Содержание
Производители
Особое внимание стоит уделить производителю оборудования. Ленточная пила, как и любой станок, используемый в деревообработке, должна отличаться качеством и надежностью, не стоит гнаться за временной выгодой, лучше сразу купить хорошее устройство. Производителей с именем не так и много
Производителей с именем не так и много.

- Arntz (Германия). Один из мировых лидеров в производстве оборудования для деревообработки. Пилы данного производителя отличаются высоким качеством, но относятся к устройствам высшего ценового сегмента.
- Lenox (США). Популярная американская компания, выпускающая качественные станки. Отличительная особенность продукции – фирменное покрытие режущих кромок, гарантирующее долговечность и низкую стоимость эксплуатации.
- Wikus (Германия). Отличное немецкое качество плюс широкий ассортимент. В каталоге продукции каждый выберет себе станок, полностью отвечающий его пожеланиям.
- Forezienne (Франция). Фирма предлагает широкий ассортимент пил и другого оборудования для деревообработки. Режущий инструмент данного производителя характеризуется отличным качеством и высокой надежностью.
- Lennartz (Германия). Компания специализируется на изготовлении ленточных пил различного предназначения, предлагает как небольшие бытовые станки, так и оборудование для лесопилок.
- Doall (США). Небольшая фирма, которая сумела хорошо зарекомендовать себя на рынке деревообрабатывающего оборудования. Предлагает широкий ассортимент пил, запасных частей и приспособлений к ним.
Широкий ассортимент ленточных пил предлагают китайские производители. Эти устройства выгодно отличаются низкой ценой, но далеко не всегда могут похвастаться высоким качеством.
Виды ленточнопильных станков
По способу расположения ленточнопильные станки разделяют на:
- Вертикальные. Они оснащаются пильной рамой, расположенной вертикально. Вертикальные ленточнопильные станки по дереву разделяются на малогабаритные и крупногабаритные. Пила, установленная в малогабаритных устройствах, является основным подвижным механизмом. В крупногабаритных приборах заготовка перемещается оператором в необходимой плоскости.
- Горизонтальные. Они оборудуются пильной рамой, расположенной горизонтально. Эти устройства применяются для обработки крупногабаритных пиломатериалов из твердых пород древесины.
В соответствии со степенью автоматизации выделяют следующие виды распиловочных станков:
- Ручные. В процессе эксплуатации устройства оператор должен самостоятельно подавать деревянные заготовки. Процедура распила брусков также осуществляется вручную. Ручные ленточнопильные станки чаще всего используются в домашних мастерских.
- Полуавтоматические. В этих устройствах автоматизирована работа ленточной пилы и тисков. Полуавтоматические механизмы устанавливаются на мебельных фабриках.
- Автоматические. Все механизмы этих приборов полностью автоматизированы. Автоматические приборы используются на крупных промышленных производствах. Они занимают большое количество пространства.
По типу ленты станки разделяются на:
- Устройства с узкими пильными лентами. Их ширина составляет не более 6 см. Узкие пилы нельзя затачивать. Поэтому их нужно полностью заменять в случае износа.
- Устройства с широкими пильными лентами. Их ширина может достигать 30 см. Станки с широкими пилами отличаются высокой производительностью. Они способны обрабатывать изделия из твердых пород древесины и толщиной до 1 м.
Станки классифицируют по мощности и размерам:
- Столярные. Отличаются невысокой мощностью и малыми габаритами. Они имеют настольную модификацию. Эти станки используются в столярных мастерских.
- Делительные. Они способны делить бревна на пласты и имеют средние габариты. Применяются при производстве мебели.
- Бревнопильные. Эти станки отличаются высокой мощностью и большими размерами. Они устанавливаются на предприятиях по деревообработке.
Также существуют отдельные классификации ленточнопильных станков по количеству скоростных режимов, объему обрабатываемой продукции в единицу времени и углу поворота.
Подготовка к сборке пилорамы
Конечно, в наше время можно приобрести и уже готовые материалы, и промышленную заводскую ленточную пилораму. Но зачастую это связано с большими финансовыми затратами. Выгодней и практичней собрать ленточную пилу по готовым чертежам собственными руками. Это особенно актуально, если есть частный дом или гараж. В этом случае пилорама оправдана в бытовых условиях.
Для сборки собственной пилорамы необходимо иметь чертежи, режущее полотно, некоторые детали и изучить немного теории. На схеме должны быть отражены размеры и используемые материалы.
Выбор размера инструмента
Длина и ширина пилы зависят от соответствующих параметров станка. Для уточнения надо использовать рекомендации и инструкции к станку, а также чертежи ленточной пилы по дереву своими руками.
Общие рекомендации при выборе оптимального варианта:
- Для продольной резки применяют широкие ленточные пилы, поскольку они обладают максимально ровным пилением.
- Для тонких заготовок требуются тонкие пилы. Чем толще пила и тоньше деталь, тем больше шансов повредить заготовку.
- При резке скруглений или фигурном вырезании ширина режущего полотна должна быть меньше радиуса скругления. Ширина современных пил колеблется от 14 до 88 мм. Обычно для большинства работ достаточно 35—40 мм.
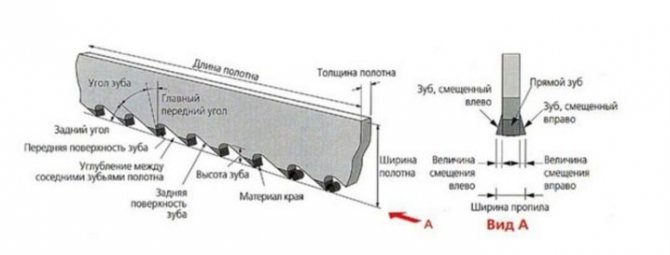
Значение разводки зубьев
Шаг зубьев — это расстояние между острыми краями пилы. Для правильного и эффективного использования инструмента нужно придерживаться общих правил:
- При обработке тонкого материала требуется пила, имеющая крупные зубья. При этом шаг зубьев должен быть равномерным.
- Если поверхность резки длинная, то для распила должен подойти постоянный частый шаг.
- Для порезки натуральных или синтетических полотен нужны полотна с переменными зубьями. Такая пила при работе с мягкой структурой не будет забиваться и скорость работы увеличится.
Качество порезки зависит от разводки зубов. Чем разводка качественней, тем меньше уровень вибрации и тем дольше прослужит сама пила:
- Для работы с тонкими материалами или маленькими заготовками подойдет волнистый профиль.
- Стандартный профиль используют при контурной порезке или обработке объемных деталей. Этот профиль имеет попеременное расположение резцов в разные стороны полотна, при этом один сегмент расположен в центре.
- Зубцы, расположенные попарно в обе стороны, образуют переменный профиль. Он отличается пониженной нагрузкой на режущий край. Сам агрегат стоит дороже, но зато более прочный.
Перед приобретением конкретной пилы надо узнать существует ли возможность повторной заточки и сколько циклов может выдержать материал полотна.
В соответствии с материалом существует следующая классификация полотен:
- Биметаллические. Для работы с нержавейкой или прочными сплавами. Лента обладает повышенной прочностью.
- Алмазные. Это обработка каменного материала, различных минералов. Алмаз, кварц, мрамор.
- Твердосплавные. Резка труднообрабатываемых сплавов.
- Лента из инструментальной стали. Отличный выбор при порезке простых материалов. Этот вид полотен чаще всего используют в маленьких мастерских или домашних условиях.
Виды ленточных полотен
Необходим грамотный подход к выбору оборудования для распилочных работ. Чтобы при эксплуатации не возникало проблем, надо правильно учитывать технические характеристики, допустимую область применения, возможности инструмента. Не последнюю роль играют параметры зубцов, размер полотна и качество заточки режущей кромки.
Разнообразие пил может смутить даже опытного мастера. В зависимости от того, что они обрабатывают, их принято разделять на типы. Это может быть:
- Обработка дерева.
- Резка камня.
- Работы по металлу.
- Распилка синтетического материала.
При работе с металлом или камнем нужно использовать инструмент, в котором присутствуют сверхпрочные сплавы. Иначе возможны случаи поломки, брак при обработке деталей или разрыв режущего полотна. Прежде чем самостоятельно собирать или приобретать подобное оборудование, нужно определиться с основными рабочими задачами и оценить объем предстоящих работ.
Если необходимо выполнить значительный объем работ различной направленности, связанный с использованием дерева, досок, тогда придется применить распиливание. Для этого понадобятся как бревна, так и инструмент для обработки — пилорама.
Видео изготовления самоделок
Далее представлены видеообзоры самостоятельного изготовления ленточных машин.
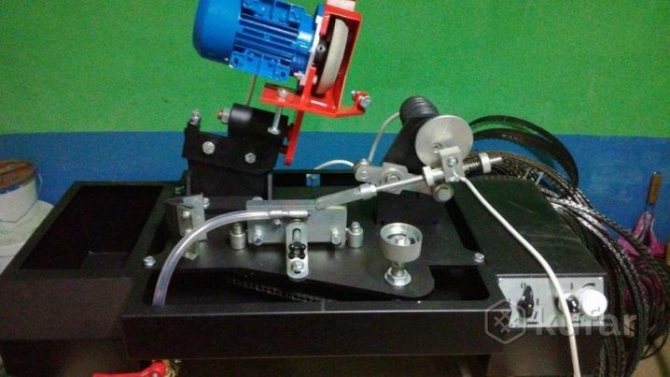
Самодельный с маятниковым механизмом, гидроцилиндром, ускорением распила
Составными частями оснащения и его основными отличительными характеристиками являются:
- расширительный бачок гидроцилиндра;
- регулировка подачи пилы;
- ременная передача на 3 скорости;
- асинхронный двигатель, работающий от сети 220В, мощность — 0.75кВт;
- червячный редуктор;
- направляющие пильного полотна состоят из трех подшипников 6000RS;
- регулировка рабочей зоны полотна;
- узел натяжения полотна;
- регулировка наклона шкивов, диаметром 173 мм.;
- размеры полотна 13х0,65х1510 мм.;
- пружины-противовесы;
- маятниковый механизм;
- тиски из УСП, ширина губок — 180, высота — 120, полезное раскрытие — 170 мм..
Это интересно: Твердомер по Роквеллу Выполняется демонстрация распила чугунной детали диаметром 130 мм., время работы — 25 минут, дюралюминий Д16Т диаметром 60 мм.
Станок с сечением реза до 250 мм
В видеообзоре демонстрируется работа и конструкция ленточной пилы с сечением реза до 250 мм.
Рабочая и ускоренная подача траверсы реализуется с помощью шарико-винтовой подачи и шагового двигателя, мощностью 1 кВт.
Управление механизмом осуществляется с помощью панели управления.
Гидравлика отсутствует.
Часть 1
Подробная инструкция по изготовлению ленточного станка по металлу, обладающего следующими отличительными свойствами и особенностями конструкции:
- редуктор 1-30;
- размеры полотна — 2480х27х0,9 мм.;
- размеры роликов (подшипников) под полотно — 22х8х7 мм.;
- двигатель — 1,1 кВт, 1400 об./мин.;
- диаметр шкивы — 300 мм.;
- максимальный диаметр круглых заготовок — 220 мм.;
- угол наклона станины — 50 градусов.
Часть 3
Возможно, посмотрев ролики, вы решите, что легче купить станок. Тогда можно выбрать продавцов в этом разделе. Производители (зарубежные и российские) также предлагают широкий выбор агрегатов. Кстати, можно приобретать оснащение в кредит и в лизинг. Компании, предоставляющие эти услуги представлены здесь.
Если будут нужны комплектующие, например, пилы и другие компоненты и расходники, можно обратиться в компании из этого списка.
Поломки ленточных станков возможно исправить, обратившись к специалистам по ремонту.
Для выполнения распила нестандартных деталей рекомендуется прибегнуть к услугам ленточнопильной резки, которая выполняется профессионалами на мощном и своеремнном оснащении.
Ленточный станок по дереву — пошаговое изготовление
Как только все инструменты и материалы будут собраны, можно переходить непосредственно к изготовлению.
Сборка каркаса
Для изготовления нужно использовать крепкие породы дерева. Часто используют доски из старой мебели. Для начала необходимо сделать чертеж ленточной пилы по дереву своими руками в соответствии с конкретными параметрами.
Монтаж штанги и опоры для шкивов
Самые простые станки можно изготовить из фанеры или брёвен. Толщина штанги должна быть 8 на 8 см. К ней нужно прикрепить несколько опор — для фиксации шкива. Желательно использовать многослойную жесткую фанеру.
Специалисты не рекомендуют использовать большой зазор — при регулярном использовании станок будет раскачиваться из-за создаваемых зазоров.
Стол
Высота основы для самоделки зависит от роста конкретного человека
Важно обращать внимание, чтобы приводной и нижний шкивы, и создаваемая в работе стружка могли свободно помещаться в созданном пространстве. Форму можно выбрать любую, но обычно используют вариант закрытой тумбы, наподобие барабана. Он станет контейнером для сбора опилок
Он станет контейнером для сбора опилок.
Столешница должна быть смонтирована на нижней опоре.

Столешница-самоделка
Создание шкивов и их монтаж
Механизм натяжения требуется сварить. Диаметр шкивов можно выбирать в произвольном порядке, но, чем он больше, тем дольше прослужит ленточная пила без замены каких-то деталей.
Выбирать полотна следует с соотношением 1 к 1000 (по отношению к диаметру шкива). Если детали будут длиной в 40 см, то диаметр должен составлять 4 мм.
При выборе параметров нужно учитывать некоторые особенности:
- Рассчитывают длину окружности шкивов: Д=3,14*R.
- Режущий диск должен вращаться со скоростью не больше 30 м/с.
- Далее высчитывают число оборотов — 0=30 м/с.
- Теперь идет вычисление для оборотов движка к вращению шкива.
- Развод зубьев можно выбрать индивидуально.
Чтобы лента размещалась в центре и не уходила в стороны, требуется сделать кромку выпуклой с углом в 5-10 градусов. На шкиве должна быть маленькая канавка, куда помещается ремень. Сверху всё это обтягивается резиной.
Подобранный диаметр должен получиться меньше шкива (примерно в 2 раза), тогда полотно не соскользнет. Верхняя часть закрепляется к подвижному блоку, и ставится в горизонтальную позицию. Таким образом, натяжения кромки будет достаточным. Для этого необходимо применять механизм натяжения: кусок древесины под блоком, к которому подсоединяется пружина. Когда мастер жмет рычаг, аппарат поднимается и пила натягивается.
На нижнем блоке необходимо закрепить несколько шкивов: 1 — ведущий, 2 — ведомый. При этом нужно убедиться, что они качественно сбалансированы. Для закрепления верхнего шкива желательно использовать самоцентрирующийся подшипник.
Направляющие полотна
Теперь направляющие зафиксировать под углом в 90 градусов. Таким образом, срез будет получаться максимально ровным и без перекосов. Самое простое решение — прикрутить к брусу несколько подшипников: для фиксации плоской стороны, остальные нужны для крепления по бокам. Направляющие необходимо выровнять по отношению к точке фиксации опоры.
Завершающая отделка
Приступать к работе можно сразу после сборки, но желательно оснастить агрегат кожухом для закрытия шкива.
Чтобы древесина прослужила как можно дольше, её нужно покрыть лаком.
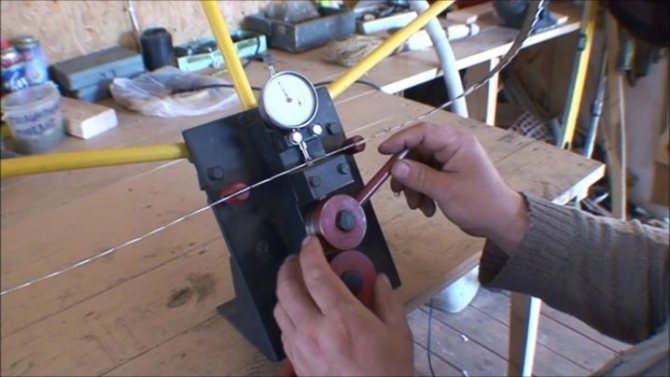
Пайка
Когда контактный метод сварки недоступен, применяют высокотемпературную пайку серебряными припоями со специальным пастообразным флюсом на основе буры. Для закрепления концов полотна используется несложное самодельное устройство. Нагрев осуществляется газовой горелкой.
Пайка производится по стандартной методике. На скошенные торцы пилы наносится флюс. После зажатия в приспособлении место соединения нагревается до температуры плавления припоя, положенного рядом. Под действием капиллярных сил он начнёт затягиваться в стык. После того как припой появится по всей линии соединения нагрев прекращается. После остывания пила вынимается и очищается от наплывов.
Описание ленточных пил
 Два вращаемых колеса, поддерживающие ленту, размещаются на станине. Они приводятся в действие с помощью привода, идущего от электрического мотора. Режущая лента фиксируется двумя роликами и упором рядом с рабочим столом, предусмотрена ее регулировка. Размер зубьев на пильном полотне определяют от величины агрегата и рода операции, как и в ручных пилах. Затачиваются зубья по форме универсального профиля.
Два вращаемых колеса, поддерживающие ленту, размещаются на станине. Они приводятся в действие с помощью привода, идущего от электрического мотора. Режущая лента фиксируется двумя роликами и упором рядом с рабочим столом, предусмотрена ее регулировка. Размер зубьев на пильном полотне определяют от величины агрегата и рода операции, как и в ручных пилах. Затачиваются зубья по форме универсального профиля.
Чтобы полоску режущего полотна замкнуть в кольцо, используют пайку припоем из меди, так крепят между собой концы и соединяют место разрыва при ремонте. В заводских условиях пайку ведут электрической сваркой, небольшие мастерские используют горелку или специальные клещи.
Разновидности агрегатов
Они выпускаются трех видов:
- агрегаты с зубчатым полотном;
- станки беззубого трения;
- пилы, работающие по принципу электроискрового воздействия.
От ножовочного полотна полоска зубчатой пилы отличается размером по длине и делается в виде кольца, но по внешнему виду в разомкнутом состоянии они не отличаются. Используются зубчатые полоски для установки в ленточных станках по металлу или дереву, применяются в мясном и рыбном производстве для разделки туш, в промышленности с их помощью режется пенобетон, минеральный утеплитель, пенопласт и другие строительные материалы.
Принцип ленточного беззубого трения применяют по тому же принципу, что и кольцевые пилы трения. На рабочем полотне также расположены зубья, но их форма способствует не резанию, а нагреванию обрабатываемого слоя. Выделение тепла в этом случае повышает производительность агрегата. Режущее полотно в пилах трения изготавливается толщиной 0,6−1,7 мм, при ширине от 6 до 26 мм.
Электроискровое действие пилы применяют при раскрое заготовок с толщиной 150−400 мм, которые не поддаются обработке круглыми пилами из-за больного шага и диаметра, вызывающего сильное биение.
Виды материала для полотен
Для резки древесины чаще всего используют полосы из сталей с высоким содержанием углерода, полотна с напайками зубьев из твердосплавного материала и биметаллические полосы. Биметаллический вариант предусматривает гибкое полотно и твердые зубья, для чего применяют два вида металла. Основа полосы делается из пружинистого материала, к нему с помощью электронно-лучевого вида сварки приваривается инструментальная быстрорежущая проволока, из которой впоследствии фрезеруется зубчатый профиль.
Выпускают полотна, универсальные в применении и специальные пилы, применяемые для конкретных сталей. Область использования выбирается с учетом параметров зубьев:
- крупность;
- твердость;
- геометрия;
- разводка.
Для резки крупных заготовок используют полосы с большими зубьями, в частности, для обработки листового металла значительных размеров применяют полотна с элементами увеличенного размера. Чтобы избежать биения полотна и резонансных явлений, на одной полосе крепят зубья разного размера (переменный шаг).
 Твердость режущих элементов зависит от этого показателя стали. Чаще всего при изготовлении зубьев применяется металл с обозначением М42 (это означает твердость кромки по категории Виккерса — 950 единиц). Чтобы обрабатывать инструментальную сталь, такого показателя мало, поэтому берется твердость зубьев М71 (100 единиц по Виккерсу), работы средней сложности требуют твердости М51.
Твердость режущих элементов зависит от этого показателя стали. Чаще всего при изготовлении зубьев применяется металл с обозначением М42 (это означает твердость кромки по категории Виккерса — 950 единиц). Чтобы обрабатывать инструментальную сталь, такого показателя мало, поэтому берется твердость зубьев М71 (100 единиц по Виккерсу), работы средней сложности требуют твердости М51.
Геометрическая форма определяется углом заточки и профилем режущего элемента. Чтобы резать профиль (швеллер, уголок, тавр, двутавр, трубы) в размер, требуется формировать зубья с усиленными спинками. Это диктуется специальной формой профиля, при резке которой возникает ударное действие и вибрация, ведущие к возникновению сколов и трещин. Чтобы обрабатывать вязкую нержавейку или другие материалы с подобными показателями, зубья делают острыми, между ними оставляется значительный промежуток.
Разводка режущих элементов делается в зависимости от размеров и массивности обрабатываемого материала. Например, для предупреждения защемления при резке сплошного массивного материала применяют полосы на пиле с чередованием узкой и широкой разводки.
Виды пил в зависимости от работы с материалом
 Следующее разделение на категории производится по материалу обработки:
Следующее разделение на категории производится по материалу обработки:
- для камня;
- для металла;
- для дерева;
- для синтетики.
Работа с твердыми материалами (металл, камень) проводится инструментом, у которого рабочее пильное полотно усилено сверхпрочными зубьями из соответствующих сплавов. Неправильный выбор пильного полотна ведет к его разрыву и порче кромок на обрабатываемой заготовке. Перед покупкой пилы определяют фронт дальнейшей работы.
Как грамотно заточить полотно?
Согласно статистике, более 80% случаев разрывов приспособления случается по причине неисполнения приемов затачивания полотен. Потребность в заточке выявляется зрительно – по облику самих зубьев либо состоянию места пропила (повышение неравномерности плоскости).
Камни для затачивания ленточных полотен подбирают исходя из жесткости зубьев. Для затачивания изделий из углеродистой и легированной стали пользуются корундовыми камнями. Полотнам из биметалла требуются боразоновые (эльборовые) или алмазные диски. Конфигурацию заточного диска для полотен необходимо определять, беря за основу характеристики инструмента. Она бывает тарельчатой, плоской, чашечной, профильной.
До начала работ желательно дать полотну повисеть в выкрученном положении 10–12 ч.
Условия к заточке полотен своими руками:
- обеспечение планомерного снятия металла по форме сечения зуба;
- недопущения излишнего нажима диска (это в силах вызвать отжиг);
- обеспечение целостности высоты и формы сечения зуба;
- непременное присутствие жидкости для охлаждения;
- контролирование отсутствия задиров.
По большому счету, не обращая внимания на изобилие правил и условий, данные приспособления довольно нетребовательны в вопросе затачивания. С ними можно заниматься как посредством специализированного заточника для ленточных полотен, так и ручным способом. Кроме того, можно использовать для обработки различные по конфигурации и субстанции круги.

Прежде чем затачивать ленточное полотно, желательно ознакомиться с ключевыми методами выполнения этой процедуры.
Метод 1: полнопрофильное затачивание
Этот метод считается особенно качественным, выполняется на автоматическом оборудовании. Эльборовый (боразоновый) диск, в точности подобранный по конфигурации, единственным проходом обрабатывает всю межзубную впадину вкупе с соответствующими плоскостями сопредельных зубьев. Получение неровной конфигурации у основы зубьев при этом исключается. Один изъян подобной заточки – это постоянно иметь под рукой конкретное число сфер для полотен разного назначения.

Метод 2: затачивание кромок зубьев
Может исполняться на специализированном оборудовании или ручным способом.
Если выбрано спецоборудование, то необходимо со знанием дела выбрать круг — как правило, это образцы плоской формы. По большому счету к профессиональному заточному оснащению желательно обращаться исключительно в тех ситуациях, когда масштабность работ довольно велика. Нерегулярные «бытовые» работы предпочтительнее выполнять руками – посредством гравера либо на обыкновенном станке. Во время работы с целью собственной безопасности необходимо непременно применять маску или защитные очки.

Типы ленточных пил
Ленточнопильный инструмент может обрабатывать:
- камень,
- дерево,
- металл,
- синтетический материал.
Для твердых материалов рекомендуется использовать оборудование, усиленное сверхпрочными сплавами: режущая лента не будет рваться, портить обрабатываемую деталь. Перед покупкой определяют фронт работ, которые планируется выполнять при помощи установки.

При большом объеме работ требуется мощная, выносливая пила, способная выдерживать повышенные нагрузки. Ее стоимость будет высокой. Для разовой процедуры, редкого использования подойдет оборудование подешевле, со стандартными характеристиками прочности.
Размер пилы
Ширину, длину подбирают согласно аналогичным параметрам станка. Рекомендации по подбору комплектующих есть в инструкции к агрегату.
Дополнительные советы:
- Широкие ленточные пилы отличаются более ровным пилением, их чаще применяют для продольной резки.
- Чем тоньше обрабатываемая заготовка, тем выше вероятность ее повреждения толстой пилой.
- При осуществлении фигурной и контурной резки ширина режущего элемента должна позволять обрабатывать изделие под заданным углом. Выпускают этот вид инструментов шириной 14–88 мм. Для стандартных работ подходит средний параметр — 35–40 мм.
Шаг зубьев
Расстояние между заостренными сегментами пилы соотносится с ответной частью агрегата.
Рекомендации:
- Тонкий листовой материал обрабатывают пилой с крупным равномерным шагом зубьев.
- Частый постоянный шаг подходит для работы с большими полотнами.
- Переменные зубья предназначены для резки натуральных и синтетических материалов с мягкой структурой. Скорость резания увеличивается, так как пила не забивается.
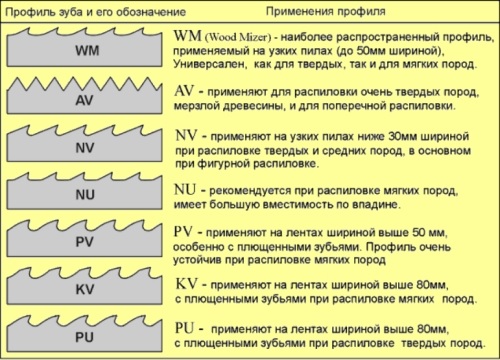
От разводки зубьев зависит качество резки, уровень вибрации в процессе работы, износоустойчивость основного элемента. Полотно может иметь различный профиль:
- Волнистый. Используется для небольших заготовок, тонких материалов.
- Стандартный. Отличается попеременным расположением всех режущих элементов, один сегмент размещен по центру. Выбирают для обработки объемных заготовок, контурной резки, монтажа на вертикальный тип станков.
- Переменный, или групповой. Содержит попарно расположенные зубцы. Агрегат стоит дороже: он более прочный, эффективный, отличается сниженной нагрузкой на режущую кромку.
Особое внимание уделяют качеству заточки пил. Проверяют, насколько остры режущие сегменты, однородна ли сталь, из которой они изготовлены, ровность линии режущей кромки
Нужно узнать, возможна ли повторная заточка пилы, сколько циклов обновления резака предусмотрено.
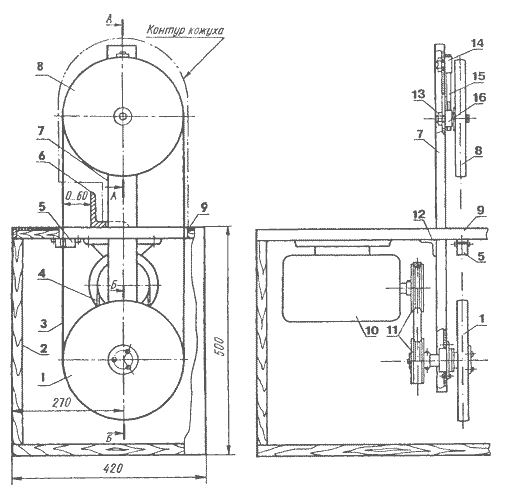
Чертеж самодельной ленточной пилы: 1 — шкив привода ленты (нижний); 2 — основание; 3 — пила ленточная; 4 — ремень клиновой А710; 5 — демпфер; 6 — направляющая; 7 — штанга несущая; 8 — шкив привода ленты (верхний); 9 — стол (фанера s20); 10 — электродвигатель АОЛ-22-2; 11 — шкивы ременного привода; 12 — кронштейн (стальной уголок 40×40); 13 — гайка M12 (2 шт.); 14 — опора верхняя; 15 — винт регулировочный; 16 — ползун.
Особенности сборки ленточной пилорамы
Алгоритм действий довольно простой. Сложность – в изготовлении (с подгонкой по размерам) составных частей.
Выбор материалов и комплектующих
Материалы. Учитывая вес обрабатываемой древесины, везде только металлоизделия. Какие? Для подвижной части (тележки), на которую укладывается заготовка, подойдет и профилированная (толстостенная) труба квадратного или прямоугольного сечения. А вот опорную раму ленточной установки, учитывая совокупные нагрузки, следует монтировать из швеллера. Соответственно, рельсы для движения тележки – из габаритного уголка (не менее 45). Хотя можно использовать и тот же швеллер, только с меньшими линейными параметрами.
Изготовление ленточной пилы
Подготовка к работе
Приступая к работе, необходимо подготовить все инструменты и материалы, а также место, на котором будет комфортно и безопасно заниматься изготовлением самодельной ленточной пилы.
Инструменты:
| Базовыйинструмент | Описаниеоперация | Альтернативный инструмент |
| Циркулярная пила | Выполнение продольного распила заготовок |
|
| Электролобзик | Выпиливание ниши, паза и верхней задвижки.Изготовление шкивов. |
|
| Струбцины | Фиксация заготовок при склейке, а также при других операциях | Достойных альтернатив нет, однако можно приспособиться и попробовать использовать столярные тиски или в качестве пресса какой-то тяжелый предмет. |
| Сверлильный станок (+ сверла) | Сверление отверстий |
|
| Шлифовальный станок | Шлифование поверхности заготовок и кромок |
|
Материалы, фурнитура, крепеж
- Фанера толщиной 15 мм;
- Брусок из массива дерева;
- Болты для горизонтальной и вертикальной подстройки;
- Клей ПВА столярный;
- Барашек для болтов подстройки;
- Изолента;
- Подшипники под верхнюю ось;
- Два подшипника под ведущую ось;
- Два вала;
- Режущее полотно;
- Две втулки с внутренней резьбой;
- Саморезы, гайки, шайбы, футорка, шпильки;
- Ленты или насадки для шлифовальной машинки или шуруповерта.
- Основание;
- Механизм натяжения ленты;
- Пильный стол;
- Шкивы;
- Пильное полотно (режущая лента).
Устройство ленточной пилы
Распиловочный станок ленточного типа отличается высокой универсальностью. На нем можно пилить дерево и металл:
- вертикально;
- горизонтально;
- под углом.
Есть станки с подачей рабочей консоли, когда материал закрепляется неподвижно, а полотно надвигается на него, а есть построены по другому принципу — пильный узел неподвижен, а подается бревно, доска или металлический лист. Второй вариант доступнее для самостоятельного изготовления.
Основные узлы ленточной пилы:
- Станина (рама) делается тяжелой и прочной. Она должна обеспечить устойчивость станка во время работы и отсутствие вибраций;
- Рабочий стол с упором и линейкой;
- Приводные шкивы;
- Двигатель (от 2 кВт);
- Пульт управления;
- Система смазки;
- Защитный кожух.
Следует помнить, что скорость резания различных металлов несколько отличается. Диапазон весьма широк — от 30 до 100 м/мин. Усредненные показатели скорости пиления однородных сплошных металлов приведены в таблице, но для каждой конкретной модели пилы и пильной ленты они могут отличаться в пределах 10-15%.

Таблица скорости пиления
https://youtube.com/watch?v=JyHfXr50XNU
Изготовление основания и устройства для закрепления бревен
Изготовление основания
На первом этапе собственноручного проведения таких работ изготавливается основание для будущего станка для превращения обычных бревен в качественные доски. В качестве материала для этого подойдут уголки из металла. Устанавливать их следует вверх стороной, при этом необходимо добиться максимальной точности регулировки колесиков, иначе они будут быстро изнашиваться.
Такие крепежные приспособления должны легко двигаться в нужные стороны. Для надежной фиксации бревна достаточно пару раз ударить по зажимам молотком, вследствие чего произойдет заклинивание механизма фиксации материала, и с ним можно будет проводить все требуемые операции.
Конструкция когтей
При собственноручной сборке пилы ленточного типа профильные трубы из твердого металла, которые устанавливаются перпендикулярно к основанию, должны быть сделаны таким образом, чтобы немного выступать за основание. Кроме того, на данных трубах следует установить перемычки: на них будут размещаться бревна перед распилкой на станке.