Содержание
Приступаем к работе
Первым делом мастер вырезает из листового металла пластину.
Сверлим одно отверстие по центру (для ходового винта), и еще парочку — по краям (для направляющих).

Металлическую пластину надеваем на ходовой винт, в роли которого выступает резьбовая шпилька.
К концу ходового винта приваривается водопроводный тройник. Сама пластина фиксируется гайкой.

Затем устанавливаем направляющие.

На конец шпильки накручиваем две гайки, а к ним привариваем полосу металла.

Получившуюся деталь необходимо отшлифовать и покрасить. Её нужно будет прикрутить к дощечке из фанеры.

На направляющие надеваем по две втулки. Дополнительно автор фиксирует втулки прижимами из фанеры.

Смазываем тиски для увеличения эксплуатационного ресурса
В процессе эксплуатации устройств можно столкнуться с такой проблемой, когда подвижная губка перемещается с необходимостью прикладывания больших усилий. Причины таковых последствий известны без специалистов — отсутствие смазочных веществ. В смазке нуждается ходовой винт со специальной резьбой. Когда смазка на поверхности винта имеется, то величина трения низкая, поэтому подвижная губка движется быстро и без прикладывания значительных усилий. При отсутствии смазки в тисках развиваются следующие процессы:
- Увеличивается трение металлических частей, что влечет за собой ускоренный их износ
- При трении выделяется тепловая энергия, которая также негативно влияет на ресурс инструмента
- Появляется стружка, которая в итоге может привести к скалыванию трапециевидной резьбы ходового винта

Продолжать пользоваться тисками с таким дефектом не рекомендуется. Поэтому необходимо как можно быстрее осуществить внесение смазочных материалов на подвижные части. Для этого все виды тисков имеют способность разборки для внесения смазки. Чтобы смазать тиски, их первоначально следует разобрать. Делается это следующим образом:
- Для начала необходимо развести губки на максимальное расстояние друг от друга, добившись того, чтобы подвижная часть отсоединилась от винта
- Отсоединять тиски от верстака или стола при этом не нужно, если только в конструкции инструмента не предусмотрен ограничительный элемент. Этот элемент препятствует полному схождению подвижной части с винта. Такие ограничительные элементы присутствуют преимущественно на моделях тисков среднего и большого размера. Чтобы снять подвижную часть на таких устройствах, их понадобится отсоединить от верстака, после чего перевернуть, и выкрутить крепежный винт
- Далее необходимо очистить поверхность винта от старой смазки и мелкой металлической пыли. Рекомендуется воспользоваться растворителем или бензином, чтобы очистить поверхность детали
- Осмотреть винт на отсутствие признаков деформации
- Аналогичная процедура проводится с резьбой на подвижной части. И только после этого можно вносить смазку
- Равномерно распределив смазывающий материал по поверхности винта, необходимо установить подвижную часть на свое место, и прокрутить несколько раз до сжатия и разжимания губок
- Можно еще раз снять подвижный элемент тисков, чтобы повторно нанести смазку на винт
В качестве смазывающего вещества можно использовать солидол, литол или обычное бытовое смазочное масло. После этого процедура по очистке и смазке тисков считается успешно завершенной, и можно почувствовать, насколько легче теперь перемещается рукоятка инструмента.
Разновидности тисков: какие выбрать приспособления для разных работ
Существует несколько типов тисков, которые классифицируют по различным параметрам. Один из главных распознавательных элементов – это тип зажимного механизма. Исходя из этого фактора, различают следующие разновидности тисков:
- винтовые;
- клинообразные;
- с установленной диафрагмой;
- эксцентричные;
- с пневматическим устройством.
В зависимости от предназначения тиски подразделяют на такие виды:
- столярные;
- слесарные;
- станочные;
- ручные.
С учетом используемого материала данные приспособления также делятся на виды. Столярные тиски для верстака чаще всего изготавливают из дерева, а слесарные – из металла.

Тиски бывают клинообразные, винтовые, эксцентричные и с пневматическим устройством
Слесарные тиски – это самый распространенный вид рассматриваемого инструмента. Данные приспособления имеют свои подвиды, они различаются размерами, а точнее – шириной губок. Этот показатель может варьироваться от 63 до 200 мм. Маленькие тиски используют в основном для домашних целей. Их крепят при помощи нижнего винта-струбцины на маленьком станке, но чаще – на столике или обычной табуретке. Более габаритные тиски устанавливают в промышленных цехах и больших мастерских с целью обработки крупных деталей.
Тиски слесарные: цена, особенности и разновидности
Тиски для слесарных работ – необходимая деталь в любом промышленном цеху. Такое оборудование обязательно присутствует в мастерской опытного, уважающего себя мастера. При этом в зависимости от формы, вида крепления и обрабатываемого материала их подразделяют на несколько видов.
Трубные тиски используют для крепления труб либо же цилиндрических деталей.
Главное преимущество поворотных тисков заключается в возможности фиксации детали в необходимой плоскости и под нужным углом для организации рабочего процесса. С их помощью можно осуществлять обработку наиболее труднодоступных деталей и их участков. В то же время на обычных тисках такое сделать практически невозможно. Как и все установки этого типа, поворотные изделия могут быть стационарными – это верстачные столярные тиски, которые крепят на столы-верстаки. Другой подтип – тиски со встроенной струбциной для крепления к столу.

Тиски для слесарных работ являются необходимым инструментом не только в промышленном цеху, но и в домашней мастерской
Гидравлические тиски предназначены для обеспечения более надёжной фиксации особо крупных деталей. Зажим в них осуществляется под давлением сжатого воздуха. В основном такие инструменты устанавливают на крупных промышленных предприятиях. Цена столярных тисков данного типа высокая, а устройство довольно сложное, поэтому инструмент не предназначен для домашних мастерских.
Самоцентрирующиеся тиски необходимы на высокоточных производствах, то есть там, где требуется точная фиксация детали в определенном положении. Обычно строение тисков такого типа предполагает наличие подшипниковой основы.
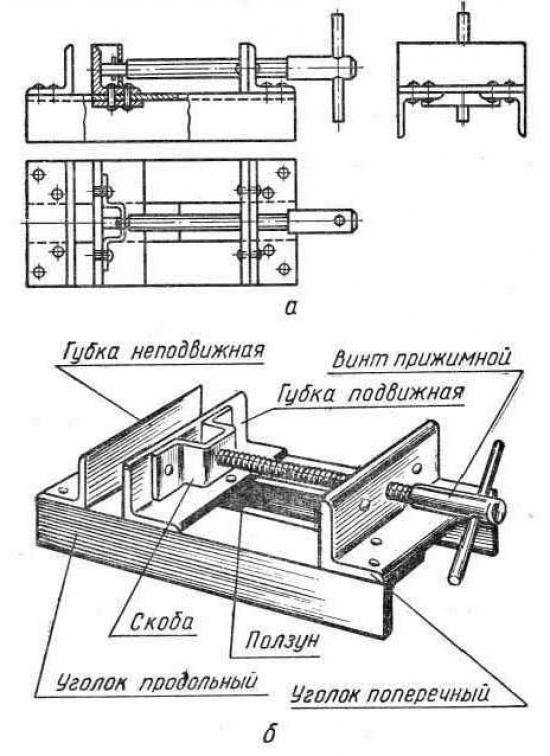
Особенности и разновидности столярных тисков
Столярные тиски используют для обработки деталей из древесины. Такой вид работ специфический, поэтому предполагает особую конструкцию самого инструмента, отличную от устройства слесарных тисков. Наиболее часто столярные тиски изготавливают из цельной древесины, а фиксацию деталей производят при помощи деревянных губок для тисков. В связи с этим они должны быть шире, чем у слесарных тисков, кроме того, предполагают значительно большую площадь зажима.
Столярные тиски наиболее часто имеют одну основу, но с двумя направляющими. С их помощью происходит удерживание подвижной губки, что позволяет не допускать перекосов. При этом направляющие могут быть неотъемлемой частью верстака либо же сниматься при необходимости.

Столярные тиски предназначены для обработки деревянных и пластиковых заготовок
Столярные тиски также классифицируют исходя из технологии, применяемой в процессе активизации винта. По этому признаку они могут быть ручными или пневматическими. Если же в классификации учитываются особенности конструкции, то тиски подразделяются на поворотные и неповоротные.
Как уже упоминалось выше, столярные модели служат для обработки деревянных и пластиковых заготовок. Поэтому на губках вмонтированы детали из дерева, что помогает избежать следов от зажима. При фронтальном креплении устройства появляется шанс работать вертикально с фиксированными деталями.
Тиски своими руками: создаем разные типы зажимных устройств. 64 фото идей для разных предназначений
Слесарные тиски являются необходимым оборудованием в мастерской любого мужчины, без которого сложно обойтись в том или ином виде работы.
Их совсем не обязательно располагать именно в гараже, можно обустроить уголок для тисков и в домашних условиях, например, применив для этого стол или обычную табуретку.
Для чего же нужны слесарные тиски?
При обработке или заточке какой-либо детали необходимо крепко и надёжно её зафиксировать, то есть удержать в определённой позиции. На фото тисков показан принцип действия данного оборудования.
Параметры и размеры тисков определяются в зависимости от того, какой вид инструмента нужно прочно удержать.
Конструкция столярных тисков включает в себя:
- винт ходовой части;
- рукоятку;
- подвижную и неподвижную губку;
- плиту опорную.
Основные типы слесарных тисков
Предварительно тому, как сделать тиски своими руками, необходимо определиться с выбором работы, связанной с ними.
Все виды тисков делятся на два типа:
- не поворотные имеют более простую конструкцию и их проще всего изготовить самому. Деталь фиксируется строго в одном положении.
- поворотные тиски чаще всего приспособлены для сверления на станке. При работе возможно поворачивать обрабатываемую деталь, не разжимая её.
Материал корпуса тисков чаще всего изготавливают из прочного чугуна
Важно знать, что чугун не предназначен для воздействия высокими температурами, для этих целей подойдёт стальной металл
Если работа будет осуществляться с малогабаритными деталями, не стоит увеличивать финансовые затраты и смастерить компактные небольшие тисочки.
Маленькие тиски с основанием из шарового шарнира пригодятся в хозяйстве для обработки совсем небольших деталей, которые можно закрепить единично. Такими являются мини-тиски на присосках, устанавливаемые на стеклянную, либо хорошо отполированную поверхность. Но они пригодны для редких несерьёзных работ.
Учтите, что разумно внедрить мягкие насадки на крепёжную часть для работы с мягкими деталями, чтобы не спровоцировать их повреждение. Тиски с наименьшим люфтом при полностью разведённых губках — это идеальный вариант.
Значительно сэкономят средства тиски без поворотного механизма, если, конечно, он не пригодится в работе.
Работа по изготовлению слесарных тисков в домашних условиях
Столярные тиски, самостоятельно изготовленные дома, значительно в разы сберегут семейный бюджет, чем их магазинные готовые «собратья». И огромный плюс в том, что изделие возможно изготовить по личным предпочтениям и для определённых индивидуальных видов работ.
Абсолютно несложно найти материал для конструкции, это может быть: деталь технической трубы, использованный домкрат, старые токарные станки, прессы и т. п.
А если обратиться в пункт приёма металла, там несомненно найдётся подходящая деталь для тисков, которая обойдётся вам в копейку.
Классические самодельные тиски
Существует масса вариантов тисков, но самым популярным и традиционным является тип со стальным материалом. Такие тиски будут гораздо надёжнее купленных заводского изготовления.
Конструкция состоит из:
- пластина из стали минимум 3 мм., но можно гораздо толще;
- швеллер наружный и внутренний (120 и 100 мм.);
- ушки из стали;
- резцы токарные 2 штуки;
- небольшой отрезок арматуры (прут для ворота);
- гайка (2 штуки), шпилька или винт определённого диаметра, который соответствует прутку;
- шайба (2 штуки) одного диаметра с ходовым винтом;
- пара винтовая 335 мм;
- для закрепления ходовой части винта нужна толстая пластина.
Необходимо с двух сторон по бокам пластины отделить ходовой винт шайбами. Одну из двух шайб нужно закрепить шплинтом или стопорным кольцом, чтобы часть была полностью разборной, предварительно нужно приварить к ней резьбу от винта.
Рукоятка также с одной стороны должна быть разборной, а с обратной стороны стоит приварить её при помощи гайки. К пластине заподлицо необходимо приварить гайку со швеллером от винтов. Чтобы швеллер внутри с винтом на ходу легче двигался, рекомендуется слегка обработать его при помощи напильника.
К так называемым ушам, выполненным из токарных резцов, привариваются губки. Их ставят на нужное место когда ходовой винт ввинчен, так уши встают на идеальном расстоянии друг от друга.
Но можно также сцепить их проволокой для большего удобства, так в дальнейшем будет удобнее фиксировать неровные детали, форма которых расширена к низу.
Такие самодельные тиски позволяют обрабатывать более крупные детали.
Их совсем несложно изготовить самостоятельно, стоит лишь просмотреть видео и рекомендации, которые без особого труда можно найти на просторах интернета и предварительно грамотно составить чертежи.
Основные этапы работ
На следующем этапе нужно вырезать пластину прямоугольной формы, и приварить ее к квадратным пруткам. Сварные швы и сам металл необходимо будет зачистить лепестковым кругом для УШМ.
В самих полосах при помощи той же болгарки нужно сделать прорези. Предварительно по краям, сделав разметку, мастер сверлит отверстия. В верхней пластине также нужно сделать прорезь (прямоугольное «окно»).
Далее к краю пластины приваривается брусок металла. В нем автор сверлит два отверстия для крепления прижимной губки. Данная губка будет неподвижной. Потом изготавливается еще и подвижная прижимная губка.
На последнем этапе отрезаем от пистолета для силикона все лишнее, сверлим отверстия и прикручиваем его к металлическому бруску, приваренному к верхней пластине основания тисов.
Подробно о том, как сделать быстрозажимные тиски для сверлильного станка, рекомендуем посмотреть в видеоролике на сайте.
Сделать удобные и качественные самодельные тиски довольно просто. Даже легче, чем заниматься вязанием. Они могут понадобиться в случаях, когда необходимо надежно зафиксировать деталь или изделие. Дополнительным преимуществом таких тисков является их низкая стоимость в изготовлении, так как не каждый человек может позволить себе приобрести серийную модель.
Читать также: Правила построения видов на чертеже
Как правильно установить тиски на верстаке
Тиски (http://instrumentdp.com/tiski) ) работают вместе с верстаком. Для начала их необходимо надежно закрепить к верстаку. Они должны быть плотно зафиксированы, не шевелиться и не отходить. Люфты — недопустимы.
Поверхность стола верстака желательно выбирать из металла чтобы при сварке не было задымления. Сам верстак нужно устанавливать не вплотную, а так чтобы было расстояние от стены, для того чтобы искры попадали на стену.
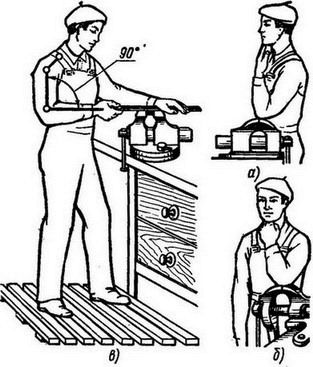
Ставить тиски нужно на угол стола для быстрого доступа
Это очень важно при обработке больших деталей
Очень важным параметром является правильная установка высоты. Высота должна быть на уровне согнутой руки под прямым углом (смотрите на рисунок).
В таком случае вам не придётся наклоняться или работать в неудобном для вас положении.
Важно учитывать тот фактор, что инструмент может не переносить ударные нагрузки. Это относится к моделям, которые изготовлены из чугуна
Стальные же тиски, напротив, имеют прочную конструкцию и выдерживают большие нагрузки. Однако, в любом случае, и те, и другие могут сломаться.
Как выбрать инструмент
При выборе инструмента обратите внимание на следующие параметры:
- Люфт
- Вес
- Исполнение отдельных частей
Такие особенности: как закрытый и открытый винт, исполнение поворотного винта можно увидеть снизу инструмента.

Накладки губок должны быть без люфтов. Использовать инструмент со сломанными накладками – не рекомендуется
Поэтому при работе инструментом очень важно смотреть на целостность губок и крепление
Для зажатия заготовки инструментом достаточно усилия руки. Не стоит надевать на рукоятку инструмента трубу чтобы увеличить рычаг, так как это может привести к поломке. Для моделей с открытым винтом смазку нужно делать пару раз в месяц, при закрытом винте – раз в год будет достаточно.
Ломаются ли тиски
Тиски могут сломаться только в случае неправильной их эксплуатации. Например, если вы будет зажимать большую метровую водопроводную трубу в тиски до 3 кг. или если вы захотите удлинить тиски трубой и будете тянуть, то скорее всего у тисков сломается подвижная часть.
Для того чтобы понять, для чего служат тиски, стоит рассмотреть устройство тисков для слесарных работ. Используют их для прочной и неподвижной фиксации деталей. Без тисков даже хороший мастер будет беспомощен. Этот инструмент стал незаменимым и в домашней мастерской, и на производстве. За долгие годы существования тиски претерпевали множество изменений, но основной принцип остался неизменным — надежное крепление между раздвижными плоскостями.

Слесарные тиски широко используется в домашнем хозяйстве и заводских цехах для надежной фиксации деталей.
Инструкция по изготовлению тисков для сверлильного станка с фото и описанием
Для работы на сверлильном станке практически невозможно обойтись без одной важной детали — специальных зажимных тисков. Особенно это актуально, когда применяется самодельный сверлильный станок из дрели
Для сверлильного станка применяются тиски, имеющие конструкцию, отличающуюся от слесарных и столярных инструментов.

Для сверлильного станка совсем не обязательно покупать тиски заводского изготовления, так как их можно сделать самостоятельно своими руками. Для этого понадобится сварочный аппарат, дрель или сверлильный станок, болгарка, а также металлические заготовки, из которого будут создаваться сверлильные тиски. Как их сделать, рассмотрим подробно.
- Для начала необходимо взять стальную пластину, толщина которой должна быть не менее 8 мм. На пластине следует нанести разметку для вырезания прямоугольных отверстий
- Далее понадобится взять швеллер, на котором в последствии будут располагаться губки инструмента. На швеллер также требуется нанести разметку, как показано на фото выше
- Для изготовления губок используются две стальные пластины, толщиной 10 см. Размеры пластин составляют 40х100 мм. На второй пластине вырезается шток, посредством которого пластина или будущая губка будет перемещаться в пазу швеллера
- Перемещение подвижной губки будет осуществляться при помощи винта, в качестве которого рекомендуется использовать шпильку на 16 мм
- Приступаем к изготовлению инструмента. На швеллере вырезаем прямоугольный паз по предварительно размеченным линиям. Для этого используется болгарка и дрель со сверлом
- На стальных пластинах с одной стороны необходимо сделать ромбовидную насечку, которая будет играть роль щечек
- Во второй губке сверлится отверстие диаметром 10 мм. Посредством этого отверстия шпилька будет крепиться к губке. Обрезаем пластину, чтобы получить шток для соединения с пазом швеллера
- Одну сторону шпильки требуется сточить до размера 10 мм, чтобы иметь возможность установить деталь в предварительно просверленном отверстии губки
- В штоке необходимо просверлить отверстие, и нарезать в нем резьбу. При помощи этого отверстия с резьбой будет фиксироваться подвижная губка
- Подготавливается станина, в которой вырезаются прямоугольные отверстия. Квадратное отверстие по центру нужно для того, чтобы иметь доступ к закручиванию и выкручиванию болта на швеллере
- Для изготовления сверлильных тисков также понадобится продолговатая гайка, посредством которой будет перемещаться винт
- Швеллер приваривается к станине, после чего зачищаются швы. К швеллеру приваривается неподвижная губка и гайка, после чего можно приступать к сборке инструмента
На завершающем этапе изготавливается рукоятка из анкера. Для этого делается паз в конструкции винта, и сверлится отверстие. На фото выше показано, как сделать рукоятку для сверлильных тисков своими руками. Подробное описание процесса изготовления тисков для сверлильного станка представлено в видео материале.
Как сделать тиски слесарные своими руками
После ориентировочного выбора типа изделия определяемся с чертежом (эскизом, схемой).
Итак, необходимо выбрать материал (готовое изделие) для:
- губок – подвижной и неподвижной. Обычно это уголок, швеллер, реже рельса или полоса;
- основания – полоса, труба прямоугольного сечения, швеллер, массивная деталь (литая или штампованная);
- направляющей подвижной губки. Чаще всего повторяет форму и материал самой губки, монтируется на краю основания;
- ходового винта. Применяют стержни с метрической, прямоугольной или трапециевидной резьбой. Соответственно подбирают ходовые гайки;
- крепления к столу. Подойдет винтовой зажим или пластина с отверстиями для прямого привинчивания к столу/верстаку.
Возможно ли восстановить точные заржавевшие инструменты?
Восстановление любого составного точного инструмента нужно начинать с тщательной разборки.
Например, рубанок на фото выше
Обратите внимание, что не все части заржавели. Значит, отделяем зерна от плевел и работаем только с теми деталями, где есть ржа
Большая часть ржавчины была удалена при помощи ручной проволочной щетки. Затем по металлу прошлись грубой наждачкой на 60 грит, продолжили полировкой 1000-й наждачной бумагой.
Чтобы чистовая полировка не доставляла хлопот, наклейте наждачную бумагу на плоскую поверхность и, меняя концы детали, начинайте проводить ей по бумаге до появления нужного блеска и ровности. В качестве смазочного материала можно капнуть пару капель минерального спирта.
ТОЧНЫЕ ИНСТРУМЕНТЫ ТРЕБУЮТ ОСТОРОЖНОГО ПОДХОДА ПО ВОССТАНОВЛЕНИЮ И РЕГУЛИРОВКЕ
Заточка ножа рубанка и полировка ручек довершают восстановительные работы.
Как сделать самодельные трубные тиски
Тиски для зажима труб отличаются от обычных слесарных и внешним видом, и особенностями эксплуатации. Подвижная губка перемещается по вертикали. Зажимать в этих тисках приходится предметы круглой формы, а потом газовым ключом с усилием крутят прикипевшую муфту или плашкой нарезают в трубе резьбу. Тиски при этом должны удержать деталь от проворота. А затягивать трубу надо крепко, но аккуратно, чтобы не помять её.
Для выполнения этих требований в обеих губках делают вырез в виде треугольника с высотой 30 – 40 мм с насечкой по боковым сторонам.

Тиски трубные ФОТО: sdelairukami.ru
Материалы и инструменты
В качестве исходных материалов для изготовления тисков нужны несколько обрезков труб диаметром 0,5 и 1,5 дюйма и длиной до 200 мм, обрезки профильных труб сечением 50×30 мм, 40×25 мм и 30×20 мм. Для подвижной губки нужен кусок листовой стали толщиной 10 – 15 мм. Для ходового винта трапецеидальная резьба нарезается на прутке 10 – 12 мм.
Чертежи
Ниже приводится схема работы трубных тисков. Размеры выбираются под индивидуальные требования.
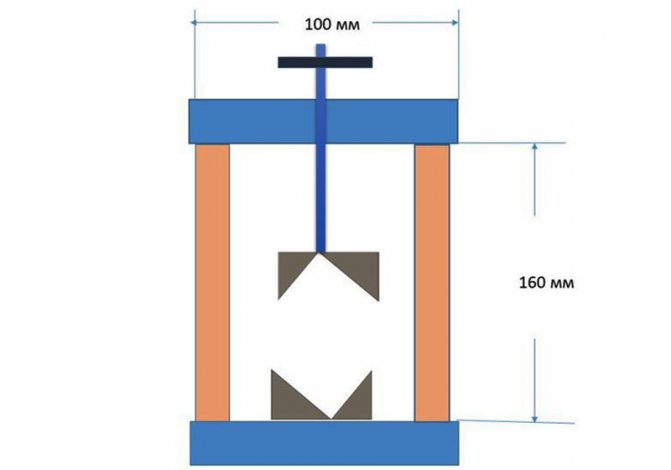
Схема трубных тисков ФОТО: Леонид Шальман
Инструкция по изготовлению
Круглые трубки используются в качестве вертикальных стоек рамы тисков, профильные применяются как горизонтальные составляющие. На верхней перекладине приваривается короткий обрезок профильной трубы для формирования резьбы под ходовой винт. Губки вырезаются из кусков толстого листа. Ходовой винт лучше не делать самому, а найти готовый, например, от старой задвижки.
Чтобы захватывать тонкие трубы, верхнюю губку надо по ширине сделать меньше, чем нижнюю.
Мини-тиски Моксона
Для уже готовых рабочих столов очень удобно сделать мини-тиски Моксона. Для начала понадобятся следующие материалы и инструменты:
-
Заготовки из дерева;
- Винты, гайки и шайба;
- Кожа для тисков;
- Настольная пила и фрезер;
- Наждачная бумага;
- Долото и клей.
После того как заготовка была обрезана, необходимо отшлифовать края с помощью наждачной бумаги. Закругляем края колес сверлом и все той же наждачной бумагой. Чтобы изготовить винты, необходимо приобрести длинный резьбовой стержень и разрезать на две части металлические заготовки.
После этого необходимо вставить гайки в отверстия. Наклеиваете кожу на зажимы и убираете все лишнее. Защита поверхности обеспечивается тунговым маслом. Оно, в отличие от других средств для пропитки древесины, полимизируется внутри и снаружи дерева с быстрым проникновением в нижние слои. После того как масло высохнет, останется соединить все получившиеся части вместе — и тиски будут готовы к использованию.
Чем красить
Для окраски ограждения из сетки рабица используют лакокрасочные средства, предназначенные для защиты металлических поверхностей:
- алкидные краски;
- акриловые краски;
- эмали.
Учитывая воздействие агрессивной внешней среды на заборы из этого материала, в качестве покрытия рекомендуется использовать эмали по ржавчине. Они позволяют получить качественную защиту металла, а также уменьшают расходы на подготовку.
Если предстоит применять обычные красящие составы, перед началом работ необходимо обработать поверхность праймером с антикоррозийными характеристиками.

Расчет расхода краски
Перед тем, как покрасить сетку рабицу на заборе, предстоит определиться с количеством материала. Расход краски зависит от способа выполнения работ. Наиболее экономичным вариантом считают окраску валиками, но и в этом случае избежать большого количества зря потраченного материала не получится.
Особенность конструкции рабицы подразумевает высокие потери красочного состава.
Если на площадь в 1 кв.м. по расчету требуется 200 мл краски (это значение сильно зависит от самой краски, но всегда в обязательном порядке наносится на этикетку, от него вам и необходимо отталкиваться), то для рабицы потребуется 90 мл, при этом окрашиваемая поверхность сетки меньше в десятки раз.
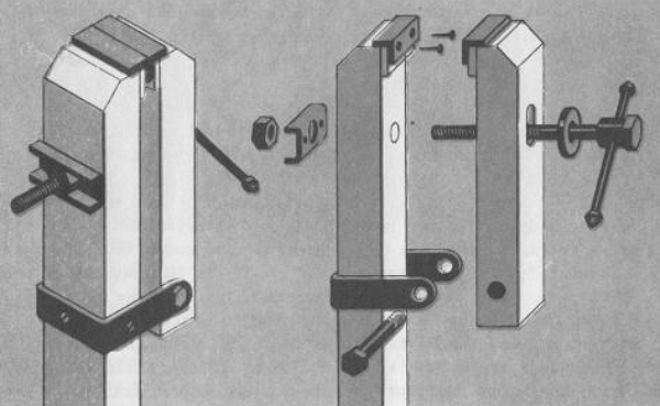
Инструкция по изготовлению тисков: вариант №2
Самодельные тиски не требуют сложных конструкторских разработок и расчетов. Можно воспользоваться многочисленными фото и чертежами подобных устройств, которые легко найти в интернете. Достаточно простая, но в то же время очень эффективная конструкция создается на основе металлических труб.
Как известно, трубы, используемые для монтажа водо- и газопроводов, выпускаются с таким расчетом, что изделие определенного диаметра плотно входит в трубу последующего типоразмера. Именно эта особенность труб позволяет использовать их для такого устройства, как самодельные слесарные тиски. Наглядный чертеж, фото и описание процесса изготовления помогут самостоятельно изготовить данные тиски.
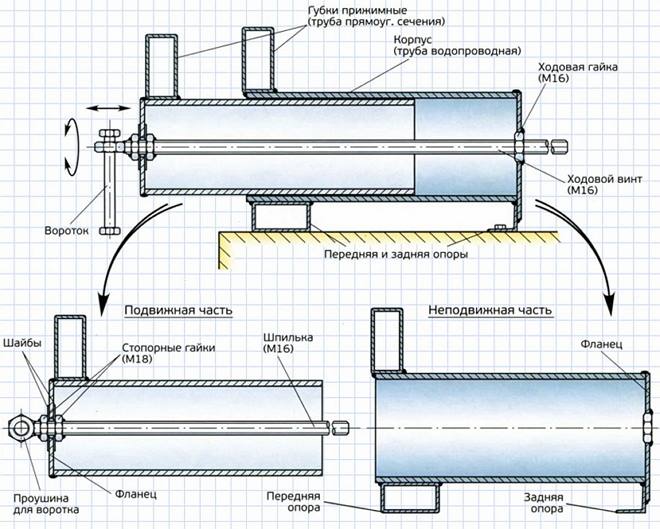
Чертеж самодельных тисков. Ниже два фото с готовым изделием
Конструктивными элементами, из которых будут состоять самодельные тиски, являются:
- отрезок металлической трубы, который будет выступать в роли внутренней подвижной части приспособления;
- отрезок металлической трубы следующего типоразмера, который будет служить внешней неподвижной частью;
- ходовая гайка с диаметром резьбы М16;
- ходовой винт с диаметром резьбы М16;
- вороток, за счет которого ходовому винту будет сообщаться вращение;
- передняя и задняя опоры, за счет которых неподвижная труба будет фиксироваться на основании;
- отрезки трубы прямоугольного профиля (будущие зажимные губки тисков);
- две стопорные гайки с диаметрами резьбы М16 и М18.

Две основные части тисков (подвижная и неподвижная)
Изготавливать такие тиски своими руками начинают с того, что к торцу отрезка трубы большего диаметра, которая будет выступать в роли неподвижного элемента, приваривают фланец. В центральное отверстие фланца должна быть вварена гайка с резьбой М16. К торцу отрезка подвижной трубы меньшего диаметра также приваривается фланец с центральным отверстием, в которое будет пропущен ходовой винт.
Читать также: Как самому сделать станок для пристрелки карабина
На некотором расстоянии от края ходового винта к нему приваривается гайка М18 (она станет фиксирующим элементом). После этого конец ходового винта, к которому приварена гайка, необходимо пропустить через внутреннюю часть подвижной трубы и вставить его в отверстие во фланце. При этом гайка должна прижаться к фланцу с его внутренней стороны.

Тиски в сборе (на фото в них зажат молоток)
На конец ходового винта, выступивший с наружной стороны фланца, надевается шайба и навинчивается гайка М16, которая затем приваривается к винту. Между внутренней гайкой и поверхностью фланца также должна быть установлена шайба, что необходимо для уменьшения силы трения. Чтобы правильно выполнить этот этап изготовления самодельных тисков, лучше ориентироваться на соответствующее видео.
После того как подвижный узел тисков собран, следует вставить его в неподвижную трубу большего диаметра и вкрутить второй конец ходового винта в гайку второго фланца. Чтобы соединить ходовой винт с воротком, к его концу, выступающему со стороны подвижной трубы, можно приварить гайку или шайбу, в отверстия которых и будет пропущен вороток.
Зажимные губки таких тисков можно сделать из отрезков прямоугольных труб, которые привариваются к подвижной и неподвижной частям. Чтобы придать конструкции устойчивость, к нижней части неподвижной трубы привариваются две опоры, в качестве которых могут быть использованы уголки или прямоугольные трубы.
Внутренняя труба в процессе вращения ходового винта также может вращаться, что делает использование таких тисков очень неудобным. Чтобы этого не происходило, в верхней части неподвижной трубы можно сделать продольную прорезь, а в подвижную трубу вкрутить винт-фиксатор, который будет перемещаться по этой прорези и предотвращать вращение подвижной части.
На многих фото самодельных тисков подобной конструкции представлены устройства, подвижная и неподвижная части которых изготовлены из труб квадратного или прямоугольного профиля. Использование таких труб также позволяет избежать вращения подвижной части тисков.
Если не планируется сильно нагружать тиски, то вполне можно изготовить их из дерева по несложной схеме
Слесарные тиски своими руками — часть 1
Если зайти в магазин и посмотреть на стоимость слесарных тисков с шириной губок от 120мм, то становится как то грустно… Посмотрев на металл, который у меня имеется в наличии на даче я решил потратить денек на самостоятельное изготовление слесарных тисков.
Материал который я присмотрел для изготовления тисков:
— лист железа для основы тисков толщиной 4мм — профильная квадратная труба 50мм с толщиной стенки 4мм — уголок 60мм с толщиной стенки 5мм — уголок 75мм с толщиной стенки 8мм — полоса толщиной 10мм — шпилька резьбовая 20мм — длинная гайка 20мм
Пластина под основание тисков у меня была размером 200х160мм. Я решил отрезать такую же и насверлив в одной из пластин равномерно отверстий диаметром 8мм точечными сварками скрепил эти две пластины между собой.
Места сварки зачистил:
По центру пластины начертил центральную линию и по краям от нее также начертил пару линий шириной 20мм — на толщину шпильки.
Длинную гайку в которую будет вкручиваться шпилька я установил на проставку — кусочек полосы толщиной 10мм к которой и приварил эту гайку.
Гайку на проставке установил по центру начерченной линии и вкрутив в нее шпильку выровнял по центру.
После этого приварил площадку с гайкой к пластине-основанию и зачистил.
В качестве боковин будет использоваться уголок 60мм с толщиной стенки 5мм и длиной 200мм. Поставил их чтобы посмотреть как это будет выглядеть:
Вот общий вид деталей для слесарных тисков:
В профильной трубе 50х50мм сделал болгаркой продольный паз шириной чуть больше чем приваренная подставка с гайкой. С краю этой трубы оставил не пропиленную часть равную ширине будущих губок.
Уголки обхватывающие профильную трубу прихватил прихватками к листу-основанию. Между этими уголками положил пластину шириной 50мм и толщиной 10мм. Чтобы профильная труба нормально двигалась, между этой пластинкой сверху и самой профильной трубой сделал проставку. В качестве проставки использовал пару полотен для ножовки по металлу.
После этого пластину приварил по всей длине. Получился своеобразный короб:
Поскольку щель между пластиной и уголками получилась достаточно большой, то после приваривания пластины сверху, я срезал прихватки и проварил эту же пластину уже изнутри. Поскольку профильная труба имеет полукруглые края, то сварочный шов изнутри ходу профильной трубы не мешает.
После этого получившийся короб зачистил:
В качестве основания под губки тисков использовал более толстый уголок 75мм и толщиной стенки 8мм. Ширина будущих губок будет 150мм. Установив уголки на будущие места крепления я обрезал их немного на скос.
В качестве самих губок будет использоваться отрезок из полосы толщиной 10мм. Губки будут иметь размер: 150х50х10мм.
Прикрепив эти будущие губки к своим уголкам я закрепил их щипцами-«собаками» и просверлил насквозь отверстия 4,2мм. Затем в уголках я нарезал резьбу 5мм, а в губках рассверлил отверстия сверлом 5,1мм и сделал зенковку под потай.
В нарезанную резьбу я вкрутил болтики и с обратной стороны прикрутил по две гайки которые затем обварил сваркой. Получилось некая удлиненная резьба 5мм.
Отверстия для крепления губок к уголкам делал по центру губок — по 25мм от вертикальной линии и по 30мм от краев.
С торца профильной трубы, где в будущем будет крепиться вороток к шпильке я, изначально, планировал приварить квадратную площадку. Затем решил по краям трубы приварить по отрезку уголка в которых затем нарежу резьбу и площадку эту не приварю, а прикручу винтами. Это позволит мне в дальнейшем при необходимости разобрать тиски.
Поставив уголок с будущими губками на эту часть, я сделал скосы уголка относительно выступающим приваренным уголкам.
В дальнейшем для усиления губок с внутренней стороны уголков будут приварены раскосы и все это заварено пластиной толщиной 4мм.
Для усиления верхней части тисков, там где имеется место для наковальни, я положил еще одну пластину толщиной 8мм (как у уголка губок) и шириной равной общей ширине короба. Таким образом если в дальнейшем придется использовать наковальню по прямому назначению, то вся нагрузка будет производиться на вертикальные ребра боковых уголков.
Приварив усиливающие раскосы я закрыл уголки губок пластиной толщиной 4мм и зачистил все болгаркой, а затем наждачным кругом с зерном 40.
Да, по сварке… Варил я аппаратом Форсаж-161 Электрод — МР-3С 3мм Ток сварки — около 110А.
При обваривании уголков пластиной 4мм я использовал те же электроды, только на токе около 80А.
Затем я это дело все обезжирил и покрыл из баллончика грунтовкой с краской:
В сборе на данный момент это выглядит так:
Во второй части по самостоятельному изготовлению слесарных тисков: — установка губок с нарезкой от скольжения — установка торцевой заглушки с винтом и воротом — крепежные отверстия в подошве тисков
Похожие записи:
 Защита от детей на окна: замки и блокираторы, которые помогут спасти ребенку жизнь
Защита от детей на окна: замки и блокираторы, которые помогут спасти ребенку жизнь
 Как своими руками сделать стойку для ушм
Как своими руками сделать стойку для ушм
 Как сделать лобзик своими руками
Как сделать лобзик своими руками
 Нашли внешний аккумулятор с розеткой. обзор interstep 150pd на 40000 мач
Нашли внешний аккумулятор с розеткой. обзор interstep 150pd на 40000 мач
 Чем заменить гелий для шариков?
Чем заменить гелий для шариков?
 Паяльники для микросхем: выбираем лучший
Паяльники для микросхем: выбираем лучший