Содержание
Что надо знать для выбора конусного сверла
По форме и конструкции конусные сверла значительно отличаются от цилиндрических. Как и цилиндрические, конусные устройства обладают аналогичной хрупкостью, поэтому они требуют бережного обращения с ними. Чтобы выбрать конусные устройства для выполнения соответствующих работ, необходимо учитывать такие рекомендации:
- Цвет насадки — если выбираете корончатое сверло, то наверняка перед вами представлены модели, отличающиеся по цвету. Если продавец говорит, что между устройствами никакой разницы, значит он не разбирается в этом. Деталь черного цвета говорит о том, что насадка подверглась дополнительной термообработке. Такие устройства имеют продолжительный эксплуатационный ресурс. Золотистый цвет означает, что насадка имеет напыление из нитрида титана, которое повышает прочностные свойства. Стального цвета изделия не имеют никакого напыления, и они не подвергаются термообработке, поэтому по сравнению с предыдущими вариантами, служат меньше всего
- Маркировка — указывается непосредственно на наружной стороне оснастки (на хвостовике). По маркировке можно понять, из чего изготовлена насадка, а также какой имеет диаметр и класс точности. Зачастую маркировка начинается с буквенного обозначения, и начинается с буквы «P». Эта буква говорит о том, что для производства конусного сверла используется быстрорежущая высокопрочная легированная сталь. После первой буквы указывается вторая буква с цифровым значением. Число указывает процентное содержание сплава, к примеру, М — молибден, Ф — ванадий, К — кобальт, A — азот. В маркировке также присутствует обозначение минимального и максимального диаметра, а также класс точности. Оснастка с диаметром до 2 мм не маркируется. На сверле может присутствовать маркировка типа HSS, что означает быстрорежущая сталь

В маркировке после обозначения HSS также могут указывать дополнительные сведения:
- HSS-E — быстрорежущая сталь, которая является аналогом отечественного материала P6M5. Предназначены для работы с низкоуглеродистыми сталями и чугуном, а также твердыми легированными и нержавеющими устройствами
- HSS-Co — в сплав добавляется кобальт 5%
- HSS-G TiN — устойчивые материалы для обработки титановых изделий
Для работы с конусными сверлами применяются стационарные сверлильные станки или двуручные дрели. О том, как правильно сверлить отверстия конусными сверлами, подробно описано в материале.
Это интересно! Для получения идеально ровного отверстия с двух сторон материала, необходимо учитывать размер ступеней. Обычно размер каждой ступени не превышает 3-4 мм, поэтому получить качественное отверстие можно при использовании соответствующей толщины заготовки.
Характеристики и преимущества ступенчатых сверл
Конструкция изделия состоит из двух основных частей:
- Рабочая. Наконечник инструмента имеет острую форму. Это исключает необходимость использования центровочных приспособлений и позволяет работать с самыми прочными материалами. Готовое отверстие не нуждается в чистовой обработке с помощью надфиля или шлифовальной машины. Шаг ступеней зависит от типа инструмента и величины отверстий: до 12 мм этот показатель равен 1 мм, а свыше 12 мм – 2 мм. Минимальный диаметр инструмента составляет 4 мм, а максимальный – 38 мм. Стандартной высотой ступени считают 5 мм, однако встречаются сверла с другими размерами. Некоторые производители наносят на рабочую поверхность ступенчатых сверл по металлу абразивное напыление – это повышает прочность режущих граней и увеличивает интервал заточки инструмента.
- Хвостовик сверла. Эту часть инструмента закрепляют в патроне. Форма зависит от типа приводного механизма. Различают цилиндрические, трехгранные и шестигранные хвостовики. Последние два вида препятствуют проворачиванию инструмента в процессе эксплуатации. Однако существует и обратная сторона: в случае заклинивания сверла возникает риск травмирования оператора.

Рассмотрим основные преимущества приспособлений подобной конструкции:
- Высокая точность. Использование классического инструмента не позволяет просверлить отверстие с ровными краями. Особенно остро эта проблема стоит при эксплуатации сверл диаметром более 50 мм. Ступенчатая конструкция с плавными переходами позволяет получать отверстия с идеально ровными краями независимо от толщины материала.
- Универсальность. Наличие одного сверла заменяет целый набор инструментов. Одновременно со сверлением выполняется снятие фаски, что увеличивает производительность работ.
- Простота использования. Маркировка величины значений на корпусе позволяет быстро подобрать нужный диаметр без использования штангенциркуля.
- Многофункциональность. С помощью одного сверла можно обрабатывать несколько типов поверхностей: начиная от дерева или пластика и заканчивая металлом.
- Производительность. Благодаря использованию высококачественных материалов сверло можно использовать для обработки твердых изделий без потери качества.
Наряду с достоинствами инструменты обладают рядом недостатков. Высокая цена и сложная технология заточки является сдерживающим фактором для некоторых потребителей. Профессионалы отмечают, что при сверлении отверстий диаметром до 15 мм наблюдается незначительное снижение точности.
Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.
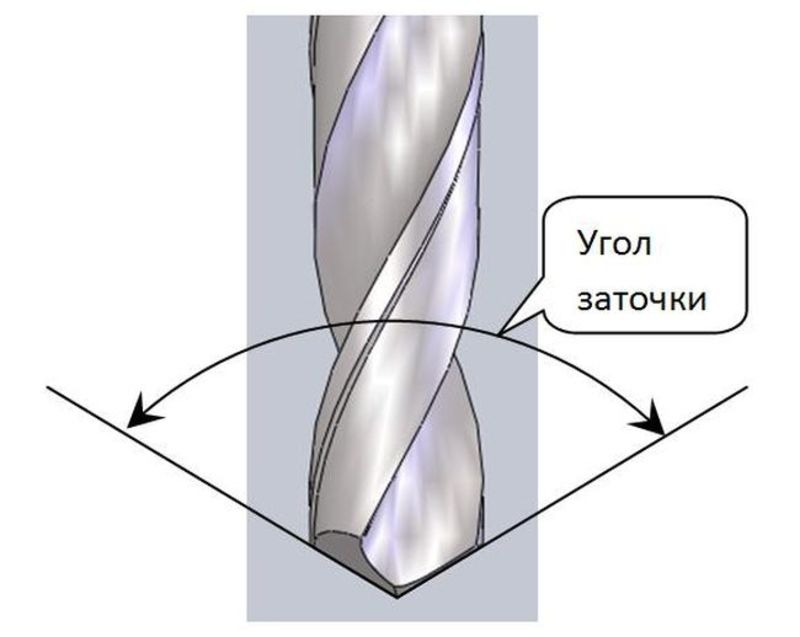
Углы рабочей поверхности
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
- Угол при вершине режущего инструмента = 118°
При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.
Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
- Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.
Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.
Благодаря мягкости материала и качественного абразива такие круги идеально подходят для устранения царапин и других дефектов поверхностей, их устранение производится без изменения геометрии рабочей части материала. Как правило, такие круги устанавливаются на болгарку или дрель, что позволяет более удобно и точно обработать сверло зажатое, например, в тисках.
Помимо доводочных кругов, заправить рабочую поверхность можно с помощью наждака, находящегося на диске той же болгарки.
Подточка поверхности
 Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Смысл данной обработки состоит в том, что за счет увеличения угла режущей кромки и уменьшения переднего угла возрастает стойкость к крошению, это приводит к повышению ресурса сверла. Помимо этого, ширина поперечной кромки уменьшается, благодаря чему материал в центральной части отверстия не сверлится, а скоблится, что облегчает процесс сверления металла. Для сверла с маленьким задним углом можно провести подточку задней поверхности для уменьшения ее трения внутри отверстия.
Производители ступенчатых свёрл
Невысоким качеством отличается продукция произведённая в Китае (бывают исключения)
Чтобы купить хорошее конусное сверло следует обратить внимание на инструменты изготовленные в Европе и России
1. «Зубр» — ступенчатые буравы от отечественного производителя отличаются приемлемой стоимостью. Качество находится на достаточно высоком уровне.

Конусные свёрла фирмы «Зубр» могут изготавливаться из обычной инструментальной стали, так и с покрытием более износостойкими сплавами. В последнем случае цена будет значительно выше, но и качество режущей поверхности дольше будет оставаться в заточенном состоянии даже при выполнении большого объёма работ.
2. «Атака» — конические свёрла российского производства, которые по качеству, как и по стоимости, не уступают лучшим изделиям зарубежных фирм.

Отзывы о продукции данной фирмы только положительные, поэтому можно не переживать за качество, а чтобы не переплачивать следует подбирать инструмент с учётом максимального диаметра, который понадобится в работе.
3. «Bosch» — продукция этой немецкой фирмы отлично подходит для профессионалов и для работы с металлом в домашних условиях.

Маркировка диаметров на инструменте осуществляется с помощью лазерной установки, поэтому в случае долговременного использования надписи не стираются. Для увеличения скорости сверления вершина ступенчатого сверла «Bosch» затачивается крестообразно, а шлифование изделия осуществляется как в поперечном, так и в радиальном направлении.
Такая обработка инструмента позволяет при его использовании получать высококачественное отверстие, диаметр которого будет полностью соответствовать ступени изделия.
Видео:
4. «Falon-Tech» — буравчики немецкой фирмы имеют дополнительное титановое покрытие, что позволяет увеличить ресурс инструмента более чем в 2 раза.
Продукция имеет лазерную маркировку диаметра и стандартный хвостовик, который идеально подходит для использования с шуруповёртом или ручной дрелью.
Несмотря на повышенное качество изделия, его стоимость остаётся на невысоком уровне. Если требуется приобрести конусное сверло для домашнего использования, то выбор изделий этой фирмы является самым оптимальным.
Видео:
Заключение
Мы разобрались для чего нужно конусное сверло. Правильно подобранное изделие прослужит в течение многих лет. При работе с металлом небольшой толщины, для получения качественных отверстий, применение свёрл такой конструкции является оптимальным решением.
Что необходимо для процедуры
Чтобы заточить сверло по металлу самому, необходимо в первую очередь определить, для решения каких задач оно будет применяться. В производственных условиях для заточки сверл используются, как правило, специальные приспособления, обеспечивающие максимальную точность и производительность такого процесса. При выполнении заточки сверл в домашних условиях всегда приходится искать способы, позволяющие сделать результат этого процесса качественным.
В минимальный набор для заточки сверл по металлу должны входить:
- наждачный станок;
- точильные круги различной твердости, выбираемые в зависимости от материала изготовления сверла, которое необходимо заточить;
- емкость для охлаждающей жидкости и сама жидкость, в качестве которой может использоваться обычная вода (или машинное масло);
- приспособления, позволяющие выдержать правильные углы заточки.
При заточке сверл своими руками нужно обращать внимание на следующие параметры:
- угол между плоскостью передней части сверла и основанием его режущей кромки (такой угол, измеряемый в главной режущей плоскости, называется передним);
- задний угол, который измеряется так же, как и передний, но по задней плоскости сверла;
- угол при вершине инструмента, измеряемый между двумя режущими кромками.
Для заточки сверл по металлу по всем правилам надо придерживаться следующих значений вышеуказанных параметров:
- передний угол режущей части – 20°;
- задний угол – 10°;
- угол при вершине – 118°.
Если вам необходимо заточить сверло по металлу в производственных или в домашних условиях, вы должны строго соблюдать технику безопасности. Этот процесс сопровождается образованием большого количества искр, от воздействия которых необходимо защищать органы зрения. Кроме того, поскольку такая процедура выполняется с остро заточенными инструментами из металла, осуществлять ее следует, используя перчатки для защиты рук.
Наждачный станок, оснащенный точильным кругом, является универсальным устройством, позволяющим даже в домашних условиях качественно заточить сверло по металлу. Используя такое устройство, технологическую операцию следует начинать с обработки задней поверхности инструмента. Сверло, которое надо заточить, удерживают по отношению к точильному кругу таким образом, чтобы его режущая часть располагалась параллельно к поверхности круга. Заточка, выполняемая по данной методике, оптимально подходит для сверл по металлу, диаметр которых не превышает 10 мм.
Чтобы качественно точить сверла, диаметр которых больше 16 мм (в том числе и оснащенные твердосплавными пластинами), лучше всего использовать наждачный станок со специальным приспособлением. Применение последнего позволяет не только контролировать угол заточки сверл значительного диаметра, но и выполнять такой процесс с максимальной безопасностью.
Точильные станки, оснащенные дополнительными приспособлениями, рекомендуется использовать в тех случаях, когда необходимо заточить сверла следующих категорий:
- используемые для сверления глухих отверстий, для которого характерно снижение осевого усилия резания;
- универсальные, характеризующиеся повышенной прочностью;
- применяемые для сверления глубоких отверстий и отличающиеся незначительной величиной подточки.
Основная задача, которую решают приспособления, позволяющие качественно заточить сверло по металлу на точильном станке, – это правильное ориентирование режущей части инструмента по отношению к поверхности . Именно поэтому в конструкции такого приспособления имеется специальная опорная плита. На нее устанавливаются сам станок, двигатель, приводящий во вращение точильный круг, а также поворотная колонка, на которой фиксируется обрабатываемый инструмент. Использование такой колонки позволяет затачивать сверла практически в любом пространственном положении, располагая их режущую часть по отношению к поверхности точильного круга под требуемыми углами.
Конструктивные особенности ступенчатого сверла
Внешний вид этого режущего инструмента определяется исходя из его названия – сверло конусное ступенчатое. Иногда в обычном разговоре можно услышать интересный термин для этого инструмента – морковка. Он напоминает известную геометрическую фигуру – конус. Однако внешняя поверхность его может быть не только гладкой, но и ступенчатой. По конструкции оно практически не отличается от стандартных инструментов, имеет:
- направляющую часть, на которой расположена режущая кромка;
- поводок, переходящий в шейку инструмента;
- хвостовик, заданной формы (в зависимости от патрона дрели).
Конструкция ступенчатого сверла
Сверло коническое по металлу существенным образом отличается направляющей частью, которая выполняется в следующих вариантах:
- метрический конус;
- конус увеличенный удлинённый;
- инструментальный конус;
- так называемый конус Морзе.
Из всех четырёх типов наиболее распространённым считается третий вариант, то есть инструментальный конус. Он является наиболее универсальным для большинства сверлильных станков и станков с числовым программным управлением. Диапазон изменения допустимых диаметров достаточно широк. Например, для метрических конусов он варьируется от 1 мм до 20 мм. Конус Морзе может иметь диапазон от 6 до 30 мм. Все они изготавливаются в соответствии с ГОСТ 2092-77.
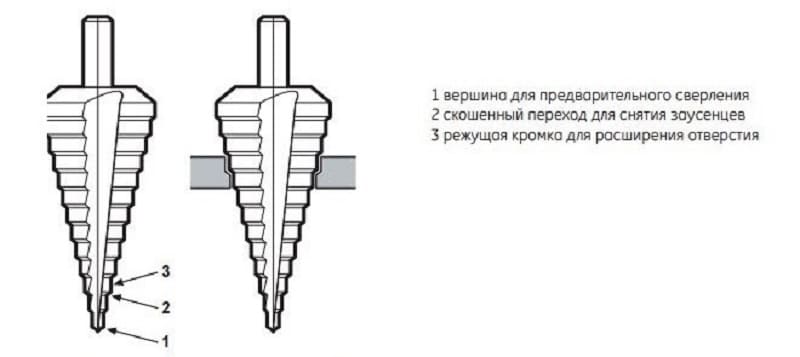
Вершина конуса разделена на три составные части:
- наконечник вершины для проведения предварительного сверления;
- первый скошенный переход для снятия так называемых заусенцев (шероховатостей);
- специальная режущая кромка (служит для последующего расширения отверстия).

Сверлильный патрон с конусом Морзе
Для расширения режущих возможностей многоступенчатого сверла по металлу на его поверхность наносится абразивное напыление. Он выполняется из алмазной или титановой крошки. Это повышает режущие свойства и снижает периодичность заточки.
Чтобы правильно выбрать ступенчатое сверло по металлу необходимо:
Подробно ознакомиться с характеристиками
Разобраться с возможностями конусного многоступенчатого сверла, например по металлу.
Обратить внимание на цвет изделия. Если сверло ступенчатое по металлу имеет серо-стальной цвет, это доказывает, что данное сверло не проходило термическую обработку
Надеяться на высокие эксплуатационные характеристики не получится. Желтый или золотистый цвет указывает на то, что металл был обработан, в нём устранены все так называемые внутренние напряжения. Если поверхность конусного ступенчатого сверла по металлу носит ярко золотистый оттенок, можно смело полагать, что в его составе находится сплав нитрид титана. Добавление этого сплава существенно повышает износостойкость. Это самые дорогие инструменты. Их надёжность и долговечность полностью компенсирует этот недостаток. Чёрный цвет свидетельствует, что оно было обработано горячим паром.
Оценить типоразмеры. Обычно на многоступенчатое сверло по металлу наносится маркировка, состоящая из цифр и латинских букв. Например, ∅4-15/2 HRC 61±2. Первая цифра обозначает наименьший диаметр, вторая соответственно наибольший. Цифра, расположенная через наклонную определяет шаг изменения диаметров. В нашем случае он равен 2-м, то есть это будут диаметры, 2, 4, 6, и так далее до 12. Поэтому его называют шаговое сверло по металлу. Три латинские буквы указывают на марку стали, из которой изготовлено. В нашем примере это высококачественная быстрорежущая сталь. Если имеется наименование стали HSS –можно смело его использовать для высокоскоростной обработки. Последние две цифры с указанным интервалом определяют твёрдость по шкале Роквелла.
Изучить торговую марку фирмы, которая изготавливает этот инструмент. Желательно проконсультироваться со специалистами о качестве такого устройства.
Узнать, допустима ли многократная заточка ступенчатого сверла по металлу.

Конусное и ступенчатое сверла
При выборе конусного сверла по металлу всегда следует помнить, что оно предназначено для высверливания отверстий только в материале, толщина которого не превышает пяти миллиметров.
Как наточить сверло по металлу
С правильным выбором угла, доводкой, проверкой и корректировкой (если потребуется). Но прежде чем рассматривать каждый этап, отметим, что, работая на современном высокопроизводительном станке, используя привычную болгарку или классический абразивный круг, для собственной безопасности лучше использовать дополнительное приспособление-фиксатор.
Это может быть простейшее прижимное основание или втулка подходящего диаметра. Еще один вариант – шаблон с целым набором трубок с сечением разной ширины, под стержни всех распространенных размеров. Главное, чтобы выполнялись два условия:
- данный вспомогательный элемент успешно играет роль упора и делает движение резца назад невозможным;
- он же обеспечивает точное центрирование в течение всего времени выполнения работ.
Теперь взглянем на каждый шаг по порядку.

Выдержать угол
Отвечая на вопросы новичков о том, как научиться точить сверла по металлу, мастера отмечают, что в первую очередь нужно наловчиться понимать, до какой остроты доводить кромку. Это непосредственно зависит от стали, пластика, массива дуба или другого материала, для которого предназначен инструмент: чем мягче заготовка, тем тупее (шире) обязан быть угол, и наоборот. Выше мы приводили таблицу соответствия, ориентируйтесь по ней, но вот еще несколько любопытных соотношений для:
- силумина – 90-100 0;
- древесины – 135 0;
- магния и его сплавов – 85 0;
- текстолита и пластика – 90-100 0;
- гранита и керамики – 135 0;
- алюминия – 135 0.
По аналогии можно подбирать градус и для других случаев.

Выполнить доводку
Если вы посмотрите любой по-настоящему полный и грамотно продуманный ролик на тему «как правильно наточить сверло по металлу», видео наверняка будет содержать в себе этап, на котором мастер вооружается болгаркой или перфоратором с насадкой в виде абразивного круга и приступает к шлифовке кромки.
Зачем он это делает? Чтобы устранить незначительные дефекты, например, заусенцы или царапины. Геометрия режущей части при этом не меняется, а значит угол остается таким же, каким его уже выдержали. Вот только для максимально точного результата на данной стадии нужно зажимать стержень в тисках (или в другом столь надежном фиксаторе), чтобы он не ходил по сторонам.
Доводка – по-своему уникальная операция, так как она сочетает в себе сразу два вида обработки поверхности – и грубую, и финишную, – поэтому проводить ее просто необходимо.

Выполнить проверку
Те, кто по своему опыту знают, как правильно заправить сверло по металлу и заточить его, прекрасно понимают, насколько важно убедиться в качестве результата. Поэтому после правки инструмента они берут шаблон (выше мы рассказывали, как его изготовить) и убеждаются, что всем стандартам соответствуют следующие показатели:
- длины граней;
- углы – в вершинах, продольной кромки, наклона винтовых канавок.
Если какой-то параметр не отвечает норме, это обязательно следует исправить. В противном случае возникнет биение, и размер сделанного отверстия окажется больше необходимого.
Произвести подточку
Она актуальна для стержней, диаметр которых превышает 10 мм. Ее выполнение позволяет уменьшить наклон передней кромки и одновременно увеличить угол режущей грани.
Это позволит повысить ресурс инструмента и обеспечить его сопротивляемость крошению, а также сузить его, а значит и облегчить вхождение в заготовку (появится эффект скобления) и снизить негативное воздействие силы трения.

Вопросы и ответы
В ходе выбора и работы со ступенчатыми сверлами могут возникнуть различные вопросы. Многие из них одинаковы и появляются почти у всех начинающих мастеров. Поэтому, ответить на них можно сразу же, не дожидаясь возникновения сложных ситуаций.
Надо ли кернить центр отверстия при работе с конусным ступенчатым сверлом?
В сети есть масса утверждений, что этого делать не надо. Однако, это неверное и вредное утверждение. Инструмент работает по общему принципу и точно так же нуждается в намеченном центре. Иначе сверло может уйти с разметки, и деталь будет испорчена.
Чем можно наточить ступенчатое сверло?
Заточку ступенчатого сверла производят на заточном станке со специальным тонким диском. Можно использовать специализированный ручной инструмент («Дремель», «Гравер» или подобный инструмент) с установленным отрезным диском. При этом, надо иметь опыт и навыки, иначе вместо заточки можно окончательно испортить режущую кромку.
Если надо выбрать между желтым и черным сверлами, какое предпочесть?
Принято считать, что желтые (золотистые) сверла обладают наиболее высоким качеством, долговечностью, способностью работать с твердыми материалами. Они не боятся перегрева (хотя, проверять это на практике не рекомендуется). Однако, если предстоит сверлить обычный металл или пластик, принципиальной разницы нет. В данном случае можно выбирать сверло по более выгодной цене.
Если одно сверло гораздо дороже другого, значит ли это, что оно лучше?
Цена инструмента не всегда напрямую соответствует его качеству или рабочим свойствам. Часто дорогие сверла бывают импортными, изготовленными известными производителями. Брендовый товар всегда дорогой, хотя функционал его может ничем не отличаться от более дешевых изделий
Выбирая подходящее сверло, следует внимательно изучить его маркировку, обратить внимание на форму канавок и цвет металла. Руководствоваться ценой в данном случае нецелесообразно
Сколько ступеней у сверла предпочтительнее иметь?
Выбор размеров и числа ступеней обусловлен характером предстоящей работы. Если размер отверстий невелик, нет смысла покупать дорогое изделие с большим конечным диаметром. Однако, надо иметь в виду один момент — чем больше диаметр, тем массивнее свело. Оно меньше греется при работе с твердым материалом, лучше переносит эксплуатационные нагрузки.
Что лучше, набор спиральных сверл или одно ступенчатое?
Если приходится работать с толстыми (больше 8-10 мм) деталями, ступенчатое сверло окажется бесполезным. Оно удобно только для работы с листовыми материалами. Однако, опытные мастера рекомендуют иметь в распоряжении и спиральные, и ступенчатые сверла — могут возникнуть разные ситуации, в которых нужен тот или иной режущий инструмент.





