Содержание
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.

Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
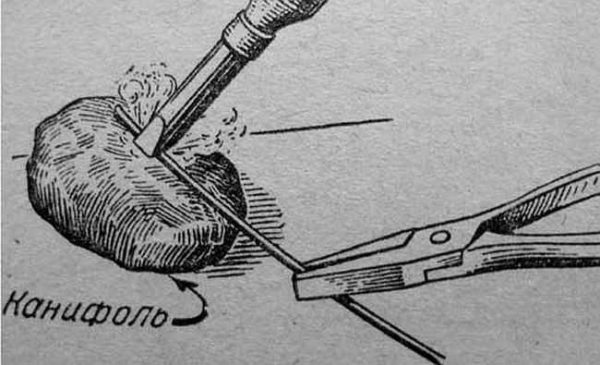
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.

Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).

Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.

Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
Напильник. Перед работой затачивают дало паяльника. Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.
Так надо затачивать жало паяльника
В каких случаях паять феном не получится
Паяльный фен как правило достигает мощности не боле 500 Вт. Чем меньше мощность, тем меньше можно прогреть площадь платы.
С помощью паяльного фена не получится адекватно выпаять массивные детали, компьютерные BGA микросхемы (мосты, CPU, GPU). Фен не сможет прогреть такие площади.
Для массивной платы необходим нижний подогрев. Чаще всего это плита, которая нагревается до 100 – 200 °C. Печатную плату получится равномерно прогреть. А с помощью фена довести до плавления припоя.
Так же можно использовать строительный фен. Он имеет большее сопло, и его мощность может быть до 3000 Вт. Однако, строительный фен тоже не выход. Из-за того, что греется только деталь и небольшое окружающее пространство вокруг, после пайки плата деформирмируется от высокой разницы нагрева, тем самым отрываются выводы от площадок (особенно это кается больших BGA деталей).
Пайка с использованием пасты

Необходимые инструменты для паяльника из скрепки: 1 –автогенная зажигалка, 2 – металлическая скрепка, 3 –плоскогубцы, 4 – шлицевая (плоская) отвертка.
Припаять провод или радиодеталь без паяльника можно используя паяльную пасту. Такая паста приготавливается и своими руками. Для получения пасты «тиноль» в эмалированную емкость наливается 32 мл концентрированной соляной кислоты и смешивается с 12 мл воды. В жидкость вносится 8,1 г цинка, а после его растворения – 7,8 г олова. После окончания химической реакции производится выпаривание воды до образования пастообразного состава. Дальнейшие операции следует проводить в фарфоровой посуде. В пасту добавляются в виде порошка 7,4 г свинца и 14,8 г олова, а также 10 мл глицерина ,7,5 г сухого нашатыря, 29,6 г цинка в виде пыли и 9,4 г канифоли. Добавляемые вещества предварительно разогреваются и перемешиваются в виде пудры.
Пайка провода или детали производится в следующем порядке:
- Участок пайки зачищается.
- На него намазывается паста с помощью кисточки.
- Участок пайки нагревается на пламени спиртовки или свечи до расплавления пасты.
При пайке мелких радиодеталей или тонкого медного провода можно использовать немного отличающийся состав: 7,4 г свинцового порошка, 738 г – цинковой пыли, 14 мл глицерина, 4 г канифоли, 14,8 г олова в виде порошка. Пастообразное состояние достигается в основном двумя способами: смешиванием с глицерином или с раствором 10 г канифоли в 10 мл диэтилового эфира.
Почему это так важно?
Дело в том, что на воздухе медь может окисляться, что часто приводит к ухудшению контакта между проводами. В дальнейшем плохой контакт начинает нагреваться и как следствие – может произойти возгорание электропроводки. Чтобы этого не происходило и соединение электрических проводов пайкой было долговечным, надежным и безопасным, необходимо лудить зачищенные концы жил с помощью свинцово-оловянного припоя.

Помимо этого лужение используют во время пайки, к примеру, при подключении светодиодной ленты к блоку питания. Если жилы LED-ленты не облудить, место пайки будет ненадежным и не исключено, что со временем проводки отвалятся.
Хитрости пайки
Перед тем как соединять электрическим паяльником провода необходимо следить, чтобы его жало было в чистом виде. Это будет повышать теплопроводность и прочность соединения. Для очистки наконечника применяют влажную ткань.
При использовании флюса активного типа зачищенная жила проводника обрабатывается составом, прогревается электропаяльником с припоем в небольшом количестве, а далее – по стандартной технологии. При пайке скруток допускается пропустить процедуру лужения, а сразу обработать место соединения флюсом, после чего приступить к пайке скрученных проводников. В этом случае обязательно протирается место спайки спиртом для удаления остатков агрессивных химических материалов.
Многожильные проводники распушивают перед лужением и окунают в канифоль. Нанесение припоя проводится весьма тщательно, чтобы каждый проводник был им полностью покрыт. По окончании остывания жилы соединяются и пропаиваются электропаяльником с оловом.
Изучив основные технологические процессы и просмотрев видео, можно научиться свободно соединять электропровода методом пайки и даже переходить к более сложным работам.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).

Флюсы для пайки алюминия
Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода — это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
 Пайка алюминия в домашних условиях — реальный способ починить домашнюю утварь, бытовые и автомобильные алюминиевые радиаторы, трубки, сантехнические приспособления и многое другое. В промышленных условиях пайка и сварка деталей из этого материала производится на автоматизированном оборудовании. В домашних условиях пайка и сварка алюминия также возможна.
Пайка алюминия в домашних условиях — реальный способ починить домашнюю утварь, бытовые и автомобильные алюминиевые радиаторы, трубки, сантехнические приспособления и многое другое. В промышленных условиях пайка и сварка деталей из этого материала производится на автоматизированном оборудовании. В домашних условиях пайка и сварка алюминия также возможна.
Для этого применяют обычный паяльник, обычные припои ПОС-50 и ПОС-61, содержащие олово. Кроме того, возможно применить сварочный магниевый карандаш или использовать газовую горелку.
После того как вы выбрали припой, необходимо выбрать флюс для паек. Самый главный секрет при пайке алюминия — работать быстро, соединить спаиваемые детали сразу после того, как они были очищены от оксида.
Варианты облуживания провода без канифоли
Разберемся, что делать, если под рукой не оказалось канифоли, а работу необходимо выполнить в кратчайшие сроки. Далее представлены самые актуальные выходы из сложившейся ситуации.
Янтарь, животный жир и смола
Вариант подойдет для обработки многожильных кабелей с тонким сечением (питающие проводники наушников, блоков питания). Для приготовления флюса понадобится растопить три указанных компонента одновременно, постоянно перемешивая. Это необходимо для получения однородной консистенции. Недостатком метода является образование неприятного запаха от приготовленного раствора.

Использование янтаря для замены канифоли
Батарейки и аспирин
Для облуживания проводников из медного сплава можно воспользоваться следующими подручными средствами:
- батарейка;
- аспирин.
С отработанного аккумуляторного устройства понадобится слить электролит и воспользоваться им.

Слив электролита из старого аккумулятора

Лужение проводов с помощью таблетки аспирина
Универсальные кислоты
Данный способ предполагает применение щелочных средств. Предварительно выполняется тщательная зачистка проводника и припоя. Обработка осуществляется стеарином, наиболее доступный вариант — свечка. Ее необходимо расплавить и равномерно нанести на обрабатываемую поверхность.

Для замены флюса можно использовать борную кислоту
Необычные варианты
Залудить провод без канифоли можно и экстравагантным методом, используя вещество для натирания смычков. Его необходимо растворить в чистом спирте, после чего выполнить обработку подготовленной жилы. Со временем спирт полностью выдохнется, а кабель получит требуемое лужение.

Канифоль для смычков Thomastik Euphon
Выполнить лужение проводов можно самостоятельно, соблюдая определенный порядок действий. Необходимо правильно подобрать припои для конкретного сплава токопроводящей жилы.
Запайка отверстий
- Заваривание отверстий влечёт за собой тепловую деформацию (металл утолщается и стягивается), что может потребовать последующей рихтовки. Заделывание усиленной шпаклёвкой даст лишь временный результат. Припой может заполнить отверстие и послужить хорошей альтернативой сварке.
- При запайке большого отверстия, можно немного утопить металл вокруг него, чтобы припой его заполнил с запасом и держался не только на кромках отверстия. Также, можно рассверлить отверстие сверлом для зенковки по металлу нужного размера, либо обработать кромку отверстия круглым надфилем, чтобы она располагалась наискосок. Так припой будет лучше держаться на кромке.
- Также, при заполнении большого отверстия, можно на обратную сторону наклеить алюминиевый скотч, который послужит основой для припоя. Чтобы клеящий состав скотча не повлиял на качество ремонта, нужно вырезать из этого же скотча сегмент, размером чуть больше отверстия и наклеить на скотч (блестящей стороной наружу), который будет приклеиваться с обратной стороны отверстия. Для удобства можно пометить центр, который должен будет совпасть с отверстием. Таким образом, получится двойной блестящий скотч. Далее нужно наклеить всю эту аппликацию с обратной стороны отверстия. Чтобы не перегревать металл, можно лудить металл вокруг отверстия и его кромку паяльником, а также расплавлять припой тоже паяльником.
- Подобным способом можно ремонтировать сквозные отверстия от ржавчины, если вокруг них металл крепкий. Нужно предварительно обработать ржавые кромки отверстия и немного утопить металл вокруг.
- Мелкие отверстия можно заполнять припоем, который используется для пайки электроники.
- При заделке отверстий припоем, остатки флюса с обратной стороны панели могут вызывать ускоренную коррозию металла. Поэтому, остатки флюса лучше удалить горячей водой с содой как с лицевой, так и с обратной стороны.
Готовимся к пайке – какой инструмент нам потребуется
Единственное, что нам потребуется при спаивании проводов, это обычный паяльник. Строительный рынок позволяет приобрести самые разные модели, отличающиеся по функционалу, качеству и, соответственно, стоимости. В любом случае, технология выполнения процесса всегда будет одинакова. В первую очередь потребуется проверить прибор на предмет наличия возможных загрязнений, в том числе остатков припоя, и при необходимости тщательно очистить жало.
Для работы потребуется обычный паяльник
Чтобы правильно спаять провода, жало инструмента должно быть идеально чистым. Для этих целей нам понадобится напильник, плавными движениями которого отлично удаляются все загрязнения с поверхности прибора. После этого остается подготовить рабочее место, выполнив все правила техники безопасности. Следует учесть, что для работы паяльника требуется наличие розетки. Последний этап подготовки – это припой и флюс, поскольку без этих элементов припаять кабель не получится.
Описание
Если новичок хочет разобраться с тем, что значит «залудить провод», тогда ему нужно изучить базовые характеристики. Лужение — это предварительное нанесение тонкого слоя припоя на поверхность двух соединяемых участков. Эта процедура необходима в том случае, если нужно улучшить электрический контакт или повысить качество пайки. Современные технологии позволяют залудить провод без помощи паяльника. Для достижения желаемого результата нужно заранее подготовить небольшую металлическую емкость. Лучше всего задействовать крышку от газированного напитка. В емкость необходимо поместить несколько небольших кусочков оловянно-свинцового припоя.
С концов проводов обязательно снимается изоляция. Емкость с припоем разогревается до полного расплавления. Для этих целей можно использовать свечку, электрическую печку. Оголенный конец провода погружается во флюс так, чтобы он максимально покрыл всю поверхность изделия. Все лишнее нужно удалить быстрым движением руки с помощью тряпки. На проводе должен остаться равномерный слой олова. Если мастеру нужно обработать участок плоской детали, то на ее поверхность насыпают немного наструганного припоя. Источник огня подносится снизу изделия. После расплавления припой растирается по поверхности стальным стержнем. Металлические детали можно обрабатывать паяльной кислотой.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.

Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Читать также: Расчет трансформатора для инвертора
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.

При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.

Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Инструменты и принадлежности
Пайка, как и любой другой технический процесс, подразумевает использование определенных инструментов и принадлежностей. Инструментов понадобится немного: паяльник, нож, пассатижи, напильник, наждачная бумага. Принадлежностей и того меньше – достаточно паяльного флюса и спирта или бензина. Тем не менее все это является важными составляющими процесса и к выбору того и другого необходимо отнестись исключительно серьезно. Именно от качества паяльника и наличия нужных принадлежностей к нему будет зависеть как механическая, так и электрическая надежность паяного соединения.
Пошаговая инструкция
Итак, чтобы Вам было понятно, как правильно лудить провода, предоставляем пошаговую инструкцию в картинках:
- Подготовьте нужный инструмент: острый нож, пинцет либо пассатижи, паяльник, припой и флюс (в нашем случае канифоль).
- Снимите ПВХ изоляцию с проводника. Для этого лучше всего использовать инструмент для снятия изоляции, но если такого нет – нож в помощь. Зачистить изолирующий слой нужно на 10-20 мм.
- Аккуратно, с помощью того же ножа зачистите жилу до металлического блеска. Если провод, который Вам нужно лудить, многожильный – распушите все проводки и очень аккуратно зачистите их ножом.
- Подключите паяльник к сети и подождите, пока он нагреется. Кстати, перед лужением нужно очистить жало паяльника от мусора и старого припоя. Для этого рекомендуем использовать напильник.
- Проведите разогретым жалом по кончику провода, который Вы собрались лудить.
- Прикоснитесь жалом паяльника к канифоли, а после этого сразу же к припою. Рабочая поверхность паяльника должна равномерно покрыться оловом.
- Прикоснитесь жалом к медному проводу. Припой должен равномерно распределиться по медной жиле. Для лучшего лужения рекомендуем взять проводник пассатижами либо пинцетом, после чего залудить кончик со всех сторон, самостоятельно прокручивая провод.
- Визуально просмотрите, насколько хорошо у Вас получилось залудить кабель. На фото ниже пример отлично проделанной работы. Если не вся рабочая поверхность покрыта припоем, повторите пункты 6 и 7.
Вот таким способом Вы сможете качественно и быстро лудить провода в домашних условиях
Обращаем Ваше внимание на то, что лужение тонких проводов от наушников (либо микрофона) нужно выполнять немного по-другому. Так как проводки эмалированные (вскрыты лаком), сначала Вы должны аккуратно счистить эмаль острым ножом
После этого уже необходимо выполнить лужение паяльником.
Видео уроки по теме:
Вы можете лудить провода и без канифоли – используя специальную паяльную кислоту. В этом случае сначала нужно обработать рабочие поверхности (жало и кончик проводка) кисточкой, смоченной в кислоту, после чего уже наносить припой. И тот и другой способ можно использовать, не опасаясь за качество будущего соединения. Что касается толстого провода, облудить его проще, чем очень тонкого. Немного сноровки и еще меньше времени на это потребуется, главное – не забудьте зачистить поверхность жилы ножом.
Обязательно прочтите:
 Спайка является основным методом электрического и механического соединения как деталей, так и проводки. Но несмотря на кажущуюся простоту процесса, пайка – дело довольно сложное и кропотливое. Именно поэтому прежде чем брать в руки паяльник, необходимо хорошо представлять чем, зачем и, главное, как паять провода.
Спайка является основным методом электрического и механического соединения как деталей, так и проводки. Но несмотря на кажущуюся простоту процесса, пайка – дело довольно сложное и кропотливое. Именно поэтому прежде чем брать в руки паяльник, необходимо хорошо представлять чем, зачем и, главное, как паять провода.
Применение технологии
При лужении применяется олово или сплавы на его основе.
Оловянное покрытие применяется для:
- нанесения на латунные детали, которые подвергаются пайке;
- защиты поверхностей стальных изделий при азотировании;
- отделения металлических изделий способом нанесения слоя олова при сопряжении медных поверхностей со стальными или алюминиевыми с целью выравнивания электродных потенциалов;
- защиты от воздействия серы, содержащейся в изоляционном слое резины необходимо лудить кабель;
- нанесения коррозионностойкого покрытия на жесть, которая используется для изготовления консервной тары;
- защиты различных металлических изделий от появления ржавчины.
Оловянно-свинцовое покрытие (ПОС) используется в случае:
- подготовки радиодеталей к пайке и защиты их от коррозии;
- лужения проводов с целью улучшения способности к пайке.
Рекомендуемая толщина слоя полуды приведена в таблице.
| Назначение | Толщина, мкм |
| Защита стальных деталей: | |
| от коррозии | 21-24 |
| при азотировании | 9-12 |
| при гуммировании | 12-15 |
| Улучшение способности к пайке: | |
| пружинящие детали | 3-9 |
| стальные детали | 6-15 |
| детали из меди и медных сплавов | 3-9 |
| детали из алюминия и его сплавов | 6-15 |
Похожие записи:
 Как убрать мелкие и глубокие царапины на стекле?
Как убрать мелкие и глубокие царапины на стекле?
 Радиосхемы схемы электрические принципиальные
Радиосхемы схемы электрические принципиальные
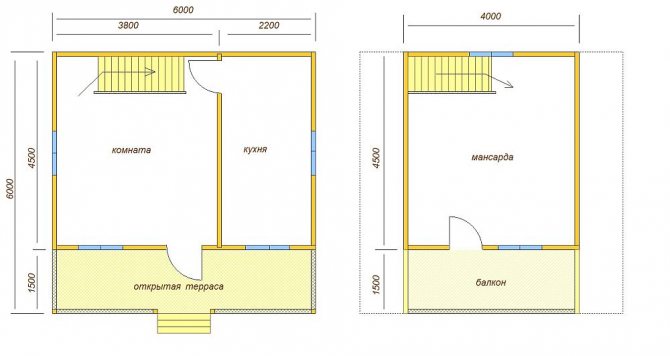 Каркасный дом своими руками: пошаговая инструкция сборки с фото
Каркасный дом своими руками: пошаговая инструкция сборки с фото
 Как открыть консервную банку со шпротами открывалкой, консервным ножом и другими способами
Как открыть консервную банку со шпротами открывалкой, консервным ножом и другими способами
 Механизм подъема, опускания и регулирования дозатора
Механизм подъема, опускания и регулирования дозатора
 Расчет забора из профнастила: калькулятор онлайн!
Расчет забора из профнастила: калькулятор онлайн!