Содержание
Как припаять провода
К наушнику и штекеру
Снять наружную оплетку с кабеля, зачистить концы проводов. Лаковое покрытие снять механическим способом при помощи ножа. Облудить концы и припаять их соответственно к каналам. Левый канал маркируется красной плеткой, правый – зеленой. При наличии общего канала, его провод обычно применяется без изоляции.
К плате
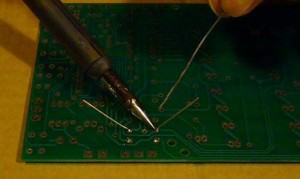
При выполнении этой операции, подготовка конца провода к пайке такая же, как в описанных выше примерах. Особенностью этой операции является то, что нельзя перегревать проводник на плате, он может перегореть.
Поэтому, рядом с местом пайки нужно установить теплоотвод. В качестве такового можно использовать пинцет, которым можно удерживать припаивыемый конец с упором к проводнику на плате. Место пайки должно быть обездвижено до полного застывания припоя.
К светодиодной ленте

Очень важная операция – зачистка контактов на светодиодной ленте. Они покрыты силиконом, и малейший остаток его на ленте может привести к непоправимым последствиям. Контакты на проводах зачистить коротко и облудить.
Провода разделить между собой, разрезав изоляцию примерно на 1,5-2 см. Надеть на кабель термоусадочную трубку, соответствующую размерам светодиодной ленты. Надеть на разрезанные оконцовки трубки меньшего диаметра.
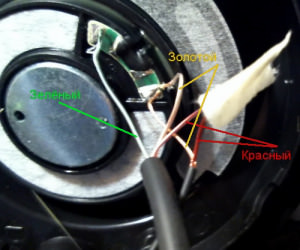
К динамику

Особенность этой операции состоит в том, что подводящие провода динамиков очень тонкие и работают в условиях постоянной вибрации. К тому же, они приклеены к мембране. Перед выполнением пайки, нужно аккуратно отделить провод, зачистить конец, облудить. Подобрать похожий провод и припаять его к оборванному концу. Второй конец припаять к контакту динамика, оставив небольшую петлю. Готовый проводник приклеить к мембране клеем «Супермомент».
Классический метод и профилактика
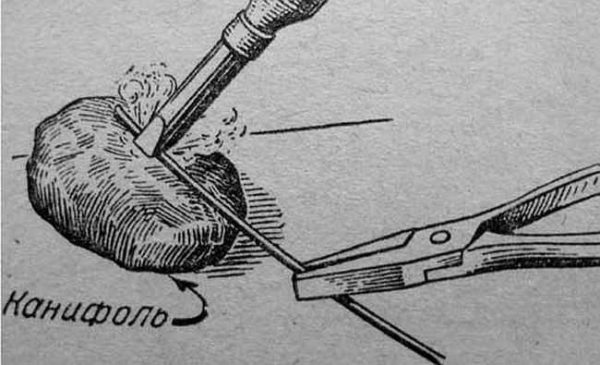
Предыдущие способы придумали мастера относительно недавно. Наши предки, даже ещё отцы, делали лужение несколько иначе. Для этого требовался напильник с мелкой насечкой, верстак для работы (можно заменить доской), канифоль и максимально тугоплавкий припой.
Порядок действий:
-
Зачищают одну грань основания.
- Глубоко погружают инструмент в канифоль и натирают грань о дерево.
- Контакт о дерево проводят на месте, где предварительно заготовлен припой. Процедуру повторяют несколько раз.
- Занимаются второй гранью.
- Залуживают круглую поверхность прута.
Процедура отнимет минут 10, не меньше. Большое количество времени на подготовку окупается тем, что с инструментом можно работать несколько дней без особой подготовки.
Работа продолжительное время спровоцирует перегрев. Повышение температуры усиливает окисление и прут приходится готовить к работе чаще. Дабы избежать лишних процедур следует придерживаться некоторых правил.
Профилактические меры от окисления:
-
Максимальную мощность нельзя использовать постоянно.
- Регулятор температуры в паяльной станции следует выставлять на минимально возможное значение.
- Опытные мастера оснащают подставку для паяльника выключателем с ограничителем напряжения — при неиспользовании инструмента нагрев сохраняется, а покрытие не окисляется.
- После каждой пайки следует восстановить покрытие.
Инструмент всегда нужно держать наготове. После продолжительного простоя жало паяльника не лудится из-за сильного окисления. Восстановление адгезии покрытия, особенно из меди, проводят канифолью. После погружения в неё жало натирают тканью х/б. Во время работы паяльник тоже периодически нужно очищать.
Качественно припаять провода
От того, как провод будет спаян, зависит дальнейшая работа всего прибора. Опытные мастера дают ряд советов для качественного и надежного паяния:
- Если припоя недостаточно, он не сможет как следует скрепить детали и заполнить все зазоры
- При недостаточном количестве флюса на жале, место спайки получается неоднородным и неровным, что негативно сказывается на результате. Это может быть при разогретом инструменте, тогда канифоль испаряется еще до окончания спайки
- Когда канифоли чересчур много, она может выплеснуться и задеть соседние контакты или провода, а в худшем случае – попасть на руку
С опытом приходит умение нагревать паяльник до нужной температуры и использовать ровно столько припоя, сколько необходимо. Соблюдая идеальный баланс, припой самостоятельно принимает нужную форму и правильно обтекает контакты. Нужно стремиться именно к этому.
Лучше всего использоваться паяльники, имеющие терморегулятор. Тогда легко поддерживать нужную температуру, что положительно сказывается на процессе и результате работы. Паяльник без регулятора может быстро перегреваться, а его жало –чернеть от окисления. Тогда его приходится периодически выключать. Поддерживать нужную температуру очень сложно, и пайка получается недостаточно качественной.
Флюсы и припои — как правильно подобрать
По описанным выше причинам правильный выбор флюса и припоя — это практически половина успеха в паяльном деле. К счастью, имеются вполне универсальные марки, подходящие для большинства задач. Отрасль применения почти всех флюсов и припоев вполне доходчиво указывается на этикетках, но некоторые аспекты их применения всё же нужно знать.
Начнём с флюсов. Их применяют для протравливания деталей, снятия и растворения оксидной плёнки с дальнейшей защитой металла от коррозии. Пока поверхность покрыта флюсом, можно быть уверенным в её чистоте, как и в том, что расплавленное олово будет хорошо её смачивать и растекаться.
Флюсы различают по типу металлов и сплавов соединяемых деталей. В основном это смеси металлических солей, кислот и щелочей, активно вступающих в реакцию при нагреве паяльником. Ну а поскольку оксидных форм и загрязнений существует достаточно много, коктейль должен специально подбираться под конкретный тип металлов и сплавов.

Активный флюс для пайки
Условно флюсы для пайки делятся на два типа. Активные флюсы создаются на основе неорганических кислот, в основном хлорной и соляной. Недостаток их в необходимости смывки сразу по завершении пайки, иначе остатки кислот вызывают довольно сильное корродирование соединения и сами по себе обладают достаточно высокой проводимостью, способной вызвать замыкание. Зато активными флюсами можно паять практически что угодно.
Второй тип флюсов создаётся, преимущественно, на основе канифоли, которая может использоваться и в чистом виде. Жидкий флюс гораздо удобнее в нанесении, в него также входят спирт и/или глицерин, полностью испаряющиеся при нагреве. Канифольные флюсы наименее эффективны при пайке стали, однако для цветных металлов и сплавов используют преимущественно их или другие соединения органической химии. Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха.

Жидкая и твёрдая канифоль
С припоями всё несколько проще. В основном для пайки используются свинцово-оловянные припои марки ПОС. Цифра после маркировки означает содержание олова в припое. Чем его больше, тем выше механическая прочность и электропроводность соединения и при этом ниже температура плавления припоя. Свинец используется для нормализации процесса застывания, без него олово может растрескаться или покрыться иглами.

Припой ПОС-61 с канифолью внутри
Существуют специальные типы припоев, прежде всего — бессвинцовые (БП) и прочие нетоксичные, в них свинец заменён индием или цинком. Температура плавления у БП выше, чем у обычных, но соединение прочнее и более устойчиво к коррозии. Есть также легкоплавкие припои, растекающиеся уже при 90–110 ºС. К таким относятся сплавы Вуда и Розе, используют их для пайки компонентов, чувствительных к перегреву. Специальные припои находят главное применение при пайке радиоаппаратуры.

Сплав Розе
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура. Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.
Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C. На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.
На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур. 400 °C и микросхема начинает зажариваться.
400 °C и микросхема начинает зажариваться.
Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.
- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
Пайка шлейфа

Как правило, в шлейфе дорожки проводников очень тонкие и располагаются вплотную одна от другой, что накладывает на паяльные работы следующие ограничения:
- для припаивания шлейфа к плате потребуется паяльник, мощность которого не должна превышать 24-х Ватт;
- при пайке желательно использовать специальную увеличительную линзу, закреплённую на рабочей подставке-кронштейне;
- для обеспечения хорошего отвода тепла от рабочей зоны потребуется массивный пинцет.
Нередко приходится соединять два тонких провода между собой (для устранения их обрыва в шлейфе, образованном из нескольких проводников). В этом случае сначала необходимо зачистить оборванные концы, а затем туго скрутить их между собой.
С целью изоляции места соединения на один из них перед этим натягивается подходящая по диаметру пластиковая трубочка (кембрик).
По завершении пайки места скрутки изолирующая трубка с небольшим натягом перемещается в зону соединения.
Ошибка №9 Низкая и высокая температура.
При наличии
на паяльнике функции регулировки температуры, не выставляйте для разогрева
самые высокие значения. На более низких температурах жала живут дольше.

Однако и
через чур уменьшать t не следует. Иначе припой перестанет нормально плавиться и приставать к
поверхности.
Какую же оптимальную температуру выставить? Здесь все зависит от используемого припоя. Перед каждой пайкой ищите в интернете его характеристики, а именно — температуру плавления.
После этого смело добавляйте к этому значению 50 градусов и выставляйте требуемые цифры на паяльнике. Для обычных припоев это значение равно – 200С+50С.

С таким
нагревом хороший результат пайки будет гарантирован.
Дополнительная тренировка
Для дополнительной тренировки можно попробовать паять различные ненужные платы от компьютеров и смартфонов. На материнских платах существует много SMD и DIP компонентов. Только долгие и упорные часы практики помогут развить навыки в пайке.
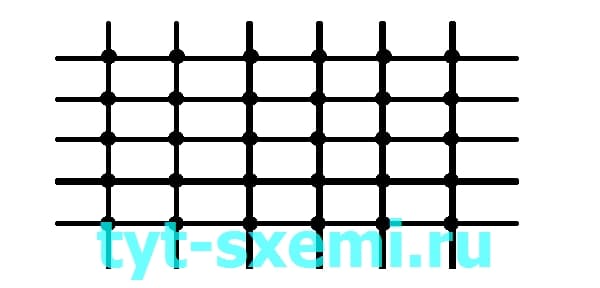
Сетка
В качестве упражнения можно попробовать спаять сетку из проводов. Качество пайки оценивается по нагрузке на эту спаянную сетку проводов. Если паяные соединения не рвутся под нагрузкой, то пайка отличная.
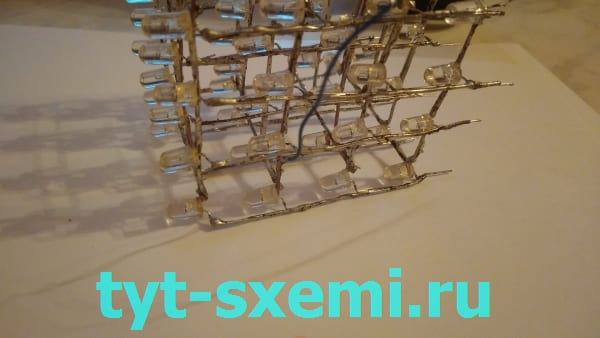
Конструкторы
Так же отлично помогают радиоконструкторы.

Они учат понимать электрические схемы и тонкости пайки. Следует начинать с простых конструкторов, например с мигалок или дверных замков. По мере повышения мастерства, можно повышать уровень сложности, доходя до сложных LED кубиков.
Пайка кислотой
Кислота используется только в крайнем случае, когда сильно окисленная поверхность не поддается лужению. Все детали, провода и разъемы могут отлично паяться без кислоты.Подробнее о паяльной кислоте
Процесс пайки электропаяльником
Как паять провода, что для этого нужно сделать:
- Залудить паяльник. Для затачивания жала нужно использовать наждачную бумагу, которой работают до получения гладкой блестящей поверхности. После этого разогретое жало погружают в канифоль и припой. Наконечник прикладывают к деревянной дощечке. Манипуляции повторяют до тех пор, пока жало паяльника не приобретет серебристый цвет.
- Залудить провода. Их очищают от оплетки и покрывают канифолью, поверх накладывают наконечник паяльника. После оплавления флюса провод извлекают.
- Припаивать залуженные части. Жало прибора обрабатывается припоем, место пайки разогревается до нужной температуры. После покрытия проводов оловом избегают лишних движений. Для быстрого остывания используют вентилятор.
 Watch this video on YouTube
Watch this video on YouTube
Особенности пайки при использовании флюса
Пайка деталей с применением флюса имеет следующие особенности:
- Температура плавления для канифоли должна быть более низкой, чем для припоя. Это условие считается обязательным для прочного сцепления деталей.
- Флюс не должен контактировать с расплавленным оловом. Каждое средство образовывает отдельное покрытие, обеспечивающее надежное соединение деталей.
- Канифоль следует равномерно распределять по поверхностям.
- Жидкий флюс должен смачивать все запаиваемые детали и обладать повышенной текучестью.
- Нужно выбирать средство, растворяющее и удаляющее появляющиеся на поверхностях пленки из неметаллических материалов.
- Нужно применять флюс, не вступающий в реакцию с соединяемыми материалами. Это помогает сохранить рабочие характеристики элементов.
Пайка многожильных проводов
Многих интересует вопрос, как правильно паять паяльником такие провода. Соединение выполняется следующим образом:
- провода очищаются от изоляции;
- оголенные жилы зачищаются до металлического блеска;
- места соединения обрабатываются припоем;
- детали скрепляются методом скрутки;
- место пайки зачищается наждачной бумагой (не должны оставаться заусенцы, нарушающие прочность крепления);
- соединение покрывается расплавленным припоем;
- место скрепления обматывается изолентой.
 Watch this video on YouTube
Watch this video on YouTube
Можно ли паять медный провод с алюминиевым
Алюминиевые и медные проводники можно запаять. В таком случае применяют специальный припой для алюминия. Медный провод нужно качественно залудить. Этого достаточно для предупреждения химических реакций между медными проводами и алюминиевыми.
Как правильно паять паяльником с канифолью
Как спаять алюминий в домашних условиях, особенности пайки алюминия
Способы соединения электрических проводов между собой
Как правильно соединить медный и алюминиевый провода?
Как правильно припаять провода к штекеру наушников?
Как можно соединить провода в распределительной коробке?
Использование самодельного жала
Для экономии средств многие мастера решают создать самодельное жало. Принцип работы паяльника достаточно прост:
- Есть нагревательный элемент, который получает питание от сети энергоснабжения.
- Тепло передается жалу, которое имеет заостренную форму.
- При контакте наконечника с обрабатываемым материалом он разогревается и становится пластичным.
Изготовить самодельную конструкцию можно следующим образом:
- Требуется кусок медного провода, который имеет диаметр около 0,5 см. В качестве жала может применяться проводник, один конец которого затачивается под углом 45 градусов. Требуется и небольшой кусок ткани, устойчивый к воздействию температуры.
- Один из концов кабеля изолируется. Он будет использоваться в качестве рукоятки. Часто в качестве изоляционного материала применяется стеклоткань. Фиксация проводится при помощи термостойкого клея.

Самодельное жало
Пайка без паяльника может проводится при применении источника огня, к примеру, газовая плита. При помощи огня наконечник разогревается, после чего нужно коснуться припоя или канифоля. За счет применения специального материала наконечник залудится и жало можно будет использовать в качестве паяльника.
Обработка флюсом или лужение
Чтобы компоненты были правильно и надежно спаяны, а соединение обладало минимальным сопротивлением электрическому току, необходимо добиться полного разрушения оксидных пленок на поверхности. Для этого служат две операции: лужение и обработка флюсом.
Лужение
Чтобы залудить провод, понадобится:
- Канифоль.
- Кусочек паяльной проволоки.
- Прогретый электропаяльник.
Конец проводка прижимается жалом к канифоли и во время прогрева проворачивается несколько раз. До образования лужицы расплавленной канифоли.
На жало следует набрать немного припоя, проводок вынимают из канифоли и проводят по нему жалом. Он покрывается тонким слоем олова.
Обработка флюсом
Операция требует меньшей ловкости — нужно всего лишь смазать кончик проводка флюсом с помощью кисточки или загнутой в петельку проволочки
Однако достаточно важно правильно выбрать флюс. Для разных материалов рекомендованы свои составы флюса:
- Для спайки меди и алюминия применяют ЛТИ-120 на основе буры.
- Для меди с медью — ПОС-60, ПОС-50, ПОС-40.
- Для алюминия с алюминием — Ц12, П-250А, ЦА-15.
Флюсы на основе кислоты нельзя применять для работы с печатными платами. Для этого подойдут флюсы на основе воды или спирта.
Когда влажная губка для снятия припоя не поможет
Губка или тряпка смоченные водой не помогут снять нагар с вечного жала. Эти поверхности и вода даже наоборот, ухудшают ситуацию.
Запомните важное правило — жало паяльника всегда должно быть с припоем. Исключение только одно — когда с платы или детали надо убрать лишний припой
Например, для качественного использования медной оплетки нужно чистое жало без припоя.
Всегда на паяльнике должен быть припой. Он защищает поверхность жала от окислов, пока вы не пользуетесь паяльником и заняты другим делом. Когда же вам понадобится паяльник и свежий припой вы просто чистите жало от старого окисленного припоя со шлаками об смоченную водой губку или тряпку, и берете свежий припой.
Если все-таки на жале имеется большой нагар, из-за которого прибой не берется, то этот нагар можно удалить тремя способами.
Медная или металлическая тонкая стружка
Металлические стружки одновременно удаляют припой с поверхности жала и стирают слой нагара. Лучше всего подойдет медная стружка, которая продается в радиомагазинах, но также подойдет и бытовая металлическая губка.
Разница между ними в размерах стружки и в качестве. Медная стружка лучше удаляет припой и щадяще удаляет окислы с жала.
Использовать стружку очень просто. Достаточно окунуть жало в стружку и провести им несколько раз по всей площади. Окислы и припой останутся там.
Купание в припое и флюсе
Можно выжечь окислы при помощи большого количества припоя. Нужно «искупать» жало в большом количестве припоя и флюса. В безвоздушном пространстве внутри припоя окислы сгорят и поверхность жала очистится.
Скрутите несколько прутков припоя в один комочек и добавьте флюс или паяльную кислоту.

Теперь окуните паяльник в этот комочек и купайте его в нем. И делайте все это на деревянной дощечке или ненужной плате, чтобы температура не уходила от паяльника и помогала удалять окислы.

Спустя пару минут почистите жало об губку.

Если остались окислы — повторите процедуру вновь.
Активаторы для жал
Этот способ понадобится, когда уже все остальное не помогает и окислы ничем больше не удалить. Если жало вам еще понадобится, то вы можете попробовать активатор для жал. Он продается в интерне-магазинах для радиолюбителей или на AliExpress.
Достаточно окунуть жало в активаторы, и оно будет снова чистым. (инструкция может быть разной) Но не стоит злоупотреблять этим. Активаторы выделяют много вредных веществ, да и зачем его постоянно использовать, когда металлическая губка прекрасно удаляет небольшие окислы.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.

Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.

При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.

Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Общие советы и рекомендации
Припой лучше брать с большим процентным содержанием олова, но не менее 80%. Другую часть припоя должен составлять висмут и различные добавки. В качестве флюса для пайки эмалированной посуды лучше всего подходит стеариновый флюс или на крайний случай парафиновый.
Важной составляющей для успешного выполнения работ связанных с пайкой эмалированной кастрюли, является мощный паяльник с широким жалом. В данном случае мощность паяльника должна быть не менее 100 Вт
В противном случае не получится достаточно хорошо прогреть металл, а припой не прилипнет должным образом к нему.

Ну и, конечно же, для успешного проведения работ очень важна правильная подготовка металлической поверхности. Она должна быть абсолютно чистой и сухой, поскольку именно от этого во многом и зависит качество пайки эмалированной посуды в домашних условиях.
Похожие записи:
 Что это — туесок из бересты? особенности уфтюжских туесков
Что это — туесок из бересты? особенности уфтюжских туесков
 Зельц в желудке
Зельц в желудке
 Виды дешевых материалов для строительства дома своими руками: обзор самых бюджетных и расчёт стоимости + видео
Виды дешевых материалов для строительства дома своими руками: обзор самых бюджетных и расчёт стоимости + видео
 Конспект занятия по бисероплетению. тема «котенок из бисера»
Конспект занятия по бисероплетению. тема «котенок из бисера»
 Как самостоятельно установить автоматику на распашные ворота
Как самостоятельно установить автоматику на распашные ворота
 Как сделать ящик из дерева или фанеры своими руками? элементы ящика, инструкции и чертежи. последовательность изготовления ящика
Как сделать ящик из дерева или фанеры своими руками? элементы ящика, инструкции и чертежи. последовательность изготовления ящика