Содержание
Прокатка
Если рассматривать трубогибы по степени эволюции, то этот тип стоит на вершине. Наверное поэтому его так любят использовать профессионалы. Три вращающихся ролика (иногда добавляют в пару к одному из них четвертый), постепенно изменяемая сила прижима и повторяемая для каждого положения прижимного ролика прокатка — все это обеспечивает максимально щадящий режим для трубы. Стенки растягиваются равномерно, профиль на каждом участке изгиба постоянный.
Принцип действия показан на этой простой схемке.

Примеров воплощения множество. За счет прокатки трубы в определенном сегменте и положения прижимного (среднего) ролика радиус изгиба регулируется.
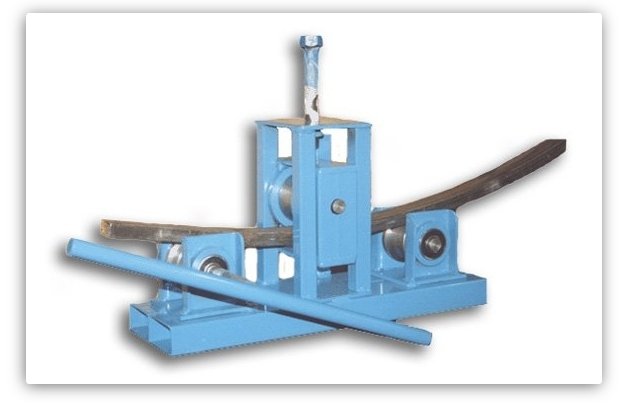
На фото ниже самый простой пример по приводу (ручной), но очень привлекательный по исполнению.

Рамная конструкция из квадратной трубы, к боковым стойкам закреплены на стационарных осях вращающиеся упорные ролики. Внутри рамы установлены спаренные направляющие в виде круглых труб, по которым перемещается прижимной ролик. С другой стороны рамы на оси ролика стоит колесо, за счет которого происходит прокатка трубы. Положение прижимного ролика изменяется при помощи винтовой передачи.
По этой же схеме можно сделать устройство попроще.
Принцип тот же — исполнение легче. Боковые несущие и основание делаются из листа. Перемещение штока винтовое, но для движения оси прижимного ролика не нужны дополнительные направляющие. Конечно, большие трубы на нем не согнешь, но для бытовых целей он подходит. Есть у него небольшое преимущество перед первым вариантом — изменяемое положение опорных роликов, а следовательно, изменение минимального радиуса изгиба.
Подобная схема хороша еще тем, что несущую конструкцию можно сделать из дерева. Металлическими можно оставить оси роликов, ручку для вращения и шток (не говоря о крепеже). Даже ролики можно сделать деревянными или подобрать полимерные.
Это были образцы с протяжкой трубы вращением центрального ролика.
Можно движение задавать опорными роликами.
Проще сделать конструкцию трубогиба с прокруткой одного ролика, но у него возможности меньше.
С вращением одновременно двух роликов, конструкция становится сложнее за счет передачи вращения между ними.
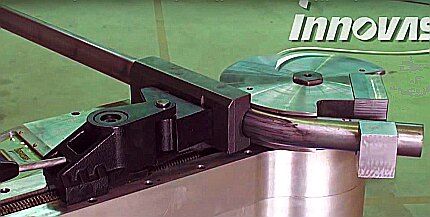
Другой образец использует затягивание прижимного ролика снизу.

Некоторые считают, что так легче контролировать процесс работы — труба «не загораживается» несущей конструкцией. У этой модели даже предусмотрены две пары роликов — для круглой и профильной трубы.
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
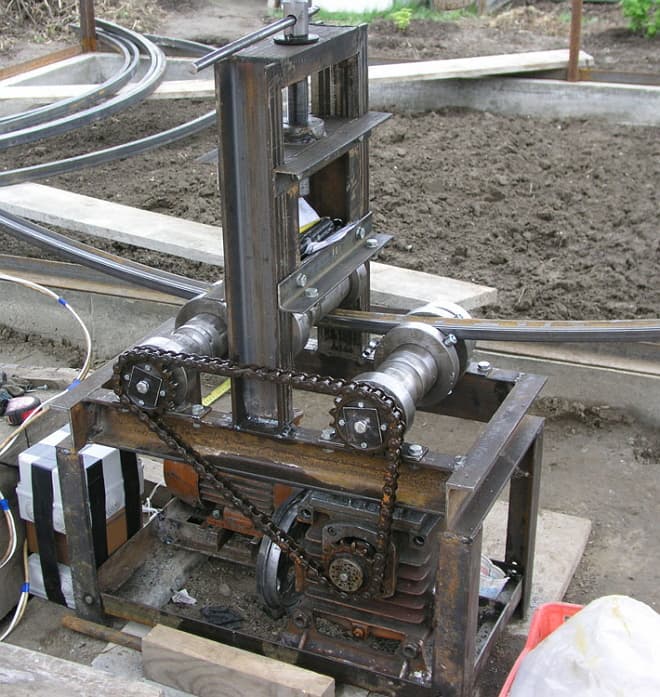
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
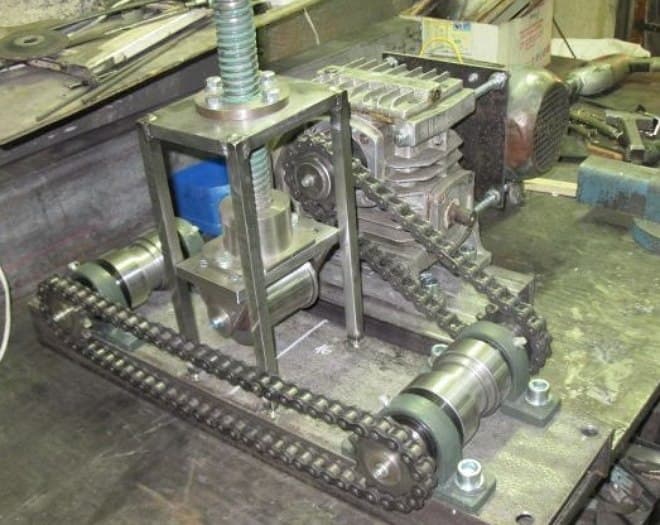
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Важные нюансы изготовления:
Галерея изображений
Фото из
Материалы для ручного трубогиба
Вкрученный и приваренный центральный болт
Приваривание болта к П-образной конструкции
Формирование опорной планки на основании
Приваренная снизу основания фиксирующая планка
Насаживание рогатины на центральный винт
Вид роликового трубогиба сбоку
Покрашенный готовый роликовый трубогиб
Слабым местом во всей получившейся конструкции являются сварочные швы, поэтому им в процессе изготовления трубогиба уделяется особое внимание
Related Posts via Categories
- Трубогиб как незаменимый инструмент в строительстве и производстве
- Трубогиб ручной ТР и другие марки – рассматриваем типы этого приспособления
- Как сделать трубогиб своими руками – простое решение проблемы!
- Трубогиб на электричестве – можно ли сделать самому?
- Трубогиб для металлопластиковых труб – любые изгибы своими руками!
- Профилегибы ПГ-1 и ПГ-3 – почему так популярны эти ручные трубогибы?
- Гидравлический трубогиб – все премудрости использования и ухода
- Электрический профилегиб – что о нем нужно знать?
- Самодельный профилегиб – как сделать полезное приспособление своими руками?
- Трубогиб для профильной трубы – хотите сделать его сами?
Виды представленных на рынке трубогибов
Трубогибы представляют собой механические или гидравлические конструкции, которые помогают сгибать металлические трубы, уголки, прутки, профилированный прокат без нарушения внутренней структуры изделия. Ручные инструменты, в основном, используют для формирования изгиба в одном месте, а крупные станки могут менять форму труб сразу по всей длине.
По принципу работы можно выделить трубогибы таких видов:
- Механические с прямым ручным усилием. Используются при работе с трубами малых диаметров, при деформации которых достаточно силы одного человека.
- С гидравлическим приводом. Преимущественно такие инструменты изготавливаются по арбалетному типу, и предназначены они для формирования локального изгиба.
- С храповым механизмом. Трубогибы этого типа используют ручное усилие, но позволяют после каждого нажатия ручки инструмента фиксировать достигнутый уровень деформации.
- Станки с электроприводом. Электродвигатель значительно облегчает процесс деформации трубы, но и значительно увеличивает стоимость инструмента.
Особенности работы с некоторыми видами рассмотрены ниже:
Конструктивно трубогибы можно разделить на 2 типа:
- радиусные;
- арбалетные.
В первом случае труба изгибается вокруг шаблонного сегмента заданного диаметра, а во втором – выдавливается башмаком между двух опорных стоек.
 Радиусные трубогибы – очень точные инструменты, поэтому повсеместно применяются в промышленности. Они имеют сменные сегменты для различных углов изгиба
Радиусные трубогибы – очень точные инструменты, поэтому повсеместно применяются в промышленности. Они имеют сменные сегменты для различных углов изгиба
При самостоятельном изготовлении трубогиба народные умельцы обычно опираются на уже существующие модели инструмента, доказавшие свои простоту и эффективность. При сборке трубогиба в домашних условиях на его конструкцию большое влияние оказывают имеющие подручные материалы, из которых будет сделан инструмент.
Наличие трубогиба среди инструментов домашнего мастера позволит собственноручно сделать множество полезных в хозяйстве конструкций и предметов садовой обстановки:
Ручной кромкогиб своими руками
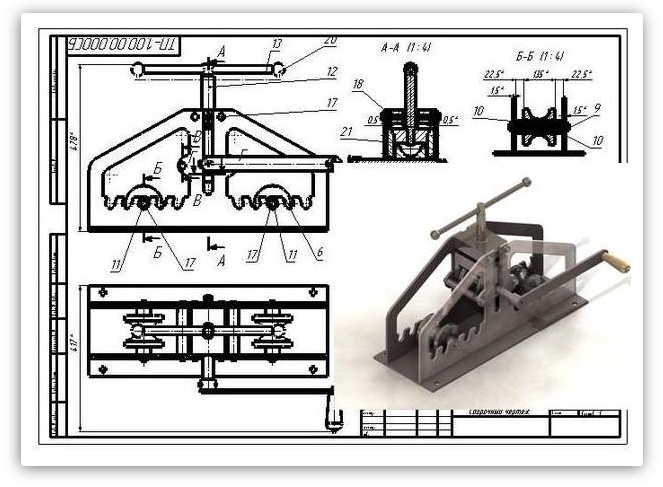
Остановимся на варианте проектирования и изготовления ручного кромкогиба с одновременным получением внутреннего или внешнего контура по всей длине предварительно размеченной заготовки. Общий вид приспособления представлен на рисунке. Такой ручной кромкогиб можно использовать не только в автосервисе, но также при производстве кровельных работ, изготовлении жестяных вентиляционных коробов и прочих пространственных изделий из листового металла.
Размеры самодельного кромкогиба с ручным приводом определяются в зависимости от наибольших размеров заготовки, для которой производится отбортовка. Например, при больших в плане изделиях целесообразнее соорудить стол из дерева или многослойной фанеры, на котором и крепить кромкогиб, в остальных случаях конструкция сваривается из швеллеров и листового металла.
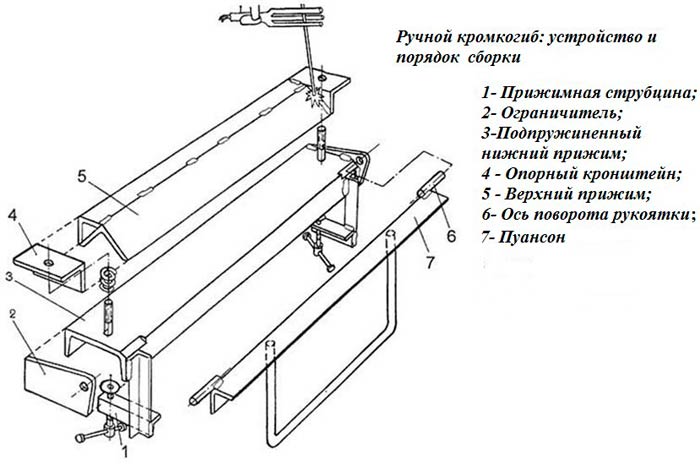
Конструкция ручного кромкогиба рассчитана на последовательное выполнение двух переходов:
- прижима заготовки при помощи струбцины и нижнего прижима;
- отбортовки по заданному контуру поворотом рукоятки с расположенным на ней пуансоном.
Обычно рекомендуют выполнять сварной вариант такого узла, но это нецелесообразно: параметры кривой отбортовки могут измениться, а пуансон сменить уже невозможно. Поэтому, учитывая небольшие усилия, возникающие при деформировании лучше изготовить сборно-разборный пуансон, который представляет собой совокупность отдельных модулей, характеризующихся своим радиусом закругления и высотой кромки.
Крепление таких пуансонов на балке выполняется при помощи болтов (разумеется, что все посадочные места должны быть спроектированы и выполнены с максимально возможной точностью).

Само кромкообразование выполняется после того, как заготовка надёжно зафиксирована между верхним и нижним прижимами (последний обеспечивает плавность прижима за счет пружины, насаженной на стержень в верхней плоскости). Совмещение двух половинок отбортовочного штампа производится при перемещении опорного кронштейна по сопрягаемой поверхности ограничителей, которые выполняют роль направляющих элементов ручного кромкогиба.
Изменяя конфигурацию пуансонных модулей, можно выполнять отбортовку не только под прямым, но и под любым другим углом – вплоть до 110…120º (для этого достаточно лишь предусмотреть небольшой скос на ограничителе, который виден на рисунке).
Изготовление ручного трубогиба на роликовом механизме
Как сделать трубогиб своими руками в домашних условиях – пошаговая инструкция:
Сделайте 2 отверстия диаметром 12,7 мм и 17,78 мм с интервалом в 80 см (или другим, исходя из вашего чертежа). В станине выполнение отверстие на 19,05 мм. В него вмонтируйте соответствующий болт и зафиксируйте сваркой.
Из пластинок 15х6 см, болта 12,7 мм, малого ролика и полоски стали 35х60 см сварите П-образную деталь. Предварительно смонтируйте ролик посредством болта в ранее подготовленные отверстия. Болт приварите к пластинкам. В итоге вы получите изделие, напоминающее рогатину.
К основе собранной детали приварите трубку, выполняющую функцию ручки. Планку трубной опоры приварите к основе всего изделия. Между планкой и главным болтом должно быть расстояние равное радиусу основного ролика (который имеет больший размер по вашему чертежу) с добавлением 12,7 мм.
В нижней части основания приварите полоску 15х6 см, посредством которой конструкция закрепляется в тисках. В деталь-рогатину смонтируйте основной ролик. Последний наденьте на основной болт и зафиксируйте гайкой. Зафиксируйте устройство в тисках и протестируйте в действии.
Конструктивные особенности профилегибов.
Трубогиб можно сделать практически из любого металлолома
Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов трубогиба
При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают при гибке трубы, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба.
Трубогиб со штурвалом.
Ниже представлено несколько фотографий с различными конструктивными особенностями.
Чертеж профилегиба.Профилегиб с двумя приводными роликами.Профилегиб со съемным верхним роликом и подвижным крайним роликом.Профилегиб с переставными роликами.
Гидравлический трубогиб
Работает на основе гидравлического привода, формирующего требуемое усилие. Подойдёт любой домкрат для автомобиля. Для монтажа рамы используются швеллеры. Гибка производится на двух упорах, смонтированных строго симметрично. Можно сделать инструмент с возможностью регулировки положения упоров.
На шток домкрата монтируется сменная оснастка. Профиль последний должен совпадать с диаметром дуги наружного сечения трубы. Чем больше дистанция между упорами рамы, тем шире выходит изгиб.


Если планируется гибка деталей большого сечения, их лучше фиксировать болтами. Это позволит избежать риска травмирования, если заготовка соскочит с инструмента.
Особенности технологии
 Нюансы процесса применяя трубогиба сводятся к следующим:
Нюансы процесса применяя трубогиба сводятся к следующим:
- При малых радиусах сгиба (r < 3h) складкообразование вероятно при любых схемах деформирования. Выручить может спиральная пружина растяжения, наружный размер которой немного больше внутренней высоты трубы. Пружина пропускается в трубу до начала её деформации, а дальше всё следует в вышеописанной последовательности.
- Для малопластичных материалов помогает следующий приём. Внутрь трубы засыпают мелкокристаллический сухой песок, а оба концевых отверстия плотно заглушают деревянными пробками. При изгибе трубогибом создаётся противодавление, которое уравновешивает растягивающие напряжения, компенсируя их соответствующими сжимающими. Вероятность трещин во внешних волокнах металла уменьшается.
- Ручная гибка целесообразна для профильных металлических материалов, наибольший поперечный размер которых не превышает 50…60 мм (для цветных металлов и сплавов он может быть больше).
- Чем толще стенка трубы, тем медленнее должен производиться процесс деформирования трубогибом (следует помнить об эффекте пластической инерции материала, которая возрастает с увеличением массы единицы сечения).
- Не стоит конструировать пространственную трубу с разными радиусами сгиба: особой пользы это не даст, а конструкция трубогиба усложнится.
В некоторых случаях единственный способ, с помощью которого профильная трубчатая деталь может быть изготовлена, — это отрезка прямой секции с её последующем соединением (например, при изготовлении объёмных вентиляционных отводов). Хороший сварной шов будет практически незаметен, и одновременно уменьшит конечную стоимость сборочной единицы.
Да, кстати, пластический изгиб нержавеющих труб своими руками невозможен и следует использовать приводные станки.
Самые популярные варианты самодельных трубогибов
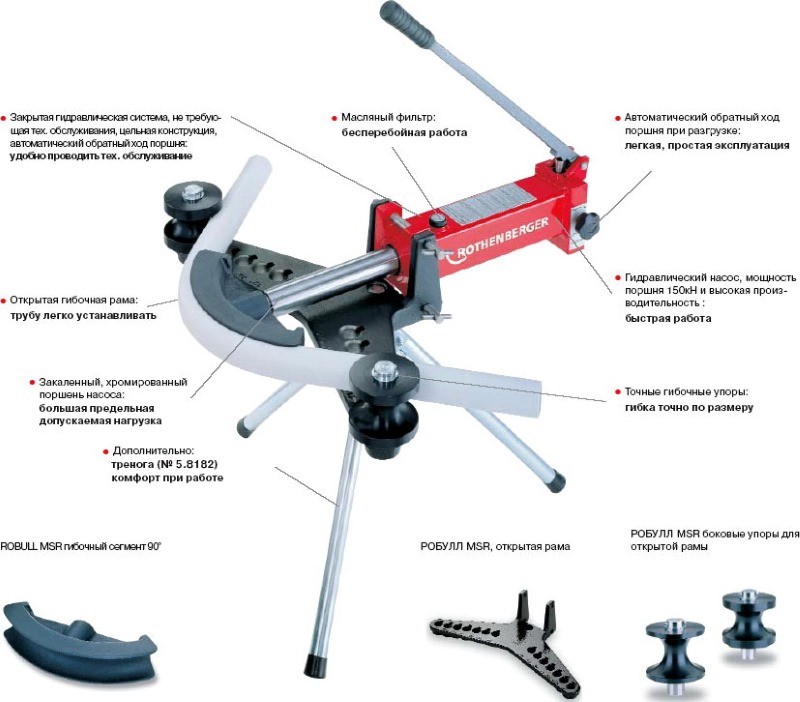
Самыми технологичными и универсальными являются трубогибы, работающие по принципу прокатки. Именно такие устройства, часто оснащенные электроприводом, используют профессионалы, постоянно сталкивающиеся с необходимостью гибки труб из различных материалов, в том числе и из нержавеющей стали.

Вариант самодельного трубогиба
Основу конструкции такого устройства составляют три вращающихся ролика, один из которых является прижимным. Благодаря постепенно увеличивающемуся давлению прижимного ролика и повторяемой для каждого нового положения ролика прокатке сгибание трубы осуществляется наиболее щадящим способом, ее стенки подвергаются растягивающим манипуляциям очень равномерно.
Самодельный трубогиб с электроприводом, сделанный своими руками
Компьютерная модель трубогиба
Компьютерная модель трубогиба Чертеж прижимного винта
Чертежи валов
Чертежи валов Чертеж кольца
Комплектующие трубогиба
Комплектующие трубогиба Процесс сборки
Привод от двигателя
Привод от двигателя Вид со стороны валов
Самое главное, что позволяет делать такой трубогиб, – это регулировать радиус изгиба обрабатываемого изделия. Вариантов конструктивного исполнения такого универсального устройства может быть несколько: на элементах рамной конструкции расположены вращающиеся упорные ролики, а также колесо, с помощью которого прокатывается труба; боковые несущие поверхности и основание делается из листового металла, а для перемещения прижимного ролика используется винтовая передача. На устройствах второго типа можно изменять минимальный радиус изгиба, что достигается за счет изменения положения опорных роликов.

Валы данного трубогиба позволяют комфортно работать не только с круглыми трубами, но и с профильными
Несущую конструкцию для такого трубогиба можно изготовить из дерева. Металлическими в нем останутся оси роликов, шток, крепежные элементы и ручка для прокручивания роликов, которые также можно изготовить из древесины или полимерных материалов.
Выше мы рассмотрели трубогибы, в которых процесс протягивания обеспечивается за счет вращения прижимного ролика. Есть также категория устройств, в которых движение трубы задается при помощи вращения опорных роликов.

Вариант с винтовым домкратом
Трубогиб электрический или ручной, в котором вращение передается одному ролику, обладает ограниченными возможностями. Для трубогиба, в котором вращаются оба опорных ролика, характерна более сложная конструкция, так как необходимо передавать вращение сразу двум элементам.
Более удобным, по мнению многих специалистов, является трубогиб, в котором прижимной ролик расположен снизу. Некоторые мастера придерживаются мнения, что контролировать сгибание труб на нем значительно проще, они не загораживаются верхней несущей конструкцией.
Трубогиб с электромотором и приводом через две цепи
Любое устройство для гибки труб является достаточно несложным приспособлением, работа которого основана на элементарных законах механики. Если потребность в сгибании нержавеющих, металлопластиковых труб, а также труб из других материалов возникает нечасто, то можно ограничиться и ручным устройством.
1 Конструкция трубогиба и необходимые материалы
В строительной практике в разное время использовалось множество разнообразных моделей гибочных станков, отличающихся между собой как конструктивным устройством, так и принципом работы. Однако лучше всего зарекомендовали себя роликовые трубогибы, в сравнении с аналогами они отличаются большей эффективностью и простотой эксплуатации.
Конструкция такого станка состоит из следующих элементов:
- 3 ролика — два из которых фиксированы, а положение третьего можно регулировать по вертикали, изменяя тем самым радиус изгиба трубы;
- ось вращения, на которой крепятся ролики;
- приводной механизм, состоящий из шестеренок, соединяющих их цепи и ручного рычага;
- несущий каркас, на котором закреплены все вышеуказанные элементы.
Отметим, что трубогиб для профильной трубы обязательно нужно оснащать стальными роликами. Деревянные и полимерные ролики подойдут для работы с пластиковыми трубами, для металлического профиля их прочностных характеристик будет недостаточно.
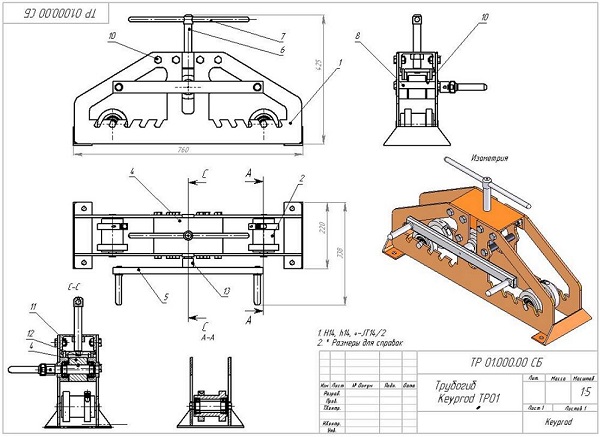
Схема трубогиба с размерами
Подобные трубогибы работают по принципу прокатки — это наиболее щадящий метод изгиба, при реализации которого вероятность излома профиля сводится к нулю. Для гибки трубу необходимо уложить на два нижних ролика и опустить верхний так, чтобы создать на нее давление, после чего с помощью ручного рычага ролики приводятся во вращение и начинается гибка. Процесс повторяется до тех пор, пока конструкции не будет задан требуемый радиус либо угол изгиба.
Чтобы сделать такой трубогиб своими руками вам потребуются следующие комплектующие:
- стандартный автомобильный домкрат;
- 3 стальных валика;
- квадратный профиль для каркаса;
- пружины;
- цепь и ручка для привода;
- втулки, металлическая пластина либо швеллер для опоры станка.
Для изготовления рамы необходимо брать профиль 20*20 с толщиной стенки не менее 5 мм. Диаметр валиков подбирается по ширине их внутреннего паза, руководствоваться необходимо максимальным размером труб, с которыми вы планируете работать.
1.2 Как сделать трубогиб — пошаговая инструкция
Чтобы сделать трубогиб своими руками вам потребуются такие электроинструменты как болгарка (с отрезным и шлифовальным кругом), сварочный аппарат и шуруповерт. Все металлические элементы станка рекомендуем предварительно покрыть антикоррозийной грунтовкой, таким образом вы значительно увеличите срок его эксплуатации.

Самодельный трубогиб для профильной трубы
Размеры станка приведены на вышеуказанной схеме, его сборка выполняется по следующему алгоритму:
- Обрезается подходящий по длине кусок швеллера, который будет использоваться в качестве опорной пластины для каркаса.
- Далее на токарном станке вытачиваются обоймы для подшипников внутри роликов и к опоре вертикально приваривается два отрезка уголка высотой 10-15 см.
- Монтируется основная несущая платформа под валики из аналогичного швеллера, длина которой короче длины нижней пластины на 10 см.
- В крайней части верхнего швеллера высверливается сквозное отверстие, в котором на резьбовую втулку монтируется отрезок верхнего швеллера недостающей длины. Под отрезком устанавливается домкрат, который упирается подъемником в регулируемую пластину.
- К верхней части каркаса привариваются 3 ролика, которые устанавливаются в подшипниках. Для поднятия боковых роликов над поверхностью пластины используется уголок, центральный поднимается на большую высоту посредством прямоугольного профиля.
-
В отверстие центрального ролика устанавливается ось вращения, к которой приваривается приводная ручка, после чего вал цепью соединяется остальными роликами. Изготавливать самодельный трубогиб без цепи, оставляя приводным только один ролик, не рекомендуется, так как в таком случае возможно снижение КПД работы из-за пробуксовки профиля при прокатке. На приводном рычаге лучше всего делать проворачивающуюся ручку.
Сделать хороший трубогиб своими руками — недостаточно, еще необходимо научиться правильно работать с таким оборудованием. Существует два метода гибки — холодный и горячий. Холодный является наиболее простым в реализации, но при этом очень грубым методом, поскольку он оставляет на профиле видимую деформацию в месте, где в трубу вдавливался ролик в начале процесса (вся остальная часть профиля гнется ровно).
Однако холодный метод при работе с особо толстостенным профилем применять достаточно проблематично, так как он требует значительных трудозатрат. Тут оптимально подходит горячая гибка, которая предполагает нагрев участка трубы в зоне начального воздействия, что позволяет значительно увеличить ее пластичность. В качестве источника огня лучше всего использовать паяльную лампу.
Процесс изготовления
Прежде, чем начать изготовление станка для гибки круглой трубы, нужно запастись всем необходимым:

- гидравлическим домкратом от машины или трактора (можно использовать и более мощные, если есть такая возможность);
- башмаком (пуансоном);
- швеллером (около 3-ех метров);
- 3-мя роликами с осями;
- металлическими пластинами.
При изготовлении ручного трубогиба следует придерживаться простого алгоритма:
- Рулеткой замерять необходимую длину швеллера для основания и болгаркой отпилить 2 равных куска, благодаря которым основание будущего гидравлического трубогиба, а вместе с ним и каркас (1), будет более устойчивым.
- Разместить отрезанные куски швеллера плотно друг к другу, сварить снизу и сверху вдоль линии стыка. Такая платформа будет основой станка для гибки труб.
- Приварить с обеих сторон основания боковые швеллеры под углом 110⁰.
- К верхней части боковых швеллеров приварить более длинные куски, в которых предварительно необходимо высверлить несколько (от 2 до 8) отверстий, размещенных симметрически с обеих сторон будущего станка для гибки труб. Они предназначены для установки в них осей с прижимными роликами, переставляя которые можно будет регулировать радиус изгиба стояков.
- Закрепить пластинами с отверстиями под болты (2) диаметром 10-12 мм, домкрат (3) на основании таким образом, чтобы он не двигался при выполнении работы со стальными или другими трубами. Для этого нужно просверлить основание в определенных местах и закрепить гидроустройство планками с болтами.
- Надежно закрепить на штоке домкрата башмак (4), чтобы в случае необходимости его можно было легко снять и поменять на другой.
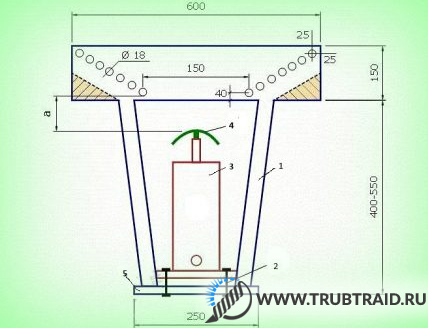
Схема для изготовления ручного трубогиба
Все, конструкция готова к работе, а необходимые размеры, указаны на чертеже трубогиба сделанного своими руками хотя на фото, в верхних швеллерах (их 2, по одному с каждой стороны боковых швеллеров) не высверлены отверстия. Поэтому, изображенный ручной гидравлический трубогиб рассчитан на сгибание деталей только с одним радиусом сгиба.
Высота станка для гибки определяется параметрами домкрата и расстоянием «а». Это значит, что для сгиба пол-дюймовой стальной трубы этот отрезок должен равняться примерно 2 см (если домкрат находится в нерабочем состоянии).
Как видим, ничего сложного, а конструкция для сгибания круглой трубы – надежная, прочная и прослужит не один десяток лет. А главное, что для ее изготовления использовались только подручные материалы, что очень удешевило такое устройство.
Гидравлический трубогиб
Изготавливая трубогибочный станок своими руками, следует определиться с тем, какого рода будет привод. В большинстве случаев самодельные варианты исполнения имеют ручной привод, так как он прост в изготовлении и обходится дешево. Однако подобная конструкция не может работать с заготовками, которые изготавливаются при применении жестких металлов. Гидравлический трубогиб позволяет работать с заготовками большого диаметра и с существенной толщиной стенок, однако конструкция достаточно сложна в исполнении и имеет много особенностей.
Устройство ручного гидравлического трубогиба
Изготавливая станок для круглой трубы с гидравлическим приводом следует учитывать следующие моменты:
- Передача усилия проводится через рабочую жидкость, в качестве которой используется масло или вода. Все магистрали должны обладать высокой степенью герметичности, а также быть рассчитанными на определенное давление.
- Для создания давления может применяться компрессор.
- Давление передается на рабочий орган через гидравлический цилиндр.
Трубогиб для металлопластиковых труб своими руками с гидравлическим приводом может иметь самую различную конструкцию. Важным элементом в данном случае становится именно привод, который позволяет автоматизировать процесс гибки и увеличить область применения устройства.
Подготовка к изготовлению
Перед изготовлением ручного трубогиба необходимо определиться с типом устройства. Для этого нужно ознакомиться с чертежами и фото, а также схемами возможных конструкций сделанных своими руками, посмотреть видео, вспомнить, какие материалы и подручные средства у вас в наличии и только тогда приступать к процессу изготовления. И главное: с какой целью и для каких работ вам понадобится конструкция, с помощью которой можно сгибать стояки. Плюс к этому, неплохо бы посоветоваться с более опытным соседом или другом, который уже имел дело с изготовлением такого или похожего устройства. И если вы готовы, то можно начинать изготавливать приспособление для сгибания профилей.
Похожие записи:
 При какой температуре плавится пластик на бампере
При какой температуре плавится пластик на бампере
 Лучшие подкормки для чеснока весной и летом: чем подкормить озимый и яровой чеснок для достижения урожайности
Лучшие подкормки для чеснока весной и летом: чем подкормить озимый и яровой чеснок для достижения урожайности
 Гидравлический дровокол: устройство и создание своими руками
Гидравлический дровокол: устройство и создание своими руками
 Принципиальная электрическая схема электроплиты
Принципиальная электрическая схема электроплиты
 Крепеж для пеноблоков: какой можно использовать
Крепеж для пеноблоков: какой можно использовать
 Поделка миньон своими руками: из шариков, покрышек, яиц, бисера и других материалов (100 фото)
Поделка миньон своими руками: из шариков, покрышек, яиц, бисера и других материалов (100 фото)