Содержание
Рекомендации по сварке
- В случае использования газового типа сварки запрещено быстро охлаждать свежие сварочные швы. Необходимо, чтобы изделие остыло без внешнего вмешательства.
- Если применяется стержни из вольфрама, обязательно надо помнить о правильной заточке наконечников.
- В процессе сварки не стоит спешить: двигаться нужно плавно и неспеша во избежание брака.
- При сваривании нержавейки и черного металла лучше больше захватить черного металла, так как это создаст очень хорошие плотные швы.
- Для повышения качества сварочных швов зачастую используют сварочный флюс, который помогает обезопасить процесс сварки и сделать его удобнее.
Интересное видео
Как ни странно, но и на качественной, хорошей нержавеющей стали со временем могут появиться следы ржавчины. Это происходит, как правило, в так называемой «агрессивной среде», при повышенной влажности и температуре. Чтобы этого не случилось, не следует допускать соприкосновения стали с пылью и стружкой металла.
При последующей обработке не подвергайте изделие вредному и разрушительному воздействию щелочи и кислот. После сварки на поверхности изделия образуется тонкий оксидный слой. Он ослабляет сопротивление соединения к коррозии. Коррозия разделяется на электрохимическую и химическую.
- Электрохимическая — это развал металла в электролитах.
- Химическая — это разрушение металла от воздействия окружающей среды.
Необходимость зачистки сварных швов
Заключительный этап сварки включает в себя очистку места соединения от шлака и окалины. Зачистка сварных швов после сварки проводится в три этапа:
- обрабатывается место вокруг сварочного соединения;
- полировка после обработки антиоксидом;
- лужение места соединения.
Зачистка сварных швов регламентируется ГОСТ 9.402-80 и выполняется для устранения, в том числе, дефектов рабочей поверхности. Согласно утверждённым стандартам это могут быть:
- Лунки.
- Кратеры.
- Свищи.
- Трещины в швах.
Важно рабочий процесс выполнять в соответствии с принятыми нормами. Нельзя допускать нарушения установленных стандартов
Необходимо в полном объёме использовать возможности шлифовальной техники и других механизмов зачистки.
Механическая чистка стыковочного места
Как зачищать сварочные швы болгаркой? Самый простой способ механического воздействия – это ручная зачистка болгаркой. В этом случае можно избавиться от дефектов, которые неизбежны при сварке:
- От окалины.
- Заусениц и окиси.
- А также следов побежалости.

Зачистка сварного шва болгаркой
Многие отмечают экономичность данного метода, и это подтверждённый факт.
https://youtube.com/watch?v=ZQv4j5d7z7o
Химическая чистка соединения
Как показывает практика взаимодействие двух способов: механического и химического воздействия – это наиболее эффективный и действенный вариант. Зачистка сварных швов может выполняться:
- методом травления;
- методом пассивации.
Давайте рассмотрим оба варианта. Определим отличия и выясним, в чём заключается каждый из вышеуказанных методов.
Зачистка сварных швов методом травления.
Это одна из стадий обработки сварного соединения, которая выполняется перед механической шлифовкой.
Работа проводится с использованием специального состава, позволяющего создать на рабочей (обрабатываемой) поверхности однородный слой.
Используя метод травления можно удалить участки с побежалостью. Травление допускается как отдельно взятых участков, так и полной заготовки.

Метод травления заготовки
В последнем случае материал лучше всего поместить полностью в ёмкость с травильным раствором. Нет чёткого регламента и времени на процесс травления при полном погружении.
Время в этом случае определяется в индивидуальном порядке. Зачистка сварных швов после сварки будет более эффективной, если после травления выполнить пассивацию. Это придаст месту соединения бонус в виде дополнительной прочности.
Пассивация.
Обработка сварных швов после сварки может выполняться методом пассивации. Процесс выглядит следующим образом. Обработка поверхности проводится специальным составом.
Нанесённый ровный слой на рабочей поверхности образует плёнку. Это необходимо для предотвращения старения металла, точнее, коррозии.

Использование метода пассивации
С химической точки это выглядит так: оксиданты, с размягчённой поверхности детали или заготовки, взаимодействуя с нержавеющей сталью, ликвидируют образовавшиеся свободные излишки.
А также активизируют образование плёнки для защиты рабочего объекта.
Зачистка угловых сварных швов выполняется в соответствии с установленными правилами государственного технического надзора. За качество зачистки отвечает сменный мастер. Результаты работы заносятся в технологическую карту ремонта сварных швов.
Техника безопасности
Выполняя сварочные работы независимо от способа необходимо изначально подготовить рабочее место и проверить оборудование.
Процесс подразумевает использование специальных защитных средств и рабочей одежды для сварщика. В том числе, необходимость проведения инструктажа и соблюдения норм противопожарной безопасности.
Перед началом сварки проводится инструктаж, результат которого заносится в рабочий журнал. Допуск имеют лица не моложе 18 лет прошедшие специальное обучение.
Заключение
Для качественного изготовления продукции с использованием сварочных работ обязательным условием является обработка поверхности. Обработка может выполняться разными способами.
Но цель одна: привести рабочий элемент в состояние полной готовности
Важность этого процесса регламентируется положениями ГОСТ и другими документами на государственном уровне
Можно сделать вывод, что обработка поверхности и удаление остатков сварки – это важный и неотъемлемый процесс, позволяющий в итоге получить желаемый результат.
Какими электродами варить сталь 12х18н10т.
- О Электродах
- Марки электродов
- Виды электродов
В наше время практически всем людям доступны почты все марки и виды электродов. Электроды делятся по разным классам по своим характеристикам, например их можно поделить на электроды для сварки высоколегированных и низколегированных сталей. Также электроды делятся на классы по материалу покрытия: основное, кислотное и обычное. Список классов, на которые делятся электроды очень большой, поэтому нет смысла его полностью перечислять. Одним из видов электродов являются электроды для сварки стали 12х18н10т, то есть они предназначены для сварки хромоникелевых сталей. Этот вид стали используется в тех случаях, когда изделие должно быть максимально устойчивым от коррозии и не поддаваться другим факторам окружающей среды. Также к изделиям, которые сварены электродами для сварки стали 12х18н10т предъявляются повышенные требования устойчивости от межкристаллической коррозии.
Во всем мире очень ценятся изделия из нержавеющей стали, поэтому популярность электродов для сварки стали 12х18н10т продолжает расти с каждым днем. Однако многих людей эти электроды привлекают еще и своим прекрасным сочетанием цены и качества. Поистине, такое сочетание встречается крайне редко, поэтому это как раз и является одним из самых главных преимуществ именно этих электродов.
А теперь давайте поговорим о самом процессе сваривания электродами для сварки хромоникелевых сталей. Сварка этими электродами производится во всех пространственных положениях при использовании постоянного тока обратной полярности. Также этим электродам сродни еще и такие качества, например стабильное горение дуги, низкое разбрызгивание металла, отличное формирование шва и легкая отделяемость шлака от поверхности изделия.
Непосредственно перед самим началом сваривания Вам необходимо прокалить электроды для сварки стали 12х18н10т в специальной печи для прокалки электродов при температуре от 300 до 350 градусов по Цельсию в течение одного часа. После полного остывания электроды готовы к использованию. Швы, сваренные этими электродами, могут поддаваться воздействию температуры до 350 градусов. Сварка электродами для сварки хромированной стали может, производится, как и ручная, так и дуговая в инертном газе.
Также для сварки этими электродами применяются еще и такие виды сварки, как плазменная сварка, импульсно-дуговая сварка, точечная и роликовая сварка, сварка в среде активных газов, сварка под флюсом, а также возможна и сварка сопротивления. Во время сваривания образуется пористый оксидный слой, который содержит в своем составе хром. Это приводит к снижению к устойчивости от коррозии, поэтому если Вам необходима высокая устойчивость к коррозии, то Вам нужно поддать материал последующей обработке для того чтобы изделие осталось таким же еще через несколько десятков лет.
Вот уже долгое время многие хозяиновитые люди продолжают сваривать для своего дома изделия из хромированной стали. Они без проблем заказывают их через пункт меню «Контакты» и остаются довольными.
- Расшифровка электродов
- Электроды по Маркам
Электроды Уони 13 45 Электроды АНЖР Электроды ProfHelper
Полировка сварных швов
Для того чтобы изделие после сварки обрело законченный вид сварочные швы необходимо обработать шлифовальным станком.
После сварки нужно привести изделие в должный, законченный вид, придать ему блеск, лоск и сияние. Благодаря применению новых технологий в полировке время на проведение этой работы значительно сократилось, а качество возросло.
Полировка — это использование специального шлифовального станка. Режим необходимо выбирать тот, который порекомендовал производитель. Особенности полированных труб заключаются в том, что они имеют безупречный внешний вид, отличаются износостойкостью и долговечностью. Полировка может быть ручной, ультразвуковой и машинной. В домашних условиях может подойти обычная наждачная бумага, шлифовальные абразивные материалы, напильники.
Первый шаг — избавиться от грубого шва, сделать поверхность гладкой и однородной. Для выполнения этой задачи вам потребуется доводочный круг. Он с легкостью снимет грубый шов, удалит окалину. Теперь поверхность подготовлена к дальнейшим действиям.
Второй шаг — выведение рисок от первой обработки. Поверхность доводится до состояния, близкого к конечному. Иногда на этом этапе можно остановиться. Поверхность уже сейчас хорошо выглядит.
Третий шаг — финальная полировка. Доведение металла до зеркального блеска. При этом при полировке нержавейки с поверхности удаляются микроскопические дефекты, а при шлифовке — грубые.
Химическая обработка
Здесь зачистка сварных участков будет проводиться только путем травления или пассивацией.
Травление швов проводится перед механической шлифовкой. Для этого используют химические составы, которые создают на местах соединения антикоррозийное покрытие. С помощью травления можно устранить с металлических конструкций окисленные никель и хром, которые вызовут ржавчину, если их оставить.
То, как будут использоваться средства для травления, зависит от величины участков, которые нужно защитить, а также типа металла. Это повлияет на время обработки и то, будет ли деталь полностью помещаться в травильный раствор или им будет покрываться нужная небольшая часть.
 Химическая обработка защищает металл от окислов и ржавчины
Химическая обработка защищает металл от окислов и ржавчины
Другим методом очистки сварных участков будет пассивация. Здесь используемые составы, оксиданты, будут мягко снимать свободный металл с поверхности, а после образуют устойчивую к коррозии пленку.
Однако, при обработке пассивацией используются сильные реагенты. Поэтому после их остатки нужно смыть с металлической детали, а воду, в которой проводилось промывание, правильно утилизировать.
Сам раствор, которым проводилась пассивация, будет содержать кислоты. Его нужно нейтрализовать щелочью, после профильтровать, а потом утилизировать по нормам.
Сварка аппаратом инверторного типа
Область занятий весьма обширна в силу мобильности устройства. Инвертор не привязан к одному месту, поэтому с ним можно работать дома или на производстве. Ручную дуговую сварку для работ с нержавейкой лучше использовать:
- Для создания коротких швов.
- Для выполнения деталей в небольших объемах.
- При установке металлоконструкций. Этот метод не используется при выполнении большого объема работ.
- Для создания прихваток под основные сварочные работы при установке конструкций.
- Для устранения сварочных недочетов после проведения процесса.
- Для наплавки.
Соединять таким способом при использовании инвертора можно небольшие детали или трубы, соблюдая последовательность процесса. Многие новички задают вопрос о том, как сварить нержавейку инвертором в домашних условиях, что действительно при отсутствии опыта не так просто сделать. Можно приобрести для проведения работ небольшой инвертор «Ресанта». Он имеет малый вес и отличные технические характеристики. Разнообразие модельного ряда позволит выбрать подходящий аппарат.
Может ли нержавейка ржаветь
Нержавеющая сталь имеет несколько марок сплавов, каждый из которых характеризуется некоторыми отличиями. К примеру, чем выше в сплаве содержание никеля, тем выше его антикоррозионная стойкость.Теоретически, не исключен вариант, когда установленный вами элемент из нержавейки все же начнет ржаветь. Дело, скорее всего, именно в неправильном выборе марки.
Существует несколько классификаций и марок нержавеющих сталей. В настоящее время, фактическим международным стандартом является американская классификация AISI (аналог нашего ГОСТа в отношении металлов и сплавов).
Для производства ограждений и перил активно используются 3 марки стали:
- AISI 304 – самая качественная. Аналог по российскому ГОСТу – 08Х18Н8. Содержит не менее 8 % никеля и не менее 18 % хрома, что делает сплав устойчивым к воздействию различных агрессивных химикатов, не говоря уже о водной коррозии. Изделия из этой марки стали могут использоваться в качестве наружных ограждений, а так же в помещениях с высокой влажностью воздуха (бассейны, например).
AISI 201 – более дешевый заменитель вышеуказанной марки. Аналог по ГОСТу России – 12Х15Г9НД. Отличается низким содержанием никеля (около 1 %) и чуть меньшим содержанием хрома (в районе 15 %). Данная марка отлично подходит для использования внутри помещений, так как имеет низкую стоимость и обладает достаточной устойчивостью к коррозионным процессам в условиях отсутствия прямого воздействия воды и повышенной влажности. Для использования вне помещений или в помещениях с высокой влажностью не рекомендуется.
AISI 430 – самый дешевый сплав, отличающийся полным отсутствием никеля. Ближайший аналог по ГОСТу – 12Х17. Данная марка стали обычно используется для производства крепежных деталей и некоторых внутренних элементов для оборудования, работающего в условиях агрессивных сред. Однако, для производства больших конструкций, для которых важен привлекательный внешний вид, она подходит плохо, так как следы ржавчины появятся на ней относительно быстро.
Итак, нам нужны долговечные перила или ограждения. Что для этого требуется?
- Правильная марка стали. Для наружных элементов выбирайте AISI 304, а для внутренних пойдет и AISI 201. Марка AISI 430 для производства ограждений не годится.
Поинтересуйтесь гарантиями производителя (продавца). На изделия из качественной стали она будет не менее года, а то и выше.
Правильный уход. Чистку изделий из нержавейки необходимо проводить таким образом, чтобы не повредить верхний слой материала. Именно он защищает сталь от коррозии, и использование жестких щеток или порошковых чистящих средств может его разрушить.
Методы сварки нержавеющей стали
При осуществлении процесса по сварке нержавейки в домашних условиях или на производстве, обычно используют три приема:
- Сварка обычными электродами. В этом случае плавящийся при осуществлении работы электрод является основным материалом для соединения деталей и создания самого шва. При осуществлении дела сварщик использует сварочный аппарат инверторного типа.
- Сварка вольфрамовыми электродами аргоновая. Суть процесса сводится к плавлению металла на заготовленной металлической детали неплавящимся электродом. В этом случае материалом для создания шва служит сам металл. Аргон в этом случае выполняет защитную функцию сварочной ванны. Аргоновая сварка может также выполняться с применением присадочной проволоки без покрытия.
- Электросварка плавящимся электродом с использованием полуавтомата. Процесс производится в газовой среде с применением аргона с углекислотой или одной углекислоты.
Критерии выбора электродов
 Чтобы правильно соединить заготовки нержавейки, необходимо выбрать подходящие электроды. Они должны предназначаться для процесса с таким материалом и подбираться с учетом его толщины. Чтобы не запутаться в широком ассортименте представленных товаров, можно прибегнуть к опыту профессиональных сварщиков.
Чтобы правильно соединить заготовки нержавейки, необходимо выбрать подходящие электроды. Они должны предназначаться для процесса с таким материалом и подбираться с учетом его толщины. Чтобы не запутаться в широком ассортименте представленных товаров, можно прибегнуть к опыту профессиональных сварщиков.
Многие мастера своего дела применяют для сварочного процесса с нержавейкой электроды шведской фирмы ESAB марки ОК 67.60. Они применяются для соединения коррозиестойких сталей. Электроды имеют рутилово-кислое покрытие и обеспечивают легкий повторный поджиг, отлично держат дугу, что позволяет получить чистый и ровный шов. Образующийся в процессе производства шлак легко отделяется от металла.
Для сваривания нержавейки электроды должны отвечать следующим требованиям:
- Обладать небольшим температурным расширением.
- Отличаться высокой упругостью.
- Иметь высокую степень износоустойчивости и теплопроводности.
- Иметь большое сопротивление термической ползучести.
Электроды с базисным покрытием выпускаются отечественной промышленностью. Они не всегда подойдут новичку, в отличие от предыдущей марки электродов, но будут стоить дешевле импортных, чем и объясняется их востребованность на производстве. Для работы со сталью чаще всего используют электроды марки ОЗЛ-8 и ЦЛ-11.
Эти материалы способны обеспечить шву неплохие антикоррозийные свойства, но предрасположены к частому залипанию и созданию нестабильной дуги. Для проваривания большого количества швов рекомендуется приобретать электроды НЖ-13. Они обеспечивают надежное соединение и образуют тонкий слой шлака, который после остывания отпадает самостоятельно.
Кислоты и гели
Чтобы удалить все цветовые переходы после сварки, и устранить оксидный слой содействующий коррозии, используют травление нержавеющей стали. Это относится к кислотному виду обработки материала. Можно использовать серную или соляную кислоту. Подойдут и аналоги, такие как: плавиковая или азотная. Они выпускаются в виде гелей и паст. Существуют и специальные аэрозоли. Процедура происходит так:
- После сварки с поверхности удаляются окалины и мусор. Для этого используется металлическая щетка.
- Изделию дают время остыть до температуры 50 градусов.
- Состав наносится сверху или конструкция погружается в емкость с кислотным средством.
- После 30 минут кислоту смывают большим количеством воды.
Рабочему важно быть в респираторе, поскольку в воздухе будет большое количество паров, опасных для органов дыхания. Защищать требуется и кожу на руках, для чего надеваются резиновые перчатки
При попадании кислоты на открытый участок кожи необходимо быстро и тщательно промыть место большим количеством воды.
Еще одним способом обработки является электрохимическое травление. Для этого используют емкость с кислотой. От источника тока исходит два провода, которые через сопротивление помещаются в жидкость. К «плюсу», который состоит из свинцовой пластины, крепится изделие. «Минус» свинцовой пластины свободно опускается в кислоту. Замыкание напряжения в составе содействует отделению окислов с поверхности нержавейки, но предотвращает перенасыщением водорода. Процедура длится до 8 минут.
Благодаря разнообразным способам обрабатывания нержавеющей стали можно получить красивый вид в месте ведения сварки. Это кропотливый процесс, требующий усердия и настойчивости, но благодаря таким мерам создается зеркальная поверхность изделия, которая не будет ржаветь в будущем из-за слабого оксидного слоя.
Технологии зачистки сварных швов
Существуют три основных способа зачистки соединений после сварки:
Обработка термическим способом. Метод позволяет удалять из материала остаточные напряжения, которые формируются в процессе проведения сварки. Термообработка бывает двух типов: местная (осуществляется нагревание/охлаждение исключительно самого сварного шва) и общая (термообработка полностью всей металлической конструкции).
Обработка механическим способом. Осуществляется снятие с поверхности материала остаточного шлака, зачищенный шов проверяется на прочность. Например, сварочное соединение очищается от шлакообразования, простукивается молотком.
Очистка химическим способом. На участок соединения металлических элементов конструкции наносится специальный антикоррозионный материал. Например, сварочные швы обрабатываются грунтовочным лакокрасочным составом.
https://youtube.com/watch?v=mZnkrJ7_W_U
Выбор инструмента
К зачистке сварочных швов после сварки нужно подходить индивидуально, правильно подбирать оборудование, расходные материалы.
Например, в качестве инструмента могут использоваться:
- обыкновенная щетка по металлу;
- специальная шлиф-машинка;
- угловая шлифовальная машина с абразивными кругами.
Пример:
В судостроительной промышленности эффективно используются шлифовальные машины передвижного типа, так как к металлической конструкции достаточно больших размеров намного проще подъехать, чем постоянно перемещать инструмент от одного участка к другому.
Особенности зачистки изделий после сварки
Завершающим этапом сварочных работ является очистка места соединения от шлака и окалины.
Данная процедура выполняется в несколько этапов:
- обработка шва;
- полировка антиоксидантом;
- лужение соединения.
Первый этап выполняется с целью устранения дефектов. К ним относятся лунки, кратеры, свищи, трещины в швах.
Очень важно, чтобы подготовка кромок под сварку и процесс конечной обработки соединения выполнялись в соответствии с установленными стандартами. Допускать нарушения в технологии обработки не рекомендуется, так как это может привести к снижению качества сварного соединения
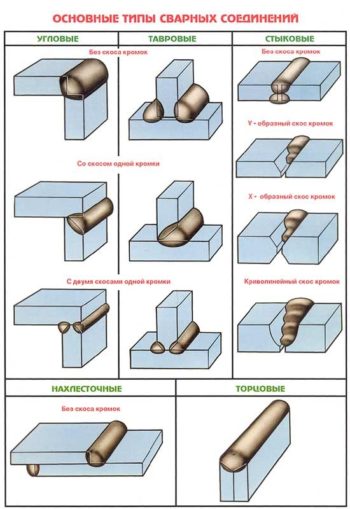 Основные разновидности сварных соединений.
Основные разновидности сварных соединений.
Существует три основных метода, позволяющих обработать сварочный шов:
- термический;
- механический;
- химический.
Первый метод позволяет существенно снизить или полностью убрать остаточные напряжения в металле после сварки. Термообработка может осуществляться в соответствии с двумя технологиями: местной – нагревается только область соединения, и общей – нагреву подвергается вся деталь.
Кроме снижения напряжений, термический отжиг позволяет сделать структуру шва и область вокруг него более устойчивой к воздействию внешних факторов. Кроме того повышаются эксплуатационные показатели изделия: увеличивается стойкость к коррозии, жаропрочность и т.д.
Суть термообработки заключается в нагреве соединения или детали до определенной температуры. Затем изделие охлаждается с необходимой скоростью, зависящей от типа детали.
Термообработку проводят с помощью специализированного оборудования.
Выделяют четыре типа устройств для выполнения данной процедуры:
-
Индукционные агрегаты используются для трубопроводов.
Принцип работы подобных устройств заключается в применении медных многожильных проводов с воздушным охлаждением, составляющими индуктор. Индуктор устанавливается на трубопровод на определенном расстоянии от него. Чем больше зазор, тем хуже используется мощность аппарата, поэтому его следует устанавливать заподлицо к сварному шву. - Гибкие нагреватели сопротивления – одни из самых распространенных устройств.
-
Муфельные печи.
Данный тип устройств требует особого внимания к контролю равномерности нагрева изделия. Нецентрированная установка детали в печь может привести к нарушению технологии термообработки. -
Обработка с применением газопламенного оборудования.
В таком методе используются газопламенные горелки.
Достаточно часто, чтобы избежать потерь при нагреве, используют разнообразные теплоизоляторы.

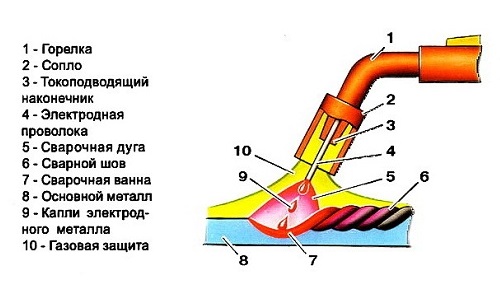
Дефекты сварных швов.
Существует несколько технологий обработки металла. Предварительный нагрев применяется как до выполнения сварки, так и во время нее, при работе с низкоуглеродистыми сталями.
Высокий отпуск заключается в нагреве материала до 650-750 °С. Точное значение температуры определяется маркой стали. Такая обработка длится до пяти часов и позволяет снизить напряжения на 80%, а также повышает эластичность и стойкость металла к механическим нагрузками.
К углеродистым и низколегированным маркам стали применяется нормализация. Процесс осуществляется при 950 °С. По завершению обработки деталь выдерживается и охлаждается при нормальных условиях. В результате снижается зернистость, напряжения и увеличивается прочность соединения.
https://www.youtube.com/watch?v=zrMvuPkVF20
Числовой эквивалент стойкости к точечной коррозии (PREN)
Показатель RREN относится к справочным, он показывает склонность разных видов и марок нержавейки к появлению питтингов. Числовой эквивалент стойкости к точечной коррозии применяют как ориентир, но не как абсолютное руководство для предопределения коррозионной стойкости.
Обычно наиболее устойчивыми к точечному ржавлению оказываются молибден, хром и азот в качестве добавок при легировании. Чем выше цифра RREN, тем более стойкой будет сталь к появлению питтингов. Вот справочная информация по RREN:
| Марка стали | RREN |
|---|---|
| 444 | 25 |
| 430 | 16 |
| 304 | 19 |
| 316 | 26 |
| 304LN | 21 |
| 904L | 36 |
| 316LN | 27,5 |
| SAF 2507 | 42 |
| Zeron 100 | 41 |
Как избежать повреждений
Коррозионная стойкость напрямую зависит от состояния поверхности изделия. Поэтому, чтобы избежать механических, химических и прочих дефектов на металлургическом заводе материал производят практически в «лабораторных» условиях. Готовая продукция проходит контроль, после чего упаковывается. В начале листы металла прокладываются бумагой, потом весь пакет оборачивается водонепроницаемой бумагой и укладывается на деревянные поддоны
Но все эти предосторожности не всегда помогают избежать повреждений. Погрузка, транспортировка и разгрузка практически всегда являются «критическими» событиями, во время которых качественный нержавеющий металл, отправляемый с завода, может быть поврежден
Например, вилочные погрузчики и краны могут повредить кромки листов или рулонов. Плохо закрепленные упаковки могут перемещаться при транспортировке, что не лучшим образом отразится на их качестве. Риск при разгрузке еще выше, чем при погрузке. Это обусловлено тем, что покупатели, зачастую, не имеют всего необходимого оборудования.