Содержание
Особенности работы с перилами из нержавейки
Сложности работы с подобной конструкцией обуславливаются круглой формой поручней, а иногда и присутствием специальных хромированных покрытий, затрудняющих ту же центровку. Задача мастера будет заключаться в надежной фиксации трубы посредством тисков, а также в особой тактике сверления.
Как работать с перилами из нержавейки? В первую очередь обозначается точка реза. Это делается кернением и молотком. Легким ударом намечается ямка, от которой будет обрабатываться материал. Затем берется любое мелкоформатное сверло.
На этом этапе важно лишь слегка углубить точку на малых оборотах. Причем конец сверла обязательно смазывается машинным маслом. Затем уже полноформатной кобальтовой насадкой в два прохода формируется отверстие нужной величины
Затем уже полноформатной кобальтовой насадкой в два прохода формируется отверстие нужной величины.
Полезные приемы при сверлении
Есть несколько несложных приемов, позволяющих качественно и быстро просверлить отверстие в нержавеющей стали. Перечислим наиболее распространенные из них.
- Сверление горизонтальных поверхностей из нержавейки лучше выполнять, предварительно пропуская сверло через смазывающую и охлаждающую жидкость, налитую в резиновую шайбу или пластиковую пробку, установленную непосредственно над местом расположения будущего отверстия.
- Если необходимо просверлить отверстие в стальной нержавеющей поверхности, расположенной вертикально, то в месте сверления можно закрепить шарик, изготовленный из парафина, который и обеспечит смазку режущего инструмента.
- Вне зависимости от того, будете вы сверлить нержавейку при помощи бытовой электрической дрели или промышленного оборудования, осуществлять такую технологическую операцию лучше на небольших оборотах режущего инструмента (100–600 об/мин). Использование даже очень качественной жидкости для смазки и охлаждения не сможет обеспечить качественный результат сверления нержавеющей стали, осуществляемого на больших оборотах.

Показателем правильного подбора скорости сверления нержавейки служит длинная стружка
Для того чтобы получить более подробное представление о том, как правильно просверлить детали из нержавейки, можно изучить данный процесс по видео.
Проблем со сверлением на невысоких оборотах не возникает, если для этого используется станок или дрель, на которых предусмотрена опция регулировки данного параметра. Если же такой опции нет, то нержавейку просверлить можно следующим образом.
- Электрический сверлильный инструмент запускается буквально на 1–2 секунды.
- После кратковременного пуска дрель сразу выключается.
Такой нехитрый технологический прием позволяет обеспечить невысокие обороты вращения режущего инструмента, что, собственно, и требуется для качественного сверления нержавейки.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
Это интересно: Зенкер и зенкерование – что это такое
Особенности нержавейки и выбор сверла
Нержавеющая сталь широко распространена в бытовой и промышленной сфере. Она представляет собой качественный металлический сплав, устойчивый к коррозии и воздействию различных агрессивных сред. В быту часто используют этот материал для изготовления сантехнических приборов, столешниц, труб и т. д. В процессе ремонта или строительства иногда возникает необходимость просверлить ту или иную деталь, выполненную из этого металла.

Важным нюансом при сверлении нержавеющих сталей, наряду с правильным подбором охлаждающих жидкостей и технологии проведения работ является качественное сверло. Многие специалисты и по сей день отдают предпочтения проверенным временем и очень прочным кобальтовым вариантам(СО-5), которые также подходят для проделывания отверстий в жаропрочных видах металла или чугуне без необходимости применения предварительной центровки.

Эти модели ранее изготавливали на основе стальных сплавов с 5% кобальта в своем составе или из высокопрочных сталей типа Р-18 с добавлением этого химического элемента. В наши дни их сложно отыскать на рынке строительных материалов те виды, которые соответствовали советским нормам ГОСТ — 10902-77, так как они практически не производятся в промышленном объеме.

Чаще всего большинство отечественных производителей просто покрывают детали «золотистым» слоем кобальта, но при этом его самого в составе заготовки содержится минимально или вовсе нет. Такая технология позволяет добиться улучшения параметров скольжения, но не добавляет стержню никакой прочности.

На рынке существуют аналоги «настоящих» кобальтовых вариантов зарубежного производства, характеристика которых соответствует стандартам DIN — 338 или 336, а маркировка содержит аббревиатуру HSS-C или просто NHSS. Такие типы сверел также изготавливают из высокопрочных сталей с обязательным содержанием не менее 5% кобальта в составе сплава (среди производителей стоит отметить такие фирмы как Bosch; Ruko; Gross; Hagwert;Hilti и др.
Преимуществом их является высокая твердость материала, из которого они сделаны и специально затупленный угол заточки наконечника, что делает их пригодными для работы с любыми видами «тяжелых» металлов. Единственным минусом может стать цена, которая заметно выше чем у обычных вариантов стандартных сверел.
Стальные коронки и конические сверла для нержавейки
Помимо кобальтовых вариантов различного диаметра и прочности под нержавейку применяют и другие сверла из металлических сплавов большой твердости с максимально острой заточкой для плотных материалов, которая, как правило, выполнена только по одной режущей стороне. Выбор сверла и рабочего инструмента зависит от марки нержавеющей стали, толщины обрабатываемой заготовки и выбранного технологического процесса.

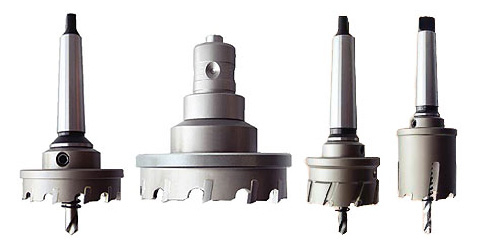
Если необходимо проделать крупное отверстие (от 14 мм в диаметре и выше.) используют специальные кольцевые сверла или коронки. Они имеют дополнительную зажимную оснастку, патрон и сверлильную головку различных размеров, которые по таблицам соответствуют дюймовым и метрическим стандартам под трубные и другие популярные изделия из нержавейки.
При небольших показателях толщины (1-2мм), рассверлить нержавейку можно простым стальным сверлом, но только если его режущая часть заточена под угол 120 градусов. При этом электроинструмент настраивают на минимально возможные обороты (100об/мин), чтобы не допустить разлом резца, а также перегрева и выхода из строя самого инструмента.
Для сверлильной обработки листовой, пищевой и особо тонкой нержавейки (меньше 0,9 мм) применяют специальные ступенчатые или конусные сверла по металлу. Их особенность заключается в том, что рабочая часть детали выполнена в виде спирали с кольцевыми переходами различного диаметра.
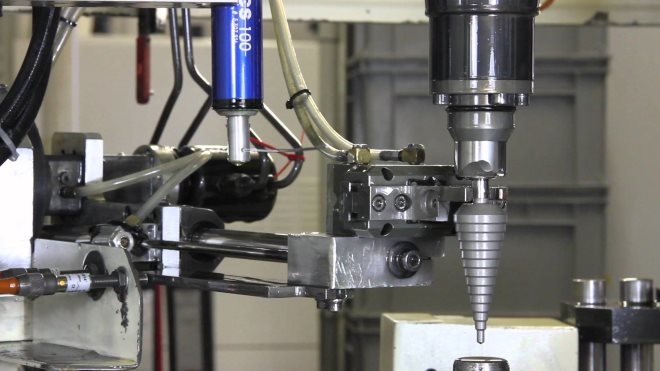
Это позволяет во время сверления точно определить какое отверстие по размеру проделано на определенном этапе работы. В таких случаях (при совсем небольшой толщине) такие виды способны заменить целый набор деталей для нержавеющей стали, включая круглые коронки и обычные сверла с различным типом заточки.
1 Сверление нержавеющей стали – выбираем смазку
Многие домашние умельцы, привыкшие делать в быту все своими руками, очень удивляются, когда им не удается при помощи обычного сверла просверлить отверстие в «нержавейке». Такая сталь от других металлов отличается повышенной вязкостью, поэтому сверло практически сразу же нагревается, как только человек начинает обрабатывать изделие из нержавеющего сплава.
А это означает, что операция может пройти успешно лишь в том случае, если вы позаботитесь о качественном охлаждении сверлящего инструмента.

Для охлаждения приспособления, используемого для сверления отверстий в «нержавейке», обычно используется специальный смазочный состав, состоящий из серы и машинного масла. Серу можно применять как коллоидную, так и особую для окуривания. В строительных магазинах последняя продается именно под названием «для окуривания» (иногда может называться «серный цвет»). Ее, как правило, допускается использовать без каких-либо дополнительных приготовлений. Если же вы приобрели серу крупных фракций, ее следует сначала тщательно перетереть и только после этого смешивать с машинным маслом.
Сверление отверстий в конструкциях из нержавеющей стали будет в разы эффективнее при эксплуатации охлаждающего состава, сделанного на основе жирных кислот и все той же серы. Указанные кислоты не нужно нигде покупать, сделайте их сами. Для этого возьмите самое дешевое хозяйственное мыло, размельчите его, а затем высыпьте получившуюся смесь в горячую воду. В эту композицию добавляют соляную техническую кислоту и ждут до тех пор, пока на поверхность не начнут всплывать нужные нам жирные кислоты.

Как только кислоты поднимутся наверх, необходимо налить в емкость, где производится операция, холодной воды (жалеть ее не нужно, чем больше нальете, тем лучше). В результате начнет происходить затвердевание жирных кислот, и их можно будет без малейших затруднений снять с поверхности жидкости. Озвученный процесс выделения требуемых соединений (мыло в горячую воду – охлаждение – снятие кислот) можно повторять несколько раз (3–5).
Смешивание жирных соединений с коллоидной либо «окуривающей» серой осуществляется с соблюдением пропорции шесть к одному. То есть на одну часть серы необходимо добавлять шесть частей кислот. Профессионалы уверяют, что с таким охлаждающим составом просверлить «нержавейку» любой толщины будет несложно (если, конечно, вы будете соблюдать и другие рекомендации, о которых мы расскажем ниже).
Технология сверления нержавейки
- Если необходимо получить отверстие в материале с толщиной от 5 миллиметров, то целесообразно производить процесс в два шага – сначала сверлится подготовительное отверстие диаметром 2- 4 миллиметра, а затем производится окончательное рассверливание на заданный диаметр.
- Частота вращения шпинделя металлообрабатывающего станка или патрона ручного инструмента должна быть сниженной по отношению к работе с нелегированными сталями (для дрели это 100-400 оборотов в минуту, для станков – в зависимости от технологического процесса).
- Подвод охлаждающе-смазочной жидкости нужно производить на протяжении всего процесса сверления, подвод нужно выполнять к режущим кромкам сверла.
- Если использовать сверло для нержавейки со шлифованной поверхностью рабочей части, процесс отвода стружки будет более эффективным, а внутренние поверхности будут более гладкими.
- Работать следует в режиме минимальной подачи сверла, соблюдать равномерность давления на ручной инструмент.
- Соблюдайте технику безопасности при работе, используйте средства индивидуальной защиты.
Технология сверления нержавеющей стали в домашних условиях — ООО ДелоПро
Нержавеющая сталь широко используется в бытовой и промышленной сфере для создания различных предметов из-за значительного количества положительных качеств. Она представляет собой сплав различных материалов, которые придали нержавейке устойчивость к коррозии и агрессивной среде. Исходя из их процентного соотношения, в сплаве удается создать разные типы материала.
https://youtube.com/watch?v=zM9yvYo_c7M
В домашних условиях часто используют предметы из так называемой пищевой нержавейки, краны и смесители, раковины и мойки на кухне, столовая посуда и другие вещи. Поэтому часто для каких-либо целей необходимо просверлить нержавейку. Однако к процессу следует подготовиться. То есть, изучить рекомендации более опытных мастеров, если процедура своими руками выполняется впервые, а также подобрать подходящие сверла и смазки.
Кроме опыта, потребуется толика чуткости и внимательности. Это далеко не единственное, что требуется мастеру. Больше всего при сверлении помогает смазочная жидкость, без которой мастер рискует повредить сверла и материал. Смазка состоит из машинного масла и серы, поэтому ее легко распознать по вязкой форме и повышенной жирности. Кроме правильного выбора материала, нужно знать некоторые особенности того, как просверлить отверстие в нержавейке.
Нюансы при сверлении
Что необходимо сделать, так это определиться с инструментом. Что именно использовать зависит от того, какого диаметра нужны отверстия. Если до 12 мм, то в домашних условиях обходятся ручной дрелью.
Ничто другое не поможет рассверлить отверстия в нержавейке качественно, как предварительная разметка. Она особенно эффективная, когда делают одиночные отверстия или обрабатывается каленый и листовой металл. Под сверло на заготовке наносят осевые риски, а потом делают небольшое углубление в изделии. Позже их углубляют до необходимого размера.
Шаблон – вот что еще поможет сэкономить время при сверлении, ведь на нем заранее отмечены контуры отверстий. Мастерам приходится идти на хитрость, когда работа выполняется с краю поверхности. Обычно здесь нужны полуотверстия, которые делают следующим образом: к обрабатываемому изделию присоединяют пластину из такого же материала, которую зажимают в тисках. После чего можно рассверливать стандартное углубление, а по завершении работы просто убирать присоединенную пластину.
Использование смазочных материалов
Чтобы процедура не закончилась неудачей, нужно использовать охлаждающие материалы. Всё дело в том, что нержавеющая сталь отличается повышенной вязкостью. В процессе работы нагрузка приходится одновременно на сверло и материал, в результате чего, может произойти перегрев либо одного, либо другого
Поэтому так важно предусмотреть, чем охлаждать инструмент
Когда сверлить приходится много, разумнее пристроить к станку автоматическую подачу смазочных материалов. Если сверление единичный и редкий случай, то обрабатывают сверла непосредственно перед сверлением. В качестве смазочного материала используют смесь из машинного масла и серы. При этом серу можно взять как коллоидную, так и для окуривания, хорошо известную, как «серный цвет».
Если она была приобретена в виде порошка, то вещество просто смешивают с машинным маслом. Когда же сера кусковая, то ее предстоит еще перетереть. Действенной охлаждающей смазкой является смесь серы с жирными кислотами, которые можно получить дома из обычного хозяйственного мыла.
Для этого выполняются следующие действия:
кусок мыла натирают, а полученную массу заливают горячей водой,
техническую соляную кислоту осторожно вливают к мыльному раствору,
когда на поверхность всплывут жирные кислоты, влить холодную воду,
дождаться, пока они затвердеют и снять верхний слой.
При создании охлаждающего материала жирные кислоты и сера берется в пропорции 6:1. Потраченные усилия и время оправданы, потому что такой состав поможет просверлить даже самую толстую нержавеющую сталь.
Лазерная резка
Передовой и один из двух популярнейших методов обработки материала. Резка заключается в воздействии лазерного тонкого луча на сталь. Подобное воздействие положительно по ряду причин:
- производительность высока;
- ширина реза — от 0,1 мм;
- нет динамических или статических местных напряжений;
- высокое качество поверхности в области реза.
Лазерная резка нержавейки возможна лишь у заготовок толщиной менее 20 мм. Это — следствие низкого КПД лазера — всего 15-20 %. Но достоинства установки перекрывают ее минусы:
- бесконтактный раскрой (на современных моделях);
- погрешность — не более 1/12 мм;
- минимальная вероятность появления заусенцев;
- деформации по линии раскроя отсутствуют;
- разметка заготовки из нержавейки выполняется без участия человека по готовому проекту;
- сроки работы минимальны;
- неизменность физических свойств обрабатываемой заготовки.
Небольшой минус — после работы близ среза остается след от воздействия высокой температуры, поэтому требуется последующая механическая обработка.
Как сверлить нержавеющую сталь — несколько советов и хитростей
Во-первых, нужно сразу запомнить, что нержавейка не любит больших оборотов. Это твердый прочный материал и его лучше сверлить на низких или средних оборотах дрели. В лучшем случае сверло очень быстро затупится и станет непригодным. Если же при нагревании до красного цвета не прекратить сверление, сверло очень быстро нагреется целиком и просто начнёт гнуться – после этого его можно смело выбрасывать, даже заточка уже срок его службы не продлит.
Во-вторых, при сверлении следует использовать смазку для уменьшения трения, подойдут любые моторные масла, неминеральные масла и даже вода, за неимением ничего другого. Все средства хороши, как говорится, в случае с таким прочным материалом, как нержавеющая сталь. Когда сверление итак происходит с усилием, сопровождается нагреванием заготовки и может быстро израсходовать рабочий ресурс сверла – всё, что способно уменьшить трение и упростить прохождение металла сверлом, будет кстати.
Ну и не стоит забывать про такие очевидные моменты, как надёжное закрепление заготовки на рабочее поверхности и накернивание места предполагаемого отверстия.
Теперь посмотрим, чем же можно просверлить отверстие в детали из нержавейки.
Самый простой способ – это взять сверла, специально предназначенные для этой цели. Такие сверла содержат кобальт, их несложно найти в любом магазине, хоть они стоят и дороже обычных. Обычно сначала берется сверло маленького диаметра, им делается первое отверстие, затем диаметр сверла постепенно увеличивается до достижения нужного диаметра отверстия. Кобальтовыми сверлами нержавеющая сталь сверлится проще всего, они прочнее из-за своего состава и тупятся медленнее обычных, ими можно даже сверлить на высоких оборотах. Это сократит ресурс сверла, но в бытовых условиях, если нужно просверлить буквально несколько отверстий, вы этого, скорее всего, даже не заметите.
А что делать, если кобальтового сверла под рукой не оказалось? Можно просверлить нержавейку и обычным шлифованным сверлом по металлу HSS-G. (Подробнее про сверла по металлу и их обозначения можно почитать в нашей статье «Виды оснастки: всё про сверло по металлу»). В этом случае процесс сверления должен состоять из спокойного последовательного включения и выключения дрели: включение происходит буквально на 1,5-2 секунды, до того момента, как сверло выйдет на полные обороты – и сразу выключение до момента остановки сверла. Уверяем вас, этого достаточно, чтобы нержавейка нагрелась так сильно, чтобы любая отлетевшая стружка могла оставить на коже ожог – поэтому обязательно работайте в перчатках! В этом случае нужно набраться терпения, сверление займёт больше времени – но главное результат. Самым обычным недорогим сверлом вы сможете просверлить нержавеющую сталь – материал большой прочности, на котором ломались и не такие сверла.
Еще нержавейку иногда сверлят сверлами по стеклу и керамике. Наконечник этого сверла твердый, но хрупкий, поэтому такие сверла нельзя перегревать – под воздействием температуры наконечник быстро сломается. Принцип сверления схож с предыдущим способом – оно должно состоять из коротких с промежутками «подходов» сверла к нержавейке, при этом как можно чаще капайте на место сверления масло.
Для сверления деталей из толстой нержавейки есть ещё одна небольшая хитрость. Деталь предварительно нужно немного нагреть газовой горелкой – немного, это не до красного или синего цвета, а просто недолго прогреть на огне, после чего приступить к сверлению, не дожидаясь, пока металл остынет. В процессе, если металл остыл или сверло пошло очень туго, заготовку можно еще раз подогреть. После такой предварительной подготовки толстую деталь из нержавеющей стали можно просверлить практически любым сверлом, даже не очень дорогим.
Возможно, вам будет интересно по
Как сверлить нержавейку в домашних условиях?
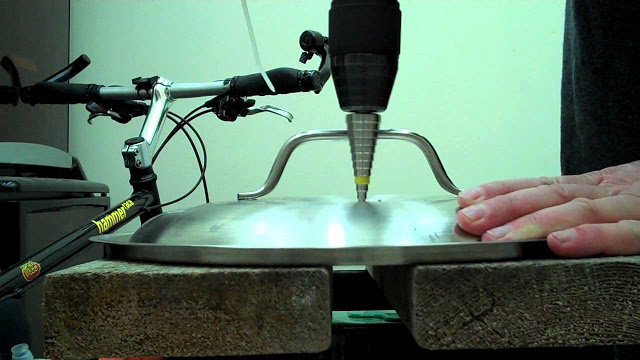
При выполнении слесарных работ по сверлению нержавеющего металла не всегда под рукой имеются профессиональные сверлильные станки. Не каждый домашний мастер может похвастаться наличием специализированных аппаратов. Поэтому далее будет представлена краткая информация о том, как просверлить нержавейку в домашних условиях.
Основным недостатком работы в таких условиях является невозможность бесперебойной подачи смазочной жидкости в рабочую область. Поэтому при необходимости получения отверстия на горизонтальной поверхности применяют следующий метод. Заготовка выравнивается строго по горизонтали и закрепляется. Место будущего отверстия размечается и накерняется для облегчения центровки. На отверстие устанавливается отрезок полимерной либо стальной трубки. Внутренний диаметр такой трубки должен немного превышать диаметр сверла. Затем в трубку наливают смазывающую жидкость. Если вы не имеете специальную СОЖ, то можно налить в трубку машинное масло или даже оливковое масло. Производить сверление необходимо в этой ванне. При разбрызгивании или выливании жидкости следует пополнять ванну.
Если же отверстие нужно выполнить на вертикальной поверхности, то жидкая смазка не подойдет. В этом случае можно воспользоваться небольшим кусочком свиного жира или парафина, которые закрепляю в месте сверления. При нагреве сверла и заготовки смазывающий материал будет постепенно таять и попадать в рабочую зону сверления.
Выбор сверла
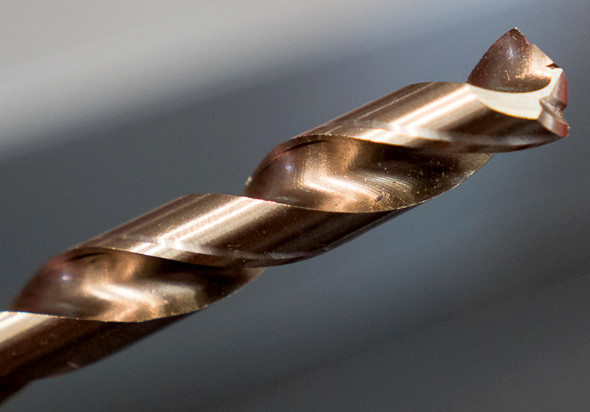
Если вам требуется просверлить изделие из нержавейки, выбор сверла наряду с подбором соответствующей смазывающей и охлаждающей жидкости, а также технологии выполнения операции является важнейшей процедурой, определяющей качество конечного результата. До недавнего времени для сверления нержавеющих сталей использовались кобальтовые сверла.

Сверло кобальтовое для сверления нержавейки, чугуна и жаропрочных сталей без предварительной центровки
Кобальтовые сверла, которые были оснащены цилиндрическими хвостовиками, выпускались из сплавов марки Р6М5К5, а в отдельных случаях из стали Р18, в которой количество кобальта было ограничено 5%. Преимущества сверл, изготовленных из сплава, содержащего в своем химическом составе кобальт, заключаются в том, что данный химический элемент придает инструменту высокую твердость, что и позволяет ему достаточно легко просверлить любое изделие из нержавейки. Нормативным документом, в соответствии с которым выпускались такие инструменты, был ГОСТ 10902-77.
На сегодняшний день эти сверла уже не производятся промышленностью, и найти их на рынке непросто. Между тем современные производители выпускают множество аналогов для работы с нержавейкой, качество которых находится на высоком уровне
Если выбирать из таких инструментов, можно обратить внимание на сверла зарубежного производства, на которых стоит маркировка HSS-Co. Они выпускаются по стандарту DIN 338 и изготовлены из стали, в составе которой содержится не менее 5% кобальта
По сути, материал, из которого они сделаны, является аналогом сплавов марок Р18 и Р6М5К5.

Характерным отличием сверла с добавкой кобальта является более тупой угол заточки для облегчения центровки в начале сверления
Совершенно не обязательно использовать кобальтовый инструмент для того, чтобы просверлить в домашних условиях нержавейку. С такой задачей неплохо справляются и сверла, изготовленные из твердых сплавов. Отличаются такие сверла для нержавеющей стали не только материалом своего изготовления, но и очень острой заточкой режущей части (заточка выполняется с одной стороны). Следует, однако, учитывать, что стоят они достаточно дорого и приобрести их в обычных строительных магазинах не всегда реально.
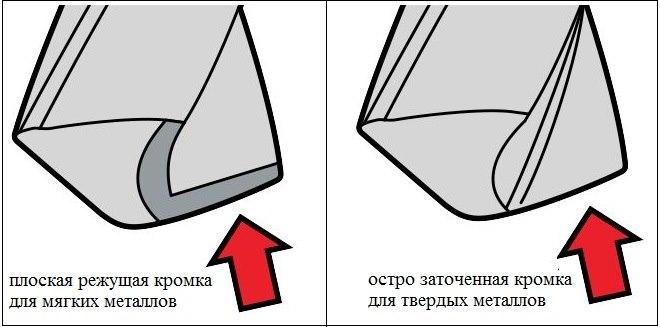
Заточка режущей кромки сверла различается для мягких и твердых металлов
Если вам надо просверлить отверстие в нержавейке, воспользуйтесь несколькими рекомендациями, которые позволят вам выполнить такую процедуру без особых проблем.
Если толщина изделия из нержавеющей стали, которое необходимо просверлить, превышает 6 мм, то выполнять такую процедуру лучше всего по двойному методу. Суть данного метода заключается в том, что в нержавейке сначала сверлится отверстие небольшого диаметра, а только после этого его рассверливают до необходимого размера.
В том случае, если толщина изделия небольшая (1–2 мм), просверлить в нем отверстие можно при помощи обычного сверла по металлу, режущая часть которого затачивается под углом 120°
Очень важно выполнять операцию на небольших оборотах (до 100 об/мин), тогда инструмент не будет сильно перегреваться и не выйдет из строя.
Если отверстие требуется просверлить в изделии из нержавеющей стали, толщина которого менее 1 мм, то для этого лучше использовать сверла ступенчатой конструкции. Применение такого инструмента, который можно приобрести во многих строительных магазинах, позволяет получать качественные отверстия даже в очень тонких деталях.
голоса
Рейтинг статьи
Соблюдение несложных правил
Для того, чтобы не столкнуться с трудными ситуациями, такими как, сильный перегрев места сверления, чрезвычайный нагрев сверла и других, нужно соблюдать некоторые простые правила, что поможет выполнить абсолютно гладкие отверстия без сопутствующих затрат времени и денег. Также надо иметь в виду, что из-за вязкой структуры нержавеющей стали, пласт нержавейки надо сверлить на малых оборотах, чтобы не допускать перегрева сверла. Сверла нужно использовать только очень острые. Помимо этого, чтобы не допустить значительный перегрев места сверления, что приведет к большим трудностям по проведению сверления, каждые 10 секунд надо минимизировать температуру сверла.

Следите за стружкой в период осуществления сверления, если она получается все мельче и темнее, это означает, что сверло затупилось, а место отверстия в нержавейке перегрелось. Поэтому вы должны подточить сверло или поменять на другое, чтобы успешно закончить начатое дело. Как правило, начинать сверление нужно со сверла, имеющего малый диаметр, размером которого соответственно четверка или пятерка. Затем постепенно переходить на сверло, которое имеет подходящий размер для получения нужного отверстия. Выполняя процесс сверления подобным образом, можно произвести более гладкое отверстие, и при этом сильно уменьшить время, затраченное на это.
Внимание, только СЕГОДНЯ!
Правила выбора
Если кобальтовый инструмент приобретается для того, чтобы просверлить с его помощью всего несколько отверстий, то можно остановить свой выбор на более экономичных вариантах. Для частого и интенсивного использования целесообразно выбирать более дорогую продукцию от проверенных производителей, способную прослужить длительное время, не утрачивая при этом своих первоначальных характеристик.
К самым качественным и надежным кобальтовым сверлам относятся инструменты, которые производились предприятиями бывшего Советского Союза. Приобрести такие сверла, которые можно узнать по маркировке Р6М5К5, с каждым годом становится все труднее. Специалисты, часто сталкивающиеся с необходимостью сверления нержавейки, прекрасно осведомлены о качественных характеристиках такого инструмента и никогда не упустят возможности купить его.
Сверло из сплава Р6М5К5 – качество, проверенное временем
Если говорить о кобальтовых сверлах от современных производителей, то наиболее качественными и надежными из них считаются инструменты, выпускаемые под торговыми марками Bosch и Ruco
Выбирая такие инструменты, необходимо в первую очередь обращать внимание на их маркировку, по которой можно определить, какое количество кобальта содержится в химическом составе материала изготовления. Так, маркировка Р6М5К5 или HSSCo5 (по зарубежной классификации DIN 338R), нанесенная на хвостовик, указывает на то, что в материале изготовления сверла содержится 5% кобальта. Следует иметь в виду, что в материале изготовления инструментов, относящихся к кобальтовой категории, данного элемента должно содержаться не менее 4%
Следует иметь в виду, что в материале изготовления инструментов, относящихся к кобальтовой категории, данного элемента должно содержаться не менее 4%.
Маркировка кобальтового сверла
Для создания качественного отверстия важно не только правильно выбрать кобальтовый инструмент, но и знать, как сверлить нержавейку с его помощью. Чтобы повысить точность выполнения такой технологической операции, а также уменьшить интенсивность износа используемого кобальтового сверла, выполнять сверление нержавейки с его помощью следует на небольших оборотах. Кроме того, надо иметь в виду, что такое сверло не нуждается в частом охлаждении в процессе использования
Более того, если подвергать кобальтовое сверло частому охлаждению, оно значительно быстрее придет в негодность
Кроме того, надо иметь в виду, что такое сверло не нуждается в частом охлаждении в процессе использования. Более того, если подвергать кобальтовое сверло частому охлаждению, оно значительно быстрее придет в негодность.
Похожие записи:
 Планер своими руками: чертежи, схемы, инструкция
Планер своими руками: чертежи, схемы, инструкция
 Съемник пружин амортизаторов чертеж
Съемник пружин амортизаторов чертеж
 Домашняя заготовочка: террористы учатся взрывать неверных у мамы на кухне
Домашняя заготовочка: террористы учатся взрывать неверных у мамы на кухне
 Топ 20 лучших карнизов для штор в 2021 году
Топ 20 лучших карнизов для штор в 2021 году
 Схемы простых индикаторов электрических и магнитных полей
Схемы простых индикаторов электрических и магнитных полей
 Как быстро и правильно зачистить провод от изоляции
Как быстро и правильно зачистить провод от изоляции