Содержание
Промышленные методы холодного гнутья

В зависимости от диаметра элемента и объёма работ могут использоваться ручные инструменты (трубогибы) или устройства с электромеханическим приводом.
Основные промышленные методы холодной гибки:
- Методом наматывания. Данная методика позволяет загнуть трубу с сечением в пределах 1,0-4,26 см в разных плоскостях. Чтобы сохранить форму сечения, используют составные или стержневые дорны – калибрующие пробки.
- С обкаткой. Такой способ подходит для сгибания трубчатых элементов диаметром не более 15 см. При этом толщина стенок должна быть внушительной. Суть метода: вокруг статичного гибочного ролика заданного размера движется обкатывающий ролик. Он прижимает трубу и выполняет её изгиб.
- Вальцовкой. Этот способ позволяет изогнуть заготовку по спирали или в кольцо. На вальцах элемент перемещается роликами и приобретает заданную положением роликов кривизну.
- Волочением. Метод подходит для сгибания тонкостенных цельнотянутых изделий. Для сгибания изготавливается шаблон из трубчатого элемента большего диаметра. Затем шаблон продевается в фильеру и фиксируется зажимом. За счёт вращения шаблона заготовка протягивается сквозь фильеру и загибается.
- При помощи растяжения. Эта методика позволяет свести к минимуму риск возникновения деформаций металла. Для этого заготовка фиксируется на краях, растягивается и сгибается одновременно за счёт использования гибочного шаблона.
- На опорах. Обычно используется две опоры, на которые укладывается заготовка. По мере изгибания опоры поворачиваются вокруг своей оси. Шаблон соединяется со штоком домкрата так, чтобы усилие прикладывалось по центру заготовки. Метод подходит для сгибания трубчатых изделий диаметром не более 35,1 см. Оборудование позволяет выполнить сгибание прямо на стройплощадке.
- С гидростатическим давлением внутри. Для этого в трубчатый элемент нагнетается жидкость. На концах устанавливаются заглушки. Из-за возникающих напряжений металл достигает почти пластического состояния. Потом к месту изгиба подносят шаблон и изгибают заготовку.
- С проталкиванием. Способ подходит для сгибания элементов диаметром в пределах трёх дюймов. Заготовку проталкивают через неподвижную и подвижную матрицу. Благодаря смещению матриц относительно друг друга можно регулировать кривизну изгиба. С помощью этой методики одну заготовку можно согнуть несколько раз в разных плоскостях.
Что касается использования дорнов, то самой простой пробкой для труб сечением не более 3,2 см может быть стальной трос. Один конец этого троса фиксируется в рукоятке. Другой конец соединяется с проволокой для выполнения протягивания в просвет. При этом диаметр калибрующей пробки должен быть чуть меньше, чем сечение трубчатого изделия – примерно на 0,1-0,5 мм.
Во время использования калибровочных пробок на внутренней поверхности заготовки могут возникать нежелательные царапины и насечки. Обычно такое происходит при сгибании изделий из нержавейки. Чтобы защититься от таких нежелательных последствий, нужно правильно выбирать материал для изготовления пробки, а также использовать смазку и тщательно очищать поверхность.
Альтернативные способы сгибания
К счастью, для сгибания труб вовсе не обязательно иметь под рукой специальное оборудование. Народная смекалка уже давно изобрела не один способ добиться желаемого результата без использования трубогиба.
Используем болгарку
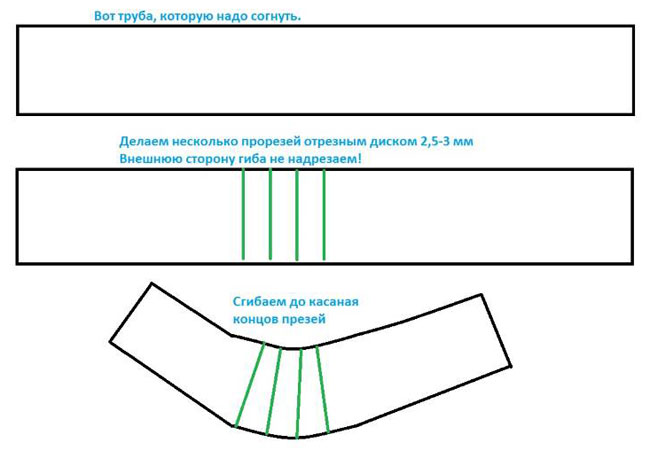
На участке, где требуется сделать загиб трубы при помощи болгарки делается несколько поперечных распилов. Чем меньше должен быть радиус изгиба, тем большее количество распилов понадобится. В большинстве случаев достаточно трех. Далее, профильная труба без особых усилий сгибается, а места пропилов завариваются при помощи сварки.
Если заваренные участки аккуратно зашлифовать, то полученное изделие будет выглядеть очень достойно. Никаких складок или сильной потери прочности на месте сгиба не возникнет. А вот идеальной округлости такой способ не даст, ведь загиб будет состоять из нескольких прямых участков, расположенных под углом друг к другу.

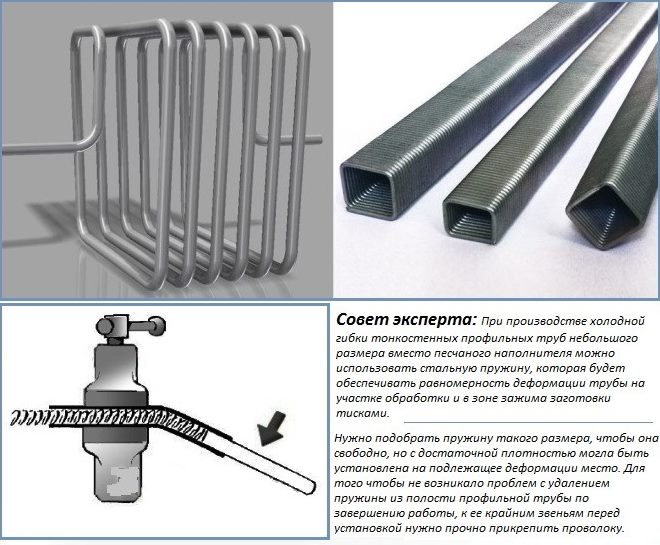
Способ с применением пружины
Для изготовления пружины понадобится стальная проволока сечением 2 мм. Проволока загибается по форме профиля с таким расчетом, чтобы сторона каждого сегмента была на несколько миллиметров меньше, чем соответствующая сторона профиля трубы и могла свободно перемещаться по ее внутренней протяженности.
Далее, пружина просто вставляется в трубу, и сгибается до необходимого радиуса. Для облегчения процедуры сгиба участок трубы можно разогреть.
Заполняем трубу песком
Этот способ поражает простотой и эффективностью, ведь все необходимые материалы в буквальном смысле лежат под ногами:
- Предварительно подготавливаем два деревянных клинышка, которые смогут плотно закрыть полость трубы.
- Деревянный клин плотно забиваем в конец трубы.
- Заполняем трубу песком, предварительно просеянным и просушенным.
- Вбиваем второй клин.
Рекомендуем ознакомиться: Обогрев канализационных труб греющим кабелем для защиты от промерзания
Далее, один из концов трубы фиксируется и производится сгибание. Для облегчения процедуры участок трубы также можно нагреть. По окончании работ клинья удаляются, а песок высыпается.
Использование плотной песчаной подушки поможет предотвратить деформации, обеспечив ровный и прочный сгиб.
Поможет обыкновенная вода
Один конец профильной трубы закрывается заглушкой, после чего в полость заливается вода. Непременное условие – наличие отрицательной температуры, достаточной для замерзания жидкости. После замерзания воды труба без особых проблем согнется, а место сгиба будет красивым и прочным.
Сфера применения
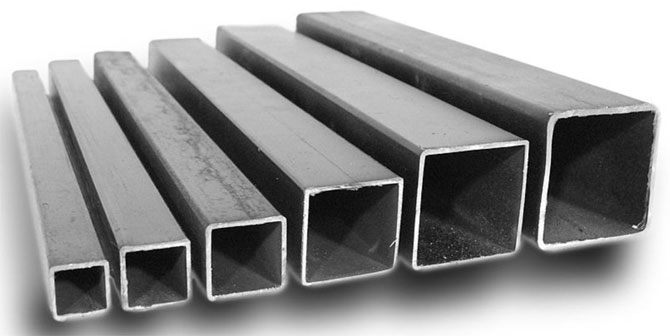
Профильные трубы квадратной и прямоугольной формы применяют в разных отраслях промышленности — в машиностроительной, пищевой, химической, фармацевтической, строительной.
Рекомендуем ознакомиться: Как почистить канализацию с помощью каустической соды?
Основные направления использования профильных квадратных труб:
- Сооружение ограждений – перил для лестниц, заборов.
- Выполнение каркасных и несущих конструкций — трубы широко применяются для возведения объектов спортивного характера, торговых сооружений и офисных зданий.
- Мебельное производство — для изготовления столов, парт в школах, стульев, офисной мебели, элементы декора и арочные конструкции, различные навесы, козырьки над входом в помещение.
- Оболочка для защиты и сохранности кабеля, и систем орошения.
- Рекламные конструкции.
- Транспортные детали и узлы: цилиндры, поршни, подшипники, рамы сельскохозяйственных машин, большегрузных автомобилей, автоприцепов;
- Лёгкие сооружения и конструкции, каркасы для оранжерей и теплиц, детских площадок, решёток на окна.

Потребителю для правильного выбора профиля следует обратить внимание на несущую способность трубы и вес изделия. От размера сечения профиля напрямую зависит область применения:
- профиль прямоугольной формы 60х30 подходит для рекламных щитовых и каркасных конструкций;
- профиль 25×25 применяют в машиностроении и для лёгких установок;
- профиль квадратный размером 60х60, 80х80 подходит для сооружения ограждений;
- несущие элементы лучше делать из мощного профиля 100х100;
- популярные квадратные профили 15, 40, 60, 100 мм применяют в многочисленных конструкциях для капитального строительства и возведения лёгких сооружений, например, ангаров и складов.

Технология выгибания труб
В домах и квартирах применяются трубы из самых разных материалов. Соответственно, для каждого их типа имеются свои методы выгибания (см.также статью “Как осуществляется гнутье профильных труб”).
Металлические трубы
Согнуть металлическую трубу довольно сложно, однако, вполне реально. Причем, практически для всех типов металлических труб можно использовать один и тот же метод. Пожалуй, проще всего выполнить данную операцию с медным изделием, так как медь является мягким материалом.
Главная проблема заключается лишь в том, чтобы избежать надлома, но сделать это не сложно – надо лишь заполнить трубу песком. Таким образом, получится предотвратить деформацию сечения на изгибе.

Приспособление для изгиба металлических труб
Но, если с медной трубкой все просто и понятно, то как согнуть алюминиевую трубу в домашних условиях или стальную, ведь сделать это руками вряд ли удастся? Решением проблемы является использование газовой горелки.
Инструкция по выполнению этой процедуры с помощью горелки выглядит следующим образом:
- В первую очередь трубку надо вставить в тиски.
- Затем место изгиба нужно нагреть газовой горелкой.
- После того как участок трубы достаточно нагреется, ее можно согнуть взявшись в рабочих рукавицах за длинный конец трубы.

Резиновая киянка
Отдельно следует сказать о том, как согнуть квадратную трубу в домашних условиях, так как эта процедура отличается от вышеописанной:
- В первую очередь полость изделия нужно заполнить песком и вставить с двух сторон деревянные чопики, чтобы песок не высыпался.
- Затем деталь укладывается на две опоры, участок изгиба при этом должен оказаться на весу.
- После этого по месту изгиба следует ударять резиновой киянкой до получения нужного результата.
Существует еще один метод, который позволяет загибать трубы даже большого диаметра – это выполнить надрезы. Правда, после завершения операции надрезы нужно заварить и затем зачистить сварные швы.
Следует отметить, что данный способ подходит как для круглых, так и квадратных металлических труб.

Изогнутая пластиковая труба
Пластиковые
Пластиковые изделия не предназначены для изгиба, так как деформация приведет к сужению внутреннего диаметра и потери пропускной способности. Для выполнения поворотов используют специальные готовые детали – фитинги.
Причем, их цена вряд ли кого-то побудит заниматься изгибом в целях экономии.
Если же нужно получить плавный обход какого-либо препятствия, следует воспользоваться так называемой обводкой, специально выполненной производителем для данных целей. Однако, для тех, кто, не смотря на все рекомендации, настаивает на необходимости изгиба, все же есть способ, как согнуть пластиковую трубу в домашних условиях.

Разогрев трубы строительным феном
Итак, операция выполняется следующим образом:
- Внутрь изделия надо завести пружину подходящего диаметра, что позволит сохранить его внутренний диаметр.
- Далее участок изгиба разогревается строительным феном.
- После размягчения пластика, загнуть деталь трубопровода своими руками не составит труда. Однако, необходимо ее удерживать в таком положении до полного остывания.
- В завершение процедуры нужно вытащить пружину.
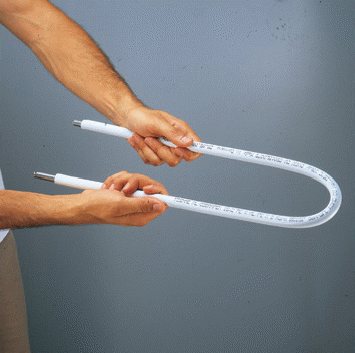
На фото – загибание металлопластиковой трубы при помощи пружины
Металлопластиковые
На первый взгляд может показаться, что металлопластик гнется без каких-либо проблем и даже не требует особых усилий. С одной стороны так и есть, но только если нужно получить изгиб большого радиуса. Если же радиус поворота должен быть незначительным, то материал может просто переломаться.
Чтобы не допустить поломки детали и деформации сечения, как и в предыдущем случае надо воспользоваться пружиной. Так как материал достаточно мягкий, участок сгиба можно не нагревать.
Вот, пожалуй, и все наиболее эффективные способы как гнуть трубы в домашних условиях.
Методы гибки труб в домашних условиях
При изготовлении простых конструкций в условиях частной мастерской многие не знают, как согнуть металлическую трубу самостоятельно без приобретения готовых деталей с высокой ценой. Решить проблему помогут несколько способов сгибания профиля:
- Холодный метод. Применяется для деталей с малым сечением и толщиной металла не более 1,5 мм. Мастер прикладывает физические усилия и ведет самостоятельный контроль за заготовкой (выполняется замер). После сгибания деталь сравнивают с шаблоном.
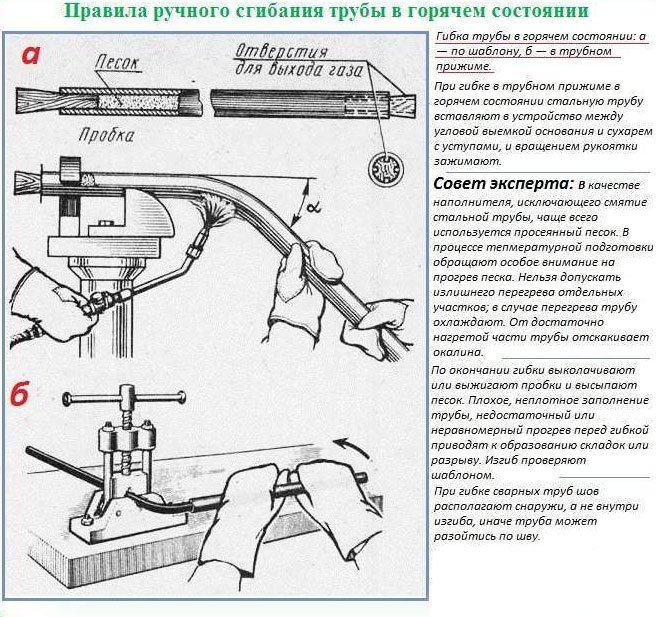
- Горячий метод. Необходим источник открытого пламени для накала заготовки. Трубе придается необходимая форма. При этом сторонние напряжения сохраняются до полного остывания профиля. В качестве источника тепла могут применяться паяльные лампы, газовые котлы и печи на угле или дровах.
- Заполнение полостей. В роли материала для наполнения может применяться вода, песок и машинное масло. Внутреннее пространство должно быть заполнено без пустот. При использовании воды ее следует заморозить, лед не позволит образоваться вмятинам и заломам на внутренней стороне радиуса. Для достижения герметичности трубу с двух сторон закрывают пробками из дерева или заваривают.
- Нарезка сектора. При помощи угловой шлифовальной машинки с отрезным диском на отмеченном участке трубы делают прорези определенной глубины. Затем профиль загибают и нарезку заваривают. Способ требует много времени на выполнение, но отличается надежностью. Таким способом можно согнуть квадратную трубу.
Гибка своими руками (Фото: Instagram/prokmetall.ru)
Изгибание труб без радиуса
Создавая пространственный каркас, проектировщики сталкиваются с необходимостью изготовления элементов, в которых нужно создать детали, где участки труб соединяются между собой под прямым углом (90 градусов) или под острым углом (45 градусов, например). Можно нарезать отрезки, а потом сварить их между собой. Однако вопрос можно решить и иначе:
- Произвести разметку для будущего выреза.
- Произвести вырез лишнего металла.
- Выполнить гиб, соединяя кромки произведенного реза. Сварить металл по кромкам.
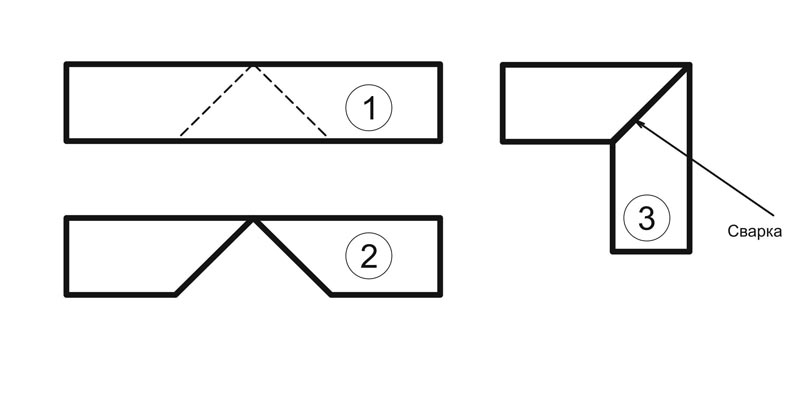
Схема техпроцесса изгиба под прямым углом с подрезкой:
1 – разметка; 2 – вырезание излишков металла; 3 – сгибание и сварка кромок
Такой способ позволит получить достаточно прочную деталь, в ней часть металла остается целой.
Если не выполнять подрезание, то излишкам металла деваться некуда. Получается непривлекательный вид изделия.

Прямой гиб профильной трубы без подрезки
В чем причина подобного явления? Чтобы понять, как происходит простое изгибание, следует рассмотреть схему.
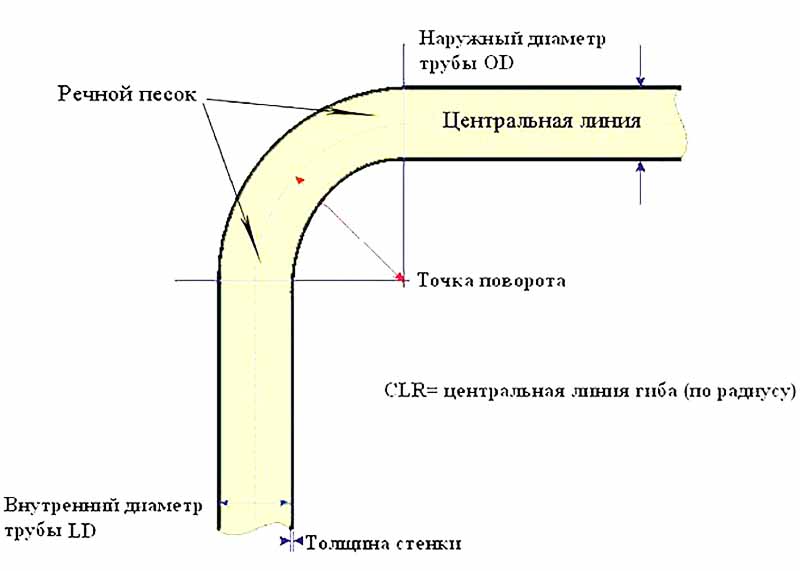
Схема формирования изгиба в трубах
Если имеется подходящая оправка, выполняется гиб:
- Один конец закрепляется неподвижно.
- Поверхность заготовки прислоняется к базовой поверхности, относительно которой будет производиться перемещение второго конца.
- Прилагается усилие, и выполняется формирование новой поверхности.
Внутри можно увидеть центральную линию, по которой и выполняется гибка трубы.
Не только в пустотелых изделиях происходят подобные явления. Даже в сплошных деталях смещение слоев относительно друг друга происходят аналогичные явления.
В чем заключается сложность гибки профильного проката
Суть гибки металлического проката вне зависимости от формы его профиля состоит в том, что профильным трубам придается частичный или полный изгиб. Выполняют такую технологическую операцию двумя способами: воздействуя на изгибаемую трубу только давлением или дополнительно нагревая участок трубы, в области которого выполняется изгиб. В ходе выполнения изгиба на металлическую трубу одновременно действуют две силы:
- сила сжатия (с внутренней части изгиба);
- сила растяжения (с внешней части изгибаемого участка).
Именно воздействие таких разнонаправленных сил вызывает сложности, характерные для процесса гибки любых профильных труб.
- Сегменты материала трубы, которая в процессе гибки изменяет свою форму, могут утратить соосность своего расположения, что приводит к тому, что отдельные участки трубы будут располагаться в разных плоскостях;
- Стенка профтрубы, расположенная с внешней стороны изгиба и подвергаемая растяжению, может не выдержать нагрузки и лопнуть.
- Внутренняя стенка трубы, подвергаемая сжатию, может покрыться складками, которые напоминают гофру.
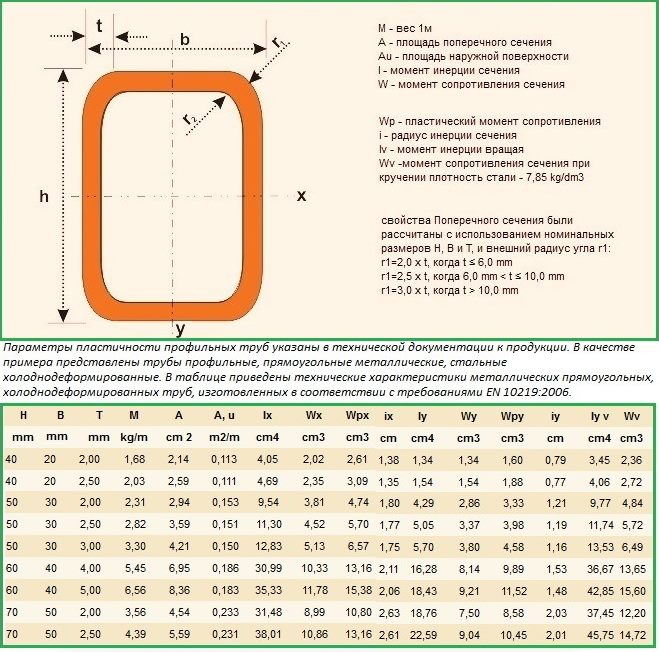
Технические характеристики профильных трукб
Чтобы такого не произошло, необходимо учитывать не только характеристики материала трубы, но и ее геометрические параметры – размеры сечения, толщину стенок, радиус, на который необходимо выполнить изгиб. Знание перечисленного позволит выбрать подходящую технологию и согнуть профтрубу правильно, не смяв ее и не получив гофрированную поверхность.
Другие способы собственноручного сгибания труб
Существует несколько вариантов, позволяющих сделать изгиб профильной трубы в бытовых условиях без специальных станков.
К выполнению гибки металлических изделий относительно радиуса, предъявляется несколько требований. Толщина их стенок должна превышать 2 сантиметра, иначе изгиб способен нарушить целостность трубы. При высоте профиля (обозначенной буквой Z) более 2-х сантиметров труба, согнутая на отрезке протяженностью 3,5хZ, не разрушится и не станет менее надежной.

Важную роль играет температура, которую при сгибании имеет изделие. Известно, что трубе, находящейся в нагретом состоянии, придать кривизну гораздо легче. При проведении работ в бытовых условиях необходимо придерживаться техники безопасности.
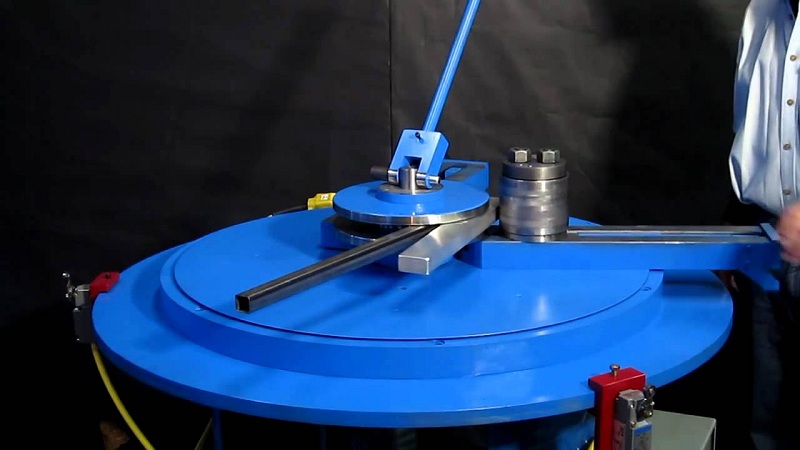
Как согнуть профтрубу с помощью трубогиба
Смысл работы подобных устройств заключается в растяжке холодным методом. В процессе данной процедуры центр трубы смещается в сторону полученного изгиба, что исключает риск появления трещин и других повреждений на поверхности профтрубы. Трубная конструкция сохраняет прочность и другие немаловажные эксплуатационные показатели.
колесо прижимается сверху к трубев обратном направлении.
Среди усовершенствованных моделей профилегибов можно выделить оборудование с электроприводом. На таком устройстве необходимо только нажимать кнопку, которая приводит профилегиб в действие, и удерживать профтрубу в нужном положении. Электрический профилегиб чаще всего применяют для гибки труб с большим радиусом.
Related Posts via Categories
- Станок для гибки металла – выбираем оборудование разумно!
- Вальцовка листового металла – что происходит во время работы на станке?
- Оборудование для художественной гибки металла – автоматическое и ручное
- Вальцовка обечаек – как сделать красивые края у цилиндров?
- Гибка листового металла – возможна и в домашних условиях!
- Станок для гибки арматуры – чтобы работать руками!
- Вальцовка труб – как выполнить ее в домашних условиях?
- Профильная труба – основной материал для металлических конструкций
- Калькулятор трубы профильной – быстрый расчет веса
- Квадратная труба – сортамент, сферы применения и ГОСТы
Зачем нужно знать характеристики профиля?
Профильный трубопрокат от стандартного круглого варианта отличается формой сечения, которая может быть квадратной, овальной, прямоугольной или плоскоовальной. Согласно регламенту ГОСТа Р за номером 54157-2010 круглое изделие также входит в перечень профильной продукции. Однако в тепличном строительстве чаще всего применяют изделия с квадратным и прямоугольным сечением, например, профильные трубы 40х20 мм, потому что к их ровным плоским стенкам проще прикрепить покрытие.
Для разнообразных народнохозяйственных нужд продукцию выпускают в широком диапазоне размеров. Различается она по конфигурации и площади сечения и, естественно, по толщине стенок. Совокупность размеров определяет пластические возможности. На профессиональном языке они называются минимально допустимым радиусом закругления. Значит, прежде чем узнать, как сделать заготовку для каркаса, нужно выяснить, какой наименьший радиус плоской округлой деформации заготовка сможет «пережить» без повреждений.
Для определения минимально допустимого радиуса сгиба квадратного или прямоугольного профиля нам нужна высота h, потому что:
- изделия с высотой профиля до 20 мм согнутся без перехода в разряд непригодного брака, если гибка будет произведена на участке длиной 2,5×h и более;
- трубопрокат с высотой профиля свыше 20 мм без потерь выдержит деформацию на участке длиной 3,5×h и более.
Обозначенные лимиты необходимы тем, кто задумал делать стеллажи, полочки и рамы для форточек или двери. Свои корректировки в область ограничений вносит и толщина стенок. Широкие трубы с тонкими стенками толщиной до 2мм вообще не рекомендуют гнуть. Лучше воспользоваться сваркой.
Домашним мастерам, решившим делать дуги для арочной теплицы, нужно учесть, что применяемые в быту изделия из обычных углеродистых или низколегированных стальных сплавов после приложения к ним усилий имеют свойство слегка «пружинить». Они как бы пытаются вернуться в прежнее состояние. Следовательно, после того как начинающий слесарь своими руками завершит гибку всех дуг, ему придется повторить обработку и вновь подогнать арки по шаблону. Желательно изначально учесть значение пластического момента сопротивления Wp. Его обычно указывают в документах продаваемого стройматериала. Чем данный момент меньше, тем меньше возни будет с подгонкой.
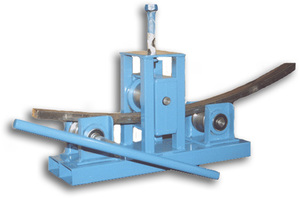
Приспособления для гибки труб
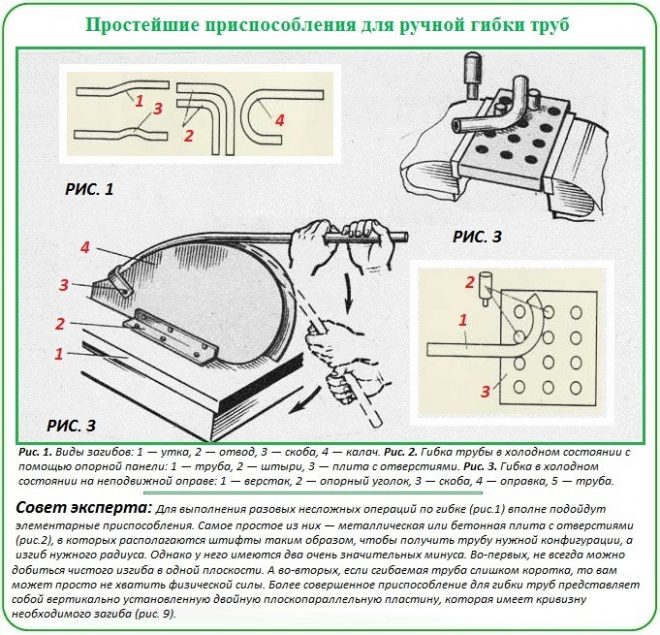
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.

Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
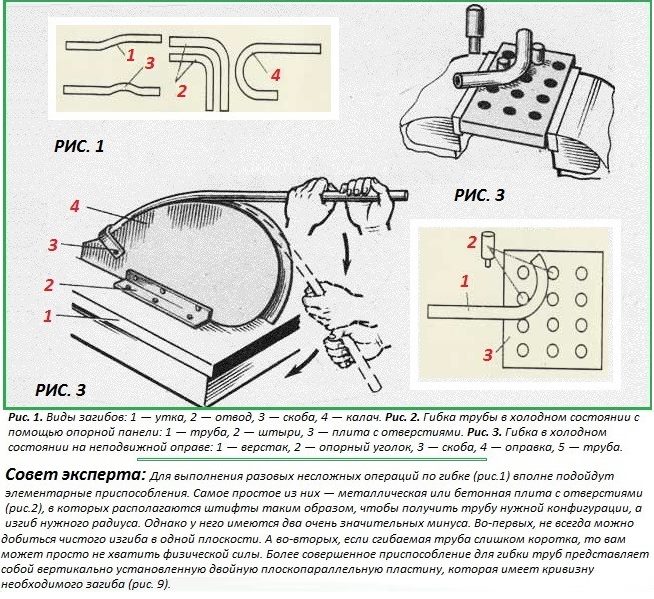
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.

Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
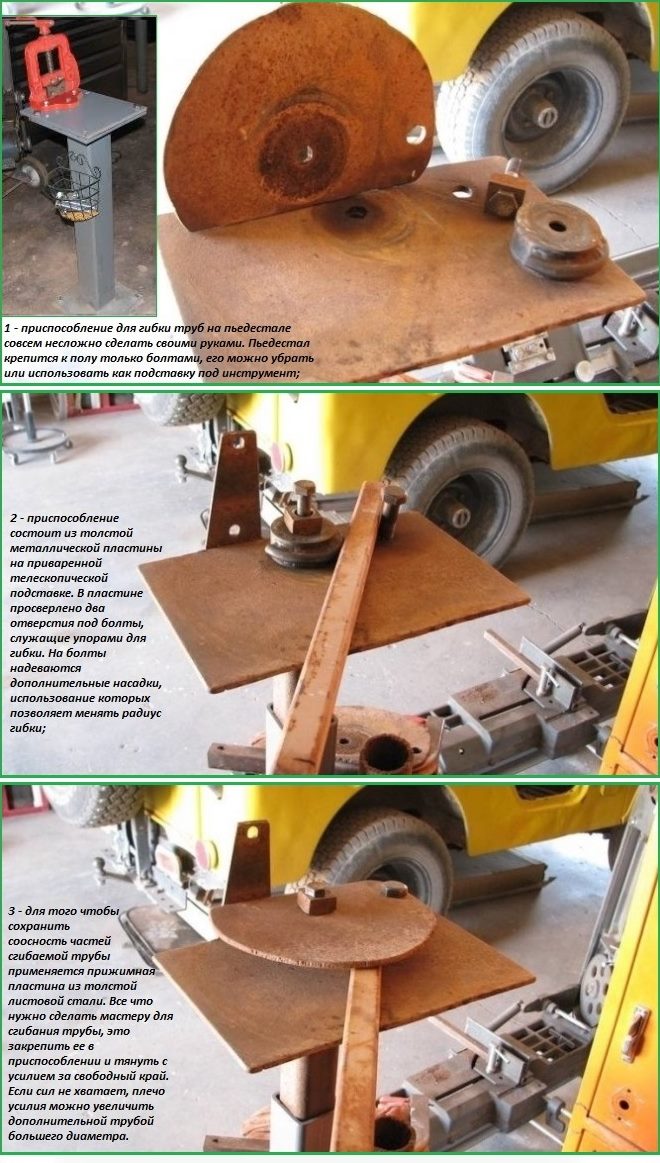
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
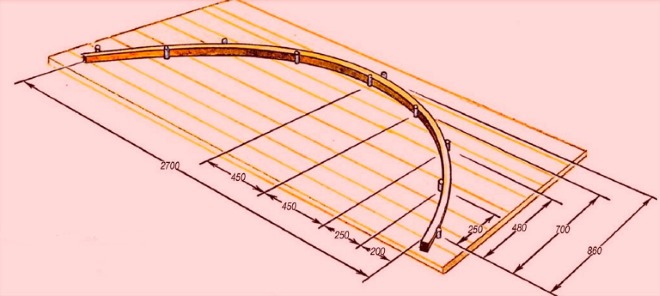
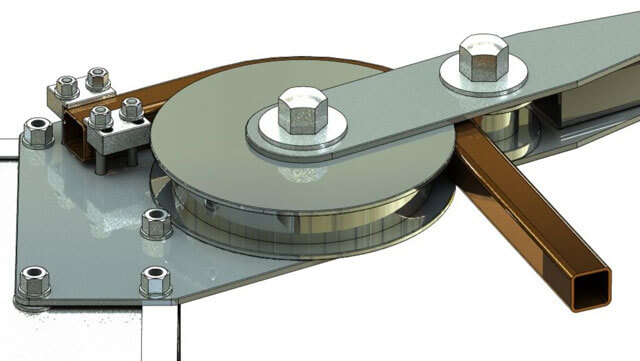
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.

Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.

Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Эффективное сгибание пластиковых элементов
Трубы из поливинилхлорида достаточно просто согнуть с помощью определенной инструкции. Выполняя ее пункты, можно легко и просто в домашних условиях придать пластиковому трубопроводу нужную форму, не прибегая к посторонней помощи.
Для сгибания пластиковой трубы выполняются следующие действия:
- В любом строительном магазине нужно купить древесноволокнистую плиту, которая необходима для сооружения специальной оправы. С помощью этой оправы выполняется сгибание пластиковой заготовки до того момента, когда изделие примет нужную форму.
- Согнув плиту до нужного радиуса, следует отшлифовать ее поверхность. Можно воспользоваться в этом случае мелкой наждачной бумагой.
- На следующем этапе из силикона формируют оболочку для сгибаемого элемента. Она должна соответствовать форме и размеру трубы. С помощью оболочки заготовка из ПВХ фиксируется на оправе из ДВП. Кроме того оболочка служит своеобразной защитой для поверхности пластиковой трубы, предотвращая образование различных дефектов, включая царапины, сколы и другие механические повреждения.
- Далее металлопластиковая заготовка помещается непосредственно в оболочку.
- Теперь можно приступать к нагреванию трубного элемента. Под воздействием высокой температуры материал становится более мягким и начинает принимать форму оправы. Результатом процесса становится изделие желаемой формы.
- Сформированное изделие необходимо остудить в течение 10-15 минут. По истечении этого времени видоизмененная труба из поливинилхлорида может быть извлечена из оправы. После этого готовый конструктивный элемент рекомендуется оставить еще на некоторое время, чтобы он полностью остыл.
Несмотря на множество способов, как загнуть металлическую трубу или изделие из другого материала, получить идеальный результат в бытовых условиях практически невозможно. Однако изучение теоретических материалов и неоднократное экспериментирование на непригодных кусках трубы из подобных материалов поможет понять, как согнуть трубу, не имея трубогиба.
Главное, что после этого заниматься процессом сгибания трубных элементов можно в любое свободное время.
Особенности алюминиевых труб Как согнуть алюминиевую трубу Как работать с трубогибом в домашних условиях Способы гибки Самостоятельное сгибание алюминиевой трубы
Алюминиевые изделия в настоящее время очень разнообразны и востребованы, что свидетельствует о том, что этот материал эффективен и незаменим во многих областях жизни. Одной из самых популярных разновидностей продукции данного типа является алюминиевая труба.
Применение песка для сгибания трубы
Например, чтобы получилась квадратная или прямоугольная гнутая труба, используют песок, предварительно просеянный и хорошо просушенный. Также нужны будут деревянные клинья, имеющие соизмеримый срез изделия, и которые можно будет вбить в трубу.
Порядок выполнения действий выглядит так:
- С одной из сторон трубного изделия забивают клин.
- Внутрь трубы насыпают песок.
- Забивают клин со второй стороны, получив в итоге своеобразную заглушку.
- После фиксации одного конца приступают к изгибу трубы на нужную величину радиуса. При желании место будущего сгиба для облегчения процесса можно нагреть.
Методы гибки
Для сгибания применяются специализированные приспособления (трубогибы). Эти устройства позволяют качественно выполнить процесс. В домашних условиях можно согнуть трубу без трубогиба несколькими способами.
Холодная гибка
При использовании этого способа металл не поддается воздействию высокой температуры. Сгибать необходимо на заранее изготовленном шаблоне. Для удержания применяются тиски или самодельные приспособления. Этот метод используется для изделий с небольшой толщиной. Высота профиля при таком методе не должна превышать 10 мм.
Горячее сгибание
Заготовки, высота поперечного сечения которых составляет от 10 до 40 миллиметров, следует сгибать с применением нагрева. Участок, на котором будет сгиб, нагревается до высокой температуры. Таким образом удается уменьшить силу оператора.
ВНИМАНИЕ: Во избежание ожогов, при применении нагрева следует использовать индивидуальные средства защиты, такие как перчатки и очки.
Рычагом
Чтобы сгибать без специализированных приспособлений, оператор использует физическую силу. При небольших размерах изделия больших усилий от оператора не требуется. Если обрабатываемый предмет имеет высоту сечения более 10 миллиметров, для увеличения давления используется рычаг. Работа выполняется следующим образом:
- Подготавливается шаблон нужной формы. Он должен быть изготовлен из прочного материала;
- Шаблон и заготовка крепятся в тисках;
- На свободный край трубы надевается рычаг. Длина рычага должна быть достаточной для повышения усилия;
- Воздействием на рычаг осуществляется сгибание.
Использование рычага при сгибании может применяться как при холодной, так и при горячей гибке.
Использование пружины
При небольших размерах изделия используется пружина. Она оказывает внутреннее противодействие, и предотвращает деформацию металла. Перед выполнением работ необходимо изготовить пружину из стальной проволоки (толщиной от 1 до 4 миллиметров). Форма пружины должна соответствовать форме поперечного сечения заготовки. По размеру пружина должна быть немного меньше диаметра трубки.
 Пружина для гибки профильной трубы
Пружина для гибки профильной трубы
Пружина помещается вовнутрь детали на место сгиба. После этого, процесс сгибания может быть выполнен как холодным, так и горячим методом. В процессе сгибания пружина, создавая внутреннее противодействие, не допускает повреждения внутренней и наружной поверхности сгиба. По окончании работ необходимо извлечь пружину из детали.
Вместо пружины можно использовать чистый и сухой песок. Один край трубы закрывается деревянной пробкой. Через открытый край деталь полностью заполняется песком. После заполнения, вторая сторона закрывается деревянной пробкой. Песок внутри обрабатываемого предмета дает возможность сохранить форму профиля и снижает степень деформации при сгибании.
Резка и сварка
При этом способе внутренняя и боковые стороны сгиба надрезаются болгаркой, после чего обрабатываемый предмет можно легко согнуть. Процесс происходит следующим образом:
- На внутреннюю сторону профиля наносится разметка;
- Согласно разметке, внутренняя и боковые поверхности надрезаются углошлифовальной машиной;
- Заготовка сгибается до тех пор, пока стыки пропилов не соприкоснутся друг с другом;
- Соединенные стыки свариваются между собой;
- Сварочные швы шлифуются.

Способы согнуть профильную трубу своими руками

Как гнуть профильную трубу при помощи сварки
Трубные изделия квадратного или прямоугольного сечения, высота стенки которых 30 – 40 мм и более, с трудом поддаются сгибанию, особенно при малых радиусах. Чтобы сформировать своими руками из такого материала красивый отвод в 90 градусов, без болгарки и сварочного аппарата не обойтись.
Порядок действий:
- Сделать шаблон изгиба, по которому проще изготовить несколько одинаковых деталей;
- Вдоль трубы болгаркой сделать надсечки трех стенок, оставив одну цельной. Чем больше надсечек, тем округлей будет изгиб;
- Один конец профиля надежно зафиксировать;
- Применив усилие, взявшись за второй конец постепенно согнуть трубу по шаблону так, чтобы пропилы образовали вогнутую часть изгиба. Плоскость сгибания не должна нарушиться, можно применить киянку;
- Пропилы заварить, места сварки отшлифовать.

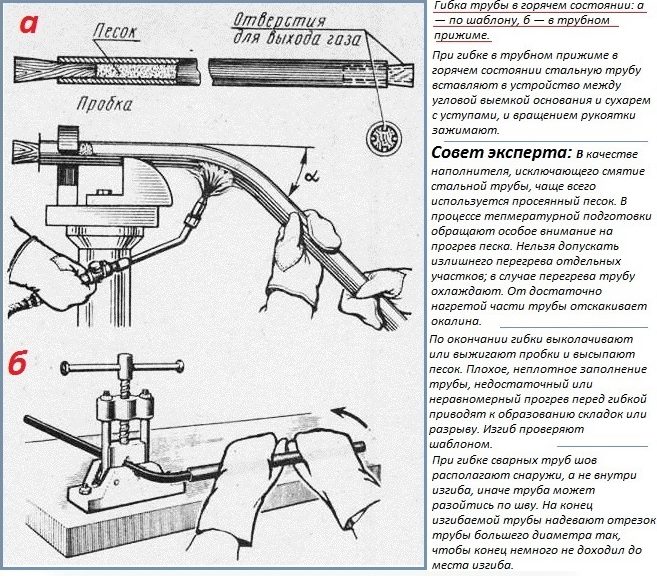
Как согнуть профильную трубу при помощи наполнителей
Наполнитель используется для получения равномерных изгибов без сплющиваний и складок (гофры на вогнутой части), заполняя внутреннее пространство он распределяет силу сжатия и растяжения по всей поверхности сгибаемого участка профиля. Самым испытанным наполнителем считается мелкий, сухой, хорошо просеянный песок.
Этот способ может сопровождаться нагреванием трубы паяльной лампой либо накаливанием на древесных углях, при нагревании металл приобретет пластичность, что облегчает гибку. Горячим способом гнут трубные изделия с высотой стенки от 30мм и более.
Трубопрокат с высотой стенки до 20мм гнется без нагревания, а при радиусе изгиба менее 50мм можно не применять наполнитель.
Порядок действий горячего способа:
- Отжечь участок сгиба заготовленной трубы;
- Изготовить деревянные заглушки в виде пирамид длиной в 10 оснований, которые в 2 раза больше просвета, на одной сделать 4 продольных паза для отвода газа во время нагревания;
- Заглушить один конец трубы, постепенно засыпать до краев просеянный и прокаленный песок, уплотняя его постукиванием. Заглушить второй конец чопом с пазами;
- Разметить участок нагревания мелом, зажать профиль, расположив шов не по вогнутой стороне касательно шаблона;
- Разогреть трубу докрасна, сгибать поступательными движениями в один подход (повторный разогрев не желателен) соблюдая плоскость сгиба по шаблону. Соблюдайте меры безопасности;
- После остывания заглушки выбить или выжечь.
С высотой стенки до 10мм смело гнем профильную трубу своими руками без нагревания и наполнителя. В остальных случаях вместо песка можно применить стальную пружину с плотными квадратными или прямоугольными витками. По величине она должна быть чуть меньше внутренних размеров трубы, так, чтобы плотно пройти к месту сгиба. Пружина также не даст образоваться нежелательным деформациям при холодном сгибании. Вытаскивают ее за привязанную к конечным виткам проволоку, выходящую наружу.
Как согнуть профильную трубу в домашних условиях на гибочной плите
Это еще один вариант как согнуть профильную трубу без трубогиба, используя приспособления, изготовленные самостоятельно. К ним относятся горизонтальная металлическая или бетонная плита с отверстиями, стационарный плоский шаблон с элементом фиксации, верстак с оправкой. Данные конструкции хороши для холодной гибки тонких трубных изделий. Принцип действия прост: один конец профиля зажимается, а другой под действием силы прижимается, огибая приготовленную форму. Ручная гибка требует значительных усилий и не гарантирует точности.

Следует помнить, что стальной трубопрокат обладает пластическим моментом сопротивления (пружинящий эффект), поэтому изгиб приходится подгонять несколько раз под шаблон.
Как согнуть профильную трубу своими руками, так и привести ее в первоначальную форму, дело трудное. Чтобы все получилось, как задумано с первой попытки без специального станка не обойтись.
Похожие записи:
 Сталь для ножей: виды, характеристики, плюсы и минусы, советы по выбору
Сталь для ножей: виды, характеристики, плюсы и минусы, советы по выбору
 Как открутить заржавевший болт или гайку
Как открутить заржавевший болт или гайку
 Обзор вездеходов на шинах низкого давления, отечественные и зарубежные модели
Обзор вездеходов на шинах низкого давления, отечественные и зарубежные модели
 Все о деревянных полах
Все о деревянных полах
 Реконструкция (ремонт) полов в дачном доме
Реконструкция (ремонт) полов в дачном доме
 Жареные яйца хуже, чем вареные? боремся со стереотипами
Жареные яйца хуже, чем вареные? боремся со стереотипами