и полный технический расклад по стандартным параметрам. Для метрической резьбы применяется единица измерения – миллиметр, тогда как трубная обычно измеряется в дюймах
Метрическая резьба и полный технический расклад по стандартным параметрам. Для метрической резьбы применяется единица измерения – миллиметр, тогда как трубная обычно измеряется в дюймах
Существующими установками ГОСТ предусматривается также возможность исполнения упорной и трапецеидальной резьбы на трубах. Но на практике эти виды нарезки не используются по причине их низкой эксплуатационной прочности.
В сантехнических работах применяют разные способы соединения труб. Выбор метода во многом зависит от материала трубопровода и его “зоны ответственности”. Резьбовую стыковку деталей рекомендуют использовать на участках, доступных для периодической ревизии.
Информация по альтернативным способам соединения труб представлена в статьях:
- Сантехнические способы соединения труб: обзор всех возможных вариантов исполнения
- Соединение пластиковых труб с металлическими: разбор способов и примеров монтажных работ
- Соединение медных труб: инструкции и сравнение различных монтажных технологий
- Врезка в трубу без сварки: технология проведения сварочно-врезных работ
Похожие записи:
 Недорогой мангал из барабана стиральной машины за десять минут
Недорогой мангал из барабана стиральной машины за десять минут
 «perpetuum mobile». гравитационный перпетуум мобиле астронома христофора шейнера. gnomon scheinerianus in centro mundi схема гравитационного перпетуум. — презентация
«perpetuum mobile». гравитационный перпетуум мобиле астронома христофора шейнера. gnomon scheinerianus in centro mundi схема гравитационного перпетуум. — презентация
 Литье из силикона. советы начинающим мастерам
Литье из силикона. советы начинающим мастерам
 Рейтинг прикормочных корабликов. топ 5 недорогих моделей
Рейтинг прикормочных корабликов. топ 5 недорогих моделей
 Как сделать скамейку: виды скамеек и лавочек для дачи и сада своими руками
Как сделать скамейку: виды скамеек и лавочек для дачи и сада своими руками
 11 вещей, которые нужно срочно перестать делать с телефоном
11 вещей, которые нужно срочно перестать делать с телефоном