Содержание
Введение
Обязательно заземлите металлические части, такие как сварочный стол, трансформаторное основание и прочие неизолированные устройства.
Используйте электропровода и кабели с изолированным покрытием. После окончания сварки неповоротных стыков труб возьмите молоток и зубило и уберите весь оставшийся шлак. Затем, при необходимости, шов можно сгладить болгаркой.
На данный момент применяются 3 основных метода сваривания металлических неповоротных фрагментов, принципиально определяющих концепцию работы каждого из них:
- При горизонтальном положении;
- При вертикальном положении;
- Под углом в 45 градусов.
Выбирать конкретный метод сварки неповоротных стыков труб надо исходя из:
- толщины стенки;
- расположения трубопровода;
- угла размещения во время сварки.
Совмещение труб с помощью трехслойного шва применяется, если толщина составляет 12 мм. Каждый шов должен быть высотой не более 4 мм, а ширина валика шва – не более трёх диаметров проводника.
Как можно судить из названия, поворотные трубы можно провернуть в нужную сторону, благодаря чему сварочный процесс неповоротных стыков труб облегчается и не будет необходимости создавать комплексные швы (например, потолочные).
Как разрезать трубу под 45 градусов
Делая монтаж трубопровода, довольно часто приходится разрезать трубу под углом. Причем угол должен иметь как раз тот градус, который нужен для конструкции.
При неправильном изготовлении угла, нереально изготовить как раз те размеры трубопровода, каковые предполагалось выполнить. К примеру, труба при монтаже будет поворачивать на 45 градусов, следовательно, нужно знать, как разрезать трубу под 45 градусов.
Для этого нам потребуются разметочные инструменты, болгарка либо ножовка по металлу.
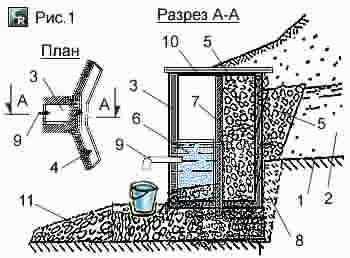
Разметка посредством листа бумаги
Один из самых несложных способов пребывает в разметке угла посредством листа бумаги. Квадратный лист складываем строго по диагонали. Берем трубу и оборачиваем ее сложенным страницей так, дабы края диагоналей были друг против друга. Так, на меньшей стороне страницы у нас оказался угол 45 градусов. Берем любой разметочный инструмент и размечаем по линии страницы место будущего разреза трубы. Дабы разметка случайно не стерлась, возможно применять узкий скотч. Данный способ разметки удобен для долгой трубы громадного диаметра, и место разреза которой находится где-то посередине.
Применение емкости с водой
Что делать, в случае если мы имеем дело с трубой мелкого диаметра, и разрезать трубу под углом нужно где-то неподалеку от края? На помощь придет глубокая емкость, наполненная водой. Перед тем как приступить к работе нужно высчитать угол наклона и на емкости сделать метку. Потом нам остается всего лишь бережно опустить край трубы в воду и наклонить ее к метке на емкости. Извлекаем трубу, отмечаем линию соприкосновения с водой, и смело режем по разметке. Данный способ оптимален при разметке громадного количества труб. Готовый шаблон из емкости с водой ускорит процесс нашей работы.
Компьютерная программа в помощь
Еще хотелось бы рассмотреть способ разметки посредством компьютерной программы. Это сверхсложный способ для тех, кто не привык работать с компьютером. Он требует знание ПК, наличие программ для разверток и чертежей. Начинаем работу с исполнения чертежа с указанием размера окружности и уклона. Изготавливаем так называемый виртуальный шаблон.
После этого посредством принтера распечатываем изображение на листе бумаги. Чем больше диаметр трубы, тем больше будет страниц с разметкой. Ножницами вырезаем все части чертежа и при помощи скотча, склеиваем их. Готовый шаблон прикладывается к трубе, и по краю бумаги делаем разметку.
Данный способ разметки считается одним из самых правильных. В случае если на компьютере нет таких программ, возможно воспользоваться интернетом. В сети возможно скачать лекало для разметки. Его кроме этого нужно распечатать на принтере и вырезать.
Готовое лекало обертываем около трубы и делаем разметку.
В случае если труба профильная
А вот, к примеру, у нас профильная труба, а не круглая. Ручная разметка профильной трубы может привести к громадной погрешности. Наилучший выход из данной ситуации, будет изготовленный шаблон из для того чтобы же профиля большего диаметра. Возьмем маленькой отрезок профильной трубы и посредством угломера отметим угол 45 градусов. Отрезаем по разметке болгаркой и шлифуем края, дабы при работе не пораниться об заусеницы. Дальше нам остается лишь вставить профиль меньшего диаметра в шаблон и, сделав разметку, отрезать его.
В данной статье мы рассмотрели, как разрезать трубу под 45 градусов. Воспользовавшись одним из перечисленных выше способов, сделайте разметку и делайте разрез. Для более ровного разреза лучше применять болгарку. При резке сваркой потребуется опыт, в противном случае на срезах окажутся неровности. В крайнем случае возможно воспользоваться ножовкой по металлу. В настоящее время в продаже имеется большое количество разных приспособлений для разреза труб под углом, но их приобретение требует лишних затрат. Несложнее и дешевле один раз изготовить себе шаблон, и применять его по мере необходимости.
Вертикальное сваривание неповоротных стыков
Наложение швов по вертикали на не поворачивающиеся торцы свариваемых труб выполняется аналогично горизонтальному свариванию с одним различием: постоянная смена наклона электрода по отношению к периметру шва.
Процесс сварки предполагает выполнение таких шагов:
- Создается стык, получаемый в процессе сварки трубы, который относится к корневому валику.
- Формируется три валика, которые должны заполнить разделку.
- Создается замок, соединяющий начало и конец валика.
- Выполняется декоративный шов.

Первый шаг считается самым важным, так как в это время создается соединение, формирующее основу шва. Диапазон сварочного тока определяется толщиной металла и зазором между стыкующимися деталями. На первом этапе создается два основных валика.
Для создания стыка на трубе захватывают основание каждой соединяемой кромки, в это же время формируется второй корневой слой и поправляется первый слой.
Формирование обратного валика с использованием электродов диаметром 3 мм выполняется только в тех случаях, если свариваемый стык должен быть высокого качества.
Для выполнения работы выбирают средний или минимальный диапазон тока, учитывая при этом следующее:
- Толщина металлической заготовки.
- Расстояние между кромками изделий.
- Толщина притупления.

Наклон электрода определяется направлением сварных проведений и зависит от проплавления первого слоя шва.
Длина дуги также зависит от степени проплавления:
- Короткая дуга используется в том случае, когда коренной валик недостаточно проплавлен.
- Средняя дуга — при хорошем проплавлении.
Скоростные показатели сварки во многом зависят от объема сварочной ванны. Валик большой высоты на стыках металлических деталей приводит к тому, что он на протяжении долгого времени не застывает. Это может стать причиной образования различных дефектов. Подбирая скорость сварки необходимо помнить, что только качественный сплав кромок обеспечивает нормальное состояние валика.
Обработку металла определенной толщины, а также выборку и подварку, рекомендуется выполнять электродами диаметром 4 мм. При этом наклон электрода должен быть отличным от угла наклона при работе с корневым валиком. Здесь следует применить метод, который называется «угол назад». Скорость в этом случае должна быть такой, чтобы валик оставался в норме.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Источник
Применение термических способов
Кроме механических способов, нередко используются термические способы, где в качестве инструмента работают сварочные или резательные аппараты. Например, автогенный газовый резак или обычный сварочный аппарат (постоянного/переменного тока).
При помощи таких аппаратов резке доступны толстостенные металлические трубы. Однако крайне сложно методом электросварки или газового автогена получить идеально ровный качественный срез.

Технология резки с помощью электросварки и автогена распространена повсеместно. Методика не обеспечивает высокую точность реза, но при монтаже труб этот фактор зачастую не является определяющим
Технология резки с помощью электросварки и автогена распространена повсеместно. Методика не обеспечивает высокую точность реза, но при монтаже труб этот фактор зачастую не является определяющим
Обычно после резки термическим способом изделия подвергаются дополнительной обработке. Выравнивается линия среза, подгоняются значения требуемого угла. Такой подход экономически невыгоден, так как сопровождается дополнительными расходами на механическую обработку.
Как правило, применяется термическая методика реза в условиях промышленно-производственной сферы. Правда службы ЖКХ тоже часто прибегают к такой методике.
Термический рез используется и для работы с пластиковым материалом. Существуют устройства – термические гильотины. Острое тонкое лезвие таких аппаратов нагревается до высокой температуры, после чего выполняют рез.
Термические гильотины поддерживают резку под углом, и в этом их преимущество. Однако для работы с более жёсткими материалами, чем поливинилхлорид, дерево, древесно-стружечные плиты, эти устройства применять нельзя.
Для резки металлопластиковых труб нужны труборезы, способные равномерно разделить на части изделия с многослойной структурой. Их разновидностям и способам применения посвящена рекомендуемая нами статья.
Промышленные модели (на примере BSM)
Существуют специальные станки промышленного назначения для выполнения точных операций резки под углом. Хороший пример: аппараты, выпускаемые под брендом «BSM». Производителем станков является немецкая компания Rexinger.
Правда станки серии «BSM» предназначены исключительно для работы с полипропиленовыми трубами достаточно больших диаметров. Поддерживается обработка изделий типа ПП, ПВХ, ПЭ, ПВДФ.

Промышленный станок под резку трубных изделий из полимеров. Предназначен для работы с изделиями больших диаметров, но имеет оснастку под обработку труб от 50 мм. Машина обеспечивает рез в широком диапазоне углов
Режущим инструментом станка является ленточная пила, благодаря которой и выполняется рез под углами от 0 до 67,5º. Точность процесса обеспечивает лазерный распознаватель резки.
Несмотря на конфигурацию устройства под изделия больших диаметров, можно применять специальный стол, при помощи которого также успешно режутся трубы малых диаметров (50 – 200 мм), которые проще раскроить с помощью трубореза. Выпускается широкий модельный ряд устройств «BSM».
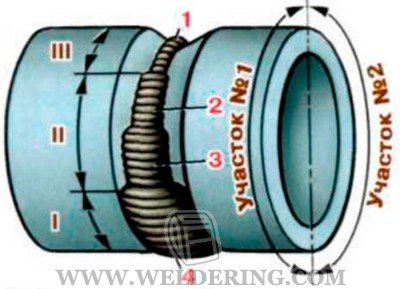
Сварка неповоротного вертикального стыка
Сварной шов выполняется за два приема. Периметр стыка условно делится вер тикальной осевой линией на два участка, каждый из которых имеет три характерных положения:
- потолочное (позиции 1-3);
- вертикальное (позиции 4-8);
- нижнее (позиции 9-11).
Каждый участок сваривается с потолочного положения. Сварка ведется только короткой дугой:
lmin=0,5 dэ, мм, где dэ — диаметр электрода.
Оканчивают шов в нижнем положении.
Сварку каждого из участков начинают со смещением на 10-20 мм от вертикальной осевой. Участок перекрыт ия швов — «замковое» соединение — зависит от диаметра трубы и может быть от 20 до 40 мм. Чем больше диаметр трубы, тем длиннее «замок»
Начальный участок шва выполняют в потолочном положении «углом назад» (поз. 1,2). При переходе на вертикальное положение (поз. 3-7) сварка ведется «углом вперед». По достижении позиции 8 электрод ориентируют под прямым углом, а, перейдя в нижнее положение, сварку вновь ведут «углом назад».
Перед сваркой второго участка нужно зачистить начальный и конечный участки шва с плавным переходом к зазору или к предыдущему валику. Сварку второго участка следует выполнять так же, как и первого.
Для корневого шва применяют электрод диаметром 3 мм. Сила тока в потолочном положении 80-95 А. На вертикали ток рекомендуется уменьшить до 75-90 А. При сварке в нижнем положении ток увеличивают до 85-100 А.
При сварке труб с качественным формированием корня шва без подварки проплавление достигается путем постоянной подачи электрода в зазор. Добиваясь проплавления внутри трубы, можно получить шов с выпуклой поверхностью, что по требует последующей механической его зачистки в потолочном положении.
Заполнение разделки труб с толщиной стенки более 8 мм происходит неравномерно. Как правило, отстает нижнее положение. Для выравнивания заполнения разделки необходимо дополнительно наплавить валики в верхней части разделки. Предпоследние слои должны оставить незаполненную разделку на глубину не более 2 мм.
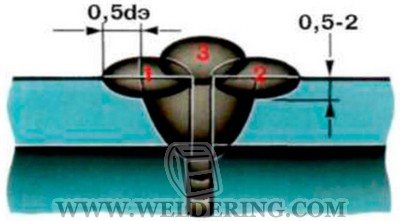
Облицовочный шов сваривают за один или несколько проходов.
Предпоследний валик заканчивают так, чтобы разделка осталась незаполненной на глубину 0,5-2 мм, а основной металл по краям разделки был переплавлен на ширину 1/2 диаметра электрода.
При сварке труб диаметром менее 150 мм с толщиной стенки менее 6 мм, а также в монтажных условиях, когда источник питания удален от места работы, сварку ведут при одном и том же значении сварочного тока. Рекомендует ся подбирать токовый режим но потолочному положению, ток в котором достаточен и для нижнего положения. При сварке на подъеме из потолочною положения в вертикальное, чтобы не было чрезмерного проплавления, следует прибегнуть к прерывистому формированию шва. При этом способе периодически прерывают процесс горения дуги на одной из кромок.
В зависимости от толщины стенки трубы, зазора и притупления кромок рекомендуется выполнять сварку «мазками» одним из способов:
| 1. Зажигают дугу постоянно на одной из кромок, а обрывают после формирования ванночки — на другой. Пауза между обрывом и зажиганием должна быть такой короткой, чтобы металл шва не успел полностью закристаллизоваться, а шлак — остыть. |
| 2. При большой толщине металла зажигают и обрывают дугу на одной и той же кромке.
Не рекомендуется зажигать дугу в том месте, где только что был ее обрыв. Нельзя не оборвав дугу, перемещать электрод вперед но разделке, а затем вновь возвращаться на шов. |
Методика сварки
Сварка каркаса из профильной трубы может осуществляться любым из следующих видов:
- газовая;
- электродуговая.
Газовая сварка
Газовая сварка производится в результате расплавления металла и заполнения пустого пространства присадкой.
Технология газовой сварки
Для газовой сварки потребуется:
- специальный сварочный аппарат с набором наконечников для горелки;
- баллон с кислородом;
- баллон с горючим газом (наиболее часто используется ацетилен);
- присадочная проволока (требуется, чтобы проволока была изготовлена из того же материала, что и свариваемые трубы);
- сварочный порошок (флюс), позволяющий снизить окисления металла и защитить шов. Флюс наносится на поверхность трубы перед началом сварки;
- элементы индивидуальной защиты сварщика (маска).
При газовой сварке требуется строго соблюдать технику безопасности, так как применяемые газы взрывоопасны.
Соединение труб при помощи газовой сварки может быть выполнено 2-мя способами:
- слева направо. Присадка подается после разогрева горелкой, что позволяет сваривать трубы толщиной более 5мм. Шов получается не совсем ровным и требует дополнительной доработки. Таким способом происходит сварка ворот из профильной трубы и иных объемных конструкций;
- справа налево. Присадка подается перед горелкой, что позволяет получить наиболее ровный шов. Преимущественно применяется для труб, толщиной менее 5мм, например, сварка ферм из профильной трубы, садовой скамейки и так далее.
Доступные способы образования сварного шва
После полного остывания шов рекомендуется зачистить и защитить от коррозии.
Газовая сварка используется для соединения профильных труб, изготовленных из цветных металлов (латунь, алюминий, медь и так далее).
Преимуществами газовой сварки являются:
- простота. Сварка конструкции газовой горелкой не требует специальных знаний и навыков;
- доступность. Требуемые компоненты (газы) можно купить без особых трудностей;
- отсутствие необходимости мощного источника электрического тока.
Электродуговая сварка
Дуговая сварка применяется при соединении профильных, произведенных из черных металлов, то есть стали.
Электродуговая сварка производится при помощи:
- сварочного аппарата;
- электродов.
Технология использования электродуговой сварки
Подбор электродов и необходимого тока для сварки осуществляется на основании толщины металла профильной трубы.
Таблица соотношения свариваемого металла и применяемых электродов
В таблице даны рекомендуемые параметры электродов. Чтобы убедиться в правильности выбора электрода, требуется выполнить тестовый шов на небольших отрезах труб.
На качество сварного шва влияет и сила тока. Чтобы шов получился максимально прочным, требуется достичь наиболее высокой возможной силы тока.
Сварка профильной трубы инвертором осуществляется в следующем порядке:
- свариваемые отрезки профильных труб надежно фиксируются для предотвращения их деформации и смещения. Для этого можно использовать как специальные приспособления, так и подручные инструменты;
- в 4-5 точках производится точечная сварка (прихватка), позволяющая предварительно соединить детали;
Начальный этап сварки конструкции
- проверяется правильность конструкции. При необходимости с помощью молотка исправляются недочеты;
- стык окончательно проваривается. При этом рекомендуется следить за скоростью движения электрода, чтобы металл труб успевал полностью расплавиться и при этом не просесть внутрь профиля.
Профильные трубы толщиной более 5 мм рекомендуется сваривать в несколько этапов для получения прочного шва. При этом сварка производится в противоположных направлениях относительно друг друга.
После завершения сварки конструкции требуется остыть для предотвращения деформации профильной трубы.
Готовый шов зачищается специальными инструментами, например, углошливовальной машиной.
Обработка шва бормашиной
Место сварки требует качественной защиты от воздействия окружающей среды, так как металл, подвергнувшийся воздействию высокой температуры, ржавеет в несколько раз быстрее.
Об электродуговой сварке можно узнать подробнее, посмотрев видео.
Все сварочные работы требуется проводить, соблюдая технику безопасности и применяя средства для защиты сварщика. Выбор метода сварки зависит от материала, из которого изготовлены профильные трубы, а также от оборудования, имеющегося в наличии.
Резка труб под углом: преимущества и недостатки разных способов
В ходе проведения монтажных и сантехнических работ часто требуется выполнить резку заготовок под определенным углом. Изменение направления линии отреза необходимо для дальнейшей стыковки и сваривания с другими трубами такой же конфигурации, или для монтажа запорно-регулирующей арматуры.
Стоит учитывать, что точность реза под нужным углом необходима для получения высокой плотности соединения металлопроката. Для этого нужно иметь необходимые приспособления, качественный труборез и владеть соответствующим опытом проведения работ по обработке труб.
В данной статье мы рассмотрим приемы резки труб под различными углами.
1. Способы разметки труб под углом 45 градусов
Резка трубных заготовок под углом 45° наиболее востребована при монтаже тепловых магистралей, канализационных сетей, газопроводных систем. Для этих целей используют трубы из черных металлов и нержавеющей сталей цилиндрического сечения, небольшого и среднего диаметра – 20-500 мм.
Одной из основных задач при резке труб под углом 45 градусов является точность измерения угла и ровность среза трубы, чтобы при стыковке соединяемые элементы совпали с точностью до миллиметра. Особенно это касается тонкостенных труб – при малейшей погрешности реза стенки соединяемых труб не смогут соединиться в нужной конфигурации
Поэтому пристальное внимание необходимо уделить точности раскроя
Разметка труб круглого сечения
При отсутствии производственного шаблона можно воспользоваться лекалом из бумажного листа квадратной формы. Для выполнения разметки трубы выполняют следующие действия:
Квадратный лист сложить строго по диагонали, совместив противоположные углы. Длина диагонали лекала должна равняться величине окружности заготовки.
Сложенный лист оборачивается вокруг трубы
Важно следить, чтобы сторона лекала, находящаяся ближе к торцу заготовки, была строго перпендикулярна центральной оси.
В месте будущего среза выполняется пунктирная разметка.
Далее происходит резка трубы.
Разметка труб квадратного и прямоугольного сечения
Чтобы изготовить лекало для разметки профильной трубы целесообразней использовать аналогичную заготовку только бОльшего сечения. Разметка на заготовке выполняется единожды с помощью инженерной линейки или транспортира. В полость готового шаблона вставляется профиль, выполняется разметка и последующая резка.
2. Разметка труб под углом 90 градусов
Выполнить разметку трубы под углом 90 градусов достаточно легко. При необходимости можно использовать лист бумаги: лист оборачивается на трубе, закрепляется и выполняется разметка
Важно следить, чтобы края листа совпали по всей окружности, тогда срез будет ровным
Как отрезать профильную трубу под углом 90 градусов?
Для раскроя трубы квадратного или прямоугольного сечения предпочтительнее использовать треугольник. Данным приспособлением поочередно выполняется разметка маркером по каждой стороне профиля. После нанесения пунктира выполняется разрез трубы.
3. Разметка труб под другими углами
Для раскроя труб под углом других значений понадобятся лекала с соответствующими величинами. Подготовить шаблон можно с помощью Excel или других компьютерных программ, введя в соответствующем интерфейсе значения диаметра трубы, нужного угла и т.д.
В расчетных программах можно выполнить расчет раскроя труб любого диаметра и под любым углом. Но чаще всего данный способ используют для создания лекала для раскроя труб малого и среднего диаметра. Для разрезания труб большого диаметра и в больших объемах предпочтительнее использовать программируемые резательные станки.
Как разрезать трубу «воротниковым» способом?
Часто при монтаже водопроводных сетей требуются трубные заготовки, имеющие разрез на торце в виде треугольника. Данная конфигурация труб необходима для соединения с другой трубой круглого сечения под прямым углом.
Чтобы выполнить воротниковый рез поступают следующим образом:
- Замеряется величина окружности трубы.
- Выполняется резка трубы под углом 90 градусов.
- На торце трубы намечают равноудаленные точки, которые находятся относительно друг друга под углами 90 и 180 градусов.
- Выполняются расчеты: диаметр трубы делят на три.
- От двух диаметрально расположенных точек откладывают полученную величину и отмечают точками.
- Данные точки соединяются с другими плавными дугами.
- После раскроя труборезательным инструментом отделяют полукруглые сегменты, которые готовы к последующим сварным работам.
Используемые инструменты
Несложная я на первый взгляд операция — резка труб на практике обнаруживает немало нюансов и подводных камней. Не так — то просто ровно отрезать тубы:
- Тонкостенные.
- Большого диаметра.
- Со скосом.
Очень важно выбрать подходящий для каждого конкретного случая метод резки и специальное оборудование. Его подразделяют на индивидуальное, бытовое и промышленное

Для индивидуального использования
Применяются в домовладениях, частном строительстве и мелком бизнесе. Имеют дело с малыми и средними диаметрами (до 250 мм), применяемых в системах
- Водоснабжения.
- Отопительных.
- Канализационных.
- Вентиляционных.
К такому инструменту относятся:
Резаки. Применяются, чтобы ровно отрезать полимерную трубу до 75 мм. Для проведения ровного и аккуратного разреза имеют зубчатый механизм. Заготовка сначала зажимается полочным зажимом, который надежно ее фиксирует и не дает уйти с линии реза.
Дисковый резак. Подходит для вентиляционных и канализационных полимерных труб диаметром до 200 мм. Лезвие не секаторного типа, а в виде диска, катящегося по поверхности заготовки. Разрез осуществляется за несколько оборотов. Не подходит для металлопластикового проката, поскольку может смять тонкий металлический вкладыш.
Гильотина. Плоский косой нож движется в направляющих и позволяет ровно отрезать необходимую длину за один проход. Выпускается как с электроприводом, обеспечивающим большую производительность, так и с ручным.
Ножовка по металлу. Классический слесарный инструмент позволяет ровно отрезать зажатую в тиски заготовку
При использовании важно вести пилу плавно, с постоянным усилием и без перекосов. Образующиеся после работы ножовкой заусенцы следует зачищать напильником.
Угловая шлифмашина, УШМ
В обиходе называется «болгаркой». Этому универсальному инструменту по зубам любые материалов и диаметры. Для того чтобы обрезать трубу болгаркой, используют специальные абразивные отрезные диски.
Электрический лобзик. Весьма популярный среди домашних мастеров инструмент может резать и трубы, но из- за увода гибкого лезвия в сторону о точности придется только мечтать
Сабельная пила. Инструмент пока не получил широкого распространения среди российских мастеров. Регулируемый упор пилы и ее мощное лезвие позволяют отрезать прокат даже на весу и вплотную к стене.
Как ровно отрезать трубу
Чтобы срез от инструмента общего назначения был ровным, следует использовать специальные приспособления для фиксации заготовки. Это могут быть шаблоны, тиски или стусла
Кроме того, очень важно правильно разметить будущий распил и во время работы следить за тем, чтобы линия реза не ушла в сторону
Для промышленного использования
Такое оборудование применяют на производствах, там, где объемы работ велики либо приходится разрезать трубы большого диаметра. Для того чтобы отрезать ровно, используют:
- Токарный станок. Пригоден для высокоточной нарезки заготовок, снятия фасок, выполнения уступов, переходов диаметров и прочих фасонных обработок. Позволяет токарный станок и нарезать резьбу, как внутреннюю, так и внешнюю. Длина детали ограничена вылетом бабки станка. Диаметр — вылетом кулачков патрона.
- Ленточные машинки. Применяются для того, чтобы отрезать трубу большого диаметра без извлечения ее из траншеи или коллекторного пункта. Работают и на деформированных изделиях.
- Дисковые отрезные станки. Высокоавтоматизированная установка с маятниковой пилой и механизмом подачи заготовок. Часто включается в состав производственной линии, применяется для высокопроизводительной нарезки проката на равные куски.
- Ручные дисковые установки. Мобильное оборудование применяется, чтобы отрезать прокат ровно прямо на месте монтажа. Снабжены многофункциональным зажимом, позволяющим надежно фиксировать изделия разных диаметров и ровно отрезать их, не повреждая краев. Поворотный рабочий стол позволяет резать ровно под произвольным углом. Наиболее продвинутые модели оснащены системой орбитальной сварки. Это позволяет не только отрезать, но и соединять отрезки.
ЧИТАТЬ ТАКЖЕ: Станок для вышивания своими руками: чертеж с размерами, как сделать

Станок для резки труб с ЧПУ
Секрет сварщиков: 2 способа соединения профильных труб под углом 90 градусов
Иногда возникает желание или необходимость смастерить беседку, гараж, лестницу, табуретки, скамейки, навес и пр. Это можно сделать, используя металл, точнее профильную трубу.
Кстати, некоторые делают каркас дома из такой трубы. Применяя этот материал можно сэкономить на строительстве, ускорить процесс постройки. Еще один плюс – в таких домах нет усадки.
В этой статье поговорим про то, как сделать красивый прямой угол (90 гр.) из профильной трубы. Это просто и не сложно сделать. Однако нужно запастись инструментами (болгаркой, линейкой). Понадобится маркер, шлифовальный круг для болгарки и сварка.