Содержание
Принцип работы профилегиба
Работа заключается в механическом воздействии на металл для его холодной деформации. Разные станки воздействуют на профиль при помощи определенной направленности механического усилия:
- Вал для прижимания заготовки движется по направлению сверху вниз. Такое воздействие заложено в основе работы многих гибочных станков, применение силы домкрата в большинстве случаев не требуется.
- Прижимной вал профилегиба работает по направлению снизу вверх, и сила давления действует так же. Этот простой принцип работы применяется в устройствах с применением гидравлического домкрата. Характерно движение серединного вала, а самые боковые валы остаются стационарно неподвижными.
Работа профилегибочного станка по обоим принципам сама по себе является эффективной.
Конструкция самодельного гибочного станка на чертеже
Для изготовления профилегиба своими руками чертежи просто необходимы. Сборка станины и расположение валов нельзя сделать самому «на глазок», так как гибка профиля отличается тем, что нужно выдерживать размер, радиус. В неправильном расположении узлов кроется опасность выпуска бракованных арочных конструкций, которые придется еще раз пропускать через вальцы для исправления.
Помимо неправильного радиуса, есть опасность скручивания профиля, если продвижение заготовки не выровнено в одной плоскости. Как изготовить чертежи можно посмотреть на видео, но актуальным такое копирование будет только в случае:
- если чертежи предназначаются именно для гнутья того вида профиля, что требуется гнуть на самодельном станке, причем даже материал должен совпадать;
- если предлагаемая схема в интернете или другом информационном поле технически совершенна и будет работать, для этого следует досконально разобраться в конструкции или показать чертеж ручного профилегиба специалисту;
- если искомый чертеж содержит описание технологического процесса сборки, а изображения на чертеже имеют все размеры, сечения, диаметры, информацию о расположении узлов и деталей;
- если детали, заготовки и узлы чертежа имеются в свободной продаже, и не возникнет сложностей с их изготовлением или поиском аналогов для самодельного станка.
Изготовление самодельных схем
 Чаще всего те мастера, которые изготавливают гибочный станок для профиля своими руками, стараются разработать свои чертежи для работы. При черчении узлов, деталей учитывают вышеизложенные принципы составления схем, а для основы берут готовую конструкцию. При этом проектируют детали и заготовки, которые легко доступны в продаже и без проблем изготавливаются своими руками.
Чаще всего те мастера, которые изготавливают гибочный станок для профиля своими руками, стараются разработать свои чертежи для работы. При черчении узлов, деталей учитывают вышеизложенные принципы составления схем, а для основы берут готовую конструкцию. При этом проектируют детали и заготовки, которые легко доступны в продаже и без проблем изготавливаются своими руками.
Вальцы или ролики, пропускающие профиль, должны иметь торцевые поверхности, повторяющие сечение профиля, который будет допущен к обработке гнутьем. Для некоторых профилей, например, уголок или усеченный тавр учитывается направление требуемого изгиба, например, в сторону полки или по внутреннему ребру жесткости. Некоторые специалисты при изгибании полого профиля наполняют его сыпучим материалом, песком, концы при этом закрывают заглушками. Эта процедура помогает избежать сминания или разрыва сечения при прохождении через вальцы.
С учетом типажа своего изгибаемого профиля
Рабочие поверхности вальцов, через которые проходит заготовка профиля в процессе изгибания, выполняются своими руками в полном соответствии с сечением проката. Для сложных конфигураций желательно повторить все мельчайшие элементы конструкционных особенностей. Выработаны стандартные формы торцевых поверхностей роликов для:
- трубы круглого или овального сечения, арматуры, прута – в форме желоба по диаметру профиля или круглой канавки по форме изделия;
- квадратной или прямоугольной трубы — в виде правильного сечения соответствующей формы с размерами по внешним габаритам проката;
- уголка для гибки по наружной стороне (когда снаружи арки окажется внутренняя сторона уголка) – торец вальца делается плоским, предусмотрен удерживающий кант в виде борта;
- в предыдущем случае изгибающий и прижимающий элементы должны работать в паре, так, что борт первого четко прижимал металлическую полку к боковой поверхности другого;
- уголка, если гибка осуществляется по внутренней поверхности, тогда удерживающий борт располагается на опорном ролике, а изгибающий имеет плоский торец;
- швеллера, который гнется так же, как и уголок, для него применяется похожая система;
- двутавра – по принципу гладкой торцевой поверхности вальцов, и поперечным сечением, равным по размеру внутреннему габариту профиля, чтобы ролик при пропуске профиля проходил внутри проката.
Принцип работы станка
При помощи гидравлики обеспечивается общее усилие прижима, так происходит деформация металлических профилей большой толщины. Трубогибы в заводских условиях дают усилие больше 8 тонн, этот показатель влияет на выбор управления станка: ручной или электрический. Устройства с принудительным и ручным прижимом изгибают прокат, обеспечивая деформацию металла в холодном виде. Изгибающее воздействие в различных станках отличается направлением:
- Прижимающий вал движется в направлении вниз. Схема с верхним расположением вала востребована при работе профилегибочного оборудования с электрическим управлением. В станках с домкратом такое направление перемещения рабочего вала используется редко.
- Рабочий вал движется снизу вверх, а боковые ролики закреплены в статической неподвижности. Такая схема используется в агрегатах с гидравлическими домкратами, перемена положения происходит при перемещении центрального валка.
Конструкция и чертеж трубогиба для профильной трубы
Устройство для сгиба профильной трубы – ручное, электрическое или механическое оборудование с относительно небольшими размерами и весом. В работе применяется технология холодного проката. А для кривизны оптимальных параметров и обработки деталей разных разметов и видов используются специальные насадки.
 Гибочные башмаки для деформации деталей разных размеров
Гибочные башмаки для деформации деталей разных размеров
Профилегибочные станки являются роликовыми механизмами и бывают четырех видов:
С верхним подвижным роликом.
Самый распространенный и простой вид. При этом, если профилегиб ручной, ролик движется под управлением редуктора, если гидравлический – гидросистемы. Погрешность данного вида устройств – минимальна.
С левым подвижным роликом.
Кроме обычного сгиба детали, данное устройство способно завивать спирали. Для контроля сгибания такие станки оснащены ЧПУ с возможностью заранее установить параметры процесса. Поэтому у готового изделия параметры сгибания максимально соответствуют начальным параметрам.
Станки с подвижными нижними коликами.
Применяются для сгиба крупных заготовок. Такие трубогибы бывают только гидравлическими и отличаются полным автоматизированным управлением.
Трубогибы, все ролики котороых двигаются при работе.
Самое технологически сложное устройство, вмещающее в себя плюсы всех вышеперечисленных видов. Он способен провести полный цикл гибочных работ над деталью.
 Чертеж профилегиба своими руками
Чертеж профилегиба своими руками
Чертежи как покупного, так и самодельного трубогиба для профильной трубы зависят от вида прибора. Но есть элементы, присутствующие в каждом устройстве: рама, трубные упоры (два или больше), валы.
 Вальцы для трубогиба, предназначенные для деталей разных форм и размеров
Вальцы для трубогиба, предназначенные для деталей разных форм и размеров
Рама (или станина) предназначена для закрепления на ней остальных деталей. Она может быть одного из двух видов:
- Закрытая (имеет сложную конструкцию, поэтому изготавливается на заводах; требует определенных навыков при эксплуатации, однако является более безопасной, чем открытая).
- Открытая (характерна для трубогиба, сделанного своими руками по чертежам; размеры такой рамы относительно небольшие, поэтому использовать ее несложно).
План изготовления трубогиба в домашних условиях
Для самостоятельного изготовления агрегата требуется приложить некоторые усилия и следовать инструкции:
- Шпонка, установленная в механизм, соединяет элементы подшипников и профилегибы, а также кольца и шестерни. Прежде всего, занимаются разработкой чертежа агрегата, расположением подшипников и роликов, вытачивание деталей лучше всего доверить настоящему профессионалу. Данный механизм включает в себя три вала. Их расположение: на пружинах и по бокам.
- После этого в кольцах делают отверстия: их назначение состоит в производстве пазов и резьбового сечения.
- Далее необходимо сделать специальную полочку – она необходима для монтирования вального прижимного сечения.
- Полку держат в подвешенном состоянии и инсталлируют на ней вал для прижима; для этого применяют пружины, по бортам которых и устанавливают валы для опоры, а также присоединяют ручку.
- На завершающем этапе на трубогиб устанавливают домкратный механизм.
Особенности, на которые следует обращать внимание во время работ по монтажу:
- Вал для прижима как дополнение прикручивают к шпонной поверхности.
- Монтировку вала прижима осуществляют в соответствии с четким планом.
- Магнитным уголком натягивают цепи на агрегате, его чаще всего используют как держатель.
- Цепные звездочки прикручивают с использованием шпонок: их производят из гравера.
- Домкратный агрегат устанавливается на специальную платформу посредством болтов и сварки.
Ручной профилегиб своими руками
 Своими руками такую конструкцию можно изготавливать по-разному. В одном из вариантов силовой основой является станина. Для ее изготовления потребуется взять стальные швеллеры разных размеров и уголки.
Своими руками такую конструкцию можно изготавливать по-разному. В одном из вариантов силовой основой является станина. Для ее изготовления потребуется взять стальные швеллеры разных размеров и уголки.
Подвижные частицы делаются на основе опорных старых подшипников и классического лома. Винтовой упор можно взять от старых струбцин. Винт должен иметь силовую прямоугольную или трапециевидную резьбу, а вот метрическая резьба давления не выдержит. Для сборки конструкции подготовьте:
- болгарку;
- мощную дрель;
- аппарат для сварки.
Станина должна иметь П-образный кронштейн для винтового упора. Сварка выполняется обычным полуавтоматом. Швы должны быть высокого качества, поскольку именно к ним прилагаются усилия на разрыв.
Проделайте отверстие в верхнем швеллере и приварите гайку, затем вкрутите опорный винт, который будет выступать в роли регулятора высоты прижимного катка.
Опорные ролики делаются на основе простого лома и обрабатываются посредством болгарки.
Два опорных ролика будут одновременно двигаться, с этой целью на каждую ось следует приварить одинаковые звездочки от велосипеда, подшипники привариваются так, чтобы соблюдалась симметрия с центральной частью станины, соблюдая при этом натянутость цепи.
Одна ось должна быть чуть длиннее, чтобы закрепить ручной привод, а катки устанавливаются на подиумы. В случае максимального опущения центрального ролика радиус изгиба детали не будет большим.
Для ручки привода можно брать шатун от педалей, его нужно приварить к длинной оси одного из роликов.
Если нужно увеличить усилие на воротке прижимного ролика, на него надевается труба нужного диаметра.
Другой вариант изготовления конструкции будет решать аналогичные задачи, но будет иметь другой принцип работы.
Данная конструкция будет оснащена опорным подвижным катком. В роли роликов используются пальцы нужного диаметра, допускается использование старых поршневых подшипников.
В этой конструкции не будет специального крепления для подшипников, они будут привариваться прямо к станине посредством уголков. Ручку делают из шатуна, а на оси опорного катка сточена лыска. Фиксатором является простой винт.
Профиль протягивается верхним прижимным роликом. Особенностью такого изделия является опорный подъемный каток. Плечо соединяется со станиной, в роли привода подойдет автомобильный гидравлический домкрат. Радиус изгиба профильной трубы уменьшается за счет постепенного поднятия штока.
И первый, и второй вариант конструкции может быть отличным самодельным решением для использования в хозяйстве и даже в небольшой мастерской.
Как видим, дорогостоящие заводские профилегибы для домашнего применения совсем не нужны, особенно если вы не будете их часто использовать. В таком случае их можно сделать из подручных материалов своими руками, тем более что это не очень сложно.
Процесс изготовления
Прежде, чем начать изготовление станка для гибки круглой трубы, нужно запастись всем необходимым:
- гидравлическим домкратом от машины или трактора (можно использовать и более мощные, если есть такая возможность);
- башмаком (пуансоном);
- швеллером (около 3-ех метров);
- 3-мя роликами с осями;
- металлическими пластинами.
При изготовлении ручного трубогиба следует придерживаться простого алгоритма:
- Рулеткой замерять необходимую длину швеллера для основания и болгаркой отпилить 2 равных куска, благодаря которым основание будущего гидравлического трубогиба, а вместе с ним и каркас (1), будет более устойчивым.
- Разместить отрезанные куски швеллера плотно друг к другу, сварить снизу и сверху вдоль линии стыка. Такая платформа будет основой станка для гибки труб.
- Приварить с обеих сторон основания боковые швеллеры под углом 110⁰.
- К верхней части боковых швеллеров приварить более длинные куски, в которых предварительно необходимо высверлить несколько (от 2 до 8) отверстий, размещенных симметрически с обеих сторон будущего станка для гибки труб. Они предназначены для установки в них осей с прижимными роликами, переставляя которые можно будет регулировать радиус изгиба стояков.
- Закрепить пластинами с отверстиями под болты (2) диаметром 10-12 мм, домкрат (3) на основании таким образом, чтобы он не двигался при выполнении работы со стальными или другими трубами. Для этого нужно просверлить основание в определенных местах и закрепить гидроустройство планками с болтами.
- Надежно закрепить на штоке домкрата башмак (4), чтобы в случае необходимости его можно было легко снять и поменять на другой.
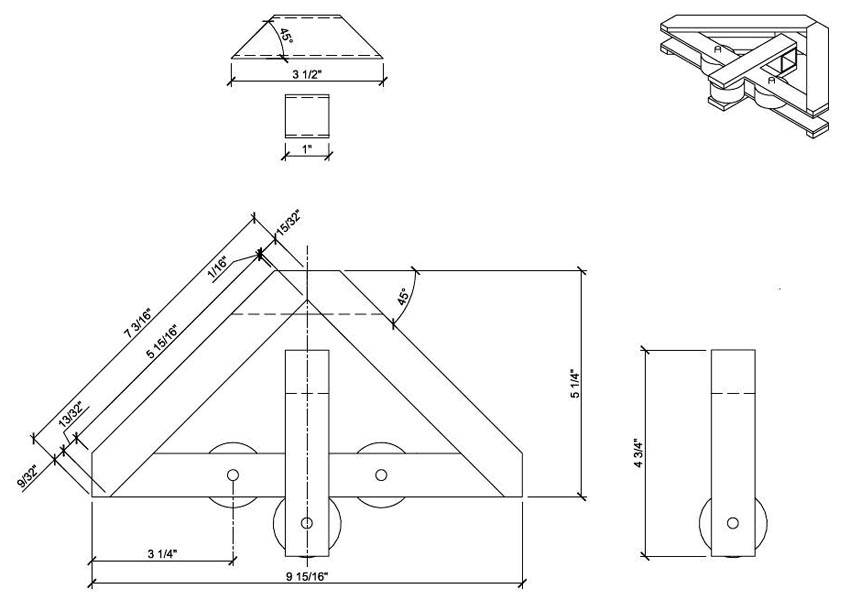
Схема для изготовления ручного трубогиба
Все, конструкция готова к работе, а необходимые размеры, указаны на чертеже трубогиба сделанного своими руками хотя на фото, в верхних швеллерах (их 2, по одному с каждой стороны боковых швеллеров) не высверлены отверстия. Поэтому, изображенный ручной гидравлический трубогиб рассчитан на сгибание деталей только с одним радиусом сгиба.
Высота станка для гибки определяется параметрами домкрата и расстоянием «а». Это значит, что для сгиба пол-дюймовой стальной трубы этот отрезок должен равняться примерно 2 см (если домкрат находится в нерабочем состоянии).
Как видим, ничего сложного, а конструкция для сгибания круглой трубы – надежная, прочная и прослужит не один десяток лет. А главное, что для ее изготовления использовались только подручные материалы, что очень удешевило такое устройство.
Два варианта простейших самодельных профилегибов
Ручное приспособление для сгибания металлических профилей различного сечения, как уже было сказано выше, легко сделать своими руками. Профилегиб может оказаться полезным во многих бытовых ситуациях. Самодельное устройство, с помощью которого можно гнуть профили небольшого сечения, поможет вам самостоятельно изготовить или отремонтировать конструкции, в которых используются изогнутые под разными углами трубы или профили.
Начнем с самых простых конструкций, простота которых автоматически означает, что функционал таких устройств будет весьма ограниченным. Но в ряде случаев возможностей таких приспособлений вполне хватит, а простота и дешевизна их производства позволят в сжатые сроки приступить к работе.
Для того чтобы сделать приспособление для гибки труб диаметром до 20 мм, вам не придется даже смотреть обучающее видео. Такой профилегиб имеет очень простую конструкцию, состоящую из бетонного основания и зафиксированных в ней стальных штырей, между которыми и производится гибка.
Профилегиб: вид сбоку
Прежде всего, необходимо утрамбовать участок грунта небольшого размера, засыпать его щебнем и выровнять. Затем этот участок надо залить бетонным раствором, который готовится из смеси песка и цемента (в соотношении 4:1). Прежде чем вы начнете заливать бетонный раствор, на подготовленном основании необходимо укрепить несколько отрезков швеллеров или труб диаметром не меньше 70 мм. При этом зафиксировать их необходимо так, чтобы с поверхностью основания они составляли угол 90°, а между выставленными металлическими отрезками было выдержано расстояние порядка 4–5 см.
Неказистая на вид, но вполне работоспособная самоделка
После того как будет залит бетонный раствор, надо выдержать определенное время. Через 2–3 дня таким самодельным трубогибом уже можно пользоваться. Сгибаемую трубу или профиль помещают между выступающими над бетонным основанием штырями и загибают на требуемый угол. Что удобно, такой трубогиб, сделанный своими руками, можно успешно использовать для сгибания изделий из нержавеющей стали.
Если же вам надо сгибать трубы с диаметром более 20 мм, то самодельное приспособление для этого будет выглядеть несколько сложнее. Чтобы сделать такой трубогиб, вам также необходимо залить бетонное основание и зафиксировать в нем два металлических прутка круглого сечения. Штыри в данном случае будут служить осями для размещения на них роликов, размеры желобков которых должны соответствовать диаметру сгибаемой трубы. Используют такой профилегиб следующим образом: трубу заводят между роликами и один ее конец надежно фиксируют. Второй конец посредством металлического троса крепят к ручной или электрической лебедке, которая и создает необходимое усилие для выполнения изгиба.
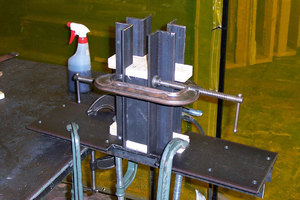
Простой ручной профилегиб для сгибания профтруб на угол 90°
Существует еще один вариант несложного устройства, которое позволит вручную сгибать профильные трубы на угол 90°. Его конструкция вполне понятна по фото, стоит лишь отметить, что невысокая борозда на сгибе значительно упростит работу и уменьшит необходимое усилие, которое нужно будет прикладывать при сгибании профильных труб.
Ручной профилегиб своими руками
Ручной вариант профилегиба вполне под силу создать самостоятельно при наличии необходимых комплектующих. Такое приспособление поможет гнуть заготовки небольшого сечения для изготовления или ремонта изогнутых конструкций из труб или металлопрофилей.
Необходимые инструменты и материалы
Для самодельного ручного профилегиба понадобится:
- отрезки труб сечением или швеллера 14П;
- 2 опорных валика и 1 ролик;
- подшипники;
- 4 ограничительных кольца для валиков — расстояние между ними будут регулировать под габариты заготовки с помощью болтов;
- ручка для кручения ролика;
- 2 звёздочки и цепь привода;
- ограничитель натяжения цепи;
- регулировочный винт;
- гайки М8;
- пружины;
- болты для фиксации отдельных элементов.
Все детали можно приобрести в специализированных магазинах или пунктах сбора металлолома, заказать токарю или самостоятельно выточить в домашней мастерской на токарном станке.
Размеры и чертежи
До начала сборки самодельного устройства необходимо определиться с его габаритами и чертежом. Помочь в этом могут представленные ниже варианты схем.
Ролики для профилегиба можно изготовить самостоятельно или приобрести
Если планируется сделать конструкцию, в основе которой лежит бетонная плита, то перед началом работ необходимо подобрать участок.
Конструкция профилегибов разработана таким образом, что их рабочие органы — ролики — могут как воздействовать на отдельный участок заготовки, так и оказывать давление по всей её длине
Пошаговая инструкция по изготовлению
Процесс изготовления ручного профилегиба своими руками состоит из следующих этапов:
- Подготовка площадки. Выбранный для размещения станка участок трамбуем и при необходимости выравниваем щебнем или заливаем бетонным раствором из песка и цемента в соотношении 4:1.
-
Изготавливаем П-образный регулятор.
Свариваем станину профилегиба
-
В отрезке швеллера вырезаем отверстие, ввариваем гайку, вкручиваем винт.
После этого этапа привариваем все подложки, обоймы и валы
-
На концах валиков намечаем канавки для крепления звёздочек и нарезаем пазы дрелью, а в отверстиях ограничителей нарезаем резьбу. Привариваем звёздочки с велосипеда. На второй стороне делаем то же самое.
Звёздочки и цепь нужны для того, чтобы вращая рукоятку, можно было двинуть трубу
-
Привариваем педаль с велосипеда.
Усилия будет достаточно, чтобы провернуть профильную трубу
-
Запускаем пробную гибку для регулировки работы отдельных элементов, после коррекции ручной профилегиб готов к эксплуатации. Эта конструкция не предполагает большой скорости работы.
Валы над платформой немного припоняты, чтобы дуга вошла большим диаметром
-
Эта модель профилегиба подойдёт для сгиба трубы толщиной 2- 2,2 мм и шириной 30 мм.
При наличии токарного станка можно вытачить валы более точных размеров
Для облагораживания внешнего вида устройство очищают от ржавчины, следов старой краски, обрабатывают антикоррозийным составом и тщательно прокрашивают.
Изготовление станка для гибки профильных труб из металла
Работу по строительству самоделки пользователь разбил на ряд последовательных шагов:
- Прикинул размеры профилегиба.

- От автомобильного домкрата взял винтовую часть для изготовления нажимного винта.
- Примерил детали.
- Собрал корпус гибочного станка из швеллера.
- Изготовил ролики. Ось Pin008 сделал из резьбовой шпильки М20. Для этого он разрезал её болгаркой на куски необходимой длины.
Ролики смастерили из набора гаек, подшипников и шайб.
- Этапы изготовления нажимного ролика.
- Сборка станины профилегиба. Верхняя планка съёмная, для удобства установки нажимного ролика.
На фото ниже наглядно показано как сделать нажимной ролик для профилегиба.
Далее Pin008 изготовил контргайки. Делал он это так:
- Накрутил гайку на шпильку и законтрил её второй гайкой.
- Заготовку зажал струбциной, и распилил гайку болгаркой с тонким отрезным диском.
Конструкция в сборе.
Звездочки для цепного привода Pin008 прихватил к гайкам сваркой.
Далее Pin008 собрал профилегиб. Покрасил его и использовал по назначению.
Готовая конструкция.
Т.к. чертежей самоделки Pin008 не сделал, то, для уточнения размеров станка, он приложил к профилегибу рулетку.
Высота профилегиба.
Pin008Участник FORUMHOUSE
Думаю, брать швеллер меньших размеров не стоит. Масса станины снизится и станок будет стоять неустойчиво. Делать расстояние между осями роликов меньше 300 мм тоже не следует. Иначе увеличится нагрузка на ролики, подшипники и у них лопнут обоймы. Отмечу, что ход прижимного винта настолько лёгкий, что он крутится одним пальцем.
При изготовлении самодельного профилегиба запомните, что, чем меньше осевое расстояние между роликами, тем меньший радиус заготовки гнётся на станке. Но увеличится нагрузка на ролики, а значит и подшипники. Радиус сгиба регулируется величиной опускания прижимного ролика, а она ограничена высотой центральной части станины и длиной резьбовой части нажимного винта.
Порядок гибки труб
Чтобы на станке с ручным приводом согнуть трубу, необходимо сделать несколько проходов. Для этого подвижный вал перемещают так, чтобы создать небольшой радиус изгиба. Трубу прокатывают несколько раз, пока изгиб не перестанет увеличиваться.
После каждого прокатывания трубу необходимо перевернуть и пропустить через станок другой стороной. Если этого не сделать и пропускать профиль только в одном направлении, он непременно окажется смятым с одной стороны.
Если требуется получить дугу с большим изгибом, положение центрального валка меняют несколько раз. Главная ошибка новичков при работе с гибочным станком – стремление быстрее достигнуть результата, сократив число прогонов. Это не только увеличивает нагрузку на станок, но и создает лишние деформации в металле.
Если требуется изготовить несколько одинаковых дуг, то при изготовлении первой следует тщательно записывать весь порядок действий. Подробная технологическая карта, содержащая указания по всем этапам (сколько раз пропускали трубу в каждом направлении, на сколько оборотов опускали прижимной валик и т.д.) поможет воспроизвести режим изготовления с максимально возможной точностью.
Устройство ручного трубогиба
Перед изготовлением изделия следует составить чертёж трубогиба для профильной трубы своими руками или использовать уже готовый. Есть достаточно много готовых чертежей для профилегибов различной конфигурации.
Схема должна включать следующие основные узлы инструмента:
- Сменный профильный ролик для выполнения обжимки.
- Рычаг для деформирования трубы.
- Торцевое крепление. Фиксация торца должна быть максимально надёжной.
- Шаблон с возможностью регулировки параметров гибки или ограничитель движения рычага.
- Защитный корпус.
- Основание.
Можно сделать приводной трубогиб своими руками, чертежи в данном случае должны также предусматривать способ фиксации привода. Такой агрегат позволит работать с профилем со стенками большой толщины.
Лучше использовать гидравлический двигатель, он работает тихо и автономно, а также обеспечивает оптимальную точность.
Вертикальные оси и оснастка должны быть расположены в подшипниках качения. В качестве основания можно использовать практически любой верстак или иную надёжную опору. Простейший самодельный трубогиб своими руками можно соорудить и без отдельного гибочного узла.

В данном случае гибка будет выполняться в составном шаблоне, элементы которого постепенно перемещаются в правильном направлении для выполнения требующегося изгиба. Но, этот вариант подойдёт только для профиля с небольшой толщины стенки и малых углов изгиба.

Можно изготавливать различные трубогибы для профильных труб своими руками, отличающиеся способом формирования усилия и функциональными возможностями.

Для несложных задач проще всего соорудить ручной шаблонный инструмент. Для его сборки требуется минимум деталей, также есть много готовых чертежей.
Обратите внимание!
-
Компрессор своими руками: подбор материалов и инструментов для сборки в домашних условиях + пошаговая инструкция по изготовлению и сборке своими руками
- Самоделки для гаража своими руками: варианты изделий для обустройства гаража, подробные схемы и чертежи для создания своими руками
- Пресс своими руками — особенности конструкций, выбор материалов изготовления. Пошаговая инструкция по изготовлению своими руками + простые схемы и чертежи

Для чего нужен трубогиб?
Благодаря совершенствованию производства, современные устройства могут изогнуть трубу любого размера и из любого материала (например, сталь, ПВХ, алюминий) до 180°. Данное оборудование незаменимо при проведении сложных строительных работ и, особенно, при прокладке инженерных сетей (отопления, водоснабжения, газоснабжения и так далее). Кроме того, они часто применяются для благоустройства приусадебных участков.

Устройство теплицы из гнутых профилей
При помощи профилегиба можно сгибать следующие элементы:
- Балки.
- Целостные заготовки прямоугольной или квадратной формы.
- Швеллеры.
- Двутавры.
- Трубы.

Фото самодельного трубогиба для профильной трубы
Разновидности ручных станков
Существует несколько вариантов, позволяющих сделать профилегиб ручной своими руками. Чертежи первого варианта самые популярные. В таких станках на заготовку воздействуют движущиеся ролики, вследствие чего и происходит изгиб. Заготовка гнется об неподвижную часть станка.
Следующий вариант представляет собой устройство, в котором именно оправа двигается навстречу заготовке. Преимуществом таких аппаратов является тот факт, что благодаря специальной конструкции, ими очень легко пользоваться, а также при их применении исключается измятие заготовки.

Для работы с толстыми по сечению деталями лучше всего использовать гидравлический ручной профилегиб своими руками. Благодаря создаваемому гидравликой давлению в десятки тонн, трудностей в работе с такими деталями не должно возникнуть.
Основной цикл изготовления
Чтобы подготовить элементы, соединяемые с помощью болтов, от стальной полосы отрезают два куска. Их рассчитывают так, чтобы они свободно помещались в полость швеллера. Для болтов М12 в кусках пластин сверлят отверстия соответствующего диаметра, отступая от краев на расстояние 10 мм. Готовые детали помещают внутрь швеллера и приваривают.
Читать также: Определить марку стали по хим составу
Подготовленные продольные и поперечные части соединяют сваркой, получается станина профилегибочного станка. В процессе сборки в конструкцию из верха и двух боковин вставляют вал. К станине варят направляющие вертикальные отрезки швеллера, которые были подготовлены на начальном этапе сборки, по ним будет двигаться прижимной механизм.
В верхней части прижимного устройства сверлят отверстие 22 мм для болта М20. Конец болта свободно входит в отверстие, но не выпадает из него, для этого на конце делают напайку с помощью сварки. Направляющие для передвижения каретки делают их двух отрезков швеллера, длина заготовок равна расстоянию между полозьями. Отверстия в перекладинах выполняют точно, чтобы они совпадали с просверленными ранее в направляющих деталях прогонов. Отверстие в центре сверлят в соответствии с диаметром гайки, затем ее приваривают поверх.
Для крепления перекладины верха предусмотрено болтовое соединение, метизы вставляют в нее. Затягивают болты с применением граверных гаек. Сверху основания рамы крепят подшипниковые узлы, а на них располагают стационарные валы. Узлы подшипников закрепляют болтами через отверстия с применением граверных гаек.
Чтобы соединить ступицу с шестеренками, ее приваривают под цепью. Диаметр ступицы должен соответствовать этому размеру у шпиндельного вала. На ней проваривают выступ в виде борозды, а на поверхности вала протачивают проход в виде канавки, при установке они должны совпадать. Иногда в целях упрощения ступицы наваривают на вал. Затем шестерни надевают на шпиндели и закрепляют двумя гайками: контргайкой и основной.
Типы профилегиба
На текущий момент известно несколько видов инструментов для гибки стальных деталей и заготовок:
- электрические;
- гидравлические;
- ручные.
Электрический
Одной из особенностей подобных приспособлений являются большие размеры, что обуславливает необходимость их стационарной установки. Использование подобного гибочного инструмента обеспечивает высокую точность, при этом это никак не сказывается на прочности обрабатываемых деталей.
Гидравлический
 Наибольшее распространение профилегибы подобного типа получили в промышленности. В первую очередь они полезны при выполнении работ по монтажу систем водоснабжения и канализации. Применяя подобное оборудование, удается с минимальными затратами времени и усилий выполнить деформацию обрабатываемого изделия. Однако только этим достоинства изготовленных своими руками профилегибов не ограничиваются. Имея в наличии подобное оборудование, можно довольно легко гнуть заготовки любых габаритов.
Наибольшее распространение профилегибы подобного типа получили в промышленности. В первую очередь они полезны при выполнении работ по монтажу систем водоснабжения и канализации. Применяя подобное оборудование, удается с минимальными затратами времени и усилий выполнить деформацию обрабатываемого изделия. Однако только этим достоинства изготовленных своими руками профилегибов не ограничиваются. Имея в наличии подобное оборудование, можно довольно легко гнуть заготовки любых габаритов.
Ручной
Среди предлагаемых сегодня на рынке подобных приспособлений рассматриваемый вариант является наиболее доступным по своей стоимости. Его отличают небольшие размеры, что дает возможность пользователю переносить его в любое место
Если обратить внимание на чертежи подобного оборудования, то в них не предусматривается какое-либо основание
Однако, решив использовать подобный инструмент для гибки деталей, следует иметь в виду, что этот процесс сопряжен с определенными сложностями. Прежде всего, деформация деталей с применением профилегиба подобного типа требует больших усилий. К тому же, чтобы придать заготовкам необходимую форму, приходится затрачивать много времени. Среди минусов, которыми обладают ручные профилегибы, следует отметить то, что им не под силу выполнить деформацию толстых труб, а также они не в состоянии обеспечить высокую точность.
Но даже невзирая на все их недостатки, все же подобные профилегибы лучше всего подходят для выполнения работ в домашних условиях. Дело в том, что у домашнего мастера возникает необходимость в выполнении работ небольшого объема. По этой причине ему будет под силу справиться с ручным станком.
Похожие записи:
 Полезные поделки для дома из подручных материалов — огромная подборка пошаговых мастер-классов
Полезные поделки для дома из подручных материалов — огромная подборка пошаговых мастер-классов
 Ньютоновский телескоп из того, что под рукой. или как сделать телескоп своими руками
Ньютоновский телескоп из того, что под рукой. или как сделать телескоп своими руками
 Обработка антигравием колесных арок и днища автомобиля
Обработка антигравием колесных арок и днища автомобиля
 Воздушный змей своими руками — виды и принцип действия, как сделать из бумаги, ткани или полиэтилена
Воздушный змей своими руками — виды и принцип действия, как сделать из бумаги, ткани или полиэтилена
 Рогатка для охоты, ее характеристики и особенности
Рогатка для охоты, ее характеристики и особенности
 Баня-бочка (53 фото): как построить своими руками
Баня-бочка (53 фото): как построить своими руками