Содержание
Как сделать форму для отливки
Создание простого материала для припоя не требует изготовления специальной формы. Можно вылить металл на стальной лист.
Для создания формы используются такие материалы:
- Гипс.
- Песок.
- Глина.
- Каменноугольный пепел.
- Жидкое стекло.
Сплав заливается в форму разными способами:
- Открытый.
- Закрытый.
Открытый метод отличается простотой. Расплавленный металл переливается в обычную емкость, консервную банку, чашку и т. д. Когда вещество застывает, болванку извлекают из емкости. Если форма металлического предмета неважна, можно оставить алюминий на прочной поверхности.
Сложная отливка требует соответствия изделия указанным параметрам, для этого используются формировочные элементы. Кремнезем – это распространенное вещество, которое часто применяется при открытой заливке. Изделие состоит из двух емкостей, в которые засыпается и трамбуется земля. Элементы кремнезема сжимаются, между ними закладывается макет для отливки. Так можно получить точный отпечаток необходимой детали. Макет удаляется, в форму помещают раскаленный алюминий. Для закрытого способа отливки применяется речной песок, смешанный с жидким стеклом.

Гипс можно использовать для одноразового литья. Из парафина или пенопласта изготавливаются макеты. Применение таких материалов требует выполнения работ на открытом пространстве с хорошим доступом воздуха. Пенопласт не удаляется из твердого гипса, заливается раскаленным алюминием. Продукты горения этого вещества вредны для здоровья.
Как сделать форму для отливки
Создание простого материала для припоя не требует изготовления специальной формы. Можно вылить металл на стальной лист.
Для создания формы используются такие материалы:
- Гипс.
- Песок.
- Глина.
- Каменноугольный пепел.
- Жидкое стекло.
Сплав заливается в форму разными способами:
- Открытый.
- Закрытый.
Открытый метод отличается простотой. Расплавленный металл переливается в обычную емкость, консервную банку, чашку и т. д. Когда вещество застывает, болванку извлекают из емкости. Если форма металлического предмета неважна, можно оставить алюминий на прочной поверхности.
Сложная отливка требует соответствия изделия указанным параметрам, для этого используются формировочные элементы. Кремнезем – это распространенное вещество, которое часто применяется при открытой заливке. Изделие состоит из двух емкостей, в которые засыпается и трамбуется земля. Элементы кремнезема сжимаются, между ними закладывается макет для отливки. Так можно получить точный отпечаток необходимой детали. Макет удаляется, в форму помещают раскаленный алюминий. Для закрытого способа отливки применяется речной песок, смешанный с жидким стеклом.
Гипс можно использовать для одноразового литья. Из парафина или пенопласта изготавливаются макеты. Применение таких материалов требует выполнения работ на открытом пространстве с хорошим доступом воздуха. Пенопласт не удаляется из твердого гипса, заливается раскаленным алюминием. Продукты горения этого вещества вредны для здоровья.
Литейная форма
Если требуется только отлить чистый алюминий для припоя, то литейная форма не нужна. Достаточно использовать стальной лист, на котором расплавленный металл остынет. Но если нужно отлить хотя бы простенькую деталь, то понадобится литейная форма.
Литейную форму можно сделать из скульптурного гипса, именно гипса, а не алебастра. Жидкий гипс заливается в смазанную маслом форму, ему дают немного застыть, периодически встряхивая, чтобы вышли пузырьки воздуха, вставляют в него модель и накрывают второй емкостью с гипсом. В удобном месте нужно в гипс вставить цилиндрический предмет, чтобы в итоге в форме появилось отверстие, так называемый канал, в который будет заливаться расплавленный алюминий. Когда гипс окончательно застынет, две части формы разъединяются, вынимается модель, и форма с готовым слепком соединяется опять.
Изготовить литейную форму можно и из смеси 75 % формовочного песка, 20 % глины и 5 % каменноугольного песка, которая засыпается в специальный ящик из досок и трамбуется. В утрамбованную землю отжимается модель, получившийся отпечаток присыпается тальком и графитом (угольной пылью), чтобы остывшую алюминиевую деталь можно было легко отделить от формы.
Технология переработки
На завод по переработке алюминиевый лом поступает в виде прессованных кубов. Для утилизации жестяных банок такой формат не подходит, поэтому их измельчают и отправляют на сортировочную линию.
Первичная сортировка
На линии происходит проверка магнитным сепаратором на наличие магнитящихся металлов. Далее с помощью воздушного ножа отделяются тяжелые примеси, которые падают вниз, а алюминий в прямом смысле летит дальше. Первичная сортировка на этом заканчивается, а лом отправляется на удаление краски.
Удаление лака
Удалить краску необходимо для того, чтобы во время плавления в сплаве не было веществ, способных загореться. Остатки краски приводят к тому, что лом в плавильной печи начинает гореть и вместе с краской сгорает металл.
Для этих целей существует два способа
- Конвейерная печь, в которой лак выдерживается длительное время при температуре, близкой к 520⁰С. Камеру сгорания наполняют летучими соединениями лакокрасочных покрытий, которые способствуют быстрому выгоранию лака.
- Роторная печь, нагрев в которой происходит поэтапно, с постепенным повышением температуры до 615⁰С к последнему этапу. Такой способ позволяет нагреть металл почти на 100 градусов выше, чем в конвейерной печи и при этом не расплавить алюминиевый лом.
Обоим способам свойственен риск потерять много металла из-за допущенных ошибок
Важно поддерживать температуру в заданном диапазоне, так как при недостаточном нагреве на поверхности алюминия останется смолянистый слой, который загорится в плавильной печи. А при перегреве металл начнет гореть, ещё не доехав до переплавки
Плавление
Чтобы получить качественную массу, необходима печь, в которой можно удалить лишние компоненты. После расплавки алюминиевого лома на его поверхность всплывают загрязнения.
Полученный сплав отправляется в печь непрерывного плавления. В эту же печь добавляют объемный лом и чистый алюминий, чтобы качество сплава удовлетворяло потребности современного производства.
Обработка
Следующий этап конвейера – печь-миксер, где добавляют другие металлы к сплаву, а также проводят продувку инертным газом, чтобы избавиться от примесей.
Отлив слитка и формирование листа
Полученный сплав, готовый к повторному использованию, отливают в слитки весом 15 тонн. Из полученного слитка формируют лист алюминия с помощью прокатки.
В процессе образуется много «лишнего» металла из-за обрезки слитка и полученного листа. Такие отходы называются внутренними и их сразу отправляют на повторную переплавку, так как химический состав у металлических отходов совпадает с заданным.
Конструкция
Металлические пивные банки (и для газированных напитков тоже) должны держать внутреннее лишнее давление до 6 атмосфер. По этой причине конструкция
банки включает толстое куполообразное дно и очень тонкие стенки, которые, однако, при помощи внутреннего давления обеспечивает банке достаточную конструктивную надёжность.
Весь вид обычной пивной банки и назначение разных ее элементов показано на рисунке 1.3. Рисунок 1.3 – Детали конструкции алюминиевой банки и их функции
Высота и диаметр пивной банки
Действует отечественный нормативный документ на конструкцию алюминиевой банки – ГОСТ Р 51756-2001 “Банки металлические глубокой вытяжки с легковскрываемыми крышками”. Он, разумеется, согласуется с подобными международными нормами.
Опираясь на него важные параметры и размеры пивных металлических банок следующие (с точностью до 1 мм).
Диаметр пивной банки:
Толщина стенки пивной банки
- Корпус алюминиевой банки делают путем вытяжки за два прохода из плоской круглой заготовки которая называется «чашки».
- После стенки этой чашки утоняют при их последовательной раскатке до толщины только лишь в одну треть от начальной (рисунок 2).
- Дно банки профилировано специальным образом не только для того, чтобы держать большое внутреннее давление, но и для отличного сочетания с крышкой нижестоящей алюминиевой банки – для удобства упаковки.
- Стенку банки раскатуют до толщины 0,110 мм и менее практически по всей высоте. На данный момент самая маленькая толщина стенки, сообщают, уже доходит до 0,08 мм.
Рисунок 2 – Толщина стенки банки имеет разную толщину .
- Сверху корпуса банки стенка толще и толщина пивной банки здесь составляет 0,16 мм.
- Это необходимо как для удобства формирования суженой «горловины», так же и для создания качественного соединения с крышкой. Металлические крышки банок поставляют отдельно и ставят на корпус при помощи известного шва «двойной замок» сразу же после наполнения банки пивом или остальным напитком (рисунок 3).
Рисунок 3 – Конструкция
соединения крышки банки с ее корпусом: шов “двойной замок”
Крышка пивной банки
Начало бурного роста популярности металлических пивных банок
относится к 1964 году, когда была изобретенаконструкция “легковскрываемой” крышки (рисунок 4.1). Рисунок 4.1 – Разные типы легковскрываемых металлических крышек На “пивных” банках эти крышки открываются что именуется без всякого оружия простым поворотом специализированного «ушка» (рисунок 4.2а). Либо даже с помощью одной руки (!) (рисунок 4.2б).
Ушко ставят на крышку при помощи которая называется интегральной заклепки (рисунок 5). Ее именуют интегральной, так как она сформировывается конкретно из металла крышки. Рисунок 4.2а – Крышка легко открывается и остается на банке Рисунок 4.2б – Открытие банки с помощью одной руки Рисунок 5 – Технология формовки интегральной заклепки на крышке банки
Механизм открытия пивной банки
Задача ушка и лепестка (называют его еще и “язычком”), достичь хлопка выходящего углекислого газа при усилии на ушке около 3 килограммов и полного проталкивания лепестка (язычка) вовнутрь банки при усилии до 7 килограммов, причем лепесток должен остаться висеть в середине банки. Это можно достигнуть выполнением вдоль периметра лепестка специализированных насечек такой глубины, что остается лишь 0,085 мм металла вблизи заклепки и 0,110 мм на другой стороне (рисунок 6). В то же время, материал
на насечках весьма прочный, чтобы не разрушаться в ходе тех. процесса или при разгрузке в магазине. В середине лепестка можно заметить еще 1, внутренний ряд насечек. Они не такие глубокие и служат, как говорят, для направленного направления металла на ключевых насечках и устранения разрывов ключевых насечек при их формировании. Рисунок 6 – Хитроумные насечки предоставляют надежное открытие банки в 2 этапа: сначала выпуск газа, после проталкивание лепестка вовнутрь банки
Отходы алюминия
Чтобы выброшенная где-нибудь в лесу алюминиевая банка полностью разложилась, понадобится не меньше пятисот лет. А ведь переработка алюминия и тары из него в целом требует гораздо меньших затрат труда и энергии, чем переработка пластика или бумаги. Математика такой переработки проста: из одной старой банки получается приблизительно одна новая, если не учитывать банки с повреждениями.

Сейчас объём наполнения российского рынка банками оценивается примерно в 2-3 млрд. штук. Стандартная банка емкостью в 500 мл имеет массу около 15 г. В сумме масса всех этих банок составляет цифру, сопоставимую с годовыми объёмами производства алюминия в России.
Если учесть, что из алюминия делают не только банки, и прибавить к этому массу отслужившего алюминиевого профиля, автозапчастей, различной мебели и строительной фурнитуры, отходов алюминиевых конденсаторов, получатся и вовсе космические цифры. И всё это полезное богатство в нашей стране по большей части продолжает складироваться на мусорных полигонах.

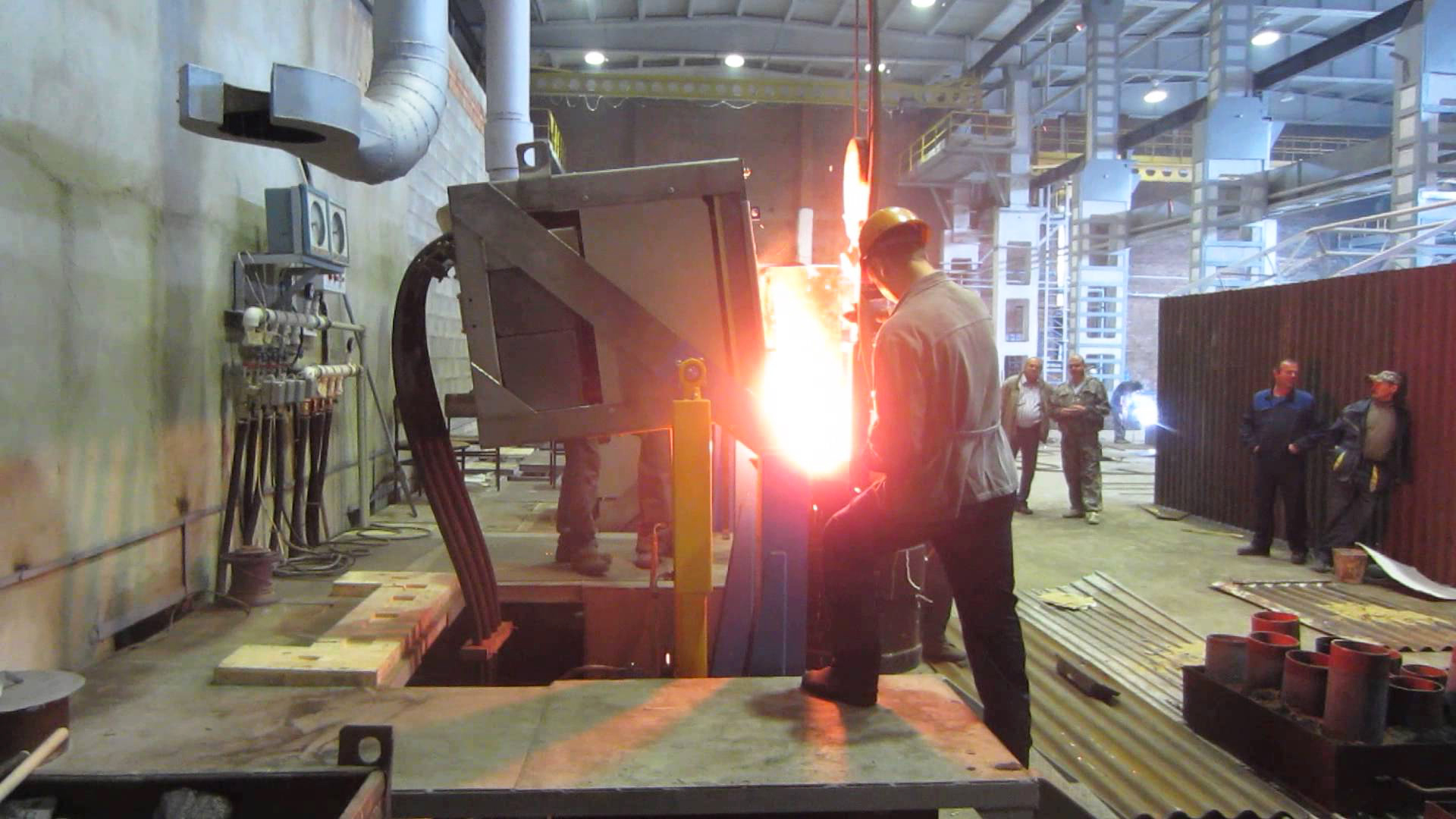
Плавление алюминиевого лома
Для плавления алюминиевых банок обычно применяют специальные печи. При плавлении образуется значительное количество шлака – смеси металла, оксидов и других загрязнений. Этот шлак содержит много газов, поэтому хорошо плавает сверху расплава. Его удаляют и отправляют на восстановление из него металла. Обычно вес шлака составляет около 15 % от начальной загрузки лома. Из этой специальной печей расплав передают в непрерывную плавильную печь, в которую дополнительно загружают крупный алюминиевый лом и первичный нелегированный алюминий для получения нужного объема и приблизительного химического состава заданного сплава.
Как расплавить алюминий в домашних условиях
Алюминий весьма распространенный металл как в промышленности, так и бытовой сфере. Не редко при поломке какой-либо детали возникает потребность в выплавке замены. Плавка алюминия в домашних условиях привлекательна тем, что возможна при сравнительно невысокой температуре. Чтобы провести операцию своими руками необходимо знать характеристики металла при воздействии температуры и физико-химические свойства.
Использование самодельной печи для плавки
Самым простым способом является укладка нескольких огнеупорных кирпичей в форме очага. Удобно в качестве каркаса использовать металлическую емкость. На боку следует сделать отверстие для присоединения трубки с подачей воздуха. Подойдет подходящая металлическая труба. К ней нужно подключить пылесос, фен или иной прибор, подающий воздух.
В очаг помещается древесный уголь, разводится огонь и подается воздух. Емкость, в которой будет расплавляться алюминий, помещается в печь. По бокам необходимо также обложить уголь. Оптимальным вариантом будет создание крышки, чтобы зря не терять тепло. Можно сделать только проход для дыма.
Применение кухонной плиты
Для штучного плавления не обязательно создавать свою печку. Достичь необходимой температуры можно даже на бытовом газу. При массе заготовок алюминия для плавки сама процедура не займет более 0,5 часа.
Емкость можно взять любую подходящую, например жестяную банку. В ней размещается измельченный и почищенный алюминий. Однако переплавить алюминий, просто поставив банку на огонь не получится, нужная температура не достигается. Для сохранения тепла придумана следующая схема.
Банку с ломом помещают внутрь еще одной, большего размера, на подпорках так, чтобы сохранялся зазор до 10 мм. В большей банке подготавливаются отверстия 30-40 мм для того, чтобы подходило пламя. При этом рассекатель на горелке снимать не надо.
Полученную конструкцию устанавливают над горелкой. Горящее пламя будет проходить во внутрь большей банки и прогревать емкость с металлом. В этом случае большая жестянка будет играть роль своеобразной оболочки, удерживающей тепло. помещается подходящая крышка, но оставляется зазор, чтобы выходили продукты горения. При нагреве интенсивность пламени нужно регулировать.
Использование тигеля и вспомогательного оборудования
Предыдущий способ хорош, но банка больше одного раза не способна выдержать и может прогореть. В этом случае есть риск разлития металла на горелку.
Чтобы несколько раз работать в печи рекомендуется подготовить особую емкость – тигель. Он выполняется из стали. Вполне можно пользоваться отрезком трубы, у которой заварено дно. Неплохое устройство получается если использовать обрезанный огнетушитель или небольшой кислородный баллон с овальным профилем. При этом стоит предусмотреть наличие бокового желоба для сливания расплавленного алюминия.
При этом может потребоваться вспомогательное оборудование, например, пассатижи. Идеальным случаем будет использование боковых зажимов и нижних фиксированных упоров – аналогов промышленных установок. Также потребуется длинная ложка, чтобы снимать шлак.
Открытая методика
Наиболее простой вариант – это перелив расплавленного алюминия в имеющуюся емкость, к примеру, жестяную банку. После того, как металл застынет, слиток изымается. Для облегчения изъятия по еще не остывшей до конца форме необходимо потихоньку простучать.
Если не нужна определенная четкая форма, то можно просто сливать жидкий сплав на негорючую поверхность.
Требования к сдаваемому металлолому из алюминия
Для того чтобы выручить как можно больше за сдаваемый лом, следует обратить внимание на то, в каком состоянии он находится. К каждому виду алюминиевого лома существуют свои требования качества и внешнего вида:. • Лом алюминия электротехнический А-1-1
Без засора инородными металлами, лаком, эмалью, краской, маслом. Габариты не более 1000х1500 мм
• Лом алюминия электротехнический А-1-1. Без засора инородными металлами, лаком, эмалью, краской, маслом. Габариты не более 1000х1500 мм.
• Лом алюминия пищевой А-1-2. Допускаются частичные остатки масла, краски, бумаги, закопчености. Инородные металлические элементы должны отсутствовать. Габариты не более 1000х1500 мм.
• Лом алюминия бытовой пищевой А-1-2. Кастрюли, фляги, посуда и другой пищевой лом толщиной более 1 мм, без железных приделок. К сдаче допускаются отдельные алюминиевые ручки.
• Алюминиевый профиль А-2-1. Алюминиевый оконный профиль. Допускаются следы краски.
• Лом алюминия вторичного А-3-1. Не пакетированный лом однородной обрези прутков, листов. Размер отдельных кусков не менее 100х100 мм. Засор не более 3%.
• Лом алюминия вторичного А-3-2. Разнородный бытовой деформированный лом. Допускаются детали без железных приделок из сплавов с содержанием цинка до 10% от партии.
• Лом алюминия моторного А-5-2. Лом моторный и литые корпуса электродвигателей. Толщина более 3мм, засор до 5%.
• Алюминиевая банка Гр3. с 2а. Допускаются банки из-под напитков и аэрозольные баллончики (не более 10% от общего объема). Засор до 5%.

Алюминиевая банка – лом, который проще всего добыть
• Лом алюминия А-9 А-10-2. Алюминиевая кабельная оболочка. Засор до 5%.
• Стружка алюминиевая. Стружку различных сплавов необходимо разделить на отдельные группы.
• Лом ЦАМ. Без инородных приделок и железа. Засор до 7%.
Производство банок из алюмиевой ленты
Тем временем, на земле алюминиевую ленту заряжают в скоростную установку для горячей штамповки.
Этот пресс выдает тысячи пустых баночек-заготовок. Секрет их превращения в настоящее консервные банки — тщательная опрессовка.
Заготовки проходят сквозь последовательно сужающиеся кольца и обжимаются. Они приобретают форму идеального цилиндра. Можно считать, что банка уже появилась на свет.
Впервые напиток разлили по банкам в 1959 году.
Это произошло в США и с тех пор банки перерабатывают практически во всем мире. На каждой банке из вторичного алюминия экономится 1 цент. Каждый день на таком заводе производится до 10 миллионов банок, которые потом развозят по всему миру.
Как открыть собственное дело, чтобы оно приносило прибыль и не требовало значительных финансовых инвестиций?
Выбрать актуальную идею и нишу на рынке для предпринимательской деятельности, где конкуренция наименее жесткая, а клиентура – обширная.
Заниматься можно оказанием услуг в различных сферах народного хозяйства или торговой коммерцией.
Прибыльный бизнес на алюминиевых банках – интересное решение для открытия собственного дела.
Производство алюминиевых банок
Алюминиевые ленты для корпусов и крышек банок поставляют производителям банок. В результате процесса производства алюминиевых банок около 20 % алюминиевой ленты (или 13 % от исходного расплава) возвращается производителю слитков в виде производственных отходов – остатков листов с отверстиями на месте вырезанных заготовок для корпусов и крышек банок. В целом, около 55 % количества исходного расплава в миксере уходит во внутренний, производственный лом. Если бы все банки возвращались в виде алюминиевого лома, то для замыкания цикла переработки старых алюминиевых банок в новые нужно было пополнять только потери алюминия от угара – всего несколько процентов.
Способы плавления
Народные умельцы изобрели множество приспособлений для кустарного плавления драгоценных металлов. Современные Кулибины могут в домашних условиях сделать электрическую печь, расплавить золото в микроволновке, мангале, газосваркой, осадить золото путем электролиза, изготовить для плавления бензиновую, пропановую или кислородно-ацетиленовую горелку или даже решиться использовать для плавления газовую плиту.
Последний вариант я настоятельно не рекомендую, если только вы не хотите устроить пожар в собственном доме. К тому же золото, расплавленное на газовой плите, нагревается долго, неравномерно и смешивается с атмосферным воздухом. Такой сплав будет очень хрупким.
Среди нескольких популярных способов плавления в домашних условиях я выбрала для вас три, самых, на мой взгляд, надежных.
Горелкой
Самый доступный и быстрый способ для плавления небольших объемов солнечного металла. Понадобится газовый баллончик с туристическим газом (смесь бутана и пропана) или ацетиленом, и сама горелка, купить которую нетрудно в любом строительном магазине или заказать по интернету. Главное, чтобы агрегат имел достаточно высокий КПД. В паспорте устройства указана максимальная температура — сравните ее с температурой плавления золота.
В этом видео видно, что золотой слиток весом 15 г можно сплавить приблизительно за 5 минут даже в домашних условиях.
Расплавить золото можно с помощью бензиновой горелки. Она не уступает газовой, но чаще используется для ювелирной пайки готовых украшений.
С помощью самодельной печи
Тем, кто планирует заниматься плавлением регулярно, рекомендую приобрести ювелирную муфельную печь. А можно набраться терпения и изготовить такую печь своими руками в домашних условиях.
Плавильные печи бывают электрическими или на древесном угле. Как сделать такую печь – отдельная тема, скажу только, что для ее изготовления используют самые разные материалы: огнеупорные кирпичи, цементные плиты, стальные цилиндры разного диаметра, бочонки из-под пива из нержавеющей стали и другие, устойчивые к действию высоких температур материалы.
Микроволновкой
Да, в домашней микроволновой печи можно испечь для себя оригинальный золотой браслет! А если серьезно, то мощности в 1200 Ватт вполне достаточно, чтобы плавить драгоценные металлы. Способ подойдет тем, кто занимается ювелирным делом систематически: если вы используете свою микроволновку для плавления металлов хотя бы раз, пищу в ней готовить больше не получится.
Несколько важных моментов:
- Магнетрон в микроволновой печи должен располагаться сзади или сбоку — это основное условие.
- Глиняные тигли не подходят для условий микроволновой печи. Оптимальный тигель – графитовый.
- Для плавления нескольких граммов серебра потребуется около 8 минут. Чтобы расплавить 3 грамма золота, уйдет 12-15 минут.
Чтобы начать плавление драгоценных металлов в домашних условиях, потребуется удалить из СВЧ печи вращающийся диск и изготовить жаропрочную камеру из двух огнеупорных кирпичей.
Какой способ лучше
Каждый может выбрать для себя, какой именно способ ему больше подходит. Все зависит от целей плавления, рентабельности, наличия исходных материалов и бюджета. Для одноразовых операций в домашних условиях идеально подходит газовая горелка. Недорогая и эффективная, не требует времени на изготовление, плавит быстро и хорошо.
Печи хорошо подойдут тем, кто занимается плавлением регулярно. Из плюсов – минимальные потери, возможность контролировать температуру плавления. Но потребует определенных вложений.
Правила приема алюминиевого лома
Процесс приема металлолома из алюминия
Прием лома алюминия осуществляется в каждом пункте сбора лома металлов. Обычно процесс приема алюминия осуществляется по следующей схеме:
1. Оценка. Сотрудники приемного пункта оценивают состояние лома, учитывая его объем, качество, включения чужеродных объектов и примесей. Проводят экспертизу на уровень радиационной безопасности;

Сотрудник пункта проверяет количество алюминия в ломе и уровень его радиации
2. Взвешивание. Сотрудники пункта сдачи металлов обязаны взвешивать металлолом только в присутствии сдающего.
3. Составление документов. Сдающий пишет заявление на сдачу металлолома, указывая свои паспортные данные, сведения о ломе, дату и подпись;
4. Расчет. Исходя из общего веса и стоимости одного килограмма, сотрудники выплачивают сумму за лом.
Необходимые документы
Физическому лицу, сдавая металлолом, нужно иметь с собой
паспорт, а также документы на собственность, если сдается лом крупных размеров, например, запчасти автомобиля или бытовой техники.
Если металлолом сдает юридическое лицо, то его представитель обязан предъявить:
• сопроводительную документацию (накладные, чеки, квитанции);
• доверенность, дающую право получать денежные средства от реализации;
• доверенность на лом;
• акты о списании вышедшего из строя оборудования, которое сдается в приемку.
Похожие записи:
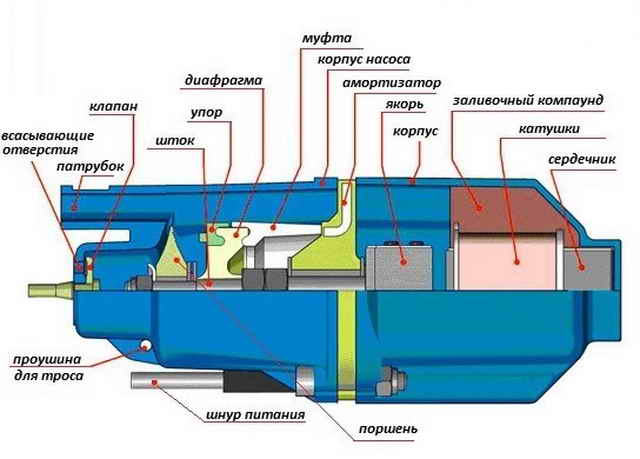 Насос «малыш»: основные виды поломок, как отремонтировать своими руками
Насос «малыш»: основные виды поломок, как отремонтировать своими руками
 Дымогенератор из шприца для смазки чертеж. как сделать дымогенератор для авто своими руками? интересный способ диагностики
Дымогенератор из шприца для смазки чертеж. как сделать дымогенератор для авто своими руками? интересный способ диагностики
 Электропастух своими руками как сделать самодельного электропастуха из катушки зажигания и электриче
Электропастух своими руками как сделать самодельного электропастуха из катушки зажигания и электриче
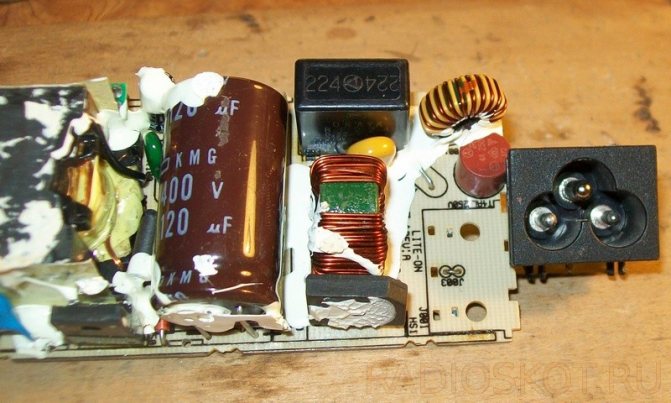 Как сделать импульсный блок питания своими руками
Как сделать импульсный блок питания своими руками
 При какой температуре фритюра жарят пончики
При какой температуре фритюра жарят пончики
 3 простых способа вдеть нитку в иголку легко и быстро
3 простых способа вдеть нитку в иголку легко и быстро