Содержание
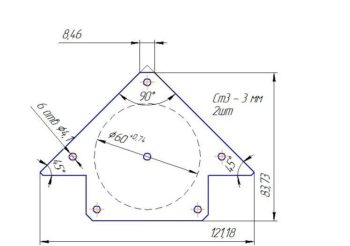
Конструкция струбцины на 90 градусов для сварки
Угловая струбцина представляет собой универсальный инструмент, фиксирующий обрабатываемые заготовки под определенным углом во время сварки. В результате сварочный процесс становится намного более удобным. Любой сварщик сегодня уже не сможет обойтись без данного приспособления, поскольку иначе производительность и комфорт в работе будут крайне низкими.

Эти инструменты для сварки существуют в нескольких размерах и формах. Наиболее удобными в работе считаются быстрозажимные приспособления. Если планируются постоянные сварочные работы, желательно иметь набор инструментов различной конфигурации.
Производители этих изделий зачастую выпускают несколько модификаций, предназначенных для сварки металлических труб под фиксированным углом в диапазоне 30–90 градусов. Соответственно, вид приспособления будет зависеть от ширины соединяемых заготовок, их количества и угла соединения.
Угловая струбцина имеет свои особенности:
- Прижимные губки инструмента достаточно толстые, чтобы сварочный шов в процессе работы не выгибался. Таким образом, повышается жесткость соединения.
- Прижимные винты изготавливаются из меди либо омедненного металла. Медь и ее соединения способны отталкивать расплавленные металлические частицы, которые разбрызгиваются и оседают на поверхностях в процессе сварки. Так обеспечивается защита резьбовых частей от спайки жидким металлом и от последующего выхода из строя всего механизма.
- Рабочая зона увеличена в местах, где выполняется соединение заготовок электродами под углом в несколько градусов.
Основными составляющими частями зажимного инструмента являются рама и подвижный элемент. Последний, как правило, оснащен дополнительными зажимами (винт, рычаг), регулирующими давление на деталь при сжатии. Подвижная часть контролирует расстояние между прижимными губками и обрабатывающим инструментом.
Оснастка обладает максимальной подвижностью, благодаря чему возможна обработка деталей самых разных размеров и сечений. Использование же нескольких таких инструментов даст возможность располагать соединяемые изделия любым образом, обеспечивая наиболее комфортные условия для быстрой сварки.
Большая часть зажимных элементов предназначена для сварочного соединения элементов с максимальным диаметром 390 мм. Струбцина для сварки под 90 градусов снабжена Т-образной ручкой, позволяющей эффективно оказывать зажимное давление на обрабатываемые заготовки. Используемые в механизме скобы из чугуна при этом могут выдержать очень высокую температуру.

При выборе угловой струбцины для сварки обязательно учитывается тип работы. Например, для закрепления деталей небольшой толщины, как правило, используется G-образная оснастка. В случае монтажа более толстых заготовок следует выбирать инструмент формы «F» с регулируемым зажимом. Оснастку можно использовать в любых производственных помещениях или гаражах при наличии верстака с ровной столешницей.
Делаем магнитную массу своими руками
По сравнению с привычными видами зажимов цена магнитной клеммы для сварки значительно выше. Однако конструкция настолько проста, что ее нетрудно сделать своими руками из подручных материалов. Для этого достаточно простого инструмента, который найдется в любой домашней мастерской.
Самодельные приспособления обычно делают из магнитов от старых динамиков мощностью 10 — 15 Вт. Также потребуется обрезок листового железа толщиной 3 — 4 мм и болт с гайкой. Сборку магнитной массы для сварки своими руками выполняют в следующей последовательности:
- из железного обрезка вырезают болгаркой или вырубают зубилом две круглые шайбы размером равным внешнему диаметру магнита;
- края шайб обрабатывают напильником или на наждаке, чтобы не было заусенцев;
- на нижней шайбе, которая будет контактировать с металлом, по центру высверливают отверстие для головки болта;
- головку стачивают по высоте до толщины шайбы, вставляют в отверстие, приваривают;
- по центру верхней шайбы сверлят отверстие для болта;
- болт пропускают через отверстие магнита, с другой стороны надевают верхнюю шайбу;
- на выступающую часть болта с резьбой надевают наконечник кабеля, затягивают гайку.
Самодельная масса будет не отключаемая, но при аккуратном обращении прослужит не меньше заводской модели. Аналогично делают держатели электродов. Для увеличения усилия прижима используют более мощные неодимовые магниты от старых жестких дисков для компьютера.
Обзаводиться магнитной массой или нет, зависит от объема и условий работы. Если сваркой приходится заниматься от случая к случаю достаточно прищепки. При больших объемах работы, особенно с профильными материалами, магнитная масса поможет сократить затраты времени на подготовительные операции. У профессиональных сварщиков это приспособление занимает почетное место в наборе зажимов для разных видов металла.
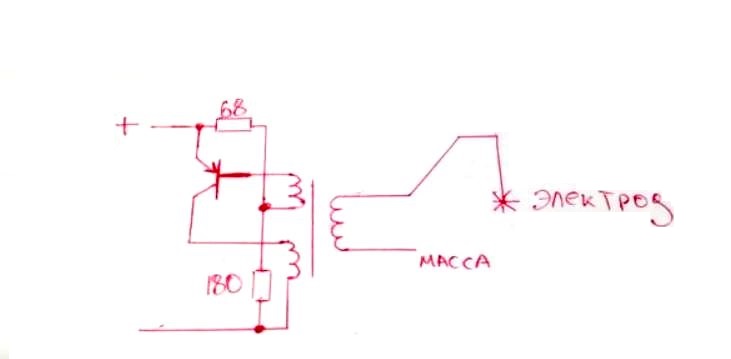
Простейший аппарат для сварки
Схема создания сварочного аппарата на основе старого трансформатора.
В хозяйстве домашнего мастера может обнаружиться понижающий трансформатор С-Б22, ИВ-10, ИВ-8, мощность которого равна 1-2 кВт. Он понижает напряжение с 220 В до 36 В, служит для питания электроинструмента.
Сварочные аппараты на основе подобных трансформаторов могут собираться даже при вышедшей из строя обмотке.
Сварочный аппарат изготавливается следующим образом:
С трансформатора необходимо убрать вторичную обмотку.
- с катушек удаляются вторичные обмотки без повреждения первичных;
- среднюю первичную катушку перематывают тем же проводом, создавая через 30 витков отводы общим количеством 8-10 шт. (для удобства лучше нумеровать каждую из них по мере создания);
- две крайние катушки заполняются многожильным кабелем (три 6-8 мм провода с тонкой фазой, на каждую катушку расходуется 12-13 м);
- медная труба диаметром 10-12 мм используется для клеммы для кабеля ВО (одна сторона обжимает провода, вторая расплющивается, сверлится под крепеж диаметром 10 мм);
- на верхней панели трансформатора крепеж М6 заменяется более мощным (М10), к ним крепятся клеммы ВО;
- из текстолита изготавливается плата с 10-ю отверстиями для ПО, в каждое отверстие вставляется крепеж М6.
Сварочные аппараты этой конструкции запитываются в сети 380/220 В. В первом случае последовательно соединяются ПО крайних, затем средней катушек. Во втором варианте крайние обмотки соединяются параллельно, средняя подсоединяется последовательно в эту же цепь. Отводы ВО сажают в клеммы текстолитовой пластины 1 — 10. Ток регулируется клеммами 1 — 10.
Для резки металла второй конец кабеля, ведущего к держателю, подключается к клемме резка (со стороны средней катушки ПО). Характеристики тока ВО соответствуют 60-120 А, в ПО ток всегда равен 25 А. При работе электродами «двойка» трансформатор не нагревается выше +70˚С, поэтому время работ не ограничено. Режимы сварки/резки переключают при отключенном рубильнике.
Что нужно для изготовления
Процесс изготовления начинается с подготовки. Для работы необходимо подготовить такие материалы:
- Магнит. С его помощью масса будет надежно крепиться на свариваемой детали. Нет необходимости покупать магнит. Можно использовать магнит из старого автомобильного динамика.
- Шайбы (2 шт.). Их диаметр должен соответствовать размеру магнита. Некоторые мастера практикуют изготовление шайб из листа металла.
- Гайка, болт. Посредством них кабель аппарата ля сварки надежно крепится.
Кроме материалов для работы также понадобятся такие инструменты: дрель, напильник (наждачка) и сварочный аппарат.

Принцип работы
Технологический процесс точечной сварки достаточно простой. Металлические детали плотно прижимают друг к другу, и через небольшие расстояния на них при помощи электродов подаётся ток высокого напряжения. В результате, осуществляется быстрый нагрев металла в точке соприкосновения, и образуется расплавленное ядро. Поскольку соединяемые детали плотно сжаты, происходит процесс диффузии, после прекращения подачи тока место контакта электродов остывает, и материал кристаллизуется. Соединение получается настолько прочным, что при попытке разрыва лопается металл рядом с ним, а точка приложения сварки остаётся в целостности.
Сваривание происходит за счёт разогрева металла от проходящего через него мощного электроимпульсаФОТО: svarka74.ru
Устройство аппарата контактной сварки
Любое оборудование для контактной сварки, промышленное или бытовое, состоит из двух основных (механического и электрического) и одного вспомогательного блоков.
Механический узел включает в себя:
- электроды (в аппаратах точечной сварки — зажимные клещи, в шовной — ролики);
- устройство сжатия;
- привод вращения (в шовных агрегатах);
- устройство сжатия и осадки (стыковая сварка).
Электрический блок состоит из:
- силового трансформатора;
- регулятора выходного напряжения;
- вторичного контура;
- прерывателя первичной цепи;
- регулятора сварочных циклов.
Вспомогательные блоки:
- пневмогидравлика, содержащая специальные фильтры, устройства смазки подвижных узлов, систему подачи сжатого воздуха и регулировки давления;
- водяное охлаждение.
Устройство самодельного аппарата для контактной сваркиФОТО: electrikmaster.ru
Для получения необходимого мощного разряда при малом напряжении необходим трансформатор индукционного типа. Правильное соотношение обмоток (первичной и вторичной) даёт электрический импульс, обладающий мощностью, достаточной для плавления металла в точке контакта электродов.
Зажимные клещи представляют собой два графитовых или медных контакта, закреплённых на разных рычагах и приводимых в действие прижимным устройством. Механизмы для зажима могут иметь разный привод:
- Механический. Устройство состоит из рычага и мощной пружины, а сжатие свариваемых заготовок осуществляется благодаря применению мускульной силы оператора. Используется в бытовых заводских и самодельных агрегатах, однако не позволяет контролировать силу сжатия и имеет низкую производительность.
- Пневматический. Чаще всего используется в переносных устройствах, имеет лёгкую настройку посредством регулировки давления в системе подачи сжатого воздуха. Среди недостатков отмечают медленное срабатывание и невозможность изменения давления в процессе сварки.
- Гидравлический. Непопулярный вариант, медленный, как и пневматический привод, однако имеет широкий диапазон настроек, которые реализуются благодаря использованию регулируемых перепускных клапанов.
- Электромагнитный. Используется как на больших промышленных, так и на ручных бытовых агрегатах. Отличается высокой скоростью срабатывания, имеется регулировка сжатия заготовок во время рабочего процесса, что позволяет добиться хорошей проварки металла.
Сварочник с механическим приводомФОТО: info.zhratsushi.ru
Статья по теме:
Сварочные гаджеты чистой воды
Вот каким образом они это делают:
В то время, как металлические заготовки точно и надежно фиксированы, у вас больше свободы в действиях
Ваши руки и ваше внимание сконцентрированы только на сварочном шве. Отсюда повышение его качества.
Используя магнитный уголок для сварки, вы сможете подготовить и произвести все сварочные работы самостоятельно, без посторонней помощи
Вот вам экономия трудозатрат. И еще вы ни от кого не зависите.
Шов получится аккуратным и точным благодаря оптимальной и надежной установке заготовок с помощью уголков. Если ваша работа требует особой точности, то использование уголков становится не рекомендацией, а обязательным условием выполнения сварки.
Если у вас большой объем работы, без фиксирующих треугольников вам никуда не деться: они позволят вам сэкономить рабочее время в значительной степени.
Заготовки необычной или нестандартной формы легче всего варить с помощью уголка с магнитом для сварки.
С уголками можно варить не только на горизонтальных поверхностях, но и на вертикальных.
Эти угольники полезны не только в сварке и пайке, их способность прочно фиксировать детали пригодится при резке металлов.
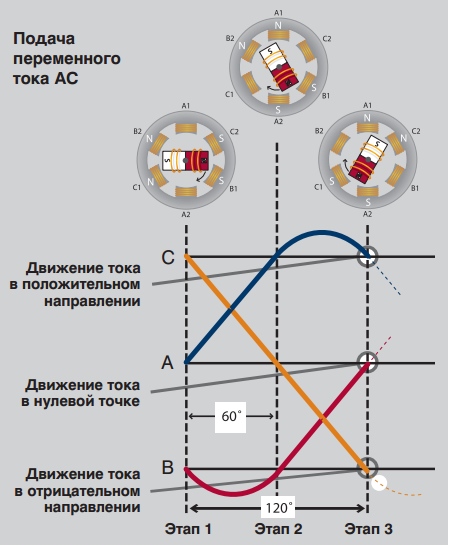
Значение полярности для сварки
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
- Толщина металла. При прямой полярности основной нагрев достаётся заготовке, поэтому ширина шва провара получается достаточно глубокой. Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.
- Тип металла. При сварке приходится работать с различными сплавами, обладающими определёнными свойствами. Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
- Тип электрода. Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
Если заготовка и электрод имеют характеристики, требующие противоречивых настроек, придётся найти компромиссный вариант, регулируя силу тока и время обработки шва. С опытом приходят и знания, позволяющие решать любые задачи.
Изготовление сварочного уголка
Первым делом укорачиваем болтики, что бы они смогли поместиться в увеличенную гайку (размеры подбирайте индивидуально). Отрезал болтики обычной болгаркой.

Далее немного на наждаке обточил магнит, чтоб немного скруглить острые края и что бы он поместился в уголок между гайками.

Затем немного рассверлил отверстия в уголке под болтики, а так же просверлил дополнительные в середине уголка, что бы в дальнейшем зафиксировать его тремя гайками.

Теперь необходимо собрать все в одно целое.

Чтоб инструмент выглядел красиво и выделялся из топы других инструментов, покрасил в ярко синий цвет.

Получилось все довольно красиво!
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.

Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:

Оптимальный материал для корпуса — текстолит 10–15 мм.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.

Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.

Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.

Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.
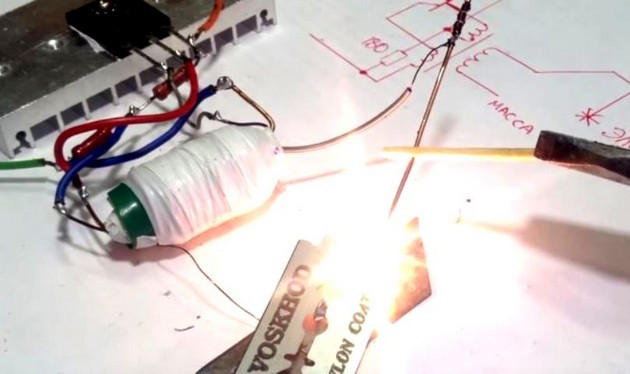
В качестве сварочных электродов можно использовать толстую швейную иглу.
Как сделать магнитную массу для сварочного аппарата в домашних условиях?

Магнитная масса для сварки – это специальное приспособление, которое обеспечивает надежную фиксацию на металлических поверхностях. Это позволяет с комфортом выполнять сварочные работы на сложных поверхностях, где применение классических крокодиловых зажимов невозможно.
Существует множество вариантов исполнения конструкции, которые зависят от условий выполнения работ. Строение данного устройства не отличается особой сложностью. По этой причине некоторые мастера предпочитают пользоваться самодельными магнитами для сварки.
Что такое?
Данное приспособление монтируется на рабочую плоскость обрабатываемого изделия. Благодаря активному магнитному полю достигается прочное крепление, создавая замкнутый электрический контур – основное условие для образования электрической сварочной дуги.
Инструмент пользуется особой популярностью у начинающих сварщиков – для ознакомления с принципами работа понадобится несколько минут. Опытные специалисты применяют магнитную массу для сварочного аппарата при ответственных работах – сварке труб большого диаметра или соединении несущих узлов из профильных материалов.
Конструкция магнитного контакта и его характеристики
Состоит из двух узлов:
- Держатель кабеля. К нему крепят кабель массы сварочного оборудования с помощью болтового соединения.
- Магнитный узел. Размер магнита зависит от особенностей исполнения. Некоторый модели оснащены механизмом, который регулирует давление магнита на рабочую плоскость. Профессиональные аппараты имеют выключатели.
Части соединяют между собой жестким креплением. Основными характеристиками устройств являются:
- Габариты и вес. Зависят от производителя и конкретной модели. Средний вес составляет 1-1,2 кг.
- Сила притяжения к поверхности. Варьируется в диапазоне от 2 до 50 кг.
- Сила сварочного тока. Максимальное значение параметра измеряется в амперах. Для моделей начального уровня он не превышает 200 А. Продвинутый инструмент способен функционировать при 400-500 А.
- Тип исполнения. Выпускают специальные фиксаторы для углов с регулировкой зазора.
Стоит ли покупать?
Ответ на этот вопрос может дать лишь мастер, выполняющий работы. Для начинающего сварщика, который только начал профессиональную карьеру данное приспособление способно существенно облегчить жизнь.
Если специалист работает преимущественно с цветными металлами, магнитный зажим, скорее всего, не пригодится.
Стоимость устройства достаточно велика. При наличии знаний в области электротехники можно попытаться сделать его самому. Технология и процесс изготовления будет рассмотрен ниже.
Как сделать своими руками?
Опытные мастера стараются свести все затраты, на приобретение вспомогательного и рабочего оборудования, к минимуму. Благодаря простоте конструкции для изготовления не нужно специальное оборудование или сложный инструмент.
Для сборки самодельного прибора следует подготовить следующий инвентарь:
- Магнит. Рабочая часть агрегата. Он должен обладать достаточной мощностью для надежного крепления к металлу. Для этой цели оптимально подойдут магниты из старых автомобильных динамиков, мощностью 10-15 Вт.
- Две шайбы. Их размер должен соответствовать диаметру магнита.
- Набор метизов для фиксации сварочного кабеля.
Алгоритм выполнения работ:
- Одна из шайб будет осуществлять контакт с рабочей плоскостью. В ней необходимо сделать отверстие, соответствующее размеру шляпки болта.
- Шляпку обрезают до толщины шайбы.
- После предварительной подготовки конструкцию соединяют сваркой. Изделие должно напоминать гриб, в котором резьбовая часть болта играет роль ножки.
- На гриб надевают магнит. С обратной стороны ставят вторую шайбу.
- На резьбу крепят сварочный наконечник, фиксирую всю конструкцию с помощью гаек.
Проверку работоспособности выполняют только в полевых условиях. Критерием качества будет правильное функционирование сварочного аппарата.
Масса для сварочного аппарата своими руками – отличный способ сэкономить, а также средство для проверки своих навыков по самодельному конструированию.
Грамотно собранное устройство прослужит ничуть не меньше заводского зажима.
Заключение
Магнитная масса – полезное изобретение, способное облегчить жизнь, как начинающему, так и опытному сварщику. Устройство обладает множеством достоинств, которые оправдывают достаточно высокую стоимость.
Необходимость в наличии данного прибора в арсенале зависит только от конкретного мастера. Обладая соответствующими навыками можно собрать магнитный зажим самостоятельно, с помощью подручных материалов.
Как использовать магнитную массу? И стоит ли покупать ее?

Время чтения: 2 минуты
Магнитная клемма, зажим-магнит, магнитный контакт сварочного кабеля У этого приспособления много названий. Но суть всегда одна: магнит позволяет быстро и надежно прикрепить его к массе и приступить к сварке.
Но что это такое? Какие есть плюсы и минусы у магнитной клеммы заземления? Как ею пользоваться и стоит ли вообще покупать? На эти, и некоторые другие вопросы вы найдете ответ в нашей статье.
Что это такое?
Магнитный контакт сварочного кабеля — это приспособление, которое монтируется на свариваемую поверхность (массу) с помощью активного магнитного поля. Приспособление необходимо для образования замкнутой электрической цепи. Без этого ручная дуговая сварка невозможна.
Магнитный зажим на массу очень популярен как среди начинающих, так и среди профессиональных сварщиков. Так же часто применяется магнитная масса для сварки своими руками в домашних условиях. Она быстро и надежно крепится на любую поверхность, даже изогнутую.
Достоинства и недостатки
Выше мы уже упомянули несколько достоинств магнитной клеммы. Но на них список не заканчивается. Магнитная клемма имеет простую конструкцию, поэтому она крайне долговечна и служит долгие годы. Проще говоря, это обычный магнит с отключаемым или постоянным магнитным полем. Нет ни пружин, ни других механических элементов, которые могут выйти из строя.
Магнитная клемма хорошо переносит перепады температур и напряжения. Она редко перегорает и позволяет работать с большинством типов металлов. Также, такой зажим на массу незаменим при сварке в труднодоступном месте. Даже если деталь будет изогнута, магнит все равно обеспечит надежное крепление за счет своей большой площади контакта.
Но, не обошлось и без недостатков. Так магнитная клемма не способна обеспечить надежное крепление на деталях небольшого размера. Например, на арматуре. Для сохранения активного магнитного поля приспособление нужно постоянно чистить. На его работу очень плохо влияет металлическая стружка.
Также для применения магнита необходима предварительная зачистка металла. Если прикрепить магнит на неочищенный металл, приспособление перестанет работать.
Не забывайте, что есть металлы, которые не магнитятся. Это большинство цветных металлов. С ними не получится использовать магнитную клемму.
Как пользоваться?
В применении магнитной клеммы нет ничего сложного. В большинстве моделей есть специальная ручка, провернув которую вы включите магнитное поле. По умолчанию магнит не будет крепиться к металлу.