Содержание
Разновидности сверла для дерева
Обычно качественными сверлами пользуются опытные мастера, которым в работе требуются различные типы изделий для создания отверстий в дереве. Это могут быть отверстия, к примеру, под шипы, болты или нагели. Причем сам процесс сверления может быть очень разнообразен по качеству, что понесет за собой мысли о том, как правильно заточить после эксплуатации сверло и придется ли его вообще затачивать.
Самыми распространенными типами сверл на сегодняшний день можно назвать: винтовые, спиральные, перовые, центровые, кольцевые и сверла Форстнера.
Винтовые
Если требуется сверлить дерево поперек волокон, не задаваясь при этом лишний раз вопросом как правильно заточить сверло по дереву, то пригодится винтовое сверло с мелкой резьбой на окончании. В диаметре они могут достигать до 50 миллиметров. Специальная винтовая форма поможет вовремя отводить от места работы стружку и не перегревать тем самым стержень. В зависимости от требуемой глубины отверстия можно приобрести сверла длиной более сантиметра, при этом минимальный размер – 400 миллиметров.

Винтовые сверла по дереву
Спиральные
Спиральное изделие сразу же можно отличить по идеально отшлифованной фрезерованной спирали с острием, позволяющим не допустить какое-либо передвижение стержня в сторону при работе. Именно благодаря спиральной форме с легкостью просверливают отверстия в конструкциях из шпона. По диаметру соответствующие сверла достигают 52 миллиметров, а самый маленький можно найти на 3 миллиметра. Чтобы точно прицелится на намеченное место сверление, хвостик изделия оборудован конической формой, что придает немало удобства.
Если при закупке выбор пал именно на спиральные сверла, то всегда следует помнить о взаимосвязи диаметра изделия от максимального количества оборотов, которое оно может выдавать. Иначе срок службы изделия будет резко сокращен. Если требуется обрабатывать твердые деревянные поверхности, то лучше установить максимум 900 оборотов в минуту при диаметре сверла в 14 и меньше миллиметров. А вот для мягкой древесины можно установить на сверлящем инструменте 1800 оборотов.

Набор спиральных сверл для дерева
Перовые
Наиболее распространенным типом сверла является перовое. Именно оно наводит на мысли как заточить перьевое сверло по дереву, и чаще всего используется при ремонтных и строительных работах. Оно наиболее удобное и имеет различные варианты в диаметре.
У него есть лишь единственный важный недостаток: подобная форма сверла не способствует отведению стружки и процесс сверления значительно осложняется, особенно когда необходимо отверстие с большой глубиной. Именно поэтому специалисты рекомендуют использовать подобный тип сверл при работе с древесными плитами или толстыми досками, где процесс сверления будет происходить максимально эффективно.
Исправить ситуацию может особый вид наконечника у перового сверла или же подобное изделие с удлинителем. Такой удлинитель имеет шестигранную форму, и вполне может использоваться для иных типов сверл. При этом диаметр итогового отверстия может достигать до 52 миллиметров.

Перьевые сверла для дерева
Центровые и кольцевые
А вот центровые сверла пригодятся для создания идеально ровных сквозных отверстий в деревянной поверхности. Обычно такие изделия имеют вид 50-миллиметрового (минимум – 12 мм) стержня с режущей кромкой внизу, достигая длины до 150 миллиметров. Конечно же, достаточно глубоких отверстий проделать не получится. Для этого подойдут кольцевые сверла, на вид схожие с короной или кольцом с зубьями. Обычно они продаются целым набором в виде насадок с центровочным сверлом и единой основой.
Подготовка к работе
Необязательно быть профессионалом, чтобы знать, как затачивать сверла по металлу. Для этого требуется острое приспособление, которое поможет поддерживать его в оптимальном для работы состоянии.
Поскольку проводить заточку устройства для металла приходится регулярно, если вы часто работаете с этим инструментом, некоторые предпочитают купить уже готовый станок для заточки, а не собирать его своими руками.
Видео:
https://youtube.com/watch?v=XIe9tbTngCI
Самое эффективное приспособление для заточки корончатых сверл – станок, на котором установлен точильный камень.
Пользоваться им очень просто, и вам не понадобится сложных инструкций, чтобы приступить к работе.
Впрочем, некоторые нюансы того, как проводится заточка, перед началом процесса желательно знать: инструмент обрабатывают сзади по граням, при этом наиболее важную роль занимает угол, под которым располагается инструмент, когда подается к станку.
Во время заточки наибольшее внимание нужно уделить кромке, которая составляет режущую часть устройства – именно она должна быть наиболее острой, поскольку вступает во взаимодействие с металлическими деталями: винтами, перемычками и т.д. Посмотрите видео о том, как правильно затачивать приспособления, прежде чем начинать этот процесс своими руками. Посмотрите видео о том, как правильно затачивать приспособления, прежде чем начинать этот процесс своими руками
Посмотрите видео о том, как правильно затачивать приспособления, прежде чем начинать этот процесс своими руками.
После этого нужно собрать необходимые инструменты, которые понадобятся вам, чтобы сделать точильный станок. Сделать его из подручных средств не удастся – придется посетить строительный магазин.
В первую очередь, вам понадобятся специальные круги, которые нужны для заточки.
На само приспособление нужно будет установить только один круг, но они довольно быстро приходят в негодность, поэтому рекомендуется покупать сразу несколько деталей, чтобы потом не тратить много времени на их замену.
Особенно это актуально, если вы используете инструмент постоянно – тогда затачивать его придется часто. Приобретенный круг устанавливается на вращающийся вал.
Видео:
https://youtube.com/watch?v=urjaIYaEGQM
Помимо этих деталей, вам будет нужна жидкость для охлаждения – ею может быть вода или машинное масло. Также вам нужна емкость, в которую будет залита жидкость.
Если вы делаете все своими руками, то про жидкость нужно обязательно помнить, ведь во время процесса заточки инструмент сильно накаляется.
Если вы не сможете его охладить, то его свойства ухудшатся, и с каждым разом оно будет все быстрее выходить из строя.
Самодельный станок для корончатых инструментов должен иметь правильный угол, и это самая сложная часть в создании устройства своими руками.
Чтобы сделать угол верным, нужно произвести непростые расчеты, поэтому часто потребители решают приобрести уже готовый инструмент для заточки, чтобы сэкономить время и силы.
Самый важный угол находится спереди, он определяется, исходя из главной секущей плоскости.
Задний угол имеет параметры, аналогичные переднему, но в соответствии с задней плоскостью.
Для того чтобы определить, как располагается верхний угол, нужно посмотреть на устройство с боковой позиции: в правильном положении он располагается между первой и второй кромкой.
Обычно первый угол должен иметь наклон около 20 градусов, а задний – 10. Верхний угол имеет всегда одно и то же значение на всех устройствах: 118 градусов.
Перед работой нужно подготовить перчатки и очки, поскольку эта работа может быть травмоопасной.
Если у вас мало опыта в создании подобных станков своими руками, то следите внимательнее за тем, как расположен круг, ведь если его угол подачи будет неверным, то круг просто вырвется из рук.
Посмотрите видео о том, как собирать аппарат для заточки – оно очень поможет, если у вас мало опыта.
Обработка на специальном оборудовании
Мы подробно рассказали, как заточить сломанное сверло на станке, но ведь существуют и иные варианты. Например, использование специально созданных для заострения приспособлений, которые принципиально делятся на 2 вида.
Шлифовальные насадки – каждая из них представляет собой цилиндрический прибор. С одной стороны, у нее зажимы, благодаря которым она фиксируется на дрели, с другой – крышка с отверстиями разного размера. Вставляете в подходящее стержень, убеждаетесь, что он расположен строго горизонтально, и включаете электроинструмент на 10 секунд, а после поворачиваете хвостовик на 180 0 и повторяете процедуру. Минус здесь – в ограничении по диаметру (3-10 мм) и в необходимости контролировать направление подачи. Плюс – в доступной цене такой помощницы.
Стационарные приспособления – с неподвижной платформой и поворотной частью, на которой и закрепляется резец. Подносите последнюю к абразиву и удаляете все дефекты. Достоинство – в удобстве и безопасности пользования: вы легко и точно выставляете угол и не приближаете руку к диску. Недостаток – в отсутствии мобильности: для предотвращения вибраций основание нужно жестко фиксировать.

Приспособления для заточки
Для сокращения времени работы и улучшения ее качества важно подобрать приспособление, позволяющее удерживать режущий инструмент неподвижно. Нормальная заточка сверл по металлу во многом зависит от точности выставления требуемого угла и возможности регулирования подачи в процессе точения
Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм. Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении.
Для работы в домашних условиях нет смысла покупать дорогостоящее профессиональное оборудование: можно ограничиться точильным кругом в паре с держателем либо вовсе выполнить выправку изделия вручную.
При помощи болгарки
Помимо самой машинки, для работы также нужны тиски, в которых фиксируется отлаживаемый режущий инструмент.
Чтобы заточить сверла по металлу болгаркой, необходимо соблюдать следующую последовательность работ:
- изделие вертикально зажать в тисках;
- сначала обработать тыльную кромку до удаления следов износа;
- рабочую грань обточить под 120°.
Для недопущения перегревания сверла контакт его со шлифовальным диском должен длиться не более 1–2 секунд. Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани.
Заточка на точиле
Заточка на точильном круге считается более удобным и безопасным способом по сравнению с болгаркой.
Если опыт не позволяет определить уровень износа сверла по металлу и выполнить его оправку на точиле «на глаз», нужно воспользоваться специальным приспособлением – держателем, устанавливаемым вблизи рабочего диска. Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.
На обточном станке затачивание сверл по металлу не представляет никакой сложности.
Инструмент закрепляется в фиксаторе, включается точило, и рабочие кромки слегка прижимаются к кругу под нужным углом. При наличии мелких зазубрин перед точением их следует удалить равномерно со всех сторон.
При помощи насадки на дрель
Качественно и быстро точить сверла средних диаметров (4–10 мм) можно и без заточного круга, используя стандартные насадки для дрели.
Заточка производится в таком порядке:
- на дрель ставится насадка;
- в отверстие требуемого диаметра устанавливается сверло;
- включается дрель, изделие обтачивается с одной стороны;
- для отладки противоположной режущей грани инструмент поворачивается на 180°.
Применение насадки имеет некоторые особенности:
- Качественная и эффективная заточка возможна только для незначительно затупившихся сверл. При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится.
- Фиксированный угол заточки. Насадка подходит только для сверл, используемых для работы с определенными материалами.
Заточка напильником или надфилем
Сверло, применяемое для обработки металла, заточить напильником либо надфилем невозможно по двум причинам:
- Твердость материала. Даже самый лучший напильник сотрется, прежде чем исправит режущий инструмент.
- При использовании алмазных либо абразивных брусков невозможно вручную выдержать нужный угол.
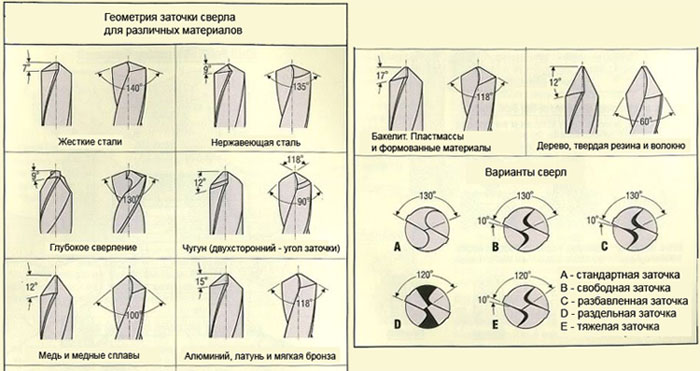
Угол заточки сверла по металлу
Например, для металлов твёрдого типа, приемлем угол заточки сверла приблизительно 120 градусов, для более мягкий металлов – 90.
Если работать придётся с мягкой бронзой, то угол при вершине будет равен 120—130 градусам; красная медь – 125; алюминий -140; пластмассы – 90-100; хрупкие материалы –140.
Угол заточки не может быть одинаковый для всех материалов!
Таким образом, угол заточки сверла устанавливается в зависимости от характеристики материала (при этом учитывается его пластичность и состояние).
Так, чем мягче материал, тем больше угол наклона. Однако этот принцип применяется на производстве.
В домашних условиях, когда одно и тоже сверло применяется для многих материалов, угол наклона зависит от диаметра сверла и меняется от 19 — 28° для сверл, которые имеют диаметр от 0,25- 10 мм.
Это интересно: Ультразвуковая ванна своими руками для чистки форсунок — объясняем детально
Несколько способов
Сверло, внедряясь в материал, который обрабатывается, обязательно должно соприкасаться с заготовкой исключительно режущими кромками. Все другие точки задней поверхности обязательно должны иметь зазор с дном отверстия (поверхностью резания). Чтобы существовал зазор, форма задней поверхности должна отличаться от формы дна отверстия.
Существует достаточно большое количество возможных методов заточки, которые дают возможность создать нужные задние углы, зазор между задней поверхностью сверла и поверхностями резания. В зависимости от формы, которую получит задняя поверхность, их можно разделить на методы винтовой, конической и плоскостной заточки.
Использование конической заточки

При конической заточке сверла необходимо правильно задать геометрические параметры.
Коническая заточка является самым распространенным методом. Сверло устанавливается в призму, которая имеет возможность покачиваться вокруг оси, которая наклонена к рабочей поверхности круга для шлифования. Ось качания и ось сверла скрещиваются. Это значит, что лежать они будут в двух параллельных плоскостях.
Сверло, которое закрепляется в призме, подводится к шлифовальному кругу. Задняя поверхность при этом приобретет форму участка конической поверхности. Вершина конуса будет лежать на пересечении образующей рабочей поверхности круга с осью качания.
В зависимости от геометрических параметров заточки, которые были заданы. При конической заточке следует настраивать:
- Расстояние между скрещивающейся осью качания, которая является осью конуса заточки, и осями сверла (h).
- Расстояние от оси сверла до вершины конуса заточки (H).
- Угол скрещивания оси конуса заточки и оси сверла (o).
- Половина угла конуса заточки (б).
Применяется два типа конической заточки:
Для получения других значений наклона поперечной кромки, изменяют параметры и настройки.
- Вершина конуса заточки расположена выше, чем вершина сверла. В данном случае параметры настройки будут следующими: a = 45 градусов, б = 13-15 градусов, H = 1,9D, h = (0,05-0,08)D. Угол скрещивания оси сверла и конуса в данном случае меньше, чем угол ф0 между осью образующей шлифовального круга и сверла.
- Вершина конуса заточки ниже, чем вершина сверла. Расстояние вершины от сверла H = 1,16D, половина угла конуса заточки б = 30-35 градусов, угол скрещивания оси сверла и оси конуса о = 90 градусов, смещение h = (0.05-0,08)D. Для данного типа заточки 0 > ф0.
Указанные параметры установки способны обеспечить задние углы для периферийной точки а = 5-7 градусов, угол в плане 2ф = 116-118 градусов, угол наклона режущей поперечной кромки Ф = 55 градусов.
Если есть необходимость получить другие значения задних углов а и ф (наклона поперечной кромки), следует измерить параметры настройки.
Задний угол настраивается при помощи изменения расстояния h между скрещивающимися осями сверла и конуса заточки. Угол наклона режущей поперечной кромки (ф) – при помощи поворота вокруг оси, угол в плане – изменение угла о и б. С увеличением расстояния между осью сверла и осью конуса заточки (h) возрастет а, углы ф и 2ф уменьшатся. Увеличение о, б и H, наоборот, снижает 2ф, ф и а.
Задний угол, который измеряется в цилиндрических сечениях, в процессе приближения при конической заточке к оси сверла возрастает.
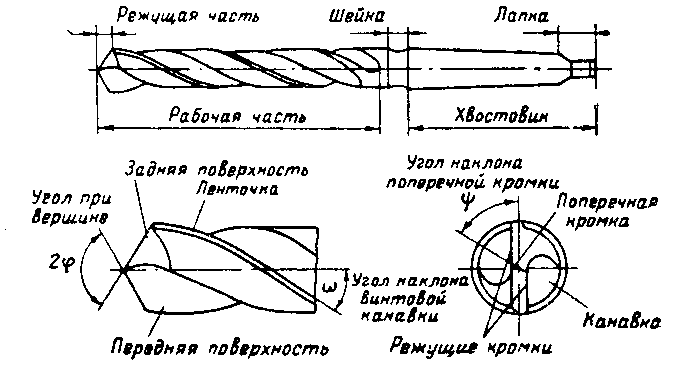
Цилиндрическое сечение сверла.
Первый тип заточки способен создать более резкий прирост задних углов. Подобное изменение задних углов является благоприятным. Объясняется данное работой сверла. Помимо вращательного движения в процессе работы сверло будет перемещаться вдоль оси. Следовательно, траектория каждой из точек является винтовой линией. Данная линия наклоняется к плоскости резки, которая определяется без учета осевого перемещения сверл под углом м. Его значение определяется по формуле tg м = So / пD, где So = подача, мм/об.
Фактический задний угол уменьшится на значение м. Чем ближе рассматриваемая точка будет лежать к оси сверла, тем в большей степени будет уменьшаться задний угол, который измеряется в процессе работы. Следовательно, увеличение задних углов с приближением к оси, которое может получиться при конической заточке, будет способствовать увеличению стойкости.
Особенности заточки различных видов свёрл
Сверло по металлу может быть победитовым, спиральным и ступенчатым. К заточке каждого предъявляются определённые требования. Но перед тем как выяснять, каким образом можно вернуть сверлу потерянные со временем свойства, следует осмотреть его и испытать в работе. Это позволит понять, действительно ли изделие нуждается в шлифовке. Признаками тупого режущего инструмента считаются его сильный нагрев, громкие звуки, раздающиеся во время его применения, и некачественное сверление. Правда, прибегать к заточке разумно не всегда. Сверло, длина режущей поверхности которого составляет более 1 см, лучше выбросить.
Как отшлифовать победитовое сверло?
Чтобы победитовое изделие для создания отверстий в металле снова хорошо вгрызалось в материал, требуется вооружиться не только инструментом для заточки, но и охлаждающей жидкостью. Простым наждачным камнем заточить сверло этого типа не выйдет, придётся вооружиться электрическим точилом.
Чтобы режущий инструмент стал сверлить металл так же эффективно, как раньше, на приспособлении, используемом для его заточки, следует уменьшить количество оборотов в секунду. Дело в том, что чем выше прочность материала, тем ниже должна быть скорость его обработки.
Победитовое сверло полагается шлифовать короткими касаниями к точилу. Процесс заточки этого изделия требует повышенного внимания, ведь кромки победитового сверла заостряются довольно быстро. Каждая режущая сторона инструмента должна быть заточена так, чтобы соответствовать по своим размерам другой стороне. Если это правило будет нарушено, то центр оси вращения сместится, и сверло будет проделывать в металле чересчур большие и кривые по краям дырочки.
Во время шлифовки режущего инструмента важно держать под контролем соотношение заднего и переднего углов режущей кромки. Необходимо смотреть и за тем, чтобы сверло не становилось горячим, поскольку это может привести к появлению трещин и сколов
Если вдруг изделие, обрабатываемое точилом или другим приспособлением, нагреется, то его необходимо опускать в специальную жидкость или простую воду. Но, видя, что наконечник покраснел и накалился, не стоит сразу охлаждать его, дабы не допустить повреждения. До погружения в воду сверло должно остыть под воздействием воздуха.
Каким образом затачивать спиральное изделие?
Чтобы вернуть остроту сверлу в виде спирали, нужно отшлифовать его задние грани. Во время этого процесса следует следить за тем, затачивается ли одно перо сверла так же, как другое. Делать это без специального агрегата очень сложно, тем более тому, кто не имеет опыта в заточке свёрл по металлу.
При заточке спирального сверла собственноручно вряд ли получится придать идеально правильную форму задним граням и заданному заднему углу. Поэтому шлифовать подобное изделие разумнее на специальном станке или приспособлении. Лишь бы в хозяйстве было обычное зубило, а у мужчины, которому требуется обработать затупившееся спиральное сверло, имелся опыт заточки режущих инструментов.
Как правильно обработать ступенчатое сверло?
Режущий инструмент по металлу, имеющий вид ступенек, затачивать в несколько раз труднее, чем спиральное сверло. Изделию с прямой канавкой для выведения стружки следует возвращать потерянную остроту по определённой схеме. По режущим краям ступенек со стороны жёлоба полагается проводить диском, совершая лёгкие касания.
При обработке ступенчатого сверла нельзя смещать угол, образующийся между поверхностью сзади ступеньки и канавкой. Ещё больше нюансов заточки у изделия, жёлоб которого спиральный. Технология его обработки ничем не отличается, но требует предельной аккуратности и большого опыта в шлифовке свёрл.
Признаки затупления
Оснастка для работы с деревом может прослужить длительное время не деформируясь. Свёрла по металлу выходят из строя быстрее. Существует ряд моментов, по которым можно определить, что оснастка затупилась:
- На вершине сверла есть сколы, неровности, микротрещины.
- Визуальные отклонения от изначального состояния.
- При сверлении возникает нехарактерный свист или шум.
- На внутренней части отверстия остаются заусенцы, неровности.
- Стружка скапливается в дырке, не выводится наружу.
Эти отклонения указывают на поломку оснастки. Нужно остановить рабочий процесс, исправить неточности или заменить оснастку.
Победитовые сверла, или что тверже камня
Самое важное и главное правило, которое вы должны запомнить, очень простое и логичное: ваш режущий инструмент просто обязан быть тверже, нежели тот материал, который вы собираетесь обрабатывать!
Также победитовые сверла различаются по твердости/мягкости. Выбор зависит от того, с каким материалом вы собираетесь работать, будь то твердый гранит, или же более мягкий по своей структуре кирпич.
Так же стоит отметить, что сверла следует затачивать. Победитовые сверла продаются уже полностью подготовленными к работе, их мы не затрагиваем. А поговорим о заточке обыкновенного сверла.
Но не надейтесь, что вы заточите сверло так, как это сделано по заводской технологии. В домашних условиях, к сожалению. Вам не удастся этого повторить.
Что касается выбора, здесь все очень просто. Цена зависит от производителя. Однако качество большого отличия не имеет.
Особенности различных видов заточки сверл
Заточка сверл, как уже говорилось выше, необходима для того, чтобы восстановить их геометрические параметры. Выбор определенного вида заточки сверла зависит от ряда факторов (диаметра инструмента, характеристик обрабатываемого металла и др.).
Наиболее универсальной является нормальная заточка (Н), при выполнении которой на рабочей части сверла формируются одна поперечная и две режущие кромки. Угол заточки сверла в данном случае составляет 118–120°. Выбирая такой вид заточки сверл, следует иметь в виду, что использовать его можно по отношению к инструментам, диаметр которых не превышает 12 мм.
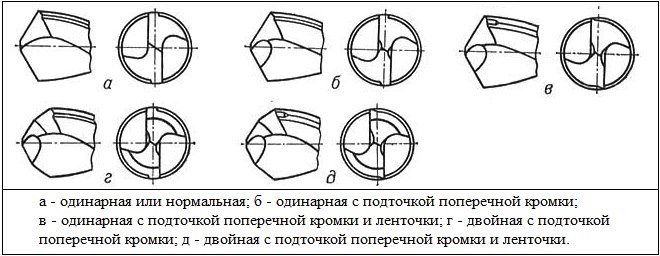
Типы заточек сверл по металлу
Все остальные виды заточки, которые обозначаются буквосочетаниями НП, НПЛ, ДП, ДПЛ, можно применять для инструментов с диаметром до 80 мм. Каждый из указанных типов заточки предполагает доведение геометрии сверла по металлу до требуемых параметров.
НП
Такая заточка подразумевает подточку поперечной кромки, что делается для уменьшения ее длины и, соответственно, для снижения нагрузок, воспринимаемых инструментом в процессе сверления.
НПЛ
В данном случае кроме поперечной кромки подточке подвергается и ленточка, что позволяет уменьшить ее ширину в области режущей части. Подточка ленточки помимо уменьшения силы трения, создаваемой при сверлении, позволяет сформировать дополнительный задний угол сверла, что способствует облегчению процесса обработки.
ДП
Это двойная заточка, совмещенная с подточкой поперечной кромки. Выполнение заточки данного вида позволяет сформировать на рабочей части сверла по металлу одну поперечную и четыре режущие кромки, имеющие вид ломаных линий.
ДПЛ
Это аналогичный предыдущему вид заточки, при котором дополнительно подтачивают ленточку. Создание четырех режущих кромок при выполнении двойной заточки необходимо для того, чтобы уменьшить угол между периферийными участками режущих кромок. Такой подход позволяет улучшить отвод тепла от режущей части инструмента и, соответственно, значительно повысить его стойкость.
https://youtube.com/watch?v=8eIU12CbWMI
Похожие записи:
 Арка своими руками: пошаговая инструкция как сделать и смонтировать арку (125 фото и видео)
Арка своими руками: пошаговая инструкция как сделать и смонтировать арку (125 фото и видео)
 Из чего лучше сделать навес во дворе или на даче
Из чего лучше сделать навес во дворе или на даче
 Салат с икрой минтая, капуста и огурец
Салат с икрой минтая, капуста и огурец
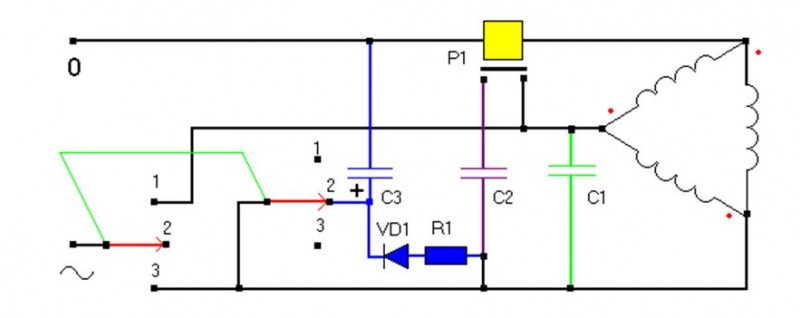 Двигатель на 380 подключить на 220 в через конденсаторы и без конденсаторов
Двигатель на 380 подключить на 220 в через конденсаторы и без конденсаторов
 Как сделать ножны для ножа своими руками из кожи, дерева и кайдекса
Как сделать ножны для ножа своими руками из кожи, дерева и кайдекса
 Каркасно-щитовые дома
Каркасно-щитовые дома