Содержание
Способы изготовления своими руками
Конструкция из фанеры
Независимо от конструкции основное предназначение приспособлений – жесткий зажим заготовок для их последующего сваривания либо наплавления поверхности. Угловые фиксаторы, изготовленные из фанеры, позволяют соединять как металлические детали, так и заготовки из дерева.

- пара брусков из твердых сортов древесины толщиной 25 мм;
- лист фанеры толщиной не менее 12 мм;
- крепежные элементы: шпильки, саморезы;
- ножовка либо лобзик;
- дрель.
Из фанерного листа вырезается квадрат размером сторон 250 или 300 мм, к которому под прямым углом прикрепляются бруски.
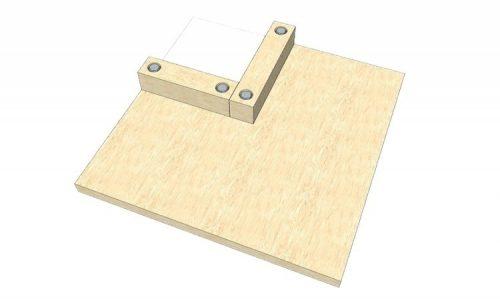
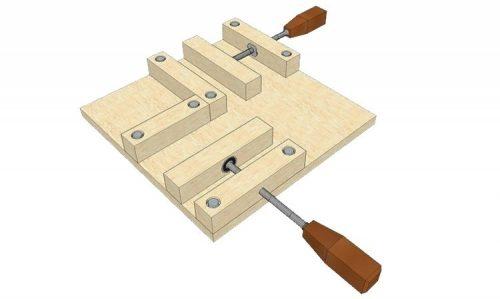
Сначала бруски следует приклеить, дождаться схватывания клея и прозенковать дрелью. В полученные отверстия вкручиваются саморезы или иные крепежные детали. От центра колодок необходимо провести перпендикулярные линии, вдоль которых будут перемещаться винтовые шпильки.
Также требуется подготовить подвижные бруски, которые соединяются со шпилькой. При вкручивании ее деталь будет придвигаться к угловой колодке.
При изготовлении угловой струбцины из массивного материала, например ДСП, для брусков следует подобрать материал большей толщины.
Конструкция из металла

Для изготовления основания потребуется листовой материал толщиной 8–10 мм. Для закрепления можно применить уголок соответствующего размера. Соединение элементов удобно выполнять электросваркой.
- Для винтового зажимного механизма между собой свариваются две гайки. Кронштейн с находящимся в центральной части резьбовым отверстием изготавливается высотой 30–40 мм. Для крепления рекомендуется использовать болтовое соединение, которое можно легко заменить при срыве резьбы.
- Особого внимания требует взаимное размещение прижимных губок. Необходимо идеально выставить прямой угол, так как при выполнении сварочных работ добиться их приемлемого качества будет невозможно. Сначала к зажиму приваривается один уголок, на него накладывается другой. Полученная конструкция плотно сжимается и приваривается на скобу.
- К боковым плоскостям фиксатора крепятся направляющие, обеспечивающие перемещение основания. По линии биссектрисы прижимного приспособления прорезается паз размером 8–10 мм.
- В верхнее основание струбцины закручивается болт. Резьба его не должна доходить до головки, что обеспечит свободное передвижение оснований относительно друг друга.
Обжимной захват
Ленточные обжимные струбцины (обжимные захваты, O-струбцины) в практике домашних умельцев используются редко. Но вспомнить о них заставляет не технологическое обстоятельство: 3000 руб. за фирменную это еще дешево. Между тем ничуть не худшая O-струбцина может быть изготовлена собственноручно.
Понадобится для этого прежде всего плоская текстильная стропа и 4 антабки к ней. Угловые прижиму, губка и ползун винтового прижима – из дерева и ДВП, слева на рис. Порядок использования имеет некоторые особенности (между прочим, такие жа и для самых дорогих фирменных).
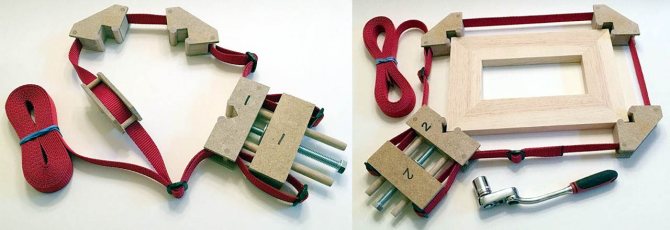
Самодельная обжимная струбцина для мебельно-столярных работ
Допустим, нам нужно собрать серию одинаковых фоторамок. Если разных – переналадку инструмента придется делать под каждую. Если же нет, то:
- Детали изделия первоначально собирают всухую, без клея.
- Выкладывают на плаз (ровную плоскость) и по отметкам на нем выставляют углы по 90 градусов.
- Обводят петлей стропы, расставляют прижимы по углам.
- Передвигая антабки, добиваются слабого равномерного натяжения ветвей стропы (справа на рис).
- Понемногу затягивают прижим, следя за углами изделия.
- Если какой-то из углов расходится, то в его сторону нужно подать немного стропы, продергивая через соттв. антабки.
- Наладку обжимной струбцины считают законченной, если удается прижимом свести все угловые зазоры «в ниточку» – больше крутить винт не нужно.
Теперь, если делается серия изделий, после склеивания одного винт ослабляют, вставляют следующее (уже с клеем в углах), затягивают прижим «до ниточек», и т.д.
Изготовление угловой струбцины
Угловая струбцина также широко применяется для сварочных работ. Практически любые работы со сваркой подразумевают соединение деталей под определенным углом и удержание их в неподвижном состоянии. Когда сварщик варит, в одной руке у него находится держатель с электродом, а в другой маска, поэтому угловые струбцины значительно упростят работу с изделием. В магазинах цена таких приспособлений может достигать 2 тыс.р. и больше.
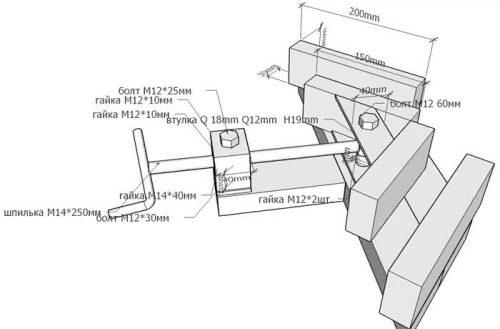
Поэтому наилучшим вариантом будет изготовление струбцины из металла своими руками. Это не только сэкономит деньги, но и позволит сделать инструмент любого размера и добавить некоторые изменения в конструкцию. Чертежи угловой струбцины приведены на рисунке.
Для этого необходимы: полоски металла толщиной 8-10 мм. Для фиксации металлических элементов нужно взять уголок 40 на 40 мм или 50 на 50 мм. Крепить уголки между собой можно болтовым соединением или просто сварить, что обеспечит им необходимую жесткость. Для прижимного устройства нужно сварить между собой 3-4 гайки, но наилучшим вариантом будет изготовить кронштейн с резьбовым отверстием толщиной 30-40 мм. Для перемещения зажимного механизма необходимо сделать направляющие. При помощи дрели просверлить отверстие, в него вставить болт и закрутить его гайкой.
Следующая модификация отличается простотой, но готовый инструмент необходимо закрепить на верстаке — для удобства. Струбцина состоит из двух уголков и двух планок из листового металла. Для быстрозажимной конструкции понадобятся два уголка 70 на 70 или 50 на 50, в зависимости от габаритов металла. Если метал крупногабаритный, то уголки желательно взять побольше. Еще понадобятся 2 стальных шпильки, которые будут выполнять роль зажимов, 6 гаек и 2 или более пластины из листового металла.
Далее следует нарезать резьбу или просто просверлить отверстие и приварить гайку, в которую будет вкручиваться шпилька, фиксирующаяся заготовки. На конце шпильки приварить гайки, предварительно сварив их между собой.
Общая характеристика
Струбцина выручает, когда требуется зафиксировать детали, чтоб дать время высохнуть клею или выполнить сварку. При сборке мебели приспособление поможет собрать элементы без смещений, просверлить в нужном месте отверстия для крепежа. Самодельный инструмент весит немного, но с фиксацией справиться на «отлично». Его проще переносить с места на место, чем обычные строительные тиски. Угловая струбцина для сварки изготавливается из металла.
На зажиме самодельного приспособления есть два упора. Обязательно присутствует блок-зажим, обладающий хорошей подвижностью, благодаря чему он может использоваться для заготовок разного размера. Для высокой жесткости фиксации должны наличествовать винт и рычажный механизм. Для столярного варианта допускается использование бегунка и планки. Но при любой конструкции детали упора должны быть подвижными.
Преимущества инструмента
Из-за дороговизны заводских изделий выгодно сделать струбцину своими руками, но экономия — это не единственное преимущество инструмента. Подобранная под определенные работы калибровка струбцины поможет зафиксировать детали лучше. Если струбцина делается для разовой работы, в изготовлении используются дешевые материалы.
Струбцина своими руками облегчает работу мастеру и экономит его деньги
Струбцина — это инструмент позволяющий фиксировать деталь во время обработки. Мастера часто используют различные виды струбцин в своей работе. Будь то столяр, или слесарь, обрабатывающий металл – всегда есть необходимость ее использования.
Это приспособление выпускается в разных вариантах, от универсальных до специализированных. Сравнительно недавно появилась новая модификация: быстрозажимная струбцина. Развивает усилие сжатия до 450 кг.
Задача у всех видов общая – зафиксировать заготовки для обработки или соединения между собой.
Угловая струбцина
Однако чаще всего, угловая струбцина используется в качестве кондуктора для сварки металлических деталей под прямым углом.
Для изготовления понадобятся:
- стальной уголок 40 мм, толщиной 3-4 мм;
- стальные пластины шириной 40-50 мм;
- шпильки с резьбой, желательно закаленные;
- прутки для воротков;
- гайки для червячного механизма;
- сварочный аппарат;
- дрель, метчики.
Уголки привариваем к стальным пластинам строго под углом 90°.
На каждую сторону крепим при помощи сварки червячную конструкцию. Это такой же уголок с наваренной упорной гайкой или утолщением, в котором нарезана резьба в соответствии со шпилькой-воротком. Ширина рабочего зазора подбирается под потенциальные заготовки.
ВАЖНО! Если диапазон размеров обрабатываемых деталей слишком широк – лучше изготовить несколько струбцин. Слишком большой ход воротка не способствует прочной фиксации.. Верстак своими руками – чертежи, принцип построения конструкции
Верстак своими руками – чертежи, принцип построения конструкции
С обратной стороны воротка сверлим отверстие, в которое вставляем металлический прут, в качестве рычага.
Столярная струбцина из доступных материалов
Простейшая струбцина из дерева, применяемая в столярном деле – изготавливается из следующих материалов:
- Два деревянных бруска и нетвердого, но прочного материала. Подойдет сосна. Слишком твердая древесина будет оставлять следы на заготовке при сильной фиксации;
- Мебельные гайки с фиксатором под дерево.
- Стальные шпильки, не обязательно из дорогой закаленной стали.
- Гайки — барашки с резьбой, соответствующей шпилькам.
- Шайбы упорные, также можно использовать обычные, недорогие.
Из брусков выпиливаются рабочие клещи. В них строго параллельно сверлятся отверстия под шпильки, с небольшим люфтом.
СОВЕТ! Если вы сделаете два комплекта одинаковых струбцин – область применения расширится. Тогда можно применять приспособление, как столярные тиски.
Струбцина столярная из дерева и фанеры
Для оперативной фиксации небольших деталей применяется струбцина, выполненная в форме штангенциркуля.
Приспособление изготавливается из брусков и тонкой фанеры. Червячная система привычная – мебельные гайки и шпилька-вороток. Неподвижный упор прочно закрепляется на одном конце направляющей рейки. На самой рейке вырезаются углубления для фиксации подвижного механизма.
Передвинув кронштейн на необходимое расстояние – остается повернуть на несколько оборотов вороток, и деталь зафиксирована. После отпускания упорного механизма – каретка легко перемещается, освобождая заготовку.
Стационарный вариант этой струбцины имеет рельсовую конструкцию. На двух направляющих, установленных параллельно – на одинаковом расстоянии нарезаются пазы.
Самодельный трубогиб, как изготовить в домашних условиях
Зажим осуществляется привычным способом – мебельная гайка, шпилька, вороток.
Столярная струбцина вариант 3
Иногда бывает необходимо просто прижать заготовку к столу для обработки. Для этого существует самозажимная струбцина. На иллюстрации видно, как сделать металлический или деревянный кронштейны.
Можно закрепить две струбцины этого типа на передвижном шаблоне, для массового фрезерования одинаковых заготовок.
Такой вид быстрозажимных струбцин изготавливается индивидуально для каждой матрицы, или переставляется на новую подложку для выпиливания очередной формы.
Трубная струбцина
Сварка металлических труб торец в торец – достаточно сложная задача, требующая точной ориентации заготовок в пространстве. Если вы привариваете отрезок трубы к готовой системе, закрепленной в помещении – задача упрощается. А сварка свободно лежащих отрезков требует наличия помощника или специального приспособления.
Струбцина для сварки труб легко изготавливается из металлического уголка и стальных пластин.
Газовые линзы
Применение газовых линз позволяет улучшить качество швов. Особенно это касается работы с металлами, чувствительными к окислению.

Качество швов во много определяется потоком защитного газа. При высокой скорости движения аргона в области сопла создается разреженная зона, способствующая захвату воздуха и его подаче к ванне. При маленьких скоростях также происходит попадание кислорода во время разрывов в потоке инертного газа.
Газовые линзы используются тогда, когда необходимо обеспечить надежную защиту соединяемых металлов. Особенно это касается материалов с высокой химической активностью, к которым, например, относится титан.
Газовые горелки также используются при соединении конструкций простой формы. С применением данного устройства поток газа становится более упорядоченным и менее чувствительным к движению поперечных масс.
В то же время использовать их для частей изделий сложных форм трудно, а иногда и невозможно. Кроме того, они повышают расход защитного газа.
При использовании данного механизма важно правильно и надежно фиксировать части изделий между собой. Это можно сделать, используя клещи контактной сварки или слесарные инструменты, такие как сварочная струбцина, прищепка и другое самодельное или профессиональное оборудование
Все сварочные работы лучше осуществлять на кондукторе. Это существенно облегчит процесс соединения различных металлических элементов. Для проводов сварочного кабеля необходимо правильно подбирать наконечники в зависимости от поставленной задачи.
Конструкция угловой струбцины для сварки
Зачастую струбцины выпускаются в нескольких модификациях и предназначены для сварки металлических труб под определённым углом (от 30 до 90 градусов). Могут изготавливаться в разных видах в зависимости от ширины труб, их количества и угла сварки.
Отличительными особенностями любой угловой струбцины являются:
- толщина губки – прижимные губки имеют большую толщину для повышения степени жёсткости соединений. Как результат: сварочный шов не выгибается во время проведения сварки;
- материал изготовления прижимных винтов – в процессе сварки часто происходит разбрызгивание расплавленных частиц металла, которые оседают на близлежащих поверхностях. При попадании на резьбовые части может происходить их спайка и как следствие выход со строя струбцины. Во избежание этого на них устанавливаются медные либо омедненные прижимные винты. Медь, в свою очередь, не даёт прилипать брызгам и увеличивает период эксплуатации сварочного оборудования;
- рабочая поверхность – для работы электродами под необходимыми углами в местах стыковки деталей струбцина увеличивает рабочую зону.

Сама струбцина состоит из подвижного элемента и основной рамы. Подвижная часть обычно оснащается дополнительными специальными зажимами – винтом или рычагом, регулирующими степень сжатия деталей. С помощью подвижного элемента контролируется расстояние между инструментом и губками.
Благодаря максимальной подвижности конструкции устройства струбцина может удерживать материалы разного размера и сечения. А при использовании нескольких угловых устройств можно сформировать любые расположения конструкций для более комфортной и оперативной сварки. В большинстве своём зажимные элементы рассчитаны для сварки материала с максимальным диаметром 390 мм. Угловая струбцина для сварки имеет Т-образную форму ручки, которая позволяет передавать образующееся при работе зажимное усилие на обрабатываемые детали. А чугунные скобы при проведении сварочных работ способны выдерживать даже самый высокий нагрев.
Выбирая струбцину углового типа необходимо учитывать вид планируемых работ. Так, к примеру, G-струбцины обычно применяются для фиксации заготовок небольшой толщины. При необходимости осуществления монтажа металлических изделий, имеющих большую толщину, стоит воспользоваться угловой струбциной F-формы, оснащённой регулируемым зажимным элементом.
Струбцина может устанавливаться в любых типах помещений в мастерских или гаражах на рабочем столе с ровной поверхностью.
https://youtube.com/watch?v=videoseries
Быстрозажимная струбцина из дерева
Самодельные струбцины из дерева могут быть выполнены в различных вариантах. Ниже рассмотрим несколько наиболее практичных столярных вариантов.
Вариант 1
Простейшую струбцину из деревянных элементов, которая применяется для столярных работ можно изготовить, используя такие материалы:
- Деревянные бруски (2 шт.) из нетвердых, но прочных пород дерева, например, сосны. Из-за твердой древесины могут оставаться отпечатки на изделии при сильных фиксациях.
- Мебельная гайка, на которой имеется фиксатор для дерева.
- Четыре стальных шпилек. Они должны быть выполнены из дорогих закаленных марок стали.
- Гайка- барашек (4 шт.) . Их резьба должна соответствовать резьбе шпилек.
- Четыре упорных шайбы.
Брусок выпиливается в виде рабочих клещей. В которых необходимо параллельным образом высверлить нужное количество отверстий под каждую шпильку, предусмотрев небольшой люфт. Каждая шпилька вкручивается в мебельную гайку, и контрится. Плотного схождения можно достичь за счет барашков или обычных гаек с рожковыми ключами (для получения прочного захвата).

Примечательно, что при изготовлении двух одинаковых комплектов струбцин можно существенно расширить сферу их использования. В таких случаях можно работать с инструментом, в качестве столярных тисков.
Вариант 2
Чтобы обеспечить оперативную фиксацию небольшим деталям, можно использовать струбцину, которая похожа на штангенциркуль.
Для изготовления приспособления потребуются бруски и тонкая фанера. Также понадобиться предусмотреть наличие червячной системы, в качестве которой потребуется использование мебельных гаек и шпильки-воротока. На одной стороне направляющих реек осуществляется прочное крепление неподвижного упора. На самих рейках необходимо вырезать несколько углублений, фиксирующих подвижный механизм.
При передвижении кронштейна на нужное значение, для фиксации детали нужно сделать несколько оборотов воротком. Если же отпустить упорный механизм, то каретку можно легко переместить, освободив деталь.
Вариант 3
В некоторых случаях возникает необходимость прижима заготовки к поверхности стола. Для этой цели применяют самозажимную струбцину, которую необходимо оснастить металлическим или деревянным кронштейном.
Поворотный конец должен иметь рычаг, на котором присутствует эксцентрик. При повороте его на определенные углы происходит автоматическая фиксация. Общую высоту можно отрегулировать шпильками, которые закреплены на устройстве. Повернув его не определенный угол – получаем автоматический быстрый зажим.
Чтобы выполнить массовое фрезерование требуется закрепление двух таких струбцин на передвижных шаблонах. Такие виды быстрозажимной струбцины следует изготавливать индивидуальным образом с расчетом под каждую матрицу, или посредством переставления на новые подложки при выпиливании очередных форм.
Струбцина своими руками
Цену промышленных образцов фиксаторов в торговой сети бросовой не назовешь. Конечно, при наличии большого фронта работ он окупиться, но что делать мастеру, занимающемуся иногда единичными ремонтами.
Изготовить фиксатор собственными руками. Для этого у него есть все необходимые детали и электродуговая сварка.
Перед изготовлением струбцины необходимо набросать эскиз или выполнить чертеж предполагаемого зажимного устройства.
Металлом для конструкции следует выбрать железо, хотя возможно некоторые предпочтут более легкий дюралюминий, который так же обладает большой прочностью. Ну, пусть он остается на усмотрение изготовителя.
Алгоритм изготовления углового фиксатора своими руками таков:
Вырезать основание струбцины из листового металла не менее 10 мм толщиной, для фиксатора подойдет уголок необходимого размера. Соединение элементов производиться электросваркой.
Для винтового зажима можно использовать сваренные между собой 2 гайки. Кронштейн и центральное резьбовое отверстие выполняется в интервале от 30 до 40 мм
Используется болтовое крепление, способствующее дальнейшей его замене при случайном срыве резьбы.
Обратить внимание на расположение зажимных губок. Точное выдерживание угла будет гарантировать 90-градусный угол изгиба
Вначале устанавливается один уголок на зажиме, затем к нему накладывается второй. Профиль прижимается, сваркой соединяется со скобой.
Плоскости ребер струбцины оборудуются направляющими, для перемещения внутреннего каркаса. По исходящему из вершины фиксатора лучу прорезается щель не более 10 мм.
В верхней плоскости прижимного устройства делается отверстие и вкручивается болт с неполной резьбой.
Это позволит верхней и нижней площадкам перемещаться относительно друг друга. Изготовив своими руками подвижный вид струбцины, можно будет регулировать угол прижатия.
Струбцина из металла своими руками
Большую часть слесарных и столярных струбцин изготавливают из металла, чаще всего стали или алюминиевых сплавов, причин для подобной избирательности всего две:
- Высокая прочность металлических деталей;
- Длительный срок службы даже при большой нагрузке.
Чтобы сделать струбцины из металла, потребуется сварочное оборудование, болгарка и обычная электродрель и электролобзик.
Длинная стягивающая струбцина
Наиболее логичным будет сделать струбцину, у которой направляющий брус или планка из дерева заменены квадратной профильной трубой. Метровую струбцину можно сделать из квадрата 20х20 мм, для двухметровой потребуется профиль 30х30 мм. Использование трубчатого квадратного профиля позволяет сделать конструкцию очень жесткой без «тянучек» и усадки, как это бывает у пиломатериалов.
Проще всего сделать длинную струбцину по классической схеме. Стационарная, подвижная и переставная части изготавливаются из толстой фанеры.
Каждая деталь состоит из двух половинок, которые вырезаются лобзиком и стягиваются болтами на длинной квадратной трубе. Ходовой винт можно сделать из двух частей резьбовой шпильки и обычного куска арматуры.
Самодельная сварная струбцина из арматуры
Вместо дерева можно использовать обычный арматурный пруток, сечением 8-10 мм. Чтобы сделать корпус струбцины из арматуры, потребуется вырезать две заготовки длиной 65 и 55 см. Прутки греют на паяльной лампе и загибают на стальной оправке под прямым углом согласно чертежу.
Согнутые заготовки сваривают в одну Г-образную конструкцию, обязательно соединяются сварочным швом носик и линейные участки арматуры.
Следующим этапом из отрезка в 20 см изготавливают стойку под ходовой винт, к которой приваривают гайку. Если усилие зажима на струбцине более 50 кг, то стойку можно сделать гнутой или укрепить дополнительным подкосом.
Самодельная G-образная струбцина
Конструкцию с G-образным корпусом еще называют винтовым прессом за огромное усилие, которое можно получить с помощью ходового винта. Сделать G-образную струбцину достаточно просто. Для этого необходимо нарезать болгаркой заготовки корпуса из толстого металла, не менее 7-8 мм толщиной.
Корпус сваривается буквой П. На верхней полке нужно сделать отверстие под гайку, далее навинтить ее на ходовой винт и установить на место сварки. На нижней полке укладывают небольшой кусочек металла — столик, который прижимают вывернутым винтом. Нужно только сделать несколько сварочных точек или швов, чтобы приварить столик и гайку, и струбцина готова.
Деревянная прокладка для опоры металлической струбцины
Важной деталью любой струбцины считается подкладка, устанавливаемая под опорные поверхности зажима. Делается это для достижения двух целей:
- Не допустить повреждения зажимаемой струбциной детали, так как в металлических приспособлениях давление зажима может легко достигать нескольких сот килограммов;
- Равномерно передать и распределить усилие от ходового винта на поверхность мебельного щита или фиксируемой детали.
Лучше всего сделать прокладку из обычной березовой фанеры или мягкой древесины с нешлифованной поверхностью.
Зажим для наворачивания проволоки на оправку
Очень непростой задачей считается надежная фиксация стальной проволоки на круглой заготовке, например, резиновой трубе или оголовке штуцера. Конструктивно такое приспособление состоит из двойного корпуса и намоточного штифта.
Проволоку оборачивают вокруг трубы и зацепляют на штифте с болтовой головкой. За 2-3 поворота ключом намотанная полуторная петля натягивается до нужного состояния. Остается сделать поворотом корпуса закрутку проволоки на шланге в несколько витков и обрезать ее концы.